




























 Электроника
ЭлектроникаПохожие презентации:










Методы организации, устройства и монтажа электронных приборов и устройств
1.
Методы организации,устройства и монтажа
электронных
приборов и устройств
1 семестр
2.
Раздел 4: Основы технологии иоборудование для поверхностного
монтажа
1.
2.
3.
4.
Технологический процесс поверхностного монтажа и его
основные группы.
Методика разработки технологического процесса
электромонтажа с поверхностно монтируемыми элементами.
Поверхностно монтированные изделия (SMD - компоненты).
Типы корпусов. Обозначение радиоэлементов.
3.
Технологический процесс поверхностного монтажаи его основные группы.
Навесной
монтаж
—
способ монтажа электронных схем,
при котором расположенные на
изолирующем
шасси радиоэлементы соединяются
друг с другом проводами или
непосредственно выводами.
Недостаток навесного монтажа — он
плохо поддаётся автоматизации и
обычно выполняется монтажниками
вручную. В настоящее время в
массовом производстве применяется
редко и обычно только при монтаже
крупногабаритных деталей.
4.
Технологический процесс поверхностного монтажаи его основные группы.
Поверхностный
монтаж
печатных
плат, также называемый ТМП (технология
монтажа на поверхность), SMT (surface
mount technology) и SMD-технология (от
surface
mount
device
–
прибор,
монтируемый на поверхность), появился в
60-х годах XX века и получил широкое
развитие в конце 80-х годов.
Данная технология является наиболее
распространенным на сегодняшний день
методом конструирования и сборки
электронных узлов на печатных платах.
5.
Технологический процесс поверхностного монтажаи его основные группы.
Основным ее отличием от «традиционной» технологии монтажа в отверстия
является то, что компоненты монтируются на поверхность печатной платы,
однако преимущества технологии поверхностного монтажа печатных плат
проявляются благодаря комплексу особенностей элементной базы, методов
конструирования и технологических приемов изготовления печатных узлов.
Преимущества поверхностного монтажа: уменьшение габаритов устройств,
повышения уровня автоматизации производственного процесса, высокая
производительность установки ЭРЭ - более 18 тыс. ЭРЭ в час.
Недостатки: высокая себестоимость изготовления платы.
В связи с вышеизложенным, производство плат поверхностным монтажом
становиться выгодным при массовом типе производства.
6.
Технологический процесс поверхностного монтажаи его основные группы.
7.
Технологический процесс поверхностного монтажаи его основные группы.
В технологии поверхностного монтажа, как правило, применяются два метода
пайки: пайка оплавлением припойной пасты и пайка волной. В зависимости от
применяемого метода пайки последовательность операций различна.
Основное преимущество метода пайки волной – возможность одновременной
пайки компонентов, монтируемых как на поверхность платы, так и в отверстия.
При этом пайка волной является самым производительным методом пайки при
монтаже в отверстия.
8.
Технологический процесс поверхностного монтажаи его основные группы.
В современных конструкциях доля монтажа в отверстия постоянно снижается, а
развитие более экономной и качественной селективной пайки позволяет
автоматизировать пайку компонентов, монтируемых в отверстия, без
применения волны. Эти факторы приводят к тому, что производители все чаще
отказываются от пайки волной, применяя метод оплавления для поверхностномонтируемых компонентов и ручную или селективную пайку для компонентов,
монтируемых в отверстия.
9.
Технологический процесс поверхностного монтажаи его основные группы.
1. Нанесение паяльной пасты. Паяльная паста наносится на контактные
площадки либо с помощью дозатора, либо через трафарет. При выполнении
данной операции необходимо получение отпечатков, содержащих
определенный объем пасты. Недостаток пасты может приводить к
отсутствию соединения, избыток – к перемычкам и низкой прочности
соединения. Объем пасты зависит от конструкции конкретного компонента и
размера контактной площадки.
10.
Технологический процесс поверхностного монтажаи его основные группы.
2. Установка компонентов. Установка компонентов осуществляется, как
правило, по программе на автоматах установки из стандартных упаковок, в
которых компоненты поставляются заводом-изготовителем, но при единичном
и мелкосерийном производстве может применяться ручная установка с
помощью вакуумного пинцета или манипулятора, а также автоматизированная
установка на полуавтомате (манипуляторе с указателем места установки
компонента по программе).
11.
Технологический процесс поверхностного монтажаи его основные группы.
3. Пайка оплавлением. Процесс оплавления припоя, содержащегося в
паяльной пасте, выполняется в печах путем нагрева печатной платы с
компонентами. Нагрев может осуществляться различными способами:
инфракрасный (ИК), конвекционный нагрев и нагрев в паровой фазе.
Наиболее широкое распространение получил конвекционный нагрев.
12.
Технологический процесс поверхностного монтажаи его основные группы.
1. Нанесение клея. Нанесение клея выполняется с помощью ручного или
автоматического дозатора из специальных шприцов, в которых клей
поставляется. Клей наносится в области расположения компонентов,
монтируемых на поверхность, таким образом, чтобы обеспечить приклейку
компонента к плате, но не покрыть клеем контактные площадки. Клей, как
правило, наносится по одной капле на компонент, или по две капли,
образующие «седло». Последний способ применяется обычно для
компонентов в цилиндрических корпусах (например, MELF) для
предотвращения скатывания компонента. Установка компонентов на клей
необходима для их фиксации, в противном случае компоненты могут быть
смыты волной припоя.
13.
Технологический процесс поверхностного монтажаи его основные группы.
2. Установка компонентов, монтируемых на поверхность. Установка
компонентов производится аналогично установке при применении пайки
оплавлением.
3. Полимеризация клея. Полимеризация клея завершает процесс фиксации
компонентов. Обычно полимеризация производится в сушильных шкафах при
повышенной температуре и необходимой вентиляции. Процесс
полимеризации определяется типом применяемого клея.
4. Установка компонентов в отверстия. Эта группа операций полностью
аналогична установке компонентов при применении технологии монтажа в
отверстия. Компоненты должны фиксироваться для обеспечения правильности
их положения в процессе пайки. При применении смешанной технологии с
пайкой волной компоненты, монтируемые в отверстия, устанавливаются со
стороны, противоположной компонентам, монтируемым на поверхность.
14.
Технологический процесс поверхностного монтажаи его основные группы.
5. Нанесение флюса. Флюс наносится на поверхность платы со стороны пайки,
т.е. с той стороны, на которую установлены поверхностно монтируемые
компоненты.
6. Пайка волной. Пайка волной осуществляется аналогично методу монтажа в
отверстия. Компоненты, предназначенные для монтажа на поверхность,
выдерживают воздействие волны припоя в течение нескольких секунд,
поэтому волна может проходить непосредственно по корпусам компонентов.
Корпус компонента может препятствовать попаданию припоя на контактные
площадки, образуя, так называемую, теневую зону. Для устранения этого
эффекта платы проектируются таким образом, чтобы волна двигалась вдоль
сторон микросхем, на которых располагаются выводы, и поперек ЧИПкомпонентов. Если микросхема имеет выводы по четырем сторонам, она
устанавливается на плату под углом 45º.
15.
Технологический процесс поверхностного монтажаи
его
основные
группы.
Вывод:
Типовая последовательность операций включает:
1. Изготовление печатной платы;
2. Нанесение паяльной пасты на контактные площадки платы:
дозирование пасты из специального шприца вручную или на станке в
единичном и мелкосерийном производстве;
трафаретная печать в серийном и массовом производстве;
3. Установка компонентов на плату;
4. Групповая пайка методом оплавления пасты в печи (преимущественно
методом конвекции, а также инфракрасным нагревом или нагревом в
паровой фазе);
5. Очистка (мойка) платы (выполняется или нет в зависимости от
активности флюса) и нанесение защитных покрытий.
16.
Методика разработки технологического процессаэлектромонтажа с поверхностно монтируемыми
элементами
Методика разработки технологического процесса электромонтажа с
поверхностно монтируемыми элементами (ПМИ) для уже созданного
производственного участка состоит в подробном описании операционной
технологии, в то время как маршрутная технология не нуждается в
описании. Исходная информация состоит в получении заказа и файлов с
разводкой плат в программе P-CAD, Or-CAD – наиболее распространенных
в РФ, но возможно и в программе Allegro
17.
Методика разработки технологического процессаэлектромонтажа с поверхностно монтируемыми
элементами
1.Проверка файлов.
Проверка заключается в анализе представленной информации на
наличие только SMD элементов, т.е. в наличии только
поверхностно монтируемых элементов и наличие таких элементов
в поставке от производителя.
18.
Методика разработки технологического процессаэлектромонтажа с поверхностно монтируемыми
элементами
2.Проверка файла на возможность установки ПМИ на оборудование.
3. Выбор и назначение паяльной пасты.
4. Выбор или отказ от клея.
Нанесение клея необходимо для удержания компонентов в
определенном положении и, особенно, при переворачивании платы
в процессе производства. В ряде случаев можно оставить только
припойную пасту без клея, но это требует подробного рассмотрения
технических характеристик паст, клея и технологического процесса.
19.
Методика разработки технологического процессаэлектромонтажа с поверхностно монтируемыми
элементами
5. Выбор или проверка печи оплавления на соответствие требований по
изготовлению плат.
6. Выбор оборудования для отмывки
7. Влагозащита.
8. Контроль качества плат.
9. Настройка и контроль.
10. Периодические испытания. По требованию заказчика и в зависимости
от типа производства могут проводиться периодические испытания,
включающие в себя механоклиматические испытания по специальной
программе.
20.
Поверхностно монтированные изделия (SMD компоненты).SMD – это Surface Mount Device, то есть компонент или устройство,
монтируемое на поверхность. Таким образом, под SMD надо понимать
именно компоненты и радиодетали, а не технологию в целом. Иногда SMD–
элементы называют чип-компонентами, например, чип-конденсатор или
чип-резистор.
21.
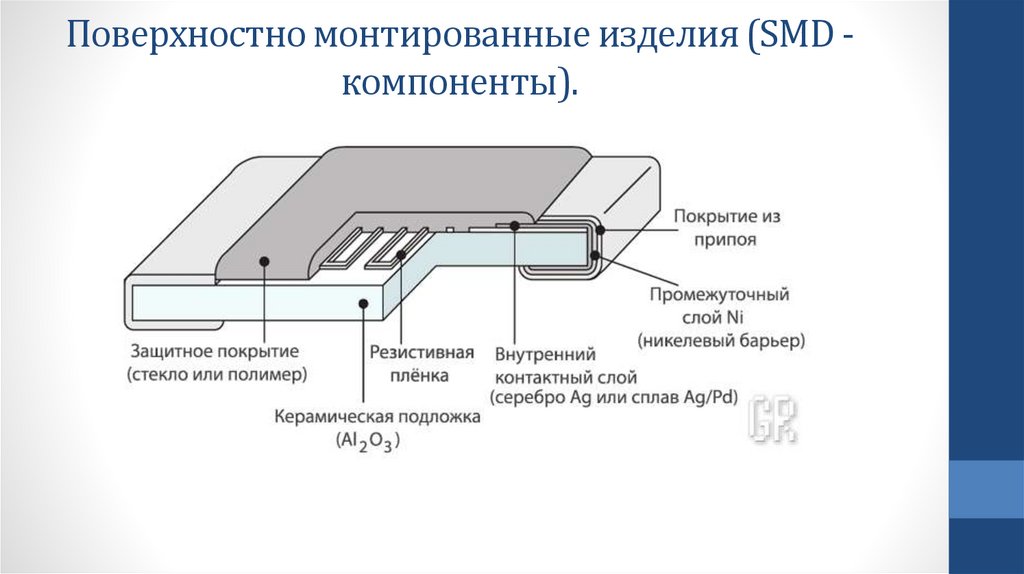
Поверхностно монтированные изделия (SMD компоненты).Типовой SMD-резистор
состоит из керамической
подложки, на которую
нанесён резистивный слой.
Сопротивление этого слоя
зависит от его толщины,
формы и материала из
которого он изготовлен.
22.
Поверхностно монтированные изделия (SMD компоненты).23.
Поверхностно монтированные изделия (SMD компоненты).В качестве SMD-конденсаторов
широкое распространение получили
многослойные керамические
конденсаторы (MLCC –
MultiLayer Ceramic Capacitors). Их
корпус имеет характерный светлокоричневый цвет, а маркировка, как
правило, не указывается.
24.
Поверхностно монтированные изделия (SMD компоненты).Так как SMD-элементы имеют небольшие размеры и установлены на
поверхности печатной платы, то любая её деформация или изгиб может
повредить элемент или нарушить контакт.
Так, например, многослойные керамические конденсаторы (MLCC) могут
трескаться от давления на них при монтаже или из-за чрезмерной дозации
припоя.
Избыток припоя приводит к механическому напряжению со стороны
контактов. Малейший изгиб или удар провоцирует возникновение трещин в
многослойной структуре конденсатора.
25.
Поверхностно монтированные изделия (SMD компоненты).Вот один из примеров того, как излишки припоя на контактах приводят к
появлению трещин в структуре конденсатора.
26.
Поверхностно монтированные изделия (SMD компоненты).27.
Поверхностно монтированные изделия (SMD компоненты).№1 – керамический конденсатор типоразмера 1206;
№2 – NTC-термистор (терморезистор) B57621-C 103-J62 на 10 кОм
(типоразмер 1206);
№3 – дроссель подавления электромагнитных
помех BLM41PG600SN1L (типоразмер 1806).
28.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация:
DIP (Dual Inline Package): Самый
распространненный тип микросхемы «тараканчик». Количество ножек в
корпусе - 8, 14, 16, 20, 24, 28, 32, 40, 48
или 56. Расстояние между выводами
(шаг) – 2,5 мм (отечественный стандарт)
или 2,54 мм (у импортных). Ширина
выводов около 0,5 мм.
29.
Типы корпусов. Обозначение радиоэлементовМожет быть выполнен из пластика (PDIP) или керамики (CDIP). Керамический
корпус применяется из-за близких значений коэффициента температурного
расширения керамики и полупроводникового кристалла микросхемы. По этой
причине при значительных и многочисленных
перепадах температур механические напряжения кристалла, находящегося в
керамическом корпусе, оказываются заметно меньше, что снижает риск его
механического повреждения или отслоения контактных проводников. Также
многие элементы в кристалле способны менять свои электрические
характеристики под воздействием напряжений и деформаций, что сказывается
на характеристиках микросхемы в целом. Керамические корпуса микросхем
применяются в технике, работающей в жёстких климатических условиях и в
ответственных и военных применениях.
30.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация:
В корпусе DIP могут выпускаться различные
полупроводниковые или пассивные компоненты —
микросхемы, сборки диодов, транзисторов,
резисторов, малогабаритные переключатели.
Компоненты могут непосредственно впаиваться
в печатную плату, также могут использоваться
недорогие разъёмы для снижения риска
повреждения компонента при пайке и возможности
быстрой замены элемента без выпаивания его из
платы, что важно при отладке прототипов
устройства.
31.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация:
SOIC (Small Outline Integral
Circuit): Планарная микросхема –
ножки припаиваются с той же
стороны платы, где находится
корпус. При этом, микросхема лежит
брюхом на плате. Количество ножек
и их нумерация – такие же как у DIP .
Шаг выводов – 1,25 мм
(отечественный) или 1,27 мм
(импортный). Ширина выводов –
0,33...0,51.
32.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация:
PLCC (Plastic J-leaded Chip Carrier): Квадратный (реже - прямоугольный)
корпус. Ножки расположены по всем четырем сторонам, и имеют J -образную
форму (концы ножек загнуты под брюшко).
Микросхемы либо запаиваются непосредственно на плату (планарно), либо
вставляются в панельку. Последнее – предпочтительней. Количество ножек –
20, 28, 32, 44, 52, 68, 84. Шаг ножек – 1,27 мм. Ширина выводов – 0,66...0,82.
Нумерация выводов – первая ножка возле ключа, увеличение номера против
часовой стрелки.
PLCC применялся для установки процессоров Intel 80186, 80286 и 80386
Такой способ установки микросхемы на плату широко применяется и в
настоящее время для микросхем с небольшим числом выводов благодаря
своей простоте и надежности.
33.
Типы корпусов. Обозначение радиоэлементов34.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация:
TQFP (Thin Quad Flat Package): Нечто
среднее между SOIC и PLCC. Квадратный
корпус толщиной около 1мм, выводы
расположены по всем сторонам. Количество
ножек – от 32 до 144. Шаг – 0,8 мм. Ширина
вывода – 0,3...0,45 мм. Нумерация – от
скошенного угла (верхний левый) против
часовой стрелки.
35.
Типы корпусов. Обозначение радиоэлементовМикросхемы в таких корпусах предназначены только для поверхностного
монтажа; установка в разъём или монтаж в отверстия штатно не
предусмотрены, хотя переходные коммутационные устройства существуют.
Количество выводов QFP микросхем обычно не превышает 200, с шагом от
0,4 до 1,0 мм.
Корпус стал широко распространённым в Европе и США в 90-х годах
двадцатого века. Однако, ещё в 70-х годах QFP-корпуса начали
использоваться в японской бытовой электронике.
Корпус PLCC схож с QFP-корпусом, но при этом имеет более длинные
выводы, загнутые так, чтобы было возможно не только припаять
микросхему, но и установить её в гнездовую панель, что часто используется
для установки микросхем памяти.
36.
Типы корпусов. Обозначение радиоэлементовКлассификация корпусов применяемых при производстве микросхем, типы
и маркировка корпусов
Общая укрупненная классификация: