














 Промышленность
ПромышленностьПохожие презентации:










Cтупица механизма подъёма лебедки
1.
Выпускная квалификационная работаРазработка технологического
процесса механической обработки
детали «Cтупица механизма подъёма
лебедки»
Исполнитель
студент гр. ЗМС-402С
Руководитель
старший преподаватель
Кафедры ИММ
С. М. Шайхутдинов
М. А. Васнина
2.
Цель:разработка
технологического
процесса
изготовления детали «Ступица механизма подъёма лебедки» с
использованием современного режущего инструмента и
оборудования с ЧПУ.
Задачи:
анализ исходной информации;
анализ технологичности детали;
расчет припусков и размеров заготовки;
разработка нового технологического процесса;
разработка содержания операции механической обработки;
разработка управляющей программы;
выбор средств технического контроля;
экономическое обоснование проекта;
методическая разработка.
2
3.
• Деталь «Ступица механизма подъёма лебедки» – относитсяк телам вращения типа фланец.
• Деталь «Ступица механизма подъёма лебедки»
предназначена для передачи крутящего момента с силовой
установки на маховик привода вращения буровой установки.
3
4.
45.
Технологические задачи детали«Ступица механизма подъёма лебедки»
Требуется:
• Обеспечить качество: поверхность Ø385h9 и
отверстия Ø105Н8 по Ra2,5мкм; отверстие М340х4 по
Ra3,2мкм; остальные поверхности по Ra6,3мкм.
• Обеспечить точность размеров: отверстие М340х4 по
квалитету 6Н, отверстия М8х1 по квалитету 7Н,
отверстие ø105 по 8-му квалитету, поверхность ø385
по 9-му квалитету, остальные поверхности и размеры
по 14-му квалитету.
• Обеспечить твердость 225…233НВ.
5
6.
Метод получения заготовки детали «Ступицамеханизма подъёма лебедки»
Исходные данные:
• масса детали 60,2 кг;
• габариты детали: ø465x190 мм.
• материал – сталь 45 ГОСТ 1050-88 ( в = 570МПа);
• годовое число деталей 1300 шт.
Учитывая заданный материал – сталь 45, требуемую точность
изготовления заготовки - для данной детали выбираю способ
получения заготовки – штамповка на горизонтальноковочной машине.
6
7.
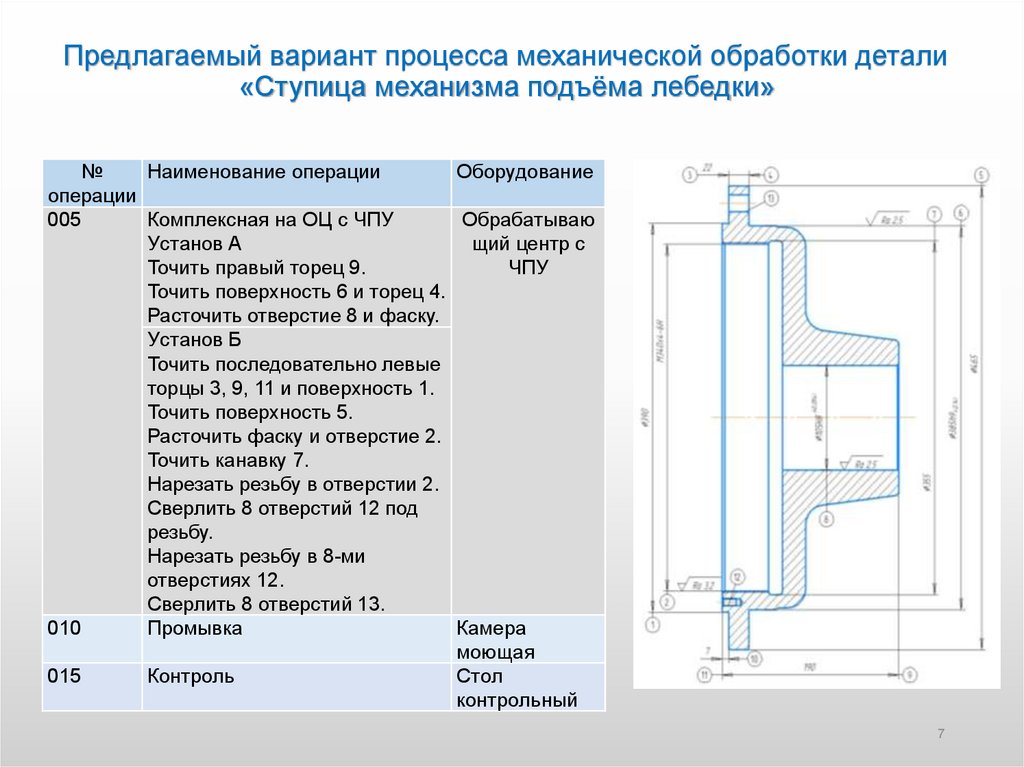
Предлагаемый вариант процесса механической обработки детали«Ступица механизма подъёма лебедки»
№
Наименование операции
Оборудование
операции
005
Комплексная на ОЦ с ЧПУ
Обрабатываю
Установ А
щий центр с
Точить правый торец 9.
ЧПУ
Точить поверхность 6 и торец 4.
Расточить отверстие 8 и фаску.
Установ Б
Точить последовательно левые
торцы 3, 9, 11 и поверхность 1.
Точить поверхность 5.
Расточить фаску и отверстие 2.
Точить канавку 7.
Нарезать резьбу в отверстии 2.
Сверлить 8 отверстий 12 под
резьбу.
Нарезать резьбу в 8-ми
отверстиях 12.
Сверлить 8 отверстий 13.
010
Промывка
Камера
моющая
015
Контроль
Стол
контрольный
7
8.
Вертикальный обрабатывающийцентр серии VTM-80YB
Обрабатывающий центр с ЧПУ модели VTM-80YB
8
9.
Используемый технологическом процессе инструментфирмы «ISCAR»
9
10.
Используемый технологическом процессеинструмент
Державка токарная
Державка GHAIR
Резец расточной
Цельное твердосплавное сверло
Резьбовая фреза
10
11.
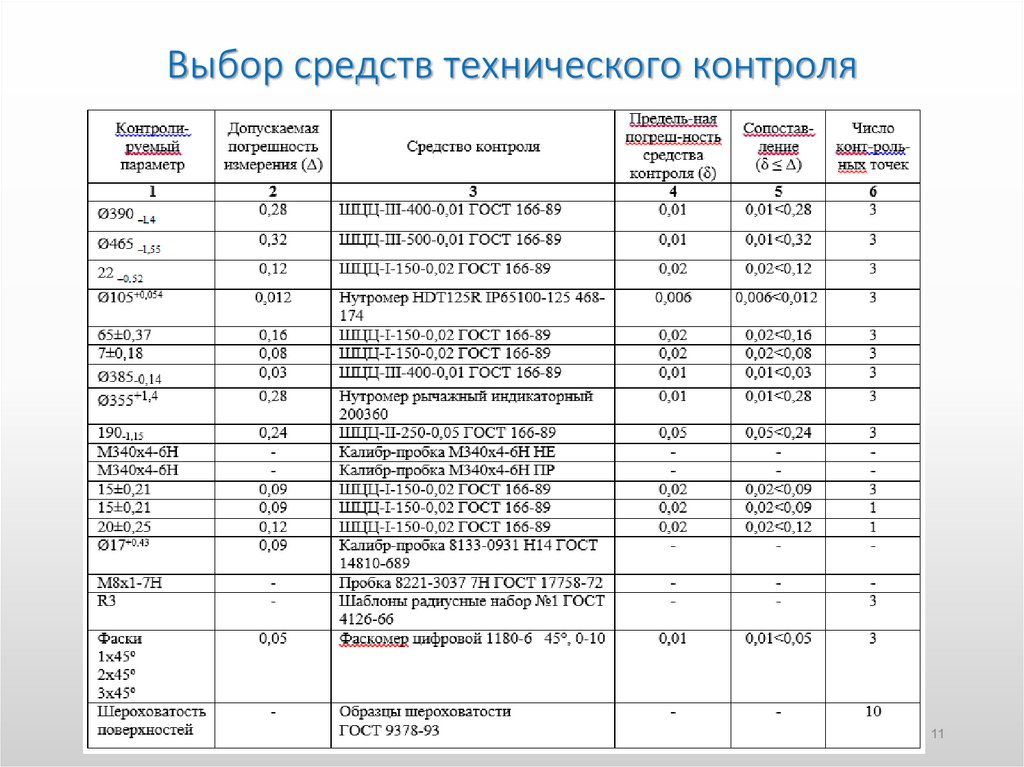
Выбор средств технического контроля11
12.
Технико-экономические параметры проектаЗначения
Наименование
Ед. изм.
показателей
показателей по
проектному варианту
Годовой выпуск деталей
шт.
1300
Количество видов оборудования
шт.
1
Численность рабочих
чел.
1
Сумма инвестиций
тыс. руб.
1584,5
н/ч
0,61
Трудоёмкость обработки одной детали
Технологическая себестоимость одной детали,
3240,2
в том числе:
- затраты на инструмент
руб.
- заработная плата рабочих
Доля прогрессивного оборудования
Производительность труда
Коэффициент загрузки оборудования
62,3
1546,4
%
100
шт/чел. год
3314,8
-
0,17
12
13.
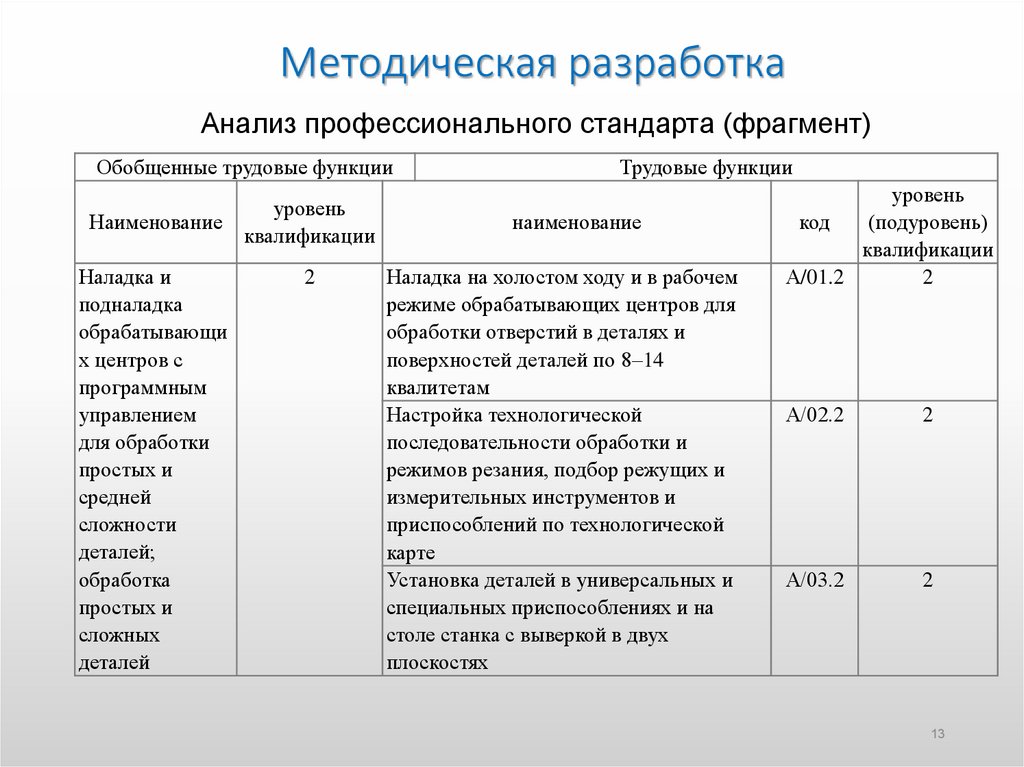
Методическая разработкаАнализ профессионального стандарта (фрагмент)
Обобщенные трудовые функции
Наименование
Наладка и
подналадка
обрабатывающи
х центров с
программным
управлением
для обработки
простых и
средней
сложности
деталей;
обработка
простых и
сложных
деталей
уровень
квалификации
2
Трудовые функции
наименование
Наладка на холостом ходу и в рабочем
режиме обрабатывающих центров для
обработки отверстий в деталях и
поверхностей деталей по 8–14
квалитетам
Настройка технологической
последовательности обработки и
режимов резания, подбор режущих и
измерительных инструментов и
приспособлений по технологической
карте
Установка деталей в универсальных и
специальных приспособлениях и на
столе станка с выверкой в двух
плоскостях
уровень
код
(подуровень)
квалификации
А/01.2
2
А/02.2
2
А/03.2
2
13
14.
Учебно-тематический план повышения квалификации попрофессии Оператор-наладчик обрабатывающих центров с ЧПУ
14
15.
Фрагмент перспективно-тематического плана15
16.
Разработка плана-конспекта занятияТема занятия «Стратегии и технологии обработки деталей на станках с
ЧПУ»
Цели занятия:
Образовательные:
-сформировывать у обучаемых знания маршрута обработки и структуры
операционного технологического процесса;
-сформировать у обучаемых знания последовательности обработки
типовых деталей и поверхностей;
- сформировать у обучаемых знания определения межоперационных
припусков и допусков;
- сформировать у обучаемых знания выбора траектории движения режущих
инструментов;
-сформировать у обучаемых знания выбора режимов обработки на станках
с ЧПУ: особенностях процесса резания на станках с ЧПУ, выбора режимов
резания, нормирования операций, выполняемых на станках с ЧПУ;
-сформировать у обучаемых знания эффективности работы режущих
инструментов в условиях ГПС.
16
17.
Объяснение нового материала, 30минут
Организационна
Этапы
я часть, 2
1 заня-тия,
минуты
время
План занятия (фрагмент)
Содержание учебного материала
2
I. Организационная часть (1 минута)
Проверка присутствующих по журналу
II. Подготовка к изучению нового
материала (1 минута).
Сообщение темы и целей занятия.
III. Объяснение нового материала (30
минут).
Последовательность обработки типовых
деталей и поверхностей
Описание методики осуществления учебных
действий
3
Занятие начинается с вводной организационной
части, проверки присутствующих по журналу,
сообщения темы и целей занятия,
Действия учащихся: отзываются на фамилии,
записывают тему занятия, отвечают на вопросы
преподавателя.
Действия преподавателя: при объяснении
нового учебного материала преподаватель
использует словесные методы: устное
изложение нового материала, беседу;
использует наглядные методы: показ
натуральных (инструменты, приборы, детали и
узлы оборудования, образцы материалов,
изделий и т.п.); изобразительных (плакаты,
модели, макеты, схемы) средств наглядности.
Действия учащихся: слушают преподавателя,
конспектируют новый материала,
зарисовывают схемы и рисунки, рассматривают
средства наглядности, отвечают на вопросы
преподавателя
17
18.
Методическая разработка. ВыводВ методической части ВКРпроведен анализ нормативной, программной и учебной
документации и разработка занятия теоретического обучения для повышения
квалификации рабочих по профессии «Оператор-наладчик обрабатывающих центров с
ЧПУ», обслуживающих многоцелевые обрабатывающие центры VTМ-80YB.
Решены следующие задачи:
- Приведено описание условий обучения рабочих по профессии «Оператор-наладчик
обрабатывающих центров с ЧПУ» в центре УВЗ;
- Проведен анализ Профессионального стандарта по профессии «Оператор-наладчик
обрабатывающих центров с ЧПУ»;
- Разработан учебный план повышения квалификации по профессии «Операторналадчик обрабатывающих центров с ЧПУ»;
- Разработано содержание и плана проведения учебных занятий по теме
«Последовательность обработки типовых деталей и поверхностей»;
- Разработан план и план-конспект учебного занятия по теме «Последовательность
обработки типовых деталей и поверхностей»;
- Разработано методическое обеспечение учебного занятия по теме
«Последовательность обработки типовых деталей и поверхностей» в форме тестовых
заданий.
18
19.
ЗаключениеВ выпускной квалификационной работе:
Проанализированы требования к детали;
Разработан технологический процесс;
Выполнено трудовое нормирование операции;
Разработана управляющая программа;
Выполнен расчет сил зажима заготовки;
Выполнены технико-экономические расчеты;
Разработана методическая часть – занятие
повышения квалификации рабочих по профессии
Операторов обрабатывающих центров с ЧПУ.
19
20.
Доклад окончен.Спасибо за внимание!
20