







 Промышленность
ПромышленностьПохожие презентации:







")


Исследование процесса шлифования кругом, импрегнированным твердой смазкой с добавлением газобообразующего соединения
1.
Выпускная квалификационная работамагистра на тему:
«Исследование процесса шлифования
кругом, импрегнированным твердой смазкой
с добавлением газобообразующего
соединения»
Студент группы ВТО-2 Бордаков Н.Р.
Научный руководитель д.т.н., профессор Носенко В.А.
2.
Актуальность, цель и задачиисследования
Слайд 2
Актуальность работы:
В настоящее время большое внимание уделяется изысканию путей процесса
шлифования для снижения издержек и повышения эффективности абразивной
обработки. Актуальность и перспективность применения импрегнирования для
повышения комплекса параметров стойкость абразивного инструмента,
производительность съема материала детали, точность достигаемых в процессе
обработки деталей размеров не вызывает сомнений.
Цель данной работы:
Исследование процесса шлифования кругом, импрегнированным смазкой с
добавлением газообразующего соединения.
Задачи данной работы:
- исследование возможных составов для импрегнирования при шлифовании;
- исследование методов оценки свойств шлифовальных кругов;
- исследование и анализ процессов при шлифовании стали при импрегнировании
смазок газообразующими соединениями;
- анализ результатов эксплуатационных испытаний;
- разработка рекомендаций по применению газообразующих соединений при
шлифовании.
..
3.
Слайд 3Задачи исследования
- Исследование составов для
импрегнирования при шлифовании
- Исследование и анализ процессов при
шлифования стали при
импрегнировании смазок
газообразующими соединениями
-Разработка рекомендаций по
применению газообразующих
соединений
4.
Объекты для проведенияисследований
Слайд 4
• В качестве исследуемого материала использовали сталь
ШХ15 ГОСТ 801 с твердостью HRC 60 – 62
• Типоразмер и характеристика базового абразивного
инструмента – 1 200×20×76 64С F80 K 7 V и 1 200×20×76
25А F80 K 7 V.
• Для сравнения, шлифование осуществляли стандартным и
импрегнированным
абразивным
инструментом
с
применением ТСМ (ГХК и ГХК+MoS2)
5.
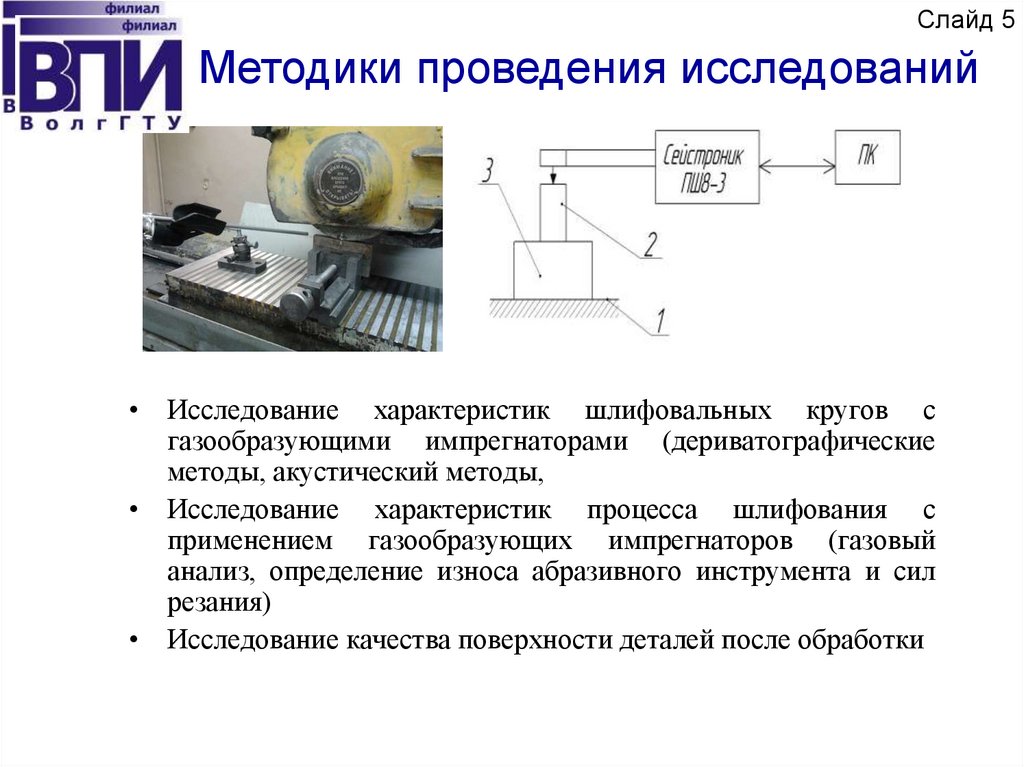
Слайд 5Методики проведения исследований
• Исследование характеристик шлифовальных кругов с
газообразующими импрегнаторами (дериватографические
методы, акустический методы,
• Исследование характеристик процесса шлифования с
применением газообразующих импрегнаторов (газовый
анализ, определение износа абразивного инструмента и сил
резания)
• Исследование качества поверхности деталей после обработки
6. Оборудование и приборы
Слайд 6Оборудование и приборы
Дериватограф Паулик-Эрдеи «МОМ»
Газоанализатор ГАНК-4
Прибор "Звук-110М"
Универсальный динамометр УДМ–100
Модуль АЦП/ЦАП Е14-440
усилитель тензометрический УТ4-1;
Персональный компьютер с программами
Профилограф-профилометра «СЕЙТРОНИК ПШ8-4
С.С.»
• Электронный микроскоп Versa3D LoVac
7. Термографические исследования
гексахлорпараксилолгексахлорпараксилола
с порошком металла
Слайд 7
8. Исследование массы инструмента
Прирост массы импрегнированногосегмента в зависимости от концентрации
MoS2
Слайд 8
9. Средние значения составляющих силы резания
на подаче 0,005 мм/хна подаче 0,010 мм/х
на подаче 0,015 мм/х
Слайд 9
10. Шероховатость обработанной поверхности Ra
Слайд 10Шероховатость
обработанной поверхности Ra
на подаче 0,005 мм/х
на подаче 0,010 мм/х
на подаче 0,015 мм/х
11.
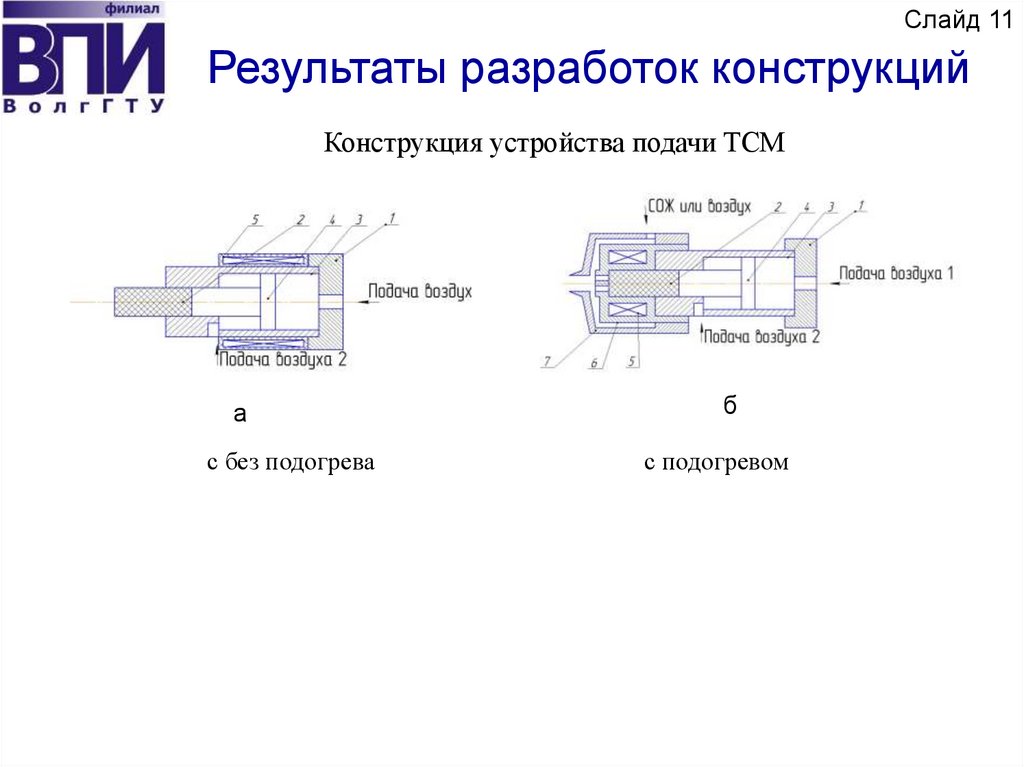
Слайд 11Результаты разработок конструкций
Конструкция устройства подачи ТСМ
а
а
а
с без подогрева
б
с подогревом
12.
Слайд 12Результаты исследований
Способ смазки (б), контроля и управления подачи ТСМ(а)
13.
Влияние импрегнированного Слайд 13абразивного инструмента на качество
поверхности
При обработки импрегнированием с халькогеносодержащими соединениями:
- радиальная составляющая силы Py снижается в среднем на 20-30 %,
- шероховатость поверхности уменьшается на 24%.
- коэффициент шлифования возрастает на 30 % по сравнению с обычным
абразивным инструментом.
Предлагается в перспективе метод импрегнирования:
нанесение на рабочую поверхность круга в процессе шлифования
Суть метода: управляемая подача в брусках на станке
твердого смазочного материала с контролем температуры
поверхности обрабатываемой детали при шлифовании.
14.
Слайд 14Предлагаемы разработки
15.
Слайд 15Предлагаемые алгоритмы
16.
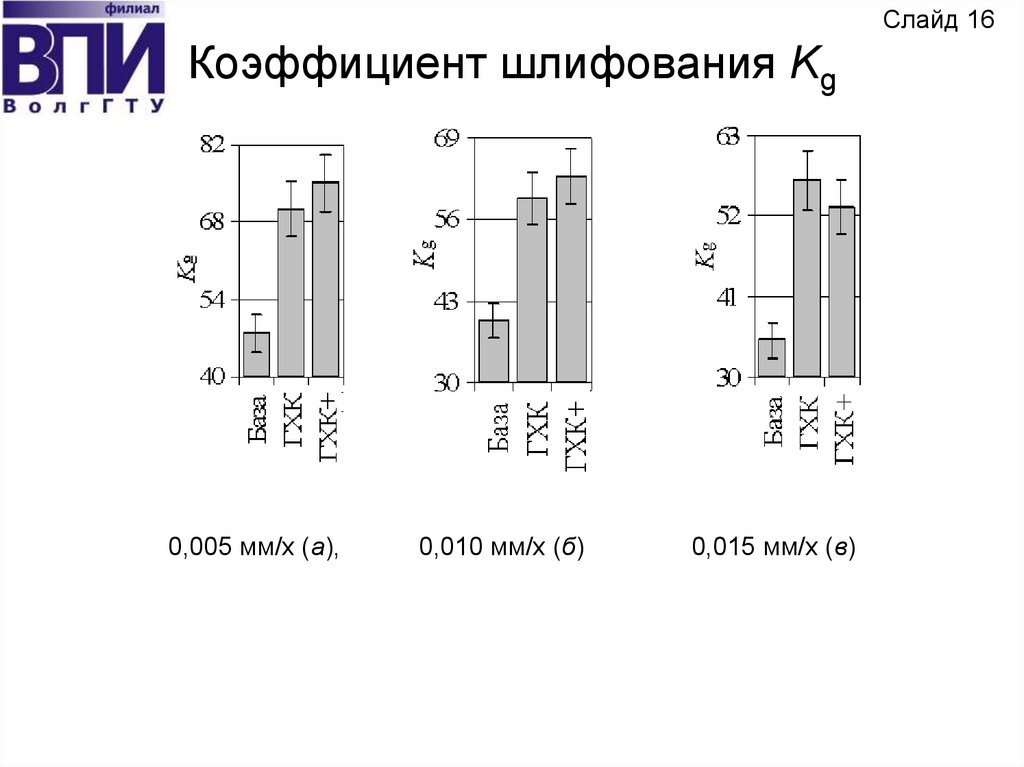
Слайд 16Коэффициент шлифования Kg
0,005 мм/х (а),
0,010 мм/х (б)
0,015 мм/х (в)
17.
ВыводыСлайд 17
• Установлена эффективность использования комплексного состава при
работе всухую и с охлаждением на малых подачах 0,005 мм/ход.
Использование комплексного импрегнатора, содержащего ГХК и
MoS2, на опрациях шлифования улучшает качество обработанной
поверхности до 49% относительно базового инструмента и уменьшить
износ круга.
• Применение инструмента, импрегнированного ГХК при шлифовании
колец подшипников по сравнению с обычным инструментом
обеспечивает увеличение ресурса круга в 1,9 раза, снижение среднего
значения непостоянства диаметра колец в 1,7 раза, конусообразности
– в 2,6 раза, шероховатости обработанной поверхности (Ra) – в 1,2
раза
• Предлагаются рекомендации по дальнейшим разработкам в
применении ГХК.
18.
Слайд 18Апробация работы
Статьи, опубликованные в изданиях, рекомендованных ВАК
Публикации в других изданиях
• Бордаков Н.Р. ИССЛЕДОВАНИЕ ПРОЦЕССОВ ШЛИФОВАНИЯ И СПОСОБ
ПОДАЧИ СМАЗКИ // Студенческий вестник: электрон. научн. журн. 2024. №
20(306). URL: https://studvestnik.ru/journal/stud/herald/306 (дата обращения:
30.05.2024).
• Бордаков Н.Р. О СПОСОБЕ АВТОМАТИЗАЦИИ ПОДАЧИ СМАЗОЧНЫХ
МАТЕРИАЛОВ ПРИ ШЛИФОВАНИИ / .. Бордаков, .. Исаева // Молодой
исследователь: вызовы и перспективы: сб. ст. по материалам CCCLX
Международной научно-практической конференции «Молодой исследователь:
вызовы и перспективы». – № 22(360). – М., Изд. «Интернаука», 2024.
.