

















 Промышленность
ПромышленностьПохожие презентации:







")


Механизмы реверса. Преобразователи типа движения
1. Механизмы реверса
2. Преобразователи типа движения
Передача винт-гайкаV
n
V k t n
Существуют два типа винтовой передачи:
- винт-гайка скольжения
- винт-гайка качения
3. Преобразователи типа движения
Передача винт-гайка скольженияДостоинства:
- Возможность использования малого шага
- Самоторможение при использовании 1-го и 2-х
заходных винтов.
Недостатки:
- Низкая износостойкость
- Низкий КПД
4. Преобразователи типа движения
Передача винт-гайка каченияДостоинства:
- Незначительное влияние частоты вращения на силу трения в механизме
- Полное отсутствие осевого зазора
Недостатки:
- Высокая стоимость
- Пониженное демпфирование
- Отсутствие самоторможения
5. Преобразователи типа движения
Передача шестерня-рейкаV
n
Достоинства:
- Большое передаточное отношение
- Высокий КПД
- Простота изготовления, низкая стоимость
V m z n
Недостатки:
- Неравномерность передаточного отношения из-за ошибок зубчатого
зацепления
- Неравномерность хода при малых подачах
- Отсутствие самоторможения
6. Преобразователи типа движения
Червячно-реечная передачаV
m k n cos
V
cos
n
Достоинства:
- Высокая нагрузочная способность
- Высокий КПД
- Плавность и точность работы
Недостатки:
- Конструктивная сложность исполнения и настройки передачи
- Трудоемкость изготовления, высокая стоимость
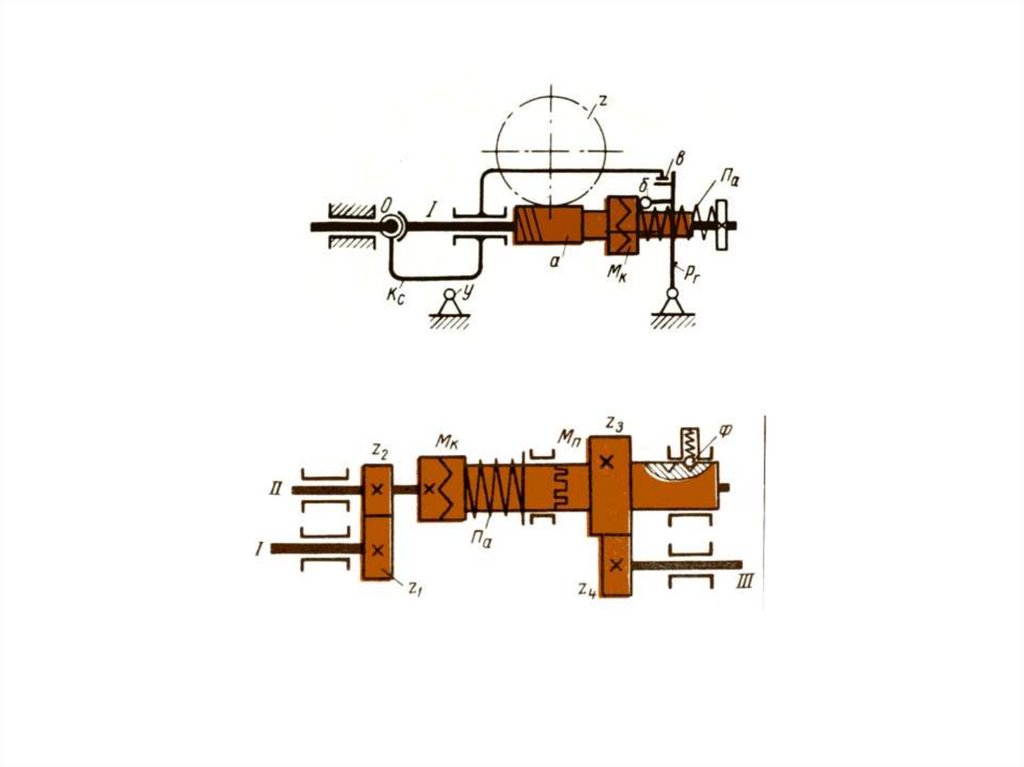
7. Преобразователи типа движения
8. Преобразователи типа движения
9. Суммирующие механизмы
nI nIIm z4 z 3 z 2
1
nIII nII
z 3 z 2 z4
nIII nI 2nII
10.
11.
12. Классификация станков по технологическому признаку
13. Классификация станков
Обозначение модели станка состоит из 3-4 цифр и букв.Первая цифра – группа, вторая – подгруппа, 3 и 4 цифры – основной
параметр станка. Буква после первой или второй цифры указывает на
модернизацию станка. Буква в конце шифра означает модификацию
станка.
14. Классификация станков
Обозначение модели станка состоит из 3-4 цифр и букв.Первая цифра – группа, вторая – подгруппа, 3 и 4 цифры – основной
параметр станка. Буква после первой или второй цифры указывает на
модернизацию станка. Буква в конце шифра означает модификацию
станка.
Примеры:
162, 1А62, 1К62 – токарно-винторезные станки, высота центров 200
мм., имеющие различные технические характеристики – наибольшая
частота вращения 600, 1200, 2000 об/мин.
16Б16П – токарно-винторезный станок повышенной точности на
базе станка 16Б16.
15. Классификация станков
В нашей стране при обозначении моделей станков с ЧПУ принято вконце добавлять индекс, обозначающий вид программного управления:
Ф1 – цифровая индикация;
Ф2 – позиционное управление;
Ф3 – контурное;
Ф4 – комбинированное.
Пример: 2118Ф2, 1725Ф3, 11Б16Ф4
Добавление цифр после обозначения вида управления говорит о
модификации станка:
16Б16Ф3-21 - автоматическая коробка скоростей
16Б16Ф3-31 – плавное регулирование скорости.
В многоинструментальных станках иногда добавляют индекс,
указывающий вид инструментального магазина:
Р – револьверная головка;
М - магазин
16. Классификация станков
Для обозначения специализированных и специальных станковкаждому станкостроительному заводу присвоен индекс из двух букв.
Например: ВШ – Воронежский шлифовальный;
ЕЗ – Егорьевский завод;
МК – Москва, завод Красный пролетарий;
ГФ – Горьковский фрезерный;
ОФ – Одесский фрезерный.
Цифры после букв указывают на порядковый номер выпускаемого
изделия: ЕЗ – 9 (Егорьевский завод, станок для нарезания зубчатых
реек).
17. Классификация станков по точности
Класс Н – станки нормальной точности,Класс П – станки повышенной точности,
Класс В – станки высокой точности,
Класс А – станки особо высокой точности,
Класс С – станки сверх высокой точности (мастер станка).
Станки класса Н обеспечивают обработку деталей по 7-8
квалитетам точности. Класса П в 1,25 раза выше, класса В в 1,252
раза выше и т.д.
18. Классификация станков по массе
Легкие – до 1 т.,Средние – до 10 т,
Тяжелые – свыше 10 т,
крупные – от 10 до 30 т.,
собственно тяжелые – от 30 до 100 т,
особо тяжелые – свыше 100 т.
19. Классификация станков по степени универсальности
Универсальные – предназначены для изготовления деталейширокой номенклатуры с большой разницей в размерах.
Специализированные – предназначены для изготовления
однотипных деталей (корпусные детали, ступенчатые валы и т.д.)
сходных по форме, но различных по размеру.
Специальные – предназначены для изготовления одной
определенной детали или детали одной формы с небольшой
разницей в размерах.
20. Классификация станков по степени автоматизации
Станки металлорежущие, модули станочныеСпециальные
Одноцелевые
Многоцелевые
Специализированные
Одноцелевые
Многоцелевые
Универсальные
Одноцелевые Многоцелевые
Модули станочные, автоматически
переналаживающиеся
Модули станочные
адаптивные
Модули станочные
автоматические
Станки
полуавтоматические
Станки
автоматизированные
Станки
неавтоматизированные
21.
Одноцелевой – станок предназначенный для выполнения одного видаобработки резанием (точение, сверление и т.д.)
Многоцелевой - станок предназначенный для выполнения нескольких
различных видов обработки резанием.
Неавтоматизированный – МРС с ручным воздействием на органы
управления приводами механизмов.
Автоматизированный – МРС с ручным управлением, в котором
автоматизированы отдельные элементы рабочего цикла.
Полуавтомат – МРС, оснащенный устройством управления и
осуществляющий однократный автоматический рабочий цикл в
интервале между ручными загрузкой заготовки и разгрузкой готовой
детали.
22.
Модуль станочный автоматический – МРС оснащенный устройствамиуправления и автоматической смены обрабатываемых изделий
(накопителем пристаночным, автооператором или промышленным
роботом) , осуществляющий многократные автоматические рабочие
циклы, предназначенный для автономной работы и имеющий
возможность встраивания в станочную систему.
Модуль станочный адаптивный – модуль станочный автоматический,
обеспечивающий автоматический контроль и подналадку процесса
обработки, а также контроль и коррекцию качества обрабатываемых
изделий.
Модуль станочный автоматически переналаживающийся – модуль
станочный адаптивный обеспечивающий автоматизированный или
автоматический переход на обработку изделия другого типоразмера или
наименования.