





















 Информатика
ИнформатикаПохожие презентации:
")








")
Автоматизация технологических процессов
1.
Автоматизациятехнологических
процессов и
производств
МДК 01.04
2.
ОСНОВЫМИКРОПРОЦЕССОРНОЙ
ТЕХНИКИ (МПТ)
Раздел 8
3.
Первые процессоры, выполненные на базе электронных(вакуумных) ламп, появились во второй половине 1940-х годов.
Так началась эра электронных вычислительных машин.
Примерно в то же время были изобретены полупроводниковые
транзисторы, которые чуть позже пришли на замену хрупким и
энергоемким лампам. Транзисторы фиксируют два состояния –
наличие тока и отсутствие тока, и тем самым обрабатывают
информацию.
В конце 1950-х годов в полупроводниковой промышленности
состоялся прорыв, когда была изобретена технология
изготовления интегральных микросхем, объединявшая в одном
кристалле
полупроводника
множество
электронных
компонентов, в первую очередь – транзисторов. Ну а в 1971 году
компания
Intel
выпустила
первый
микропроцессор,
объединивший в себе несколько интегральных схем, до этого по
отдельности отвечающих за различные функции обработки
информации и ее хранения.
4.
Основой микропроцессорных средств автоматизацииявляется микропроцессор (МП). Микропроцессор —
программно-управляемое устройство для обработки
информации, выполненное на больших интегральных
схемах
и
применяемое
в
компьютерах
и
автоматизированных системах.
МП производятся с помощью технологий современной
микроэлектроники
на
основе
полупроводникового
кристалла (интегральной схемы). Информация в МП
передается электрическими импульсами. Микросхема МП
состоит из пластикового или керамического корпуса, внутри
которого размещается миниатюрная полупроводниковая
подкладка. На этой подкладке лазером «начерчены» все
электронные схемы МП. Входы и выходы схемы на
подкладке соединены с металлическими выводами,
расположенными по бокам корпуса микросхемы.
5.
За последние 60 лет с начала использованияэлектронно-вычислительных машин для управления
производственными процессами сложились некоторые
тенденции развития средств автоматизации и, в
частности, МП средств автоматизации (МПСА).
К таким тенденциям можно отнести следующие:
– ускорение внедрения новых технологий в сферу
автоматизации;
–
повышение
степени
дробления
функций
управления;
– возрастание степени открытости систем;
– ориентирование на конкретные прикладные
области применения;
– изменение роли рабочего.
6.
Ускорение внедрения новых технологий в сферуавтоматизации проявляется в том, что внедрение
новых материалов в промышленное производство
(дерево, бронза, железо, сталь, стекло, алюминий)
потребовало тысячелетнего или, в лучшем случае,
столетнего опыта человечества; внедрение новых
видов энергии (пар, электричество, атомная
энергия) заняло десятилетия; а внедрение новых
информационных технологий происходит уже
ежегодно и, даже, ежемесячно. Так, от момента
изобретения интегральных схем до их широкого
применения в технических устройствах и далее в
вычислительных средствах прошло несколько лет.
7.
Повышение степени дробления функций управленияобъясняется тем, что современные ВС при своём
небольшом размере могут обладать значительными
вычислительными возможностями. Это приводит к тому,
что эти средства можно приблизить к ОУ. Таким образом
обеспечивается переход от централизованных СУ к
децентрализованным, распределенным.
Первые управляющие ЭВМ имели значительные
размеры и размещались в специально оборудованных
помещениях. Теперь управляющий компьютер или
контроллер может быть встроен в ТОУ (станок, агрегат,
аппарат,
участок
трубопровода)
или
размещён
максимально близко к нему. С помощью средств сетевого
взаимодействия они образуют единую систему. В обоих
случаях человек-оператор является важнейших элементом
СУ.
8.
Закрытые системы регламентируются закрытымистандартами предприятия и строятся по принципу:
одна система – один разработчик системы, он же
поставщик оборудования, он же ответственный за
монтаж, настройку, пуск в эксплуатацию и
дальнейшее сопровождение системы.
Открытая система – это система, которая
строится на основе открытых, опубликованных,
общедоступных стандартов. Поэтому они строятся
по принципу: одна система – множество
разработчиков и поставщиков оборудования.
Внедрение, сопровождение и совершенствование
таких систем может вестись иными участниками.
9.
Ориентирование на конкретные прикладныеобласти применения означает, что вместо
универсальных
средств
автоматизации
используются
специализированные
средства,
учитывающие особенности ОУ в различных
отраслях промышленности.
Изменение роли рабочего проявляется в том, что
для эксплуатации и сопровождения современных
МПСА требуются основательные знания и
практический
опыт
работы
в
области
микроэлектроники,
оптоволоконной
оптики,
микропроцессорных
контроллеров
и
промышленных
компьютеров
и
их
программирования.
10.
Важнойотличительной
особенностью
промышленных МПСА по сравнению с офисными
средствами автоматизации являются различия в
условиях их работы. Так для промышленных МПСА
характерны разнохарактерные климатические
воздействия, воздействие агрессивных сред,
многочисленные
механические
воздействия
(вибрации, ускорения, удары и прочее),
воздействие магнитных и электромагнитных
полей, а также возможное радиационное
воздействие. Для офисных средств автоматизации
характерно отсутствие таких воздействий.
11.
Дляпромышленных
МПСА
характерны
следующие требования:
– высокая надежность и устойчивость работы в
сети,
– вибростойкость и ударопрочность,
– пыле- и влагонепроницаемость,
– искро- и пожаробезопасность,
– стойкость к радиационным, электромагнитным
полям,
– широкий диапазон рабочих температур,
– ремонтопригодность,
– возможные ограничения по габаритам и массе.
12.
В промышленных МПСА весьма важными являютсяконструктивные особенности:
–
использование
вместо
жестких
дисков
энергонезависимой
флеш-памяти,
не
имеющей
механических частей;
– дублирование важнейших узлов для особо
ответственных приложений (процессоров, блоков памяти,
ПУ);
– возможное отсутствие клавиатуры и монитора, но
наличие разъемов, позволяющих временное их
подключение
для
контроля,
настройки,
программирования;
– создание внутри корпуса избыточного давления
воздуха для предотвращения проникновения пыли, а
также применение всасывающих фильтров со сменными
фильтрующими элементами;
13.
– выполнение клавиатуры по пленочнойтехнологии, исключающей попадание жидкостей
внутрь корпуса устройства;
–
использование
мониторов
с
жидкокристаллическими,
плазменными,
электролюминисцентными
панелями
с
технологией TouchScreen (сенсорный экран);
– запирание наиболее ответственных узлов и
органов управления;
– размещение разъемов и функциональной
клавиатуры на передней панели устройства.
14.
Ещё одна группа особенностей МПСА касаетсяорганизации плат ПрК и контроллеров:
– отсутствие материнских плат; процессорная
плата наравне с другими платами (платами вводавывода, памяти и иных) вставляется в стандартный
разъём на объединительной пассивной плате
(кросс-плате);
–
наличие
большого
числа
разъёмов
расширения (до 20), в том числе и устаревших, для
обеспечения
возможности
подключения
множества модулей от разных производителей;
– размещение плат на виброустойчивой
подвеске в ударопрочных корпусах.
15.
Рассмотрим классификацию способов взаимодействия ЭВМ и ОУ16.
Косвенное соединение (схема a) предполагаетприсутствие человека как связующего звена между ОУ и
ЭВМ; физических связей между ними нет. Здесь
возможно два варианта:
1) Соединение off line (вне контура, автономное,
отключенное) означает, что изменения, происходящие в
ОУ, и реакция управляющей части на них не согласованы
во времени. Такое соединение возможно в том случае,
когда процессы в ОУ инерционны, растянуты во времени,
например, в офисном управлении, при проведении
экономических
и
научно-технических
расчетов,
проектных работ. Информация при таком соединении
передается в виде бумажного документа, кадра на
видеомониторе, на магнитном носителе или с помощью
голосовой связи.
17.
2) Соединение in line (около контура) также являетсякосвенным, но человек как бы «встроен» в систему, так
как он должен обеспечить согласованное во времени
взаимодействие. Это необходимо в системах с
существенно меньшей, чем в первом случае
инерционностью, например, в системах продажи
билетов на самолеты, в справочных системах, в других
СМО, в некоторых АСУП. Для осуществления такого
управления человек должен располагать средствами
отображения
информации
(видеомонитором,
мнемосхемой, вторичными приборами, сигнальными
лампами и т.п.) и средствами воздействия на объект
(клавиатурой, кнопками, тумблерами, клапанами и т.д.).
Пример: ручное управление температурой воды,
вытекающей из водопроводного крана.
18.
Непосредственное соединение (on line – вконтуре, схема б) со связью по выходу ЭВМ
характерно
для
систем
управления
дискретными и смешанными процессами.
Пример: токарный станок или сборочный
конвейер с компьютерным управлением по
программе
–
числовое
программное
управление (ЧПУ). Задача человека состоит в
периодическом
контроле
качества
продукции, а также в замене инструментов
и/или настройке программы по результатам
контроля.
19.
Непосредственное соединение (схема в) со связью повходу ЭВМ реализуется двумя режимами:
1) В информационном режиме в задачу управляющей
ЭВМ (УВМ) входят сбор и первичная обработка
информации с объекта и представление её в форме,
удобной
для
использования.
Информация
в
обработанном виде передается на средства отображения
информации (СОИ: вторичные приборы, сигнальные
лампы, мониторы). Человек-оператор на основе
полученной информации принимает решения и
воздействует на задатчики автоматических регуляторов
(АР).
Оператор
может
также
непосредственно
воздействовать на ТОУ через пульты управления,
клавиатуру, выключатели и переключатели, пускатели,
приводы клапанов, задвижек и пр.
20.
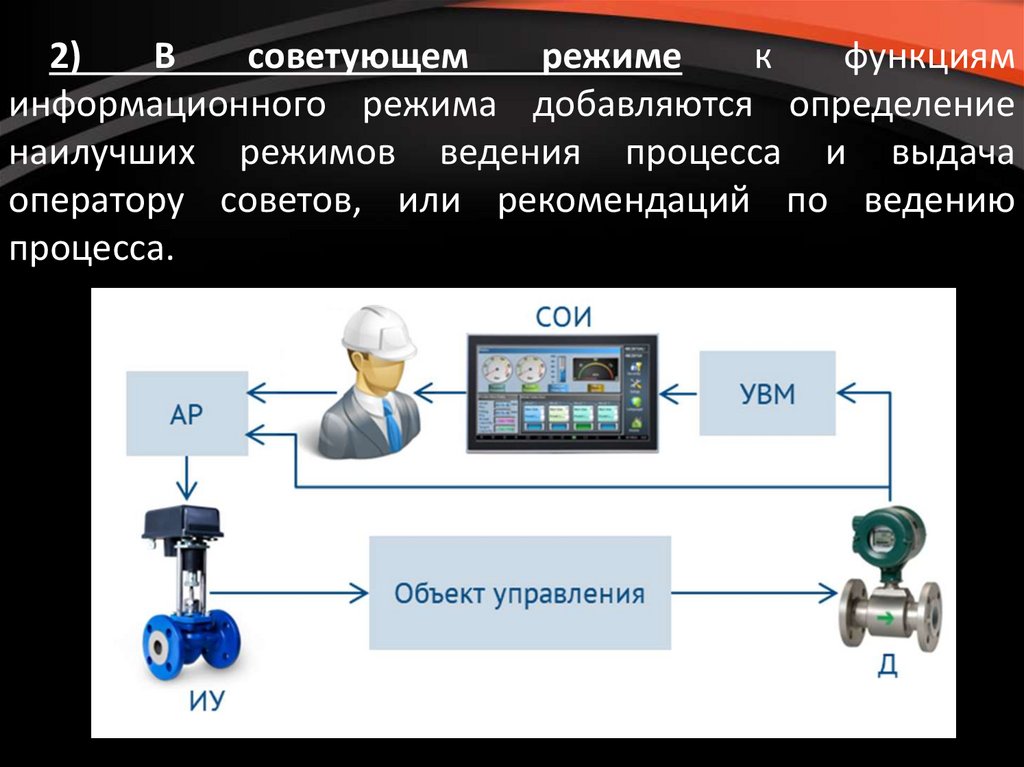
2)В
советующем
режиме
к
функциям
информационного режима добавляются определение
наилучших режимов ведения процесса и выдача
оператору советов, или рекомендаций по ведению
процесса.
21.
Непосредственное соединение (схема г) сосвязью с ОУ и по входу, и по выходу УВМ может
быть реализовано двумя способами:
1) Супервизорный режим, или режим
надсмотрщика,
задатчика,
локальноавтоматический режим – это режим, в котором
УВМ
выполняет
функции
советчика,
но
воздействует непосредственно на задатчики АР.
УВМ в этом режиме работает в замкнутом контуре.
22.
2) Автоматический режим, или режиммногоканального регулятора, режим прямого или
непосредственного цифрового управления (ПЦУ
или НЦУ, DDC – Direct Digital Control), предполагает
выполнение
УВМ
кроме
функций
информационных и советующих также и функций
ПИД-регулятора. В этом режиме предъявляются
повышенные требования к надежности УВМ.
Необходимая надежность может быть обеспечена
путём резервирования УВМ или важнейших её
узлов.
23.
В настоящее время автоматизированныесистемы
управления
технологическими
процессами строятся на основе так
называемых
программно-технических
комплексов (ПТК), которые включают как
техническое,
так
и
программное
обеспечение системы управления.
Простейшая
структура
программнотехнического
комплекса
состоит
из
множества контроллеров, в задачу которых
входит
управление
участками
технологического объекта управления.
24.
Микропроцессорные контроллеры (МПК)связаны
с
объектом
(датчиками,
исполнительными устройствами, иными
источниками и приёмниками информации).
Кроме того, контроллеры подключаются к
единой магистрали, к которой также
подключено автоматизированное рабочее
место (АРМ) оператора. Оператор через АРМ
имеет возможность контролировать работу
системы и в случае необходимости вносить
управляющие воздействия на объект, то есть
брать управление объектом на себя.
25.
При управлении крупными объектамиуправления используются многоуровневые
ПТК. На нижнем уровне располагаются
контроллеры, связанные с объектом,
серверы для ведения распределённых баз
данных. К ним через промышленные сети
подключаются АРМ операторов и серверы
для
связи
с
уровнем
управления
предприятием и иными информационными
системами.