
















 Промышленность
ПромышленностьПохожие презентации:
")









Роботизированный комплекс для обработки и сборки стержней
1.
Роботизированный комплекс дляобработки и сборки стержней
Аношкин
Дмитрий
Главный архитектор РК
АО «Эйдос-Робототехника»
+79375272648
dsa@eidos-robotics.com
2.
Роботизированный комплекс для обработки и сборкистержней
Номенклатура обрабатываемых деталей
№
Обозначение
1
Стержень №1: Основание
2
Стержень №2: Нижняя рубашка
3
Стержень №3: Патрубок
4
Стержень №4: Верхняя рубашка
5
Стержень №5: Масляная полость
6
Стержень №6: Крышка
3.
Предлагаемое решениеРобототехнический комплекс для обработки и сборки
стержней на основе робота-манипулятора А70-2180,
коллаборативного робота (кобота) AК-30-1800 и кобота АК-201700 от АО "Эйдос-Робототехника» с досягаемостью 2180, 1800
и 1700 мм. соответственно.
Коллаборативные роботы и роботы-манипуляторы обеспечат
перемещение, фрезеровку, сборку, склейку, обдувку,
покраску и конечную сборку стержней в пакет.
Устройства захватов: двухсторонние роботизированные схваты
различной комбинации.
4.
Стратегические преимуществаРаботоспособность
РТК предъявляет минимальные требования к квалификации оператора и рассчитан
на круглосуточную работу комплекса. Применение кобота автоматизирует
загрузку изделий и увеличит производительность.
Безопасность
Основное отличие коботов от промышленных роботов – это наличие датчиков
движения. Датчики движения коллаборативного робота обеспечивают защиту
сотрудников от получения травм и помех в процессе работы.
Простота
программирования
Низкая совокупная
стоимость владения
Для настройки коботов не нужно обладать особыми знаниями в
программировании. Оператор может научить кобота навыкам, просто перемещая
его вручную или показывая необходимые движения.
Коллаборативые роботы легко интегрируются с любым оборудованием:
достаточно установить схват и можно заниматься программированием робота.
Интеграция промышленных роботов более затратный процесс.
5.
Описание концепции*2
2
1
1
1
1. Оператор укладывает стержни №2,3,4,5 в паллеты,
установленные на конвейере (1) и стержни №1,6 в
паллеты, установленные на конвейре (2);
2. Паллеты с помощью конвейеров (1) и (2) доставляются в
зону работы ячейки фрезеровки коботами АК-20-1700 и
АК-30-1800 (коботы и роботы находятся в защитном
чехле);
1
*В данном комплексе проводятся операции по фрезеровке, обдувке, сборке, склейке и покраске стержней
6.
Описание концепции3. Кобот (3) перекладывает изделие с конвейера (1) на
позиционер (4)
4. Кобот (5) выполняет фрезеровку стержня с двух
сторон;
6
4
8
5
7
8
3
1
1
4
6
5. Во время фрезеровки с помощью станции очистки (6)
проводится циркуляция воздуха с целью
минимизации загрязнения рабочей зоны при
фрезеровании;
6. После фрезеровки кобот (7) перекладывает
обработанные стержни в паллеты, установленные на
конвейре (8);
7. Изделия подаются в зону работы роботизированного
комплекса покраски стержней;
7.
Описание концепции8. Кобот (9) перекладывает стержни №2 и №3 с
конвейеров (10) в паллет, установленный на столе (8),
собирая их в подсборку. Оснастка предварительно
продувается коботом (11);
13
16
9. Кобот (12) перекладывает стержнь №5 с конвейра (13)
на конвейер (14) и стержень перемещается в зону
работы кобота (15);
10
1
1
12
10
9
10.Кобот (11) проводит операции по продувке и нанесению
клея на стержни №2-3;
8
14
15
17
18
10
11.Кобот (12) перекладывает стержень №4 с конвейера (16)
в подсборку стержней №2-3;
12.После подсборки кобот (11) поворотом 6 оси меняет
насадку и скрепляет подсборку саморезами;
8.
Описание концепции20
20
1
9
13.Во время подсборки, кобот (15) проводит окраску
стержня №5 методом окунания в ванну для окраски
(17), после чего перемещает стержень на спец паллету,
установленную на стол (18);
14.После подсборки стержней №2-4 кобот (19) перемещает
изделия на конвейер (14);
15.Кобот (15) перемещает изделия с конвейера (10) и
проводит окраску подсборки стержней №2-4 в ванне
(17) аналогично окраске стержня №5;
19
14
15
17
18
16.После окраски кобот (15) перемещает изделие на спец
паллету, установленную на столе (18);
17.Затем производится фрезеровка стержней №1,6 в
ячейке для фрезеровки стержней №1,6 (19), аналогично
ячейкам для фрезеровки стержней №2-5 (20) (в ячейке
(19) для перемещения стержней №1 и №6 установлены
роботы-манипуляторы А70-2180);
9.
Описание концепции2
1
21
22
14
23
18.После проведения операций, стержни доставляются с
конвейеров (21) по конвейеру (14) в зону работы
робота-манипулятора (22).
19.Робот (22) проводит покраску стержней и
перекладывает их на спец паллету, установленную на
столе (23).
10.
Описание концепции**2
1
8
6
7
4
3
1. Оператор укладывает стержни №1 в паллету,
установленную на конвейер (1), а также подсборку
стержней №2-4 (2 комплекта) и стрежни №5 на
паллету, установленную на конвейер (2). По
команде оператора начинается цикл сборки
стержней в пакет.
5
2. Стержни доставляются в зону работы роботовманипуляторов (3, 4) и кобота (5) (роботы и кобот
находится в защитном чехле). Робот-манипулятор (4)
укладывает стержень №1 в оснастку, установленную
на позиционер (6). Далее кобот (5) укладывает в
оснастку подсборки стержней №2-4 и стержни №5.
После сборки, с помощью линейной оси,
установленной на позиционер, производится
прижим сборки шаблоном (7). Робот-манипулятор
(3) проводит зачистку выступающих частей. Во время
обработки проводится циркуляция воздуха с
помощью станции очистки (8);
**В данном комплексе проводятся операции по зачистке, обдувке и скреплению стержней №1, подсборок №2-4 и стержней №5
11.
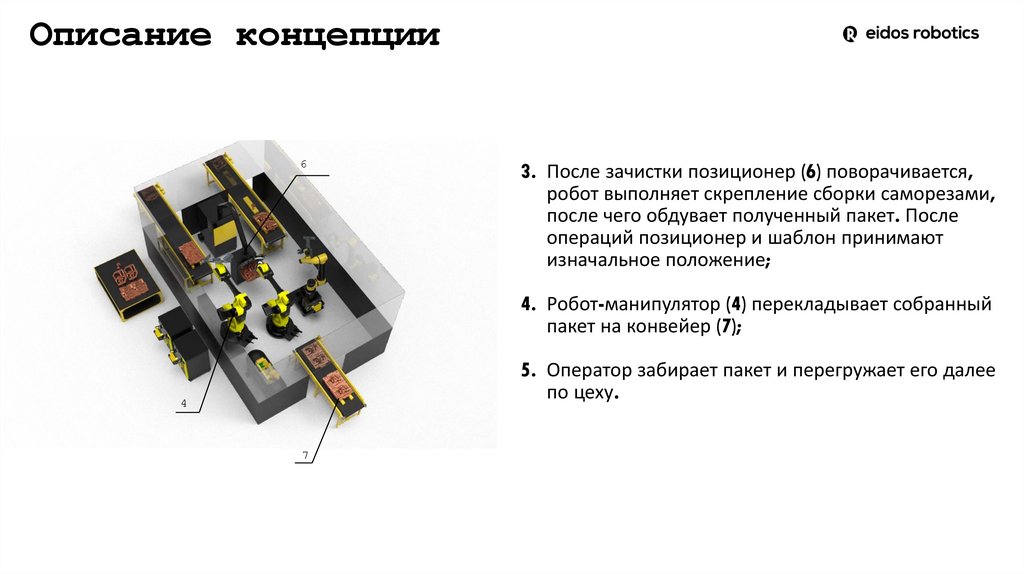
Описание концепции6
3. После зачистки позиционер (6) поворачивается,
робот выполняет скрепление сборки саморезами,
после чего обдувает полученный пакет. После
операций позиционер и шаблон принимают
изначальное положение;
4. Робот-манипулятор (4) перекладывает собранный
пакет на конвейер (7);
5. Оператор забирает пакет и перегружает его далее
по цеху.
4
7
12.
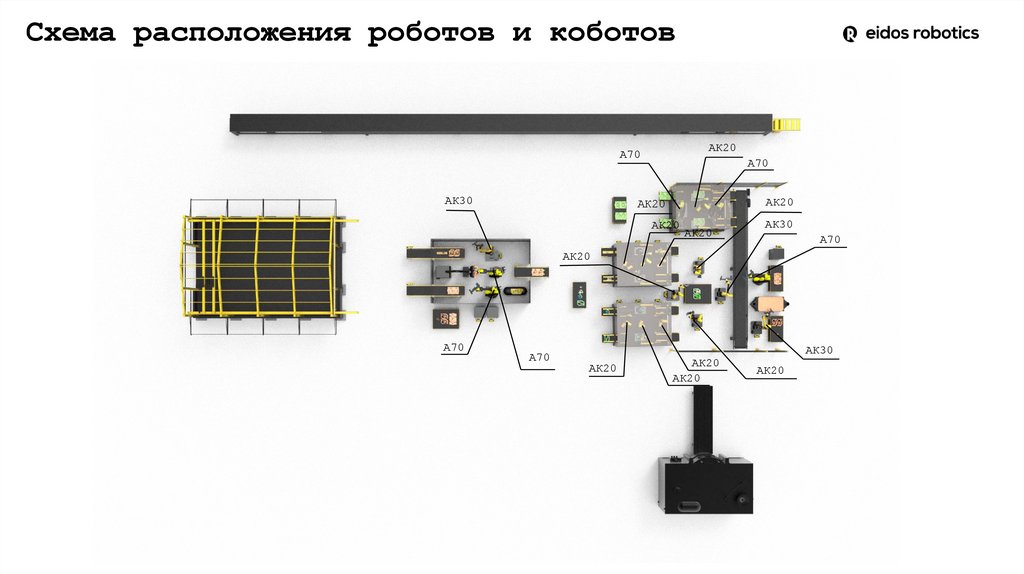
Схема расположения роботов и коботовАК20
А70
АК30
А70
АК20
АК20
АК20
АК20
АК30
А70
АК20
А70
А70
АК30
АК20
АК20
АК20
АК20
13.
Такт операций№
Обозначение
1
Фрезеровка стержня №1
2
Фрезеровка стержня №2
3
Фрезеровка стержня №3
4
Фрезеровка стержня №4
5
Фрезеровка стержня №5
6
Фрезеровка стержня №6
7
Подсборка стержней №2-4
8
Сборка стержней в пакет
9
Общее время операций для сборки одного пакета
Время
(сек.)
При расчете указаны приблизительные скорости и они могут отличаться, как в меньшую, так и большую сторону, без учета
времени работы оператора.
Указанное время – машинное время, т.е. примерная трудоемкость сборки и обработки узла (без наладки оборудования,
подготовки, контроля, закладки/извлечения изделий). Трудоемкость закладки сопоставима с циклами сварки при
организации рабочего места, согласно с принципами 5с, а также эргономичной расстановки и своевременной поставке
комплектующих.
14.
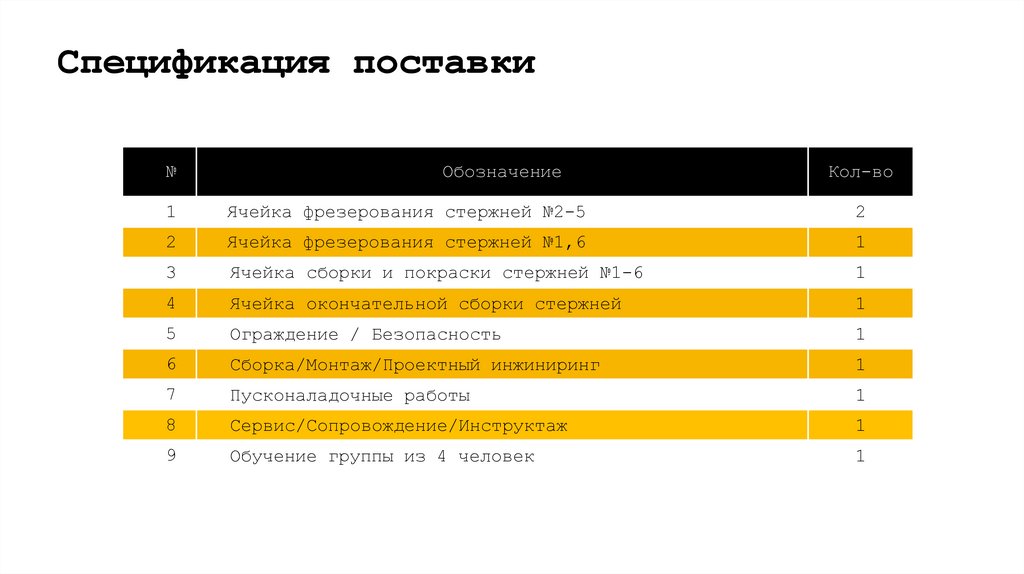
Спецификация поставки№
Обозначение
Кол-во
1
Ячейка фрезерования стержней №2-5
2
2
Ячейка фрезерования стержней №1,6
1
3
Ячейка сборки и покраски стержней №1-6
1
4
Ячейка окончательной сборки стержней
1
5
Ограждение / Безопасность
1
6
Сборка/Монтаж/Проектный инжиниринг
1
7
Пусконаладочные работы
1
8
Сервис/Сопровождение/Инструктаж
1
9
Обучение группы из 4 человек
1
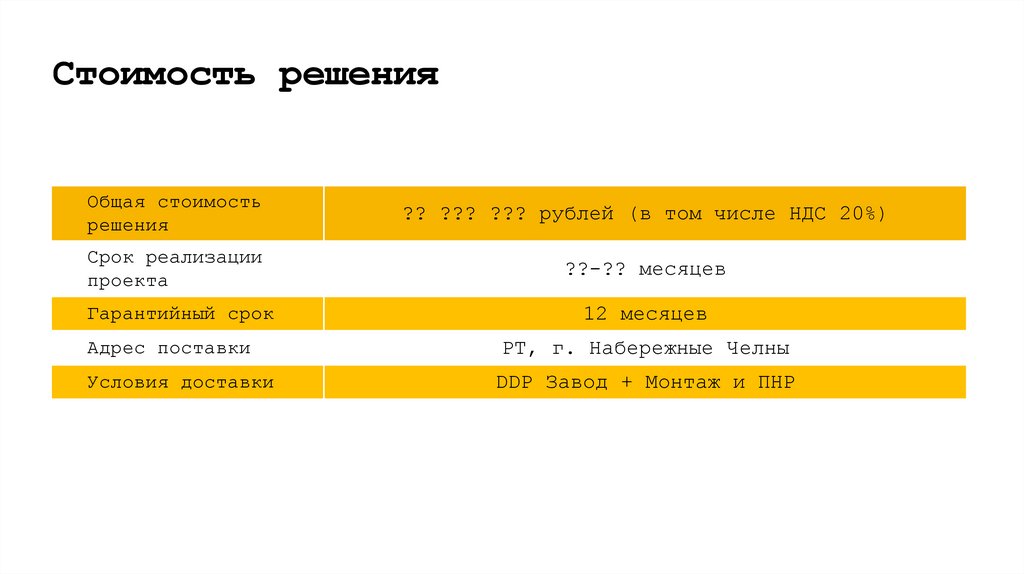
15.
Стоимость решенияОбщая стоимость
решения
?? ??? ??? рублей (в том числе НДС 20%)
Срок реализации
проекта
??-?? месяцев
Гарантийный срок
12 месяцев
Адрес поставки
РТ, г. Набережные Челны
Условия доставки
DDP Завод + Монтаж и ПНР
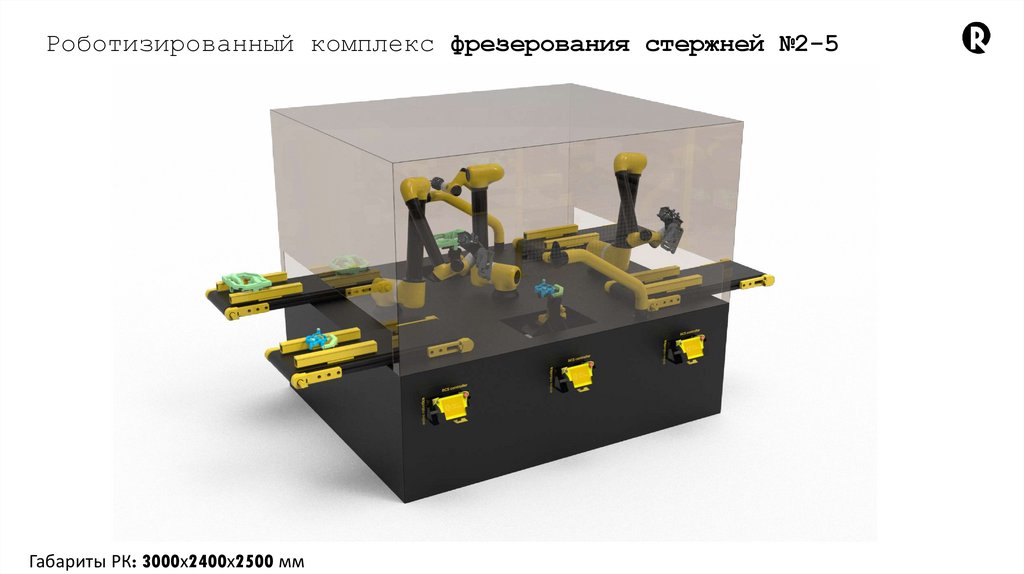
16.
Роботизированный комплекс фрезерования стержней №2-5Габариты РК: 3000х2400х2500 мм
17.
Роботизированный комплекс фрезерования стержней №1,6Габариты РК: 3000х2400х2500 мм
18.
Роботизированный комплекс окончательной сборки стержнейГабариты РК: 6500х3550х2700 мм
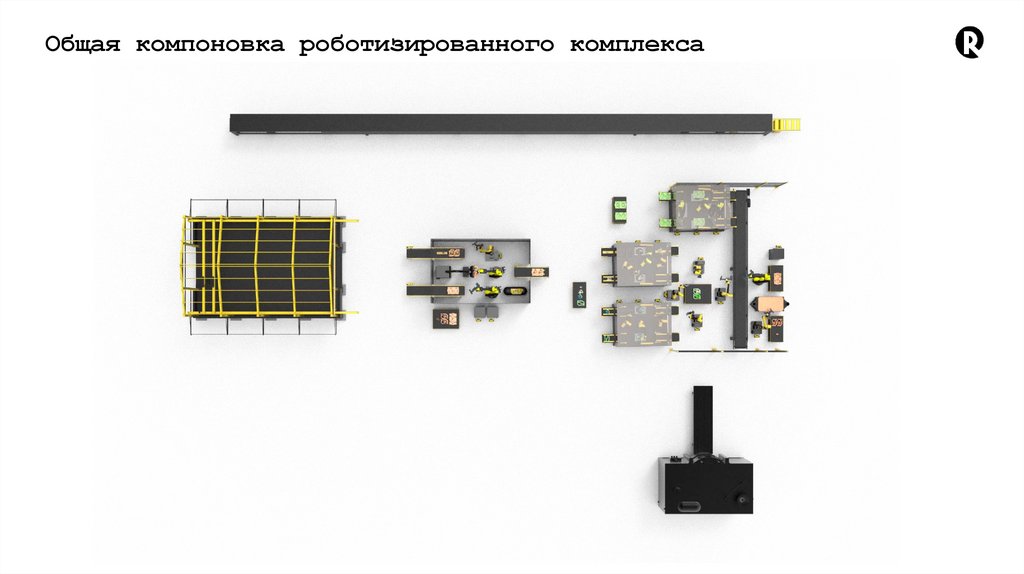
19.
Общая компоновка роботизированного комплексаГабариты РК: 19500х9500х2800 мм