








































 Менеджмент
МенеджментПохожие презентации:




")





Организация обслуживающего производства (тема 7)
1.
ТЕМА 7 ОРГАНИЗАЦИЯ ОБСЛУЖИВАЮЩЕГОПРОИЗВОДСТВА
7.1
Общая
характеристика
производственной инфраструктуры.
7.2
Ремонтное
хозяйство
и
его
организация.
7.3 Инструментальное хозяйство и его
организация.
7.4 Энергетическое хозяйство и его
организация.
7.5 Транспортное хозяйство и его
организация.
2.
7.1 ОБЩАЯ ХАРАКТЕРИСТИКАПРОИЗВОДСТВЕННОЙ ИНФРАСТРУКТУРЫ.
Производственная
инфраструктура
предприятия — это комплекс подразделений и
служб, главная задача которых сводится к обеспечению
нормального
функционирования
основного производства и всех сфер деятельности
предприятия.
3.
К инфраструктуреотносятся:
ремонтное, инструментальное, энергетическое,
транспортное, складское, тарное и другие
хозяйства;
службы материально-технического обеспечения,
маркетинга, технического контроля качества
продукции;
службы планирования и учета, кадровой и финансовой деятельности;
службы сбыта готовой продукции и т.п.
4.
Состави
масштабы
предприятия зависят от:
инфраструктуры
типа производства,
номенклатуры и объема выпуска продукции,
уровня специализации и кооперирования,
организации производства.
5.
Длябольшинства
предприятий
машиностроения
и
металлообработки
подразделениями
вспомогательных
и
обслуживающих производств являются
инструментальное,
ремонтное,
энергетическое,
транспортное,
складское и тарное хозяйства.
6.
Вспомогательныеи
обслуживающие
производства
предприятия
включают
выполнение следующих работ:
1) все виды технического обслуживания и
ремонта оборудования;
2) транспортные и погрузочно-разгрузочные
работы, складирование грузов, доставку их на
предприятие, отправку готовых изделий и
отходов;
3) работы по обеспечению подразделений
предприятия топливом и электроэнергией,
паром, водой, газом;
4) по изготовлению, ремонту и эксплуатации
инструмента и приспособлений;
5) другие работы и операции.
7.
Изобщего
объёма
вспомогательных
производств
ремонтное хозяйство составляет свыше 30%,
инструментальное хозяйство – 25%,
энергетическое – 10%,
транспортно-складское – 25%,
прочие работы – 10%.
8.
7.2 РЕМОНТНОЕ ХОЗЯЙСТВО И ЕГО ОРГАНИЗАЦИЯРемонт
–это возобновление первоначальной
натуральной формы отдельных частей и деталей
машин, износившихся в процессе работы.
Ремонтное
хозяйство – это совокупность
общезаводских и цеховых подразделений,
осуществляющих комплекс мероприятий по
ремонту, уходу и надзору за состоянием
оборудования.
9.
Задачи ремонтного хозяйства:1) обеспечивать постоянную рабочую готовность
всего оборудования;
2) удлинять межремонтный срок оборудования;
3)
повышать
производительность
труда
ремонтных рабочих и снижать затраты на ремонт.
10.
Ремонтное хозяйство возглавляетсяглавным механиком предприятия.
В ОГМ
обычно создаются
следующие структурные подразделения:
конструкторско-технологическое
бюро
(группа), выполняющее конструкторские и
технологические
работы,
связанные
с
модернизацией,
ремонтом
и
уходом
за
оборудованием;
1)
11.
планово-производственное бюро (группа),занимающееся планированием работы цехов ОГМ,
материальной
подготовкой
ремонта,
диспетчерским руководством и анализом работы
цехов;
3) бюро (группа) планово-предупредительного
ремонта, в обязанности которого входят общее
руководство и контроль за соблюдением системы
планово-предупредительного ремонта (ППР),
разработка планов-графиков ремонта и т.д.
2)
12.
На предприятиях могут использоваться следующиеметоды организации ремонта:
1) ремонт по потребности;
метод по дефектным ведомостям, которые
составляются
обслуживающими
слесарямиремонтниками в ходе осмотров;
3)
базируется
на
системах
плановопредупредительного
ремонта
ППР
и
технического обслуживания и ремонта ТОР.
В их основе лежат принципы плановости и
профилактики.
2)
13.
Организацияремонтного хозяйства
на
предприятиях чаще всего базируется на
системе ППР и ТОР.
Система ППР и ТОР – это совокупность
организационно-технических мероприятий по
уходу, надзору, обслуживанию и ремонту
оборудования, по заранее составленному
плану.
Цель этого метода – предупредить остановку
оборудования из-за возможных отказов и
аварий.
14.
СистемыППР и ТОР включают следующие
виды работ: техническое обслуживание ТО и
ремонты.
Система ППР
Т
С
К
ТО
В основном она применяется для устаревшего
оборудования.
15.
Длянового, дорогостоящего оборудования
рекомендуется система ТОР. Основной упор в
ней сделан на ТО оборудования.
Система
Т
К
ТОР
ТО
16.
ТО– комплекс операций по поддержанию
работоспособности оборудования (осмотры,
промывки, проверки на точность и др.).
Т - текущий (малый) ремонт предусматривает
замену быстроизнашивающихся деталей и
регулировку механизмов.
С -
средний ремонт - выполняется частичная
разборка агрегата, замена и ремонт отдельных
сборочных узлов и механизмов, последующая
сборка, регулировка и испытания под нагрузкой.
17.
К- капитальный ремонт - полная разборка
агрегата, дефектовка, замена или ремонт сборочных единиц с последующей сборкой,
регулировкой и испытанием на всех режимах
работы.
При
кап.
ремонте
может
осуществляться модернизация оборудования.
18.
Система ППР и ТОРбазируется на следующих
основных нормативах:
1) категория ремонтной сложности КРС (R);
2) длительность Трц
и структура ремонтного
цикла;
3) длительность межремонтных периодов Тмр и
периодичность тех. обслуживания Тто;
4) нормативы трудо- и материалоемкости
ремонтных работ;
5) нормы запаса деталей, узлов и агрегатов.
19.
Категорияремонтной сложности - степень
сложности ремонта агрегата, которая зависит от
его
технических
и
конструктивных
особенностей,
размеров
обрабатываемых
деталей,
точности
их
изготовления
и
особенности ремонта.
Системой
ППР и ТОР определены категории
ремонтной сложности всех используемых
моделей оборудования по механической и
электрической части.
20.
Длякаждого
отдельного
оборудования
категория
ремонтной
сложности
и
соответствующее этому оборудованию число
ремонтных единиц совпадают, т.е. R = r, где r –
ремонтная единица (р.е.).
Пример: 10R означает, что станок относится к
10-й категории сложности ремонта и у него 10
р.е.
21.
Подструктурой
ремонтного
цикла
понимается перечень и последовательность
выполнения работ по осмотру и ремонту в
период между капитальными ремонтами или
между вводом в эксплуатацию и первым
капитальным ремонтом.
22.
Не перечерчивать, просмотреть!Структура ремонтного цикла
Оборудование
Легкие и средние
станки с массой
до 10т
со сроком
службы:
до 10 лет
свыше 10 лет
Крупные и тяжелые
станки с массой
10-100т
Особо
тяжелые
металлорежущие
станки
массой
свыше
100т
и
уникальные
Количество ремонтов и
технических осмотров
средних малых осмотров
1
2
4
6
6
9
2
6
27
2
9
36
Структура ремонтного
цикла
к-то-м-то-м-то-с-то-м-то-м-то-к
к-то-м-то-м-то-с-то-м-то-м-то-с-то-м-то-м-то-к
к-то-то-то-м-то-то-то-м-то-то-то-с-то-то-то-м-то-то-то-м-то-то-то-с-то-то-то-м-то-то-то-м-то-то-то-к
к-то-то-то-м-то-то-то-м-то-то-то-м-тото-то-с-то-то-то-м-то-то-то-м-то-то-том-то-то-то-с-то-то-то-м-то-то-то-м-тото-то-м-то-то-то-м-то-то-то-к
23.
Ремонтныйцикл Трц - это период времени от
установки оборудования до капитального ремонта
или между двумя очередными кап. ремонтами.
Ремонтный цикл Трц определяется по формуле
Т рц А п м у т
где
А – нормативная длительность ремонтного
цикла, ч;
24.
п– коэффициент, учитывающий тип
производства;
м
коэффициент,
учитывающий
вид
обрабатываемого материала;
у
– коэффициент, учитывающий условия
эксплуатации оборудования;
m – коэффициент, учитывающий особенности
характеристики массы станков.
25.
Межремонтныйпериод Тмр - это время (в
месяцах) между двумя очередными ремонтами.
Определяется по формуле
Т мр
где
nC , nТ
ремонтов
на
соответственно.
Т рц
nС nТ 1
- число средних и текущих
один
ремонтный
цикл
26.
Периодичность техническогообслуживания это время (в месяцах) между очередным
ремонтом и техобслуживанием (или между двумя
ТО).
Рассчитывается Т
ТО по формуле
Т ТО
где
Т рц
nС nТ nТО 1
nТО— число ТО за один ремонтный цикл.
27.
Трудоемкостьремонтных работ в течение
ремонтного цикла зависит от количества и
сложности
установленного
оборудования,
продолжительности и структуре ремонтного
цикла, утвержденным нормам затрат труда на
единицу ремонтной сложности и определяется по
формуле
nк
nс
nТ
nТО
1
1
1
1
Tр р rк tк rс tс rТ tТ rТО tТО
где
t – нормы времени на ремонтную единицу
соответственно капитального, среднего, текущего ремонта
и ТО, ч.
28.
Определениечисла
проводится по формуле:
Чр
где
Т
год
р р
ремонтных
рабочих
год
р р
р
д
в
Т
Ф к
– годовая трудоемкость ремонтных
работ, н-ч;
р
Фд – годовой действительный фонд времени
работы одного рабочего, ч;
кв – коэффициент выполнения норм
выработки.
29.
7.3 ИНСТРУМЕНТАЛЬНОЕ ХОЗЯЙСТВО И ЕГООРГАНИЗАЦИЯ.
Инструментальное
хозяйство предприятия —
это совокупность общезаводских и цеховых
подразделений (отделов, групп, цехов, участков),
занятых приобретением, изготовлением, ремонтом
и
восстановлением
инструмента
и
технологической оснастки, их учетом, хранением
и выдачей в цеха и на рабочие места.
Состав, характер и структура ИХ зависят от типа и
масштаба
производства,
сложности инструмента.
номенклатуры
и
30.
Инструментальное хозяйство состоит:Инструментальное хозяйство
ИО ИЦ ЦИС
база
восстановления И
Общезаводские подразделения
ремонтные заточные
ЦИРК
отделения отделения
Цеховые
подразделения
31.
1) ИО инструментальный отдел – занимаетсяопределением потребности в инструменте,
устанавливает нормы его износа, расхода и
запаса,
составляет
график
производства
инструмента и др. и руководит всеми
инструментальными службами;
ИЦ
инструментальный цех –
осуществляет изготовление (при необходимости
ремонт и восстановление) инструмента;
2)
32.
центральный инструментальный складЦИС – осуществляет приём, хранение,
подготовку
и
выдачу
инструмента
в
инструментально-раздаточные кладовые;
3)
цеховые инструментально-раздаточные
кладовые ЦИРК – получают инструмент из
ЦИСа, осуществляют его хранение, выдачу на
рабочие места, в заточку и ремонт;
4)
33.
база восстановления инструмента –занимается сортировкой и восстановлением
инструмента;
5)
ремонтные отделения (базы, участки) в
цехах;
7) заточные отделения в цехах.
6)
34.
Основные задачи ИХ:своевременное
снабжение участков и рабочих
мест инструментом;
своевременный ремонт, восстановление и заточка
инструмента;
повышение
качества инструмента и его
рациональная эксплуатация;
снижение затрат на приобретение, изготовление,
хранение и эксплуатацию инструмента.
35.
На предприятиях используются следующиеметоды (формы) организации ИХ:
централизованный
создается
инструментальный отдел предприятия, в состав
которого входят инструментальные цеха, участки,
отделения и склады, который руководит всеми
этими службами;
децентрализованный - каждый цех предприятия
самостоятельно обеспечивает свое производство
необходимым инструментом;
смешанный
метод
происходит
перераспределение работ между подразделениями
инструментального хозяйства.
36.
Накрупных предприятиях (свыше 250
работающих) создаётся инструментальный
отдел (группа – до 100, бюро – 100-250).
Начальник
инструментального
отдела
подчиняется
главному
технологу,
т.е.
заместителю
главного
инженера
по
подготовке производства.
37.
Инструмент классифицируется по рядупризнаков:
по
назначению: рабочий, вспомогательный,
измерительный инструмент, приспособления;
по характеру использования: специальный и
нормальный (универсальный);
по
виду
оборудования,
на
котором
применяется
инструмент:
токарный,
сверлильный, фрезерный и т.д.;
И ДР ПРИЗНАКИ…
38.
Нормарасхода (расходный фонд) режущего
инструмента в массовом производстве на
программу выпуска определяется по формуле:
N tм
Пр НР
Т и 60
где N -
число деталей, обрабатываемых данным
инструментом по программе на планируемый
период, шт;
tм – машинное время на одну деталеоперацию, мин;
Ти - норма износа инструмента, ч.
39.
Нормаизноса - продолжительность
инструмента до полного его износа (ч).
Ти определяется по формуле:
работы
L
Т и 1 tст 1 и
l
где
L – величина рабочей части инструмента, мм;
l - величина слоя, снимаемого с рабочей части
при каждой переточке инструмента, мм;
tст – стойкость инструмента (время машинной
работы инструмента между двумя переточками), ч;
и - коэффициент преждевременного выхода
инструмента из строя.
40.
Припланировании
пополнения
запасов
инструмента в ЦИСе используются две системы:
«максимум-минимум»
и
«заказ
(точка
заказа)»:
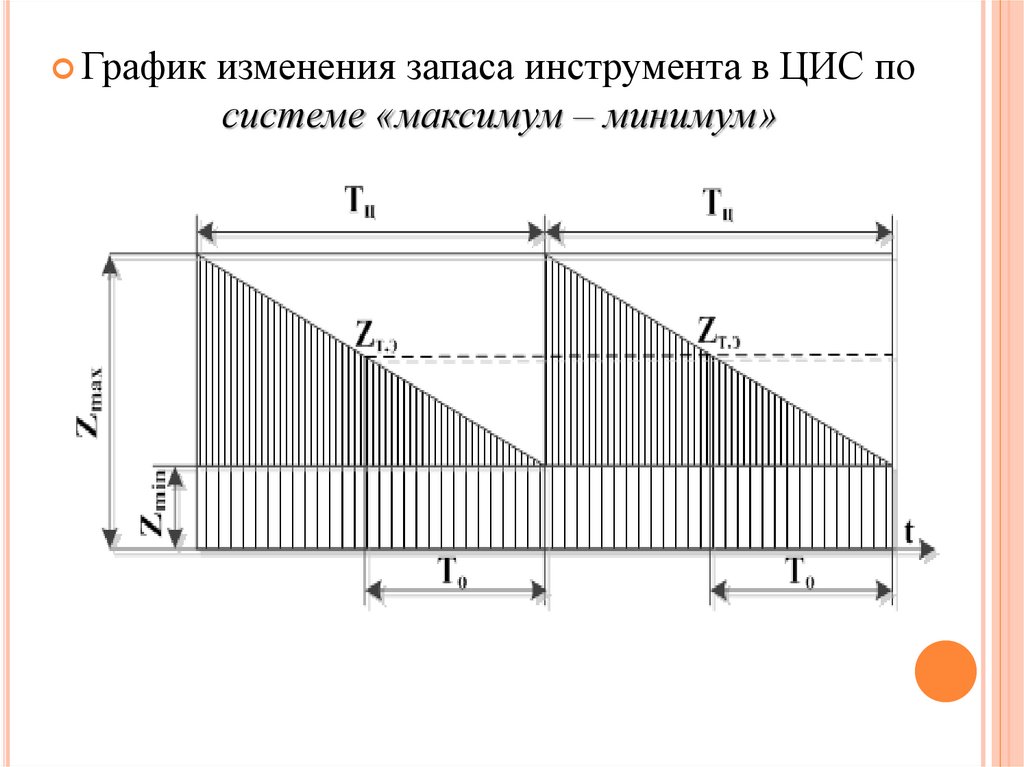
при этом устанавливаются минимальный
Zmin,
максимальный Zmax запас и точка заказа Zт.з.
41.
минимальный запас Zmin - это величинастрахового (резервного) запаса, создаваемого на
случай нарушения сроков и объёма поставок
инструмента.
Определяется по формуле
1)
Z min Q р Т ср
Q p - среднедневной расход И данного типоразмера,
шт.;
Т сp - число дней срочного изготовления или
приобретения очередной партии И, дн.
42.
2) точказаказа Zтз – величина запаса, при
достижении
которой
выдается
заказ
на
изготовление или приобретение очередной партии
инструмента:
Z тз Z min Q p To
где
То – период времени между моментом
выдачи заказа и поступлением инструмента на
центральный инструментальный склад, дни;
Qр – средневной расход инструмента за
период исполнения заказа, шт.
43.
3) максимальный запасмомент поступления
определяется по формуле
Zmax достигается в
заказа инструмента,
Z тax Z min Q p Tц
где
– время между двумя поступлениями
партий инструмента (длительность цикла) в
ЦИС, дн.
44.
График изменения запаса инструмента в ЦИС посистеме «максимум – минимум»
45.
7.4 ЭНЕРГЕТИЧЕСКОЕ ХОЗЯЙСТВО И ЕГООРГАНИЗАЦИЯ
Дальше на лекции в четверг