

























 и канальная (б,г) печи")


 Промышленность
ПромышленностьПохожие презентации:








")

Плавка алюминиевого лома
1.
Плавка алюминиевого лома2. Печи для плавки алюминия
В зависимости от вида сырья и масштабапроизводства плавку алюминиевого лома
осуществляют в разных плавильных печах,
как топливных, так и электрических.
Для футеровки печей используют шамот
или высокоглинозёмистые материалы.
3. Виды топливных печей
1) отражательные;2) короткобарабанные вращающиеся;
3) шахтные;
4) тигельные;
5) оплавочные.
4. Отражательные печи
1) однокамерные;2) двухкамерные.
5. Однокамерные печи
Подина печи выкладываетсяпод
уклоном
для
более
удобного слива металла.
Под сводом печи располагается
топливосжигающее устройство.
Для лучшего использования
тепла пламени своду придают
полукруглую форму.
6.
Железо (приделки) удаляют через рабочие окна спомощью специальных граблей, перемещая его
по наклонной части пода вверх.
7. Двухкамерные печи
Двухкамерные печи сочетаютв себе функции плавильного
агрегата и миксера для
корректировки химического
состава расплава и его
хранения во время разливки.
Двухкамерная печь состоит из
плавильной камеры и
копильника, который имеет
такую же площадь пода, но
более глубокую ванну.
8.
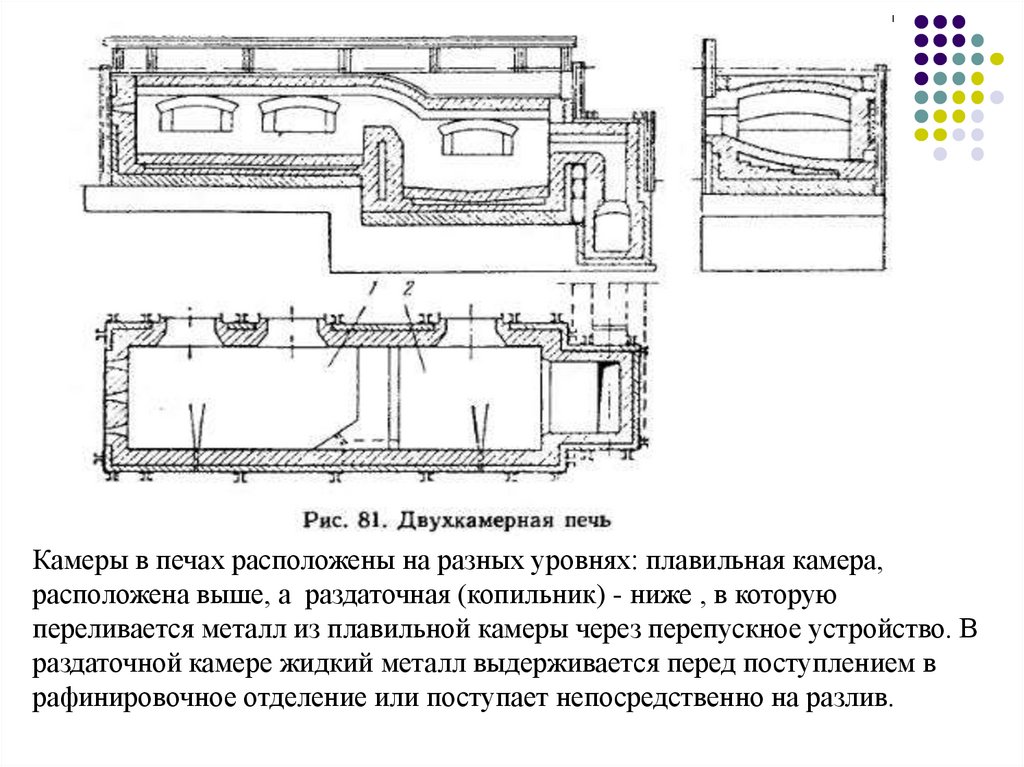
Камеры в печах расположены на разных уровнях: плавильная камера,расположена выше, а раздаточная (копильник) - ниже , в которую
переливается металл из плавильной камеры через перепускное устройство. В
раздаточной камере жидкий металл выдерживается перед поступлением в
рафинировочное отделение или поступает непосредственно на разлив.
9.
10.
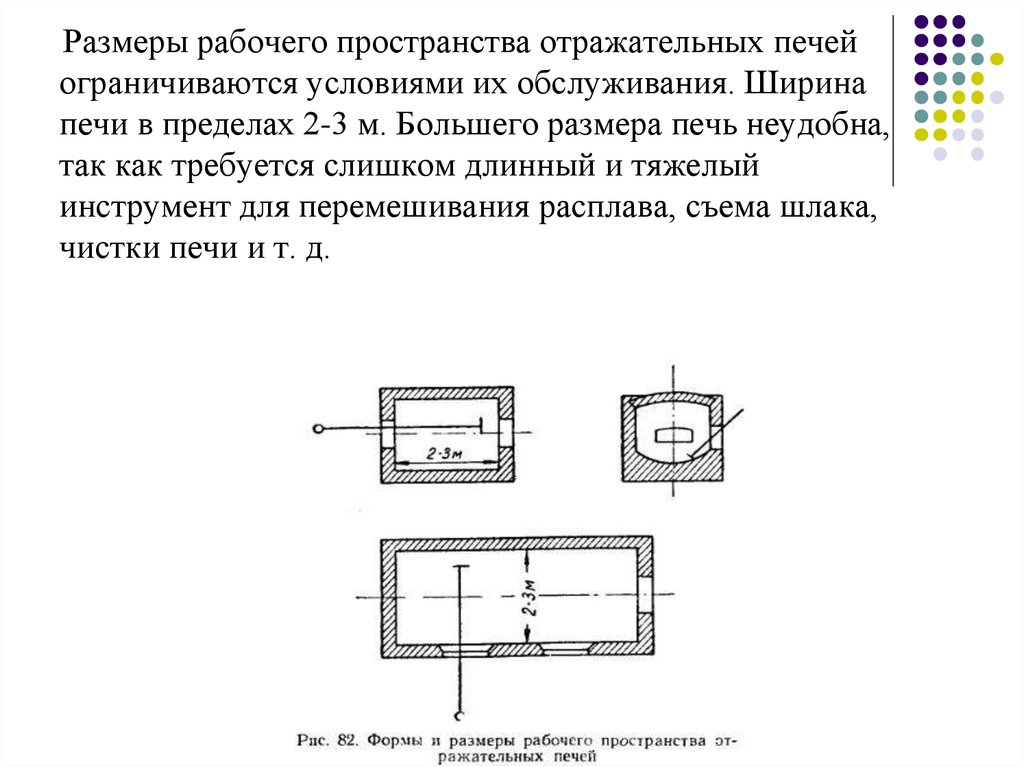
Размеры рабочего пространства отражательных печейограничиваются условиями их обслуживания. Ширина
печи в пределах 2-3 м. Большего размера печь неудобна,
так как требуется слишком длинный и тяжелый
инструмент для перемешивания расплава, съема шлака,
чистки печи и т. д.
11.
Однокамерные отражательные печи поконструкции и обслуживанию проще
двухкамерных, но производительность
однокамерных печей на 25-30% ниже
производительности двухкамерных.
12. Достоинства отражательных печей
1. Универсальность (пригодна для переработкипрактически всех видов вторичного сырья)
2. Высокая производительность (более 5 т/ч)
3.Простота конструкции
4. Сравнительно небольшие эксплуатационные затраты
13.
Недостатки отражательных печей :1) печные газы соприкасаются с поверхностью
расплава, приводя к его окислению;
2) сравнительно невысокий тепловой КПД.
Для снижения окисления можно использовать
флюсы.
14. Печи с выносной камерой
15.
Применяют для плавки сыпучего материала.Через открытую камеру сырьё подаётся
непрерывно ленточным конвейером, где
плавится за счёт тепла циркулирующего
металла, а затем поступает самотёком в
закрытую камеру.
Циркуляция металла в камерах происходит
из-за разности плотностей и температур
металла в открытой и закрытой камерах.
16.
Полезная ёмкость печи 10 – 25т металла.Переработка сырья в таких печах
позволяет в 2 раза снизить угар металла,
так как твёрдые отходы не соприкасаются
с горячими дымовыми газами.
17. Короткобарабанные вращающиеся печи
Эти печи используют в основном для плавкистружки и других мелких материалов.
Печь представляет собой горизонтальный
стальной барабан, футерованный изнутри
огнеупорным кирпичом и опирающийся двумя
бандажами на опорные ролики.
Вместимость печей колеблется от 0,5 до 20 т.
18. Схема вращающейся печи
19.
Печи отапливаются мазутом или газом.Загрузка печи выполняется через
загрузочную горловину. Сначала загружают
флюс и нагревают до 750 - 800°С,
расплавляя его, затем – стружку в расплав.
Для слива металла и флюса в печи имеются
две летки: по образующей и в торце.
20.
Вращающиеся печи выгодно отличаются отстационарных с точки зрения массо- и
теплопереноса, поскольку в них металл
нагревается и сверху, и снизу.
Это происходит за счёт постоянной смены
мест свода и подины.
Кроме того, улучшается теплопередача при
перемешивании металла во время вращения
печи, так как загруженный в барабан материал
сразу покрывается жидким флюсом и металлом.
В результате этого быстрее происходит
плавление стружки.
21.
Плавка во вращающихся печаххарактеризуется пониженным угаром
металла, так как при вращении барабана
твердая шихта постоянно погружается в
расплав, покрытый слоем шлака, и не
окисляется.
22. Шахтные печи
Шахтные печи с наклонным подом предназначеныдля плавки крупного лома, сильно загрязненного
железом и другими примесями без его разделки.
Наклонный под способствует ускоренному
стеканию выплавленного алюминия в
металлосборники.
Шахта печи и копильники обогреваются газовыми
горелками.
23. Шахтная печь для плавки лома
Эта печь состоит из шахты идвух ванн-копильников
ёмкостью 4т каждый,
соединенных с шахтой
желобами, по которым
перетекает расплавленный
металл.
Нагрев шихты
осуществляется
несколькими горелками,
установленными на разных
уровнях по высоте шахты.
Горелки заглублены в ниши,
в которых и происходит
сгорание топлива.
24.
Лом в шахту печи загружают сверху мостовымкраном. Для задержки на поду стальных
деталей имеется керамическая решетка. После
каждой загрузки отверстие шахты закрывают
передвижной крышкой. Железо из печи
выгребают через рабочее окно. Отвод печных
газов осуществляется через боров
вентилятором.
25.
Вследствие непродолжительного контакта жидкогоалюминия с более тугоплавкими приделками,
выплавляемый в шахтной печи металл менее
загрязнен железом по сравнению с
выплавленным в отражательных печах.
26.
Преумущества шахтных печей:более высокий тепловой КПД
большая удельная производительность.
низкий угар металла
(8-9%).
27. Топливные тигельные печи
Печи с чугунным тиглем, обогреваемые газомили мазутом. используют при небольших
объемах производства для плавки
алюминиевых сплавов.
В тигельных печах расплав не соприкасается с
дымовыми газами.
28. Топливные тигельные печи
29.
Загрузка шихты осуществляется через верхнеезагрузочное отверстие, которое закрывается
теплоизоляционной крышкой. Для слива металла печь
наклоняется двумя гидроцилиндрами.
Отсос топочных газов производится через поворотный
зонт в газоход.
В нижней части корпуса печи помещён клапан для
аварийного слива расплава в случае разрушения
тигля.
30.
Преимущества тигельных печей:легкий перевод плавки с одного состава
сплава на другой;
малая площадь зеркала ванны;
отсутствие контакта с продуктами горения;
возможность герметизации печи.
Недостатки:
низкая производительность;
малый срок службы;
высокая стоимость тиглей.;
большой расход топлива;
трудность изъятия железных приделок со дна.
31. Оплавочные печи
Операция разделки лома трудоёмка и требуетбольших затрат, поэтому многие предприятия
вместо предварительной разделки сырья
используют специальные оплавочные печи.
32. Схема оплавочной печи
33.
Шихту загружают в две оплавочные камеры черезокна в сводах с помощью мостового крана и корзины.
На наклонной подине неразделанное алюминиевое
сырьё с железными приделками нагревается теплом
факела, расплавленный алюминий по наклонному
поду стекает в металлоприемник, а железные
приделки задерживаются на поду керамической
решёткой и удаляются из печи.
34.
Недостатки оплавочных печей:1) низкое качество продукции;
2) большой угар металла;
3) относительно низкая производительность;
4) большой расход топлива.
35. Электрические печи для плавки алюминия
печи сопротивления;индукционные.
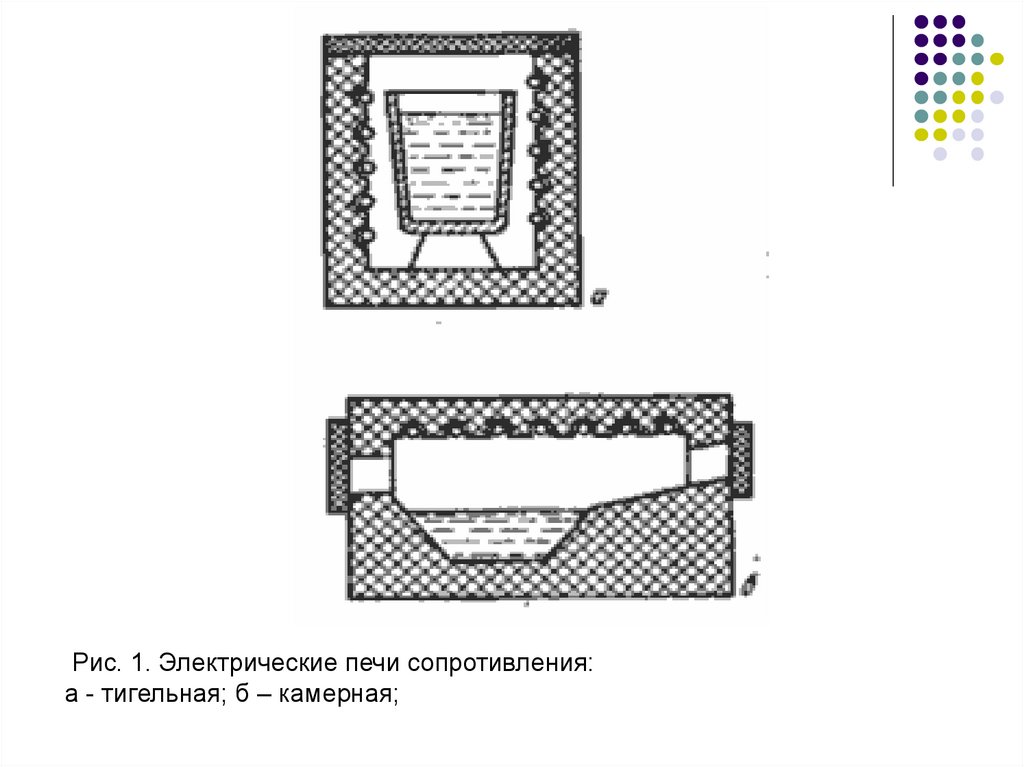
36.
Рис. 1. Электрические печи сопротивления:а - тигельная; б – камерная;
37. Тигельные электрические печи сопротивления
Эти печи обладают универсальностью, а ихпроизводительность на 30-50% выше, чем у
тигельных топливных такой же емкостью.
Тепловой КПД = 8-25%, но его можно
повысить до 30% за счет подогрева шихты.
Печи бывают стационарные и
наклоняющиеся.
38.
Печь состоит из футерованного изнутри огнеупорными кирпичами кожуха, в пазахкоторого крепятся нагреватели из нихрома. Внутрь кожуха вставляется один или два тигля,
в которые загружается металл, сверху закрываются теплоизоляционными крышками и
металл плавится путем теплопроводности и конвекции.
Выливается металл вакуум-насосом.
39. Тигельная печь сопротивления наклоняющаяся
1 — кожух; 2 - кладка; 3 —нагреватель; 4 — тигель; 5 —
крышка; 6 — поворотный механизм;
7 — аварийный выпуск
Чрезвычайно малая
производительность и
необходимость обмазки
тигля служат причиной
ограниченного применения
этих печей.
40. Индукционные печи
В этих печах плавка осуществляется за счетиндукционного нагрева, который основан на
принципе преобразования электрической
энергии в тепловую.
Нагрев металла происходит в
электромагнитном поле за счет теплового
действия электрического тока, протекающего
непосредственно по нагреваемому металлу и
возбужденного в нем благодаря явлению
электромагнитной индукции.
41. Индукционные тигельная (а,в) и канальная (б,г) печи
42.
В индукционных печах наиболее эффективноплавится металл за счет тепла,
создаваемого в самом металле и за счет
тепла жидкого перегретого металла. При
этом жидкий металл перемешивается не
только благодаря конвекции, но и за счет
взаимодействия магнитного поля с
наведенным в металле током.
Ёмкость печей 0,4 – 10т.
Производительность 0,28 - 4,5т/ч
43. Преимущества индукционных печей
интенсивная циркуляция расплава;возможность создания любой атмосферы;
простота и удобство обслуживания:
высокая экологичность процесса.
44. Недостатки
низкая производительность;низкая стойкость футеровки из-за частых
теплосмен.