

 Промышленность
ПромышленностьПохожие презентации:
")
")








Технологический процесс проверки наличия полного комплекта деталей для сборки
1.
Северодвинский техникум социальной инфраструктуры(ГАПОУ АО «СТСИ» )
Тема 1: Технологический процесс проверки наличия
полного комплекта деталей для сборки «Шпиндельного
узла» шлифовального станка
Профессия ОК: - Комплектовщик изделий и инструмента;
-контролер станочных и слесарных работ.
Выполнила : Маликова Л. А. группа 3/4
2.
Цели и задачи комплектованияКомплектовать техническую документацию комплекта
деталей для сборки "Шпиндельного узла"
шлифовального станка;
Оформлять комплектовочную и
сопроводительную документацию деталей;
Комплектовать детали для сборки.
3.
Комплектование - это работа по контролю и подбору деталей,
облегчающую подгонку соединений и выполнение сборочных
операций в соответствии с техническими условиями на сборку;
Сборка — образование соединений составных частей изделия.
Технологический процесс сборки заключается в последовательном
соединении и фиксации всех деталей, составляющих ту или иную
сборочную единицу в целях получения изделия, отвечающего
установленным на него техническим требованиям.
4.
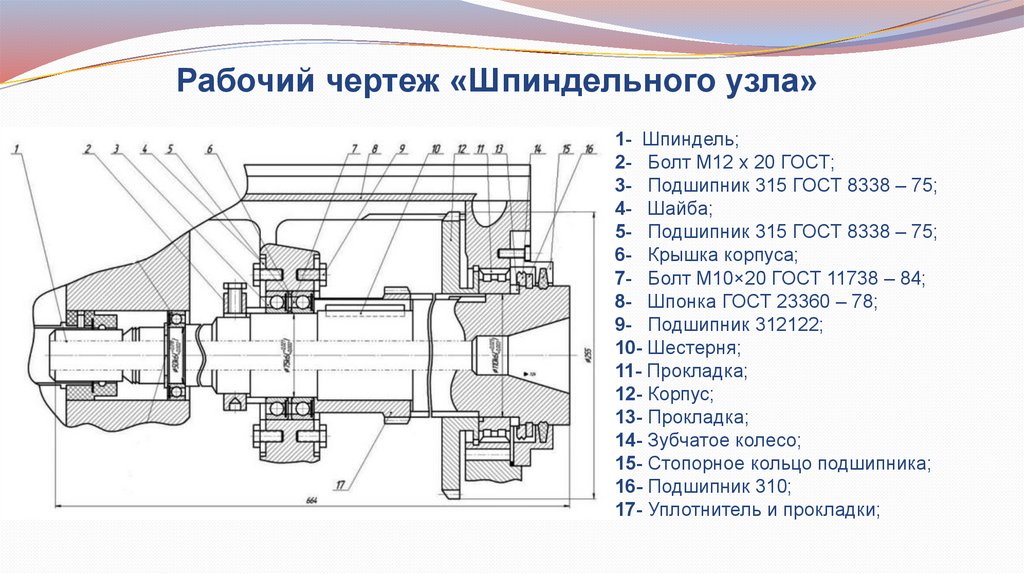
Рабочий чертеж «Шпиндельного узла»1- Шпиндель;
2- Болт М12 х 20 ГОСТ;
3- Подшипник 315 ГОСТ 8338 – 75;
4- Шайба;
5- Подшипник 315 ГОСТ 8338 – 75;
6- Крышка корпуса;
7- Болт М10×20 ГОСТ 11738 – 84;
8- Шпонка ГОСТ 23360 – 78;
9- Подшипник 312122;
10- Шестерня;
11- Прокладка;
12- Корпус;
13- Прокладка;
14- Зубчатое колесо;
15- Стопорное кольцо подшипника;
16- Подшипник 310;
17- Уплотнитель и прокладки;
5.
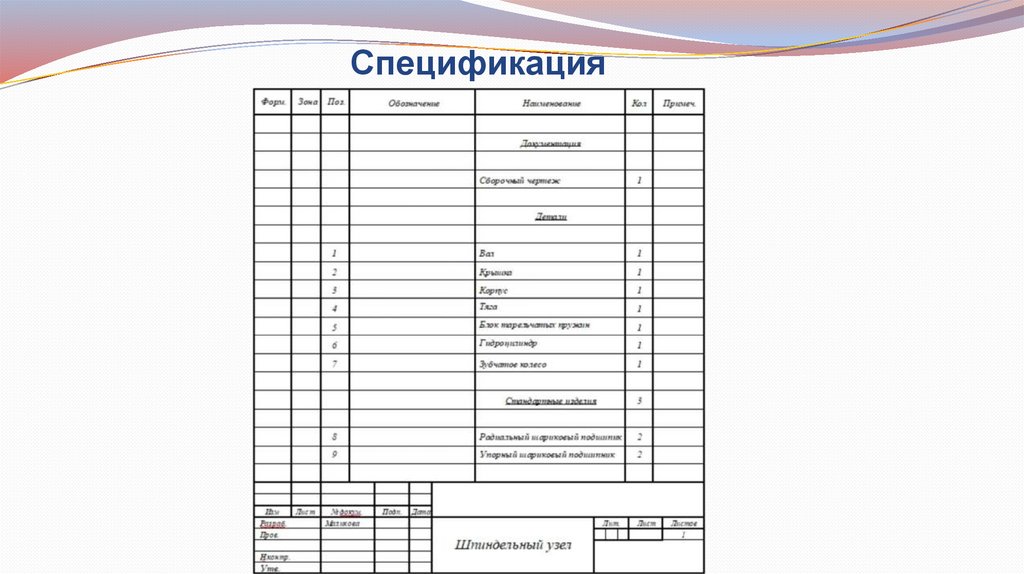
Спецификация6.
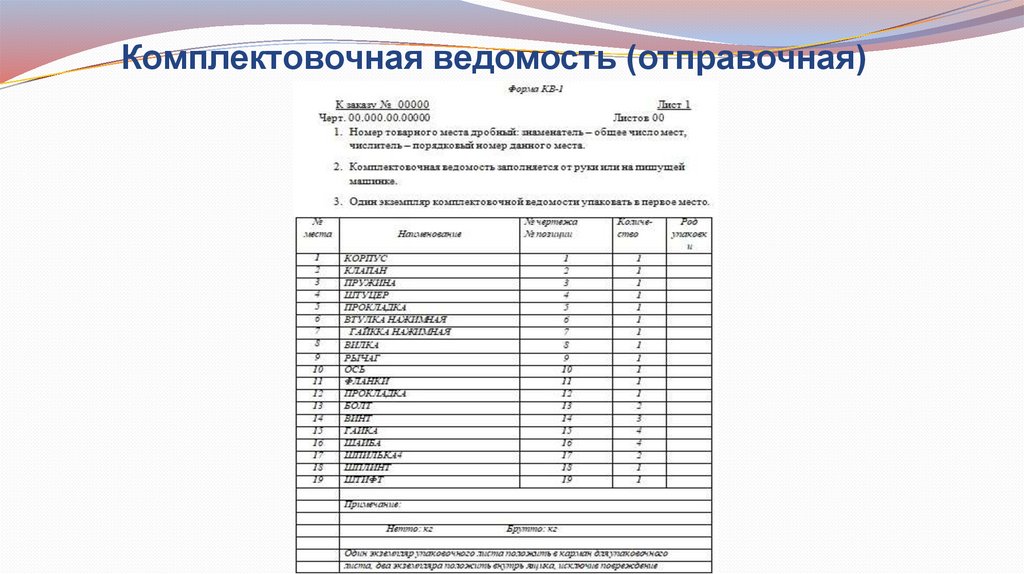
Комплектовочная ведомость (отправочная)7.
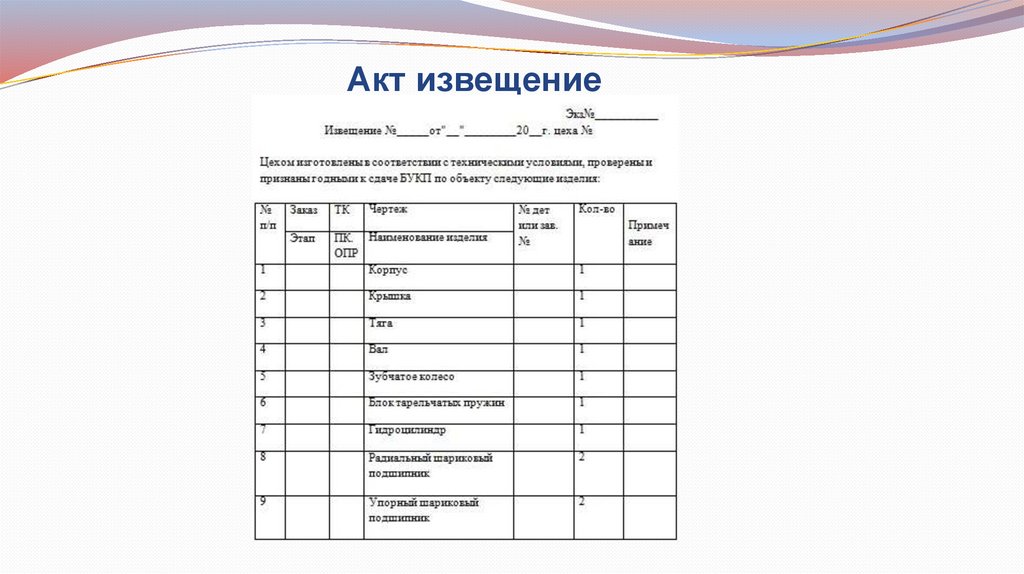
Акт извещение8.
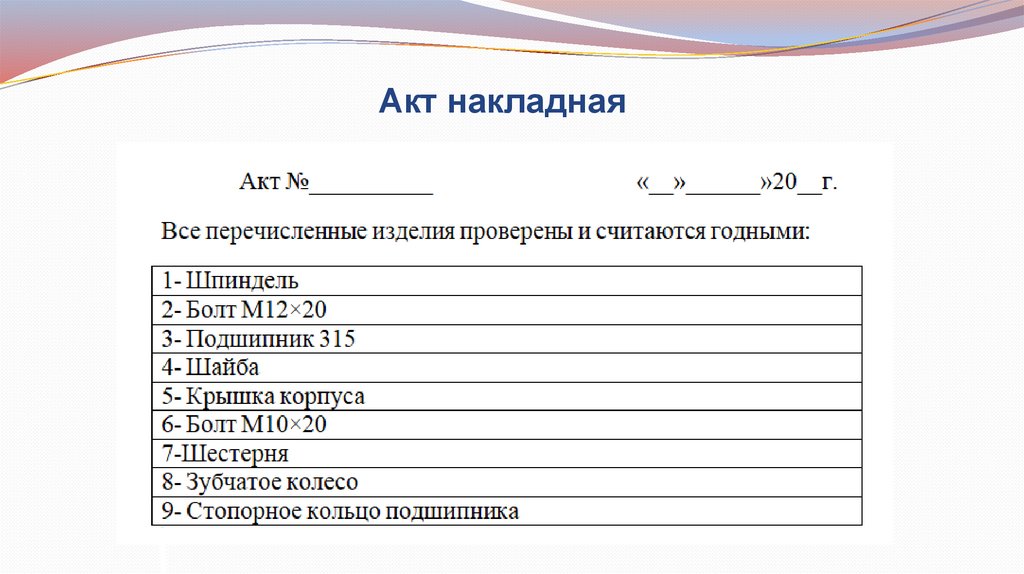
Акт накладная9.
Северодвинский техникум социальной инфраструктуры(ГАПОУ АО «СТСИ» )
Тема 2: Технологический процесс контроля качества
детали «Ось» с числом числовых шеек до пяти после
токарной обработки
Профессия ОК: - Комплектовщик изделий и инструмента;
-контролер станочных и слесарных работ.
Выполнила : Маликова Л. А. группа 3/4
10.
Цель:- Определить качество детали «Ось» с числом
числовых шеек до пяти после токарной обработки по
техническим условиям с применением кнтрольноизмерительных приборов
Задачи:
- осуществлять контроль качества детали
«Ось» по линейным размерам на технических
чертежах;
- проводить приемку детали после токарной
обработки;
- классифицировать годность детали.
11.
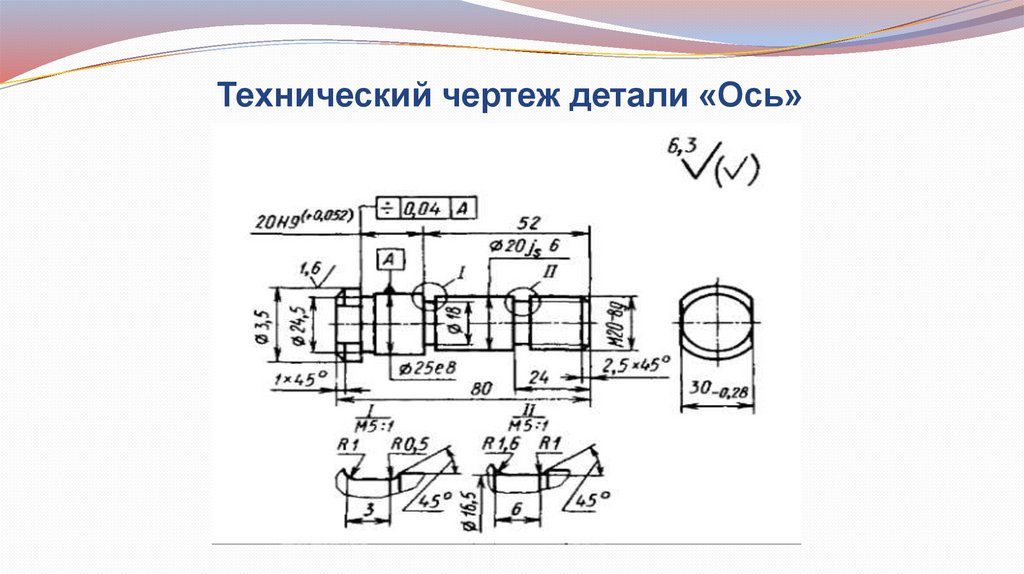
Технический чертеж детали «Ось»12.
Годность детали и виды бракаЦелью технологического контроля детали «Ось» является
выявление брака изготовления детали;
На техническом чертеже детали «Ось» указаны все линейные
размеры, шероховатость и отклонение от геометрических форм. По
которому осуществлен технический контроль качества детали;
При это необходимо привести анализ технологичности конструкции
детали, дать обоснование технологического маршрута, произвести
выбор средств контрольно-измерительных инструментов;
13.
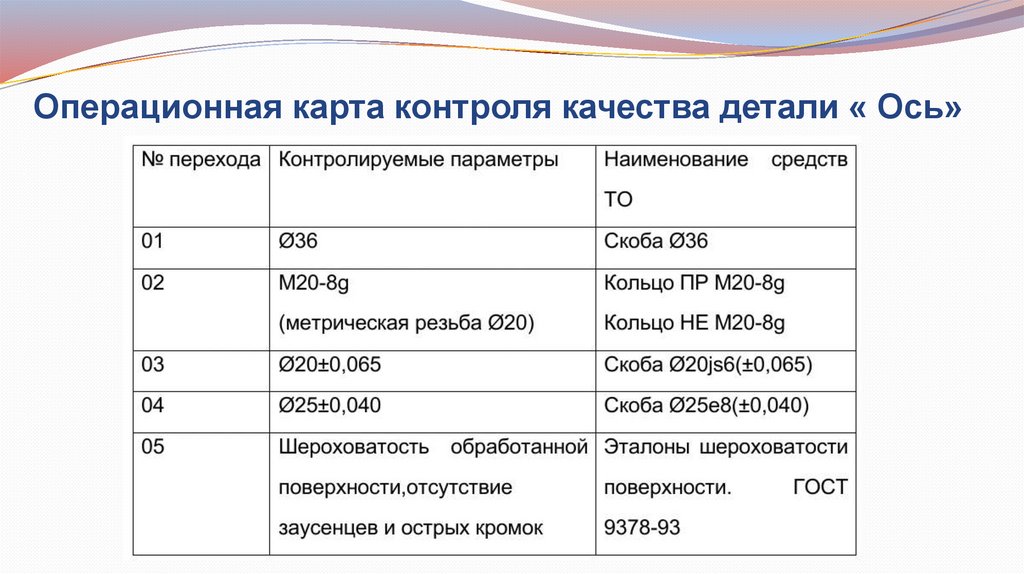
Операционная карта контроля качества детали « Ось»14.
Измерительные инструментыСкоба – это специальный измерительный инструмент,
предназначенный для точного измерения линейных размеров и
внешнего диаметра деталей цилиндрической формы.
15.
Резьбовой калибр-кольцо предназначен для контролянаружного диаметра метрических резьб. Резьбовой калибркольцо относится к предельным калибрам и выполняется в
комплекте - проходное (ПР) и непроходное (НЕ) кольца, что
позволяет осуществлять контроль в пределах поля допуска
резьбы.
16.
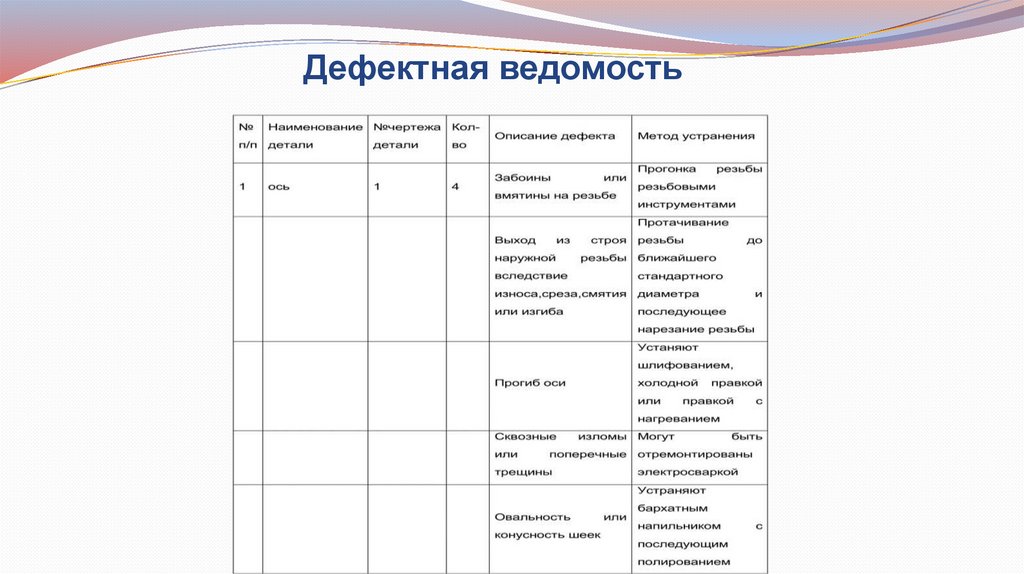
Дефектная ведомость17.
ЗаключениеВ ходе контроля детали «Ось» проведен с учетом
технического чертежа, линейных размеров,
технологии обработки, что позволило
воспроизвести качественный контроль и выявить
брак детали и устранить его дефекты;
По техническим условиям соответствует рабочему и
техническому чертежу, деталь является годной.