



 Механика
МеханикаПохожие презентации:










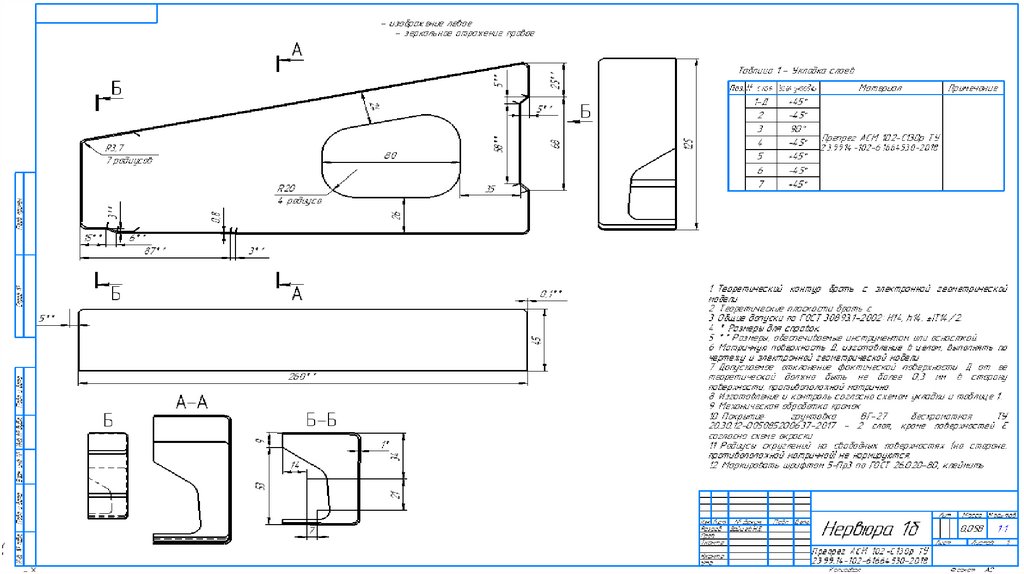
Разработка технологического процесса изготовления детали
1.
ПРАКТИЧЕСКАЯ РАБОТА №1на тему: «Разработка технологического процесса
изготовления детали
«Нервюра 1б» из полимерных композитов методом
формования»
Выполнил:
Студент группы 313ТП21,
Зайцев Никита
Проверил:
Дементьева И.Н.
Лескин А.А.
2.
3.
4.
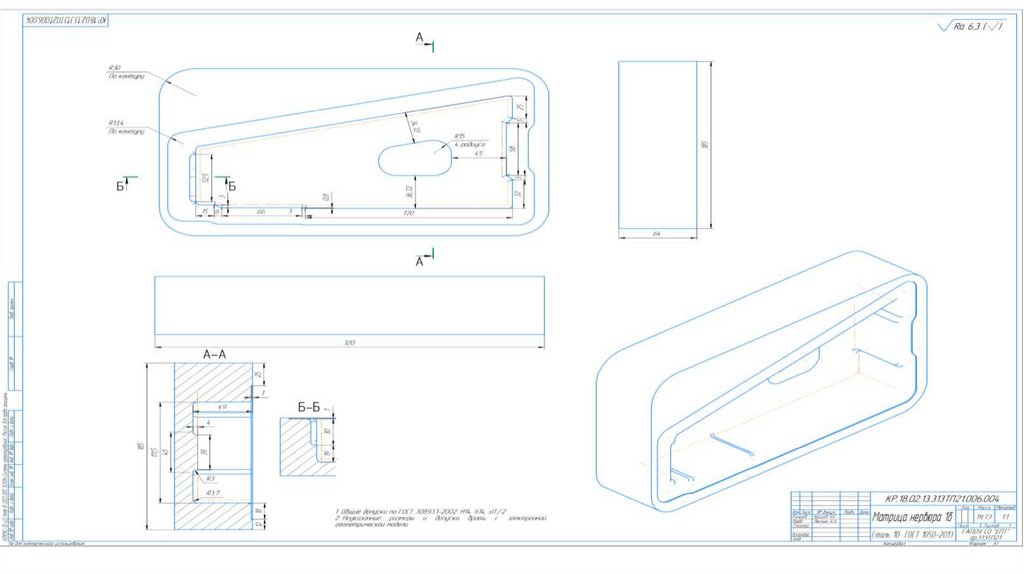
Технологическийпроцесс на
изготовление матрицы
Технологический процесс на
изготовление матрицы состоит из
таких операций:
• 005 Заготовительная;
• 010 Фрезерная с ЧПУ;
• 015 Фрезерная с ЧПУ;
• 020 Слесарная;
• 025 Контрольная.
5.
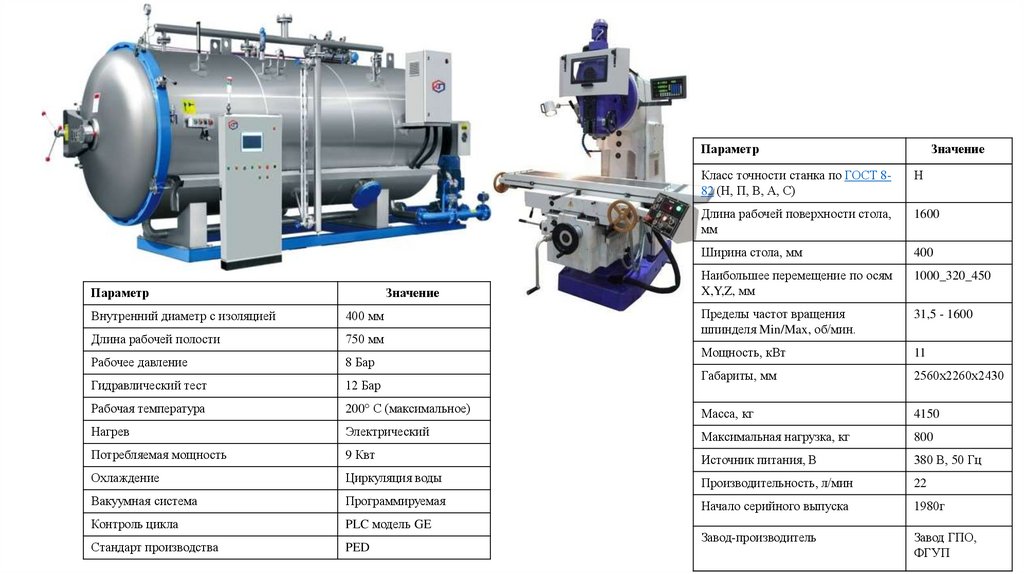
ПараметрПараметр
Значение
Значение
Класс точности станка по ГОСТ 882 (Н, П, В, А, С)
Н
Длина рабочей поверхности стола,
мм
1600
Ширина стола, мм
400
Наибольшее перемещение по осям
X,Y,Z, мм
1000_320_450
Пределы частот вращения
шпинделя Min/Max, об/мин.
31,5 - 1600
Мощность, кВт
11
Габариты, мм
2560х2260х2430
Внутренний диаметр с изоляцией
400 мм
Длина рабочей полости
750 мм
Рабочее давление
8 Бар
Гидравлический тест
12 Бар
Рабочая температура
200° С (максимальное)
Масса, кг
4150
Нагрев
Электрический
Максимальная нагрузка, кг
800
Потребляемая мощность
9 Квт
Источник питания, В
380 В, 50 Гц
Охлаждение
Циркуляция воды
Производительность, л/мин
22
Вакуумная система
Программируемая
Начало серийного выпуска
1980г
Контроль цикла
PLC модель GE
Стандарт производства
PED
Завод-производитель
Завод ГПО,
ФГУП
6.
Режущий и измерительныйинструмент
Режущими инструментами
при изготовлении матрицы
являются: торцевая фреза
E90LN D250-15-60-R/LN15 и пластина LNKX
1506PN-N-MM (IC 908);
черновая фреза E90X D32W25-06 и пластина QOMT
060208TN-HQ.
7.
Фреза с цельной державкойCM D08-A-W12 и пластина
CRD080/.31-MS (IC 328); 4-х
зубая сферическая
грушевидная фреза ESB-A4 06
4/28C06M100. А также
используются штангенциркуль
и шаблоны радиусные.
8.
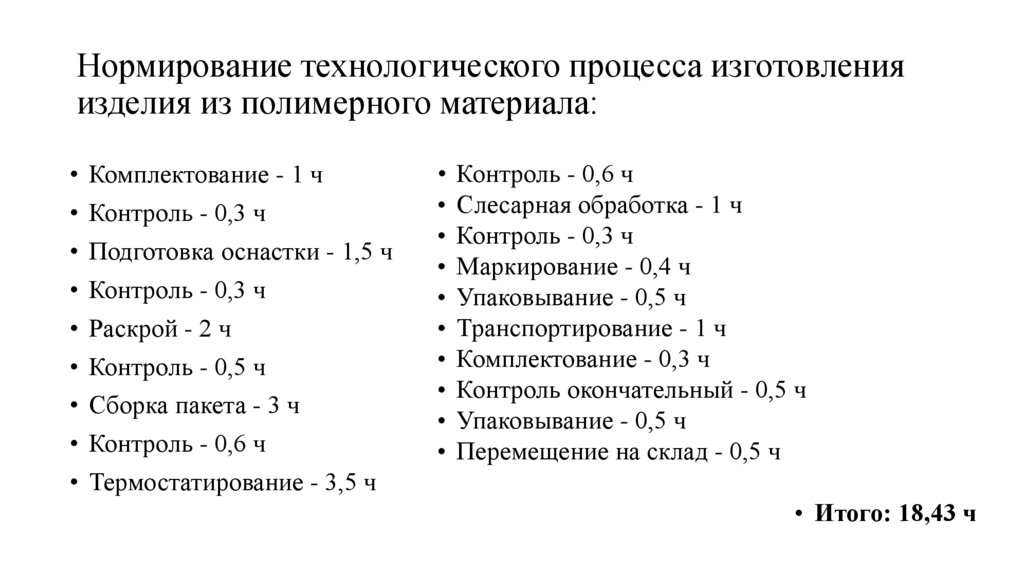
Нормирование технологического процесса изготовленияизделия из полимерного материала:
• Комплектование - 1 ч
• Контроль - 0,3 ч
• Подготовка оснастки - 1,5 ч
• Контроль - 0,3 ч
• Раскрой - 2 ч
• Контроль - 0,5 ч
• Сборка пакета - 3 ч
• Контроль - 0,6 ч
• Термостатирование - 3,5 ч
• Контроль - 0,6 ч
• Слесарная обработка - 1 ч
• Контроль - 0,3 ч
• Маркирование - 0,4 ч
• Упаковывание - 0,5 ч
• Транспортирование - 1 ч
• Комплектование - 0,3 ч
• Контроль окончательный - 0,5 ч
• Упаковывание - 0,5 ч
• Перемещение на склад - 0,5 ч
• Итого: 18,43 ч