



 Промышленность
ПромышленностьПохожие презентации:










Конструкторско-технологическое обеспечение машиностроительных производства
1.
ФГАОУ ВО «САНКТ-ПЕТЕРБУРГСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ ПЕТРАВЕЛИКОГО»
ИНСТИТУТ МАШИНОСТРОЕНИЯ, МАТЕРИАЛОВ И ТРАНСПОРТА
ВЫСШАЯ ШКОЛА МАШИНОСТРОЕНИЯ
Гуланов Алексей Игоревич
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ
“ВАЛ БЫСТРОХОДНЫЙ”
Выпускная работа бакалавра
Направление подготовки – 15.03.05 Конструкторско-технологическое
обеспечение машиностроительных производства
Научный руководитель
к.т.н., доцент ВШМ
Слатин В.И.
Санкт-Петербург - 2024
2.
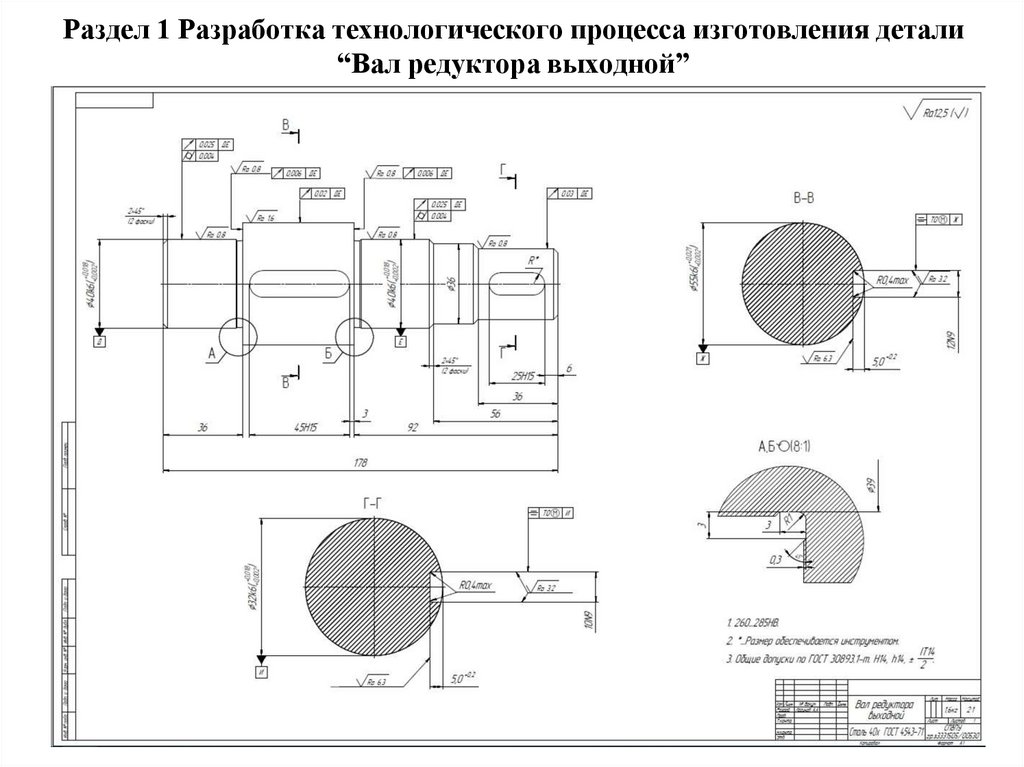
Раздел 1 Разработка технологического процесса изготовления детали“Вал редуктора выходной”
3.
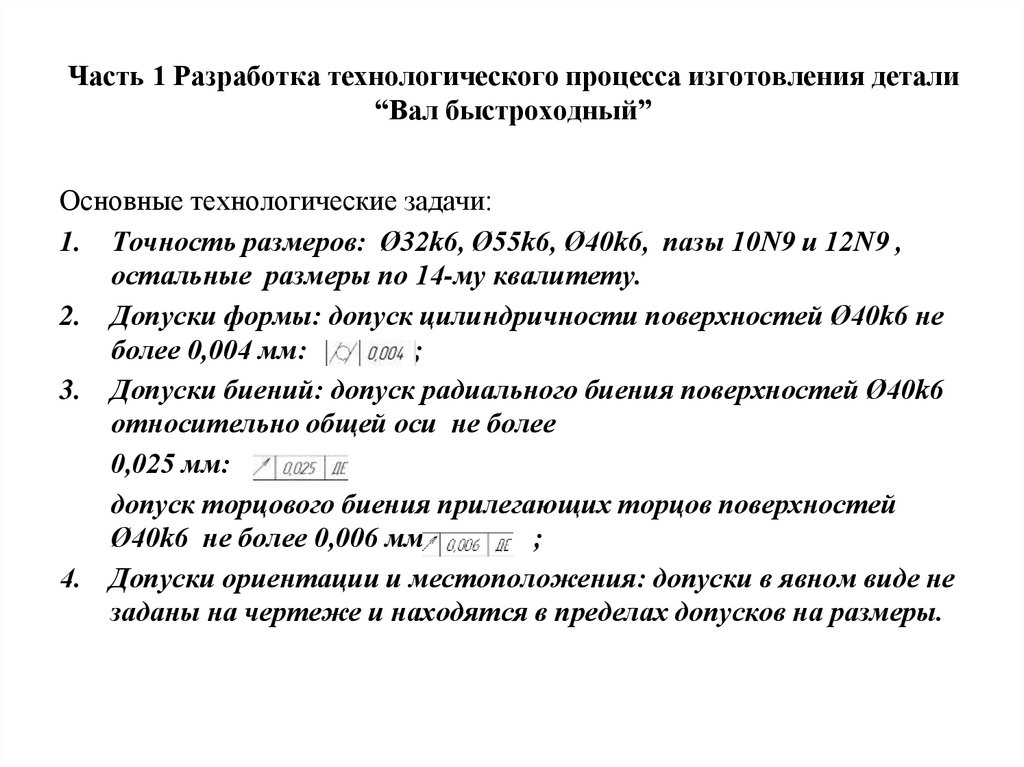
Часть 1 Разработка технологического процесса изготовления детали“Вал быстроходный”
Основные технологические задачи:
1. Точность размеров: Ø32k6, Ø55k6, Ø40k6, пазы 10N9 и 12N9 ,
остальные размеры по 14-му квалитету.
2. Допуски формы: допуск цилиндричности поверхностей Ø40k6 не
более 0,004 мм:
;
3. Допуски биений: допуск радиального биения поверхностей Ø40k6
относительно общей оси не более
0,025 мм:
;
допуск торцового биения прилегающих торцов поверхностей
Ø40k6 не более 0,006 мм:
;
4. Допуски ориентации и местоположения: допуски в явном виде не
заданы на чертеже и находятся в пределах допусков на размеры.
4.
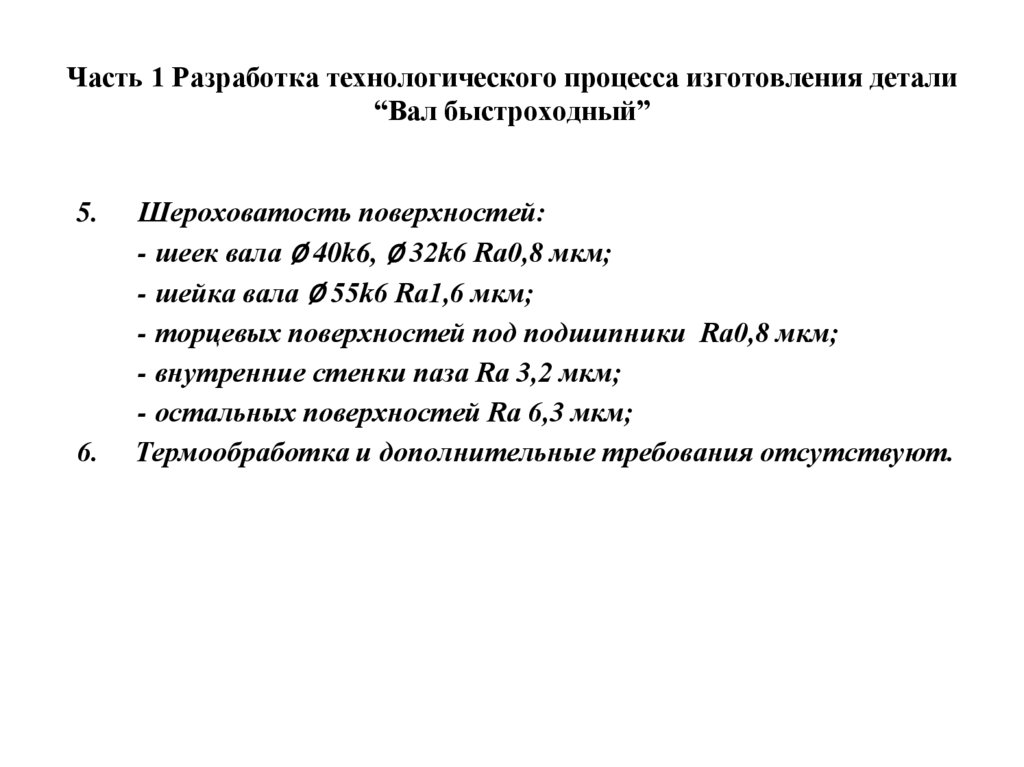
Часть 1 Разработка технологического процесса изготовления детали“Вал быстроходный”
5.
6.
Шероховатость поверхностей:
- шеек вала ∅ 40k6, ∅ 32k6 Ra0,8 мкм;
- шейка вала ∅ 55k6 Ra1,6 мкм;
- торцевых поверхностей под подшипники Ra0,8 мкм;
- внутренние стенки паза Ra 3,2 мкм;
- остальных поверхностей Ra 6,3 мкм;
Термообработка и дополнительные требования отсутствуют.
5.
Часть 1 Разработка технологического процесса изготовления детали“Вал быстроходный”
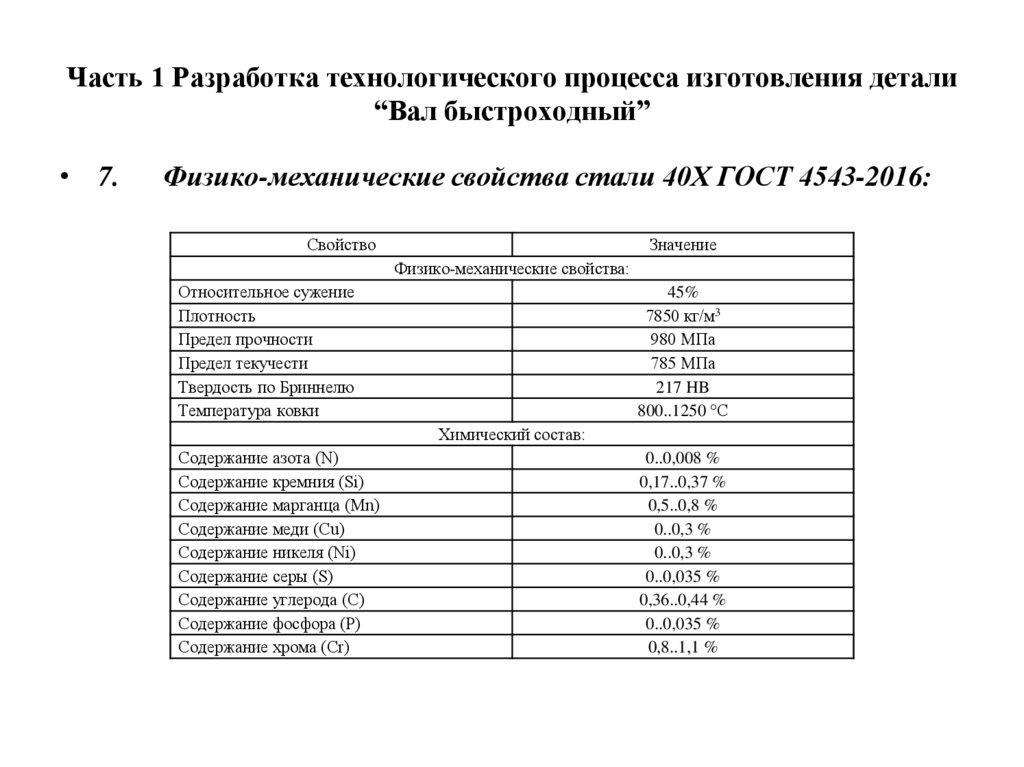
• 7.
Физико-механические свойства стали 40Х ГОСТ 4543-2016:
Свойство
Значение
Физико-механические свойства:
Относительное сужение
Плотность
Предел прочности
Предел текучести
Твердость по Бриннелю
Температура ковки
45%
7850 кг/м3
980 МПа
785 МПа
217 HB
800..1250 °С
Химический состав:
Содержание азота (N)
Содержание кремния (Si)
Содержание марганца (Mn)
Содержание меди (Cu)
Содержание никеля (Ni)
Содержание серы (S)
Содержание углерода (C)
Содержание фосфора (P)
Содержание хрома (Cr)
0..0,008 %
0,17..0,37 %
0,5..0,8 %
0..0,3 %
0..0,3 %
0..0,035 %
0,36..0,44 %
0..0,035 %
0,8..1,1 %
6.
Заготовка для детали “Вал быстроходный”7.
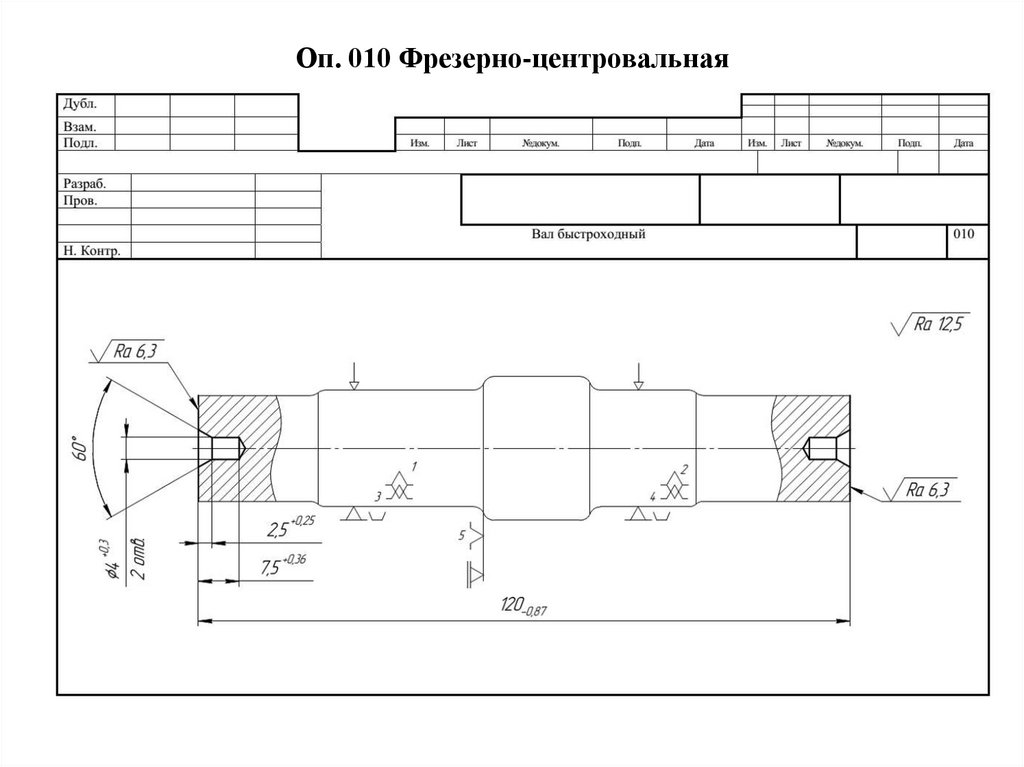
Оп. 010 Фрезерно-центровальная8.
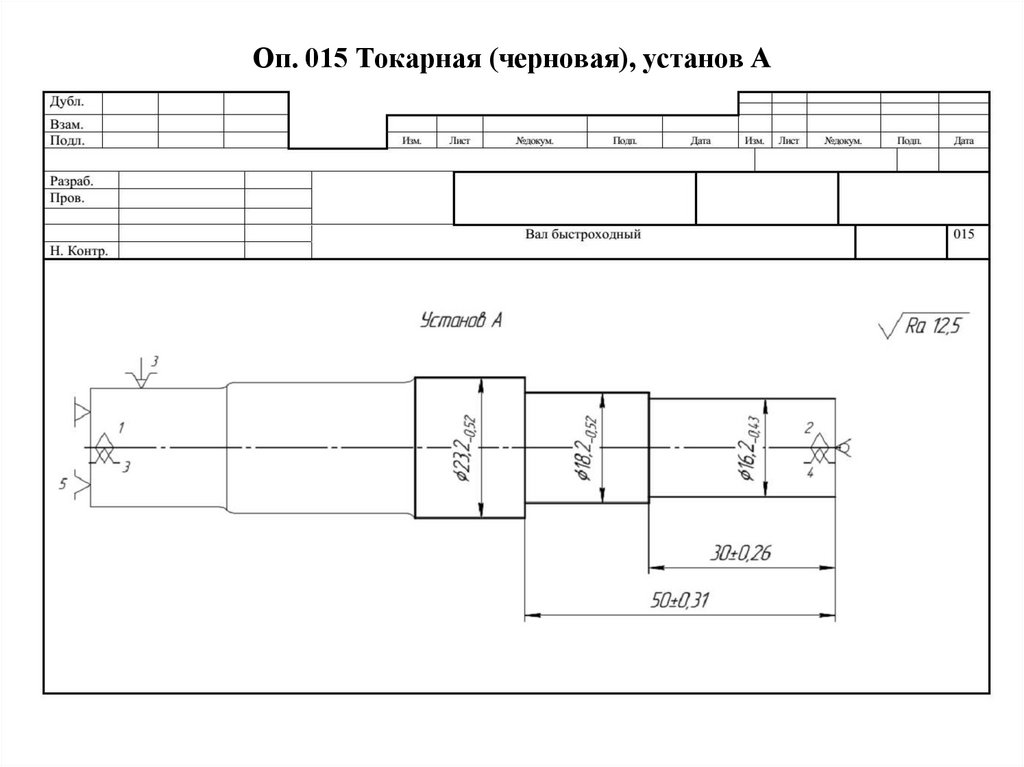
Оп. 015 Токарная (черновая), установ А9.
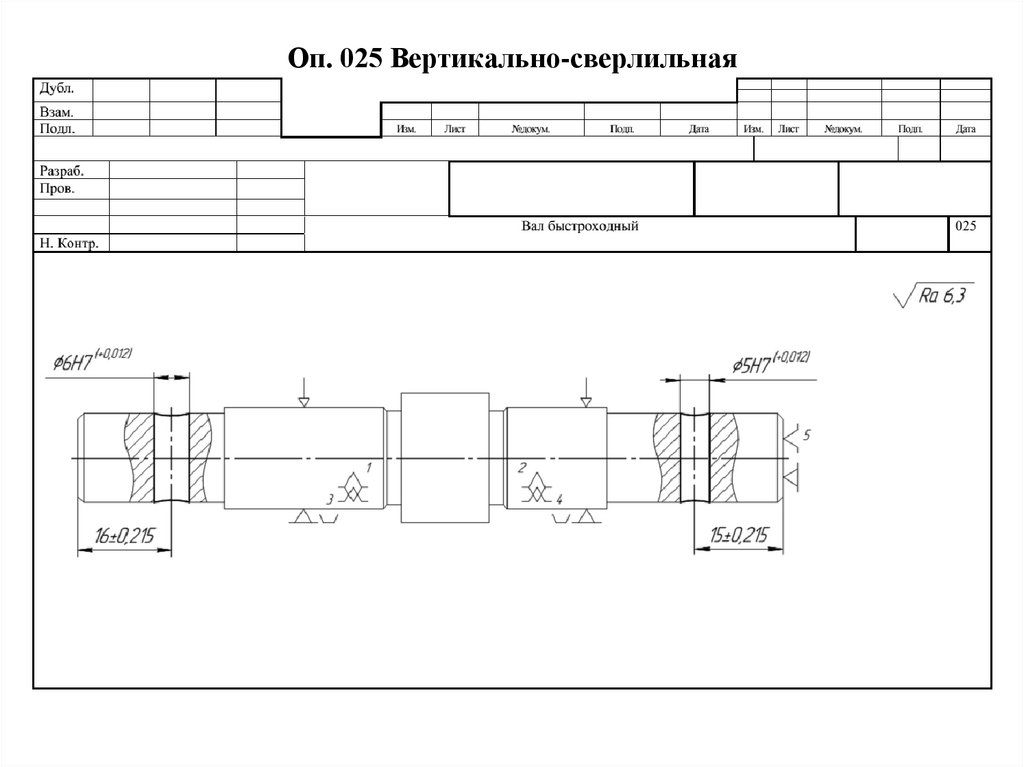
Оп. 025 Вертикально-сверлильная10.
Оп. 035 Круглошлифовальная, установ Б11.
Исходные данные для проектирования режущегоинструмента
№ вар.
l1
l2
l3
l4
l5
l6
l7
l8
9
2
2
4
3
10
-
-
5
d1
d2
d3
d4
d5
d6
d7
r
L
20
24
34
30
20
30
30
5
29
Материал детали
Алюминий
Направление
вращения
Правое
Суппорт
Тип резца
Передний
Дисковый
Эскиз обрабатываемой детали
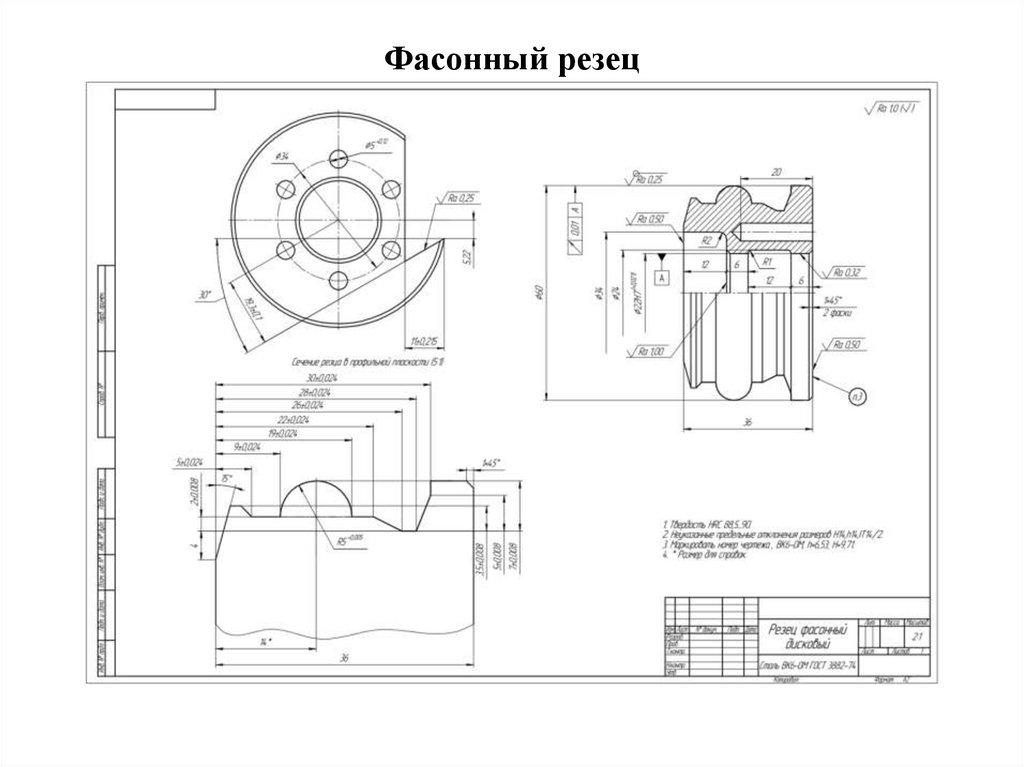
12.
Фасонный резец13.
Исходные данные для проектирования станочногоприспособления
Операционный эскиз
Оборудование: круглошлифовальный станок модели 3А151.
Режущий инструмент: ПВД 600х20х203 ПП24А25ПСМ2К6 ГОСТ 2424-83.
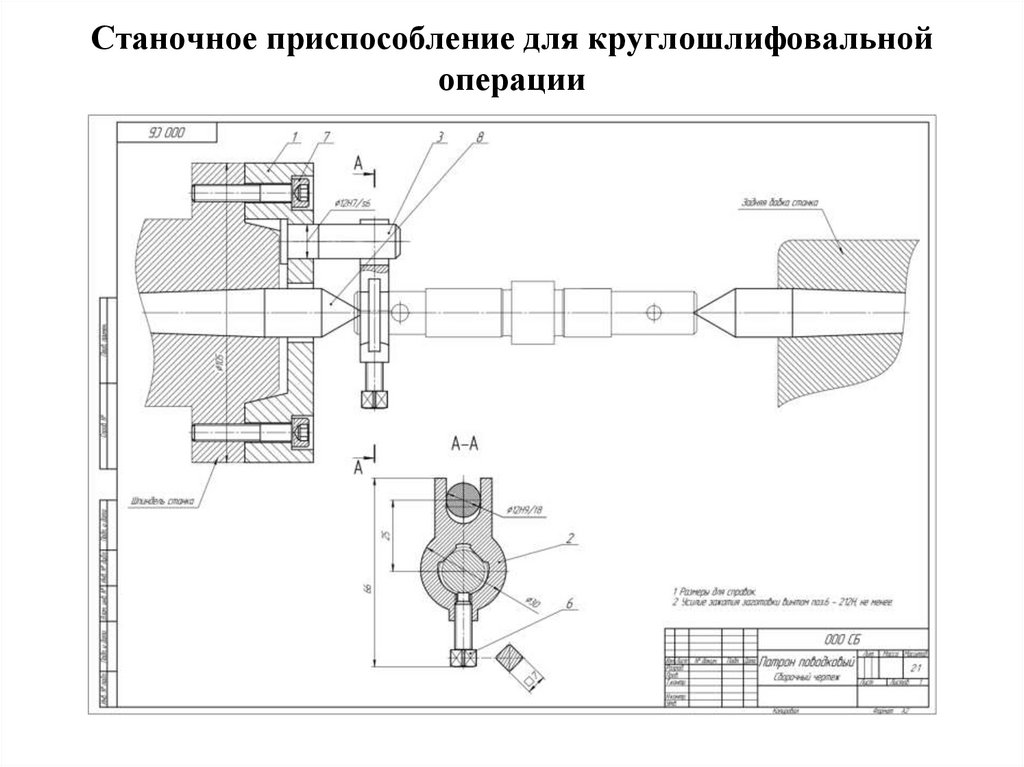
14.
Станочное приспособление для круглошлифовальнойоперации