

 Промышленность
ПромышленностьПохожие презентации:










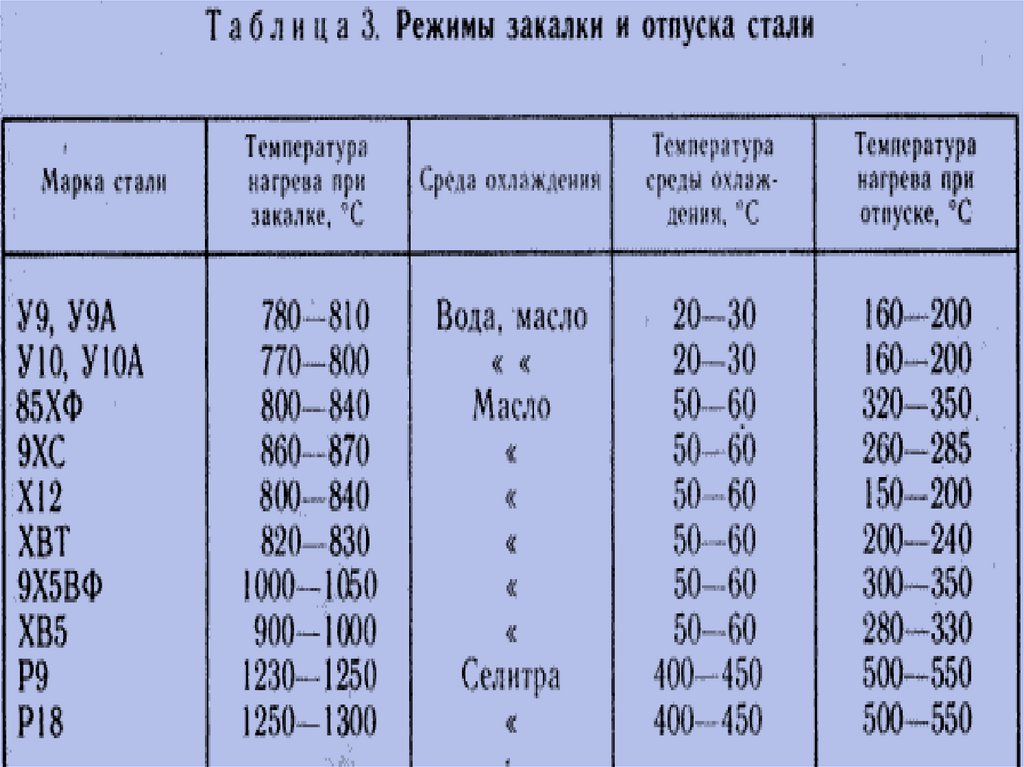
Закалка стали. Технологические режимы термообработки
1.
2.
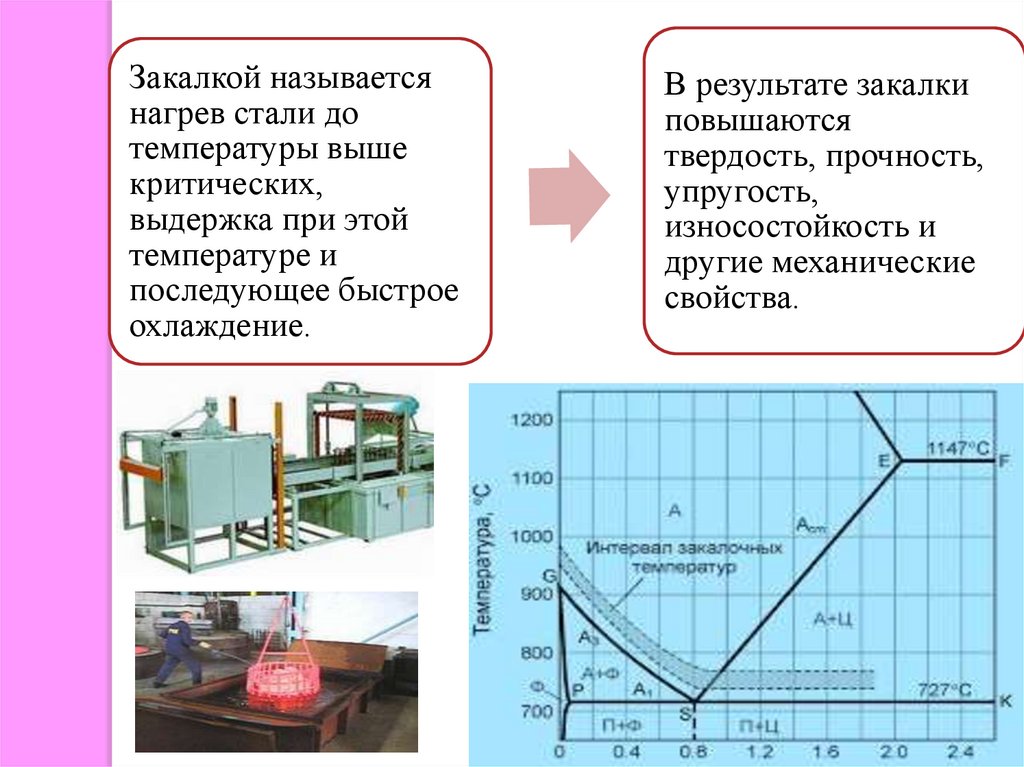
Закалкой называетсянагрев стали до
температуры выше
критических,
выдержка при этой
температуре и
последующее быстрое
охлаждение.
В результате закалки
повышаются
твердость, прочность,
упругость,
износостойкость и
другие механические
свойства.
3.
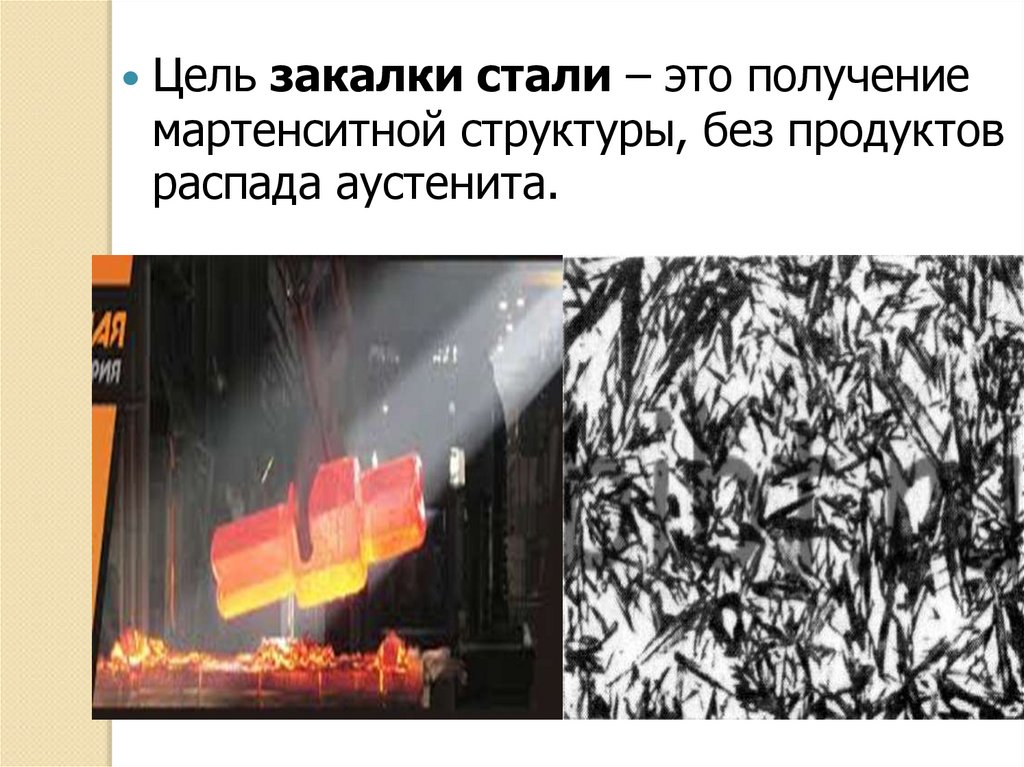
Цель закалки стали – это получениемартенситной структуры, без продуктов
распада аустенита.
4.
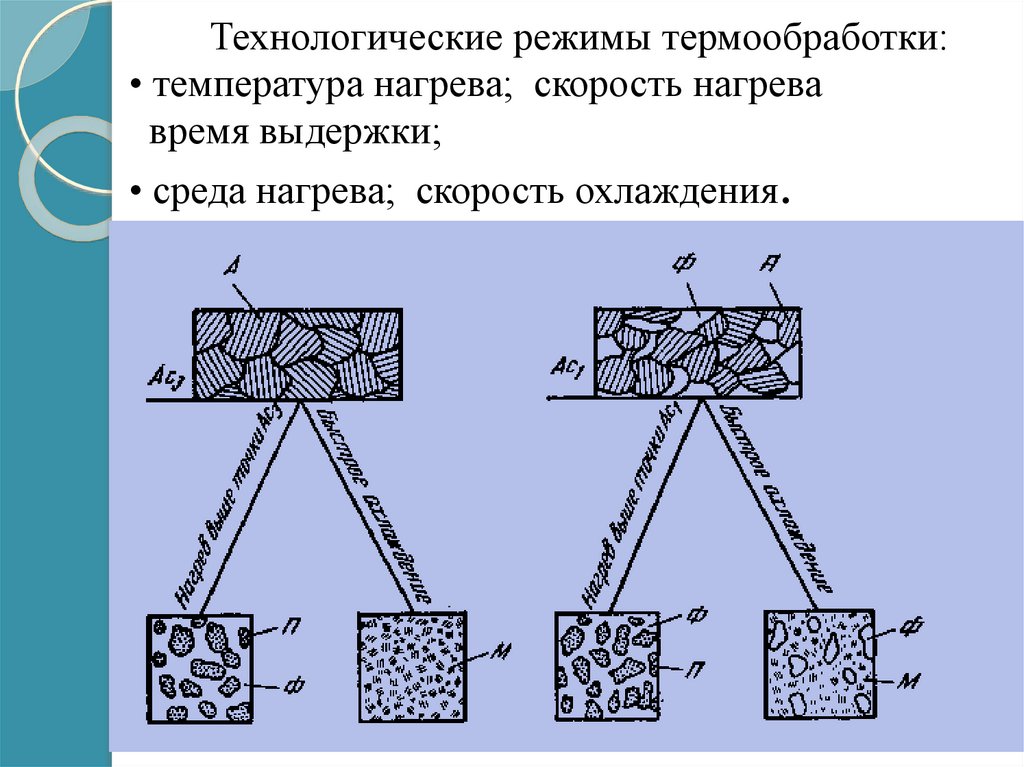
Технологические режимы термообработки:• температура нагрева; скорость нагрева
время выдержки;
• среда нагрева; скорость охлаждения.
5.
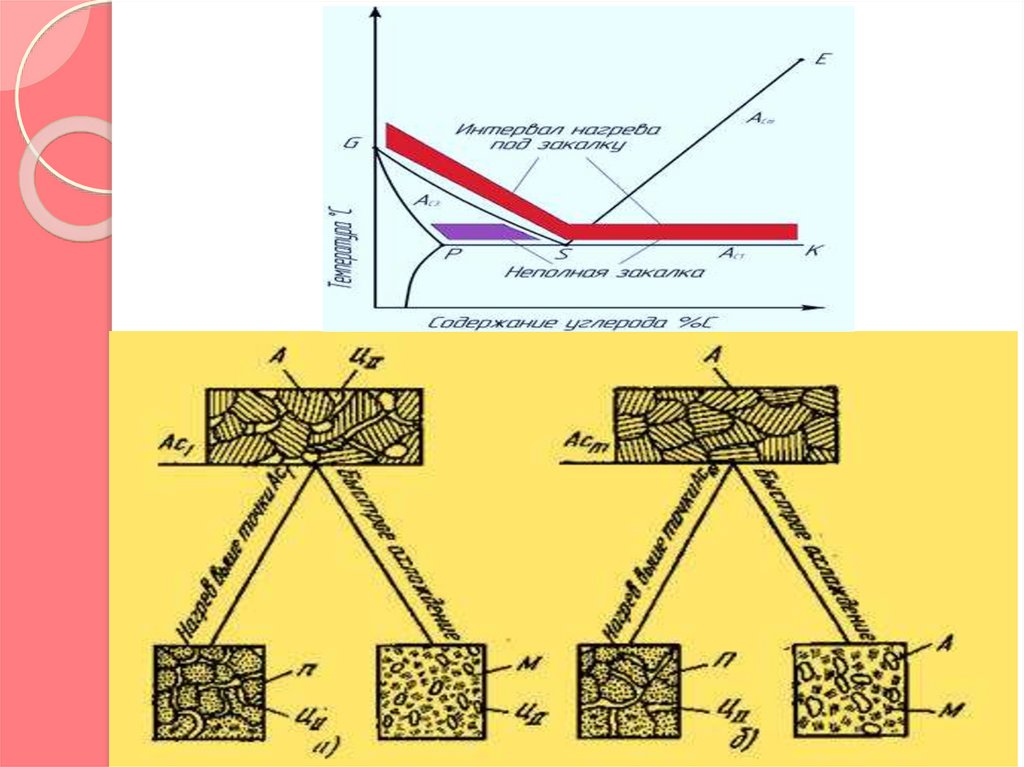
В зависимости от условийнагрева различают
полную и неполную
закалку стали.
При полной закалке сталь
полностью переводится в
аустенитное состояние.
При неполной закалке в
структуре могут сохраняться
не растворившиеся при
нагреве феррит, цементит и
другие карбиды.
6.
7.
Время нагрева зависит от сечения деталей изаготовок, конструкции и мощности
нагревательных устройств
8.
После нагрева деталей дозаданной температуры
осуществляется выдержка до
полного фазового
превращения и прогрева по
всему сечению
9.
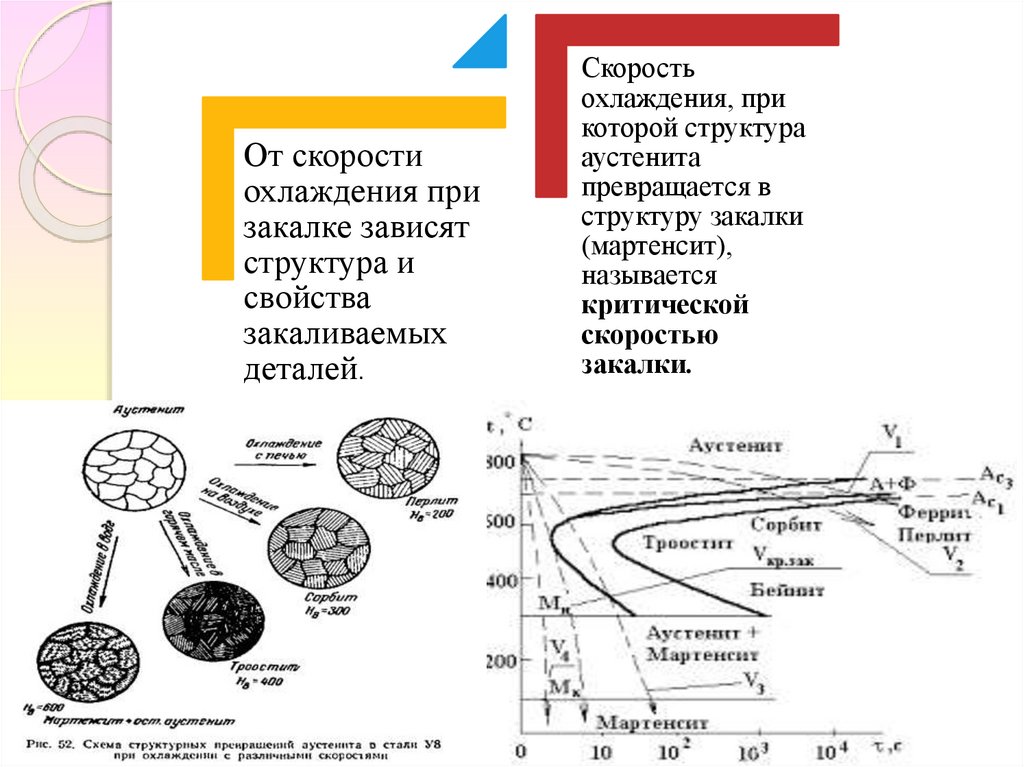
От скоростиохлаждения при
закалке зависят
структура и
свойства
закаливаемых
деталей.
Скорость
охлаждения, при
которой структура
аустенита
превращается в
структуру закалки
(мартенсит),
называется
критической
скоростью
закалки.
10.
В качестве закалочных средприменяются следующие
растворы и жидкости:
вода, водный раствор
поваренной соли, масло,
воздух, минералы и другие
материалы.
11.
По силе действияохладители
подразделяются на
следующие
группы:
• слабые —
струя воздуха,
расплавленные
соли, горячая и
мыльная вода;
• умеренные —
веретенное масло,
трансформаторное
масло, расплавленные
соляные ванны с 1 %
воды;
12.
• среднедействующие — растворы вхолодной воде извести, глицерина и
жидкого стекла;
• сильные — чистая холодная вода,
поваренная соль в растворе холодной
воды, дистиллированная вода
13.
Скорость охлаждениятакже зависит от
способа охлаждения
(погружения)
закаливаемой детали. В
этом случае при
погружении
закаливаемой детали в
воду или масло
различают три стадии
охлаждения:
14.
• возникновение паровой рубашки,препятствующей дальнейшей отдаче
теплоты (пленочное кипение);
• разрушение паровой рубашки и
увеличение скорости охлаждения
(пузырьковое кипение);
• конвекция охлаждающей жидкости,
которая проходит при температуре
ниже температуры кипения.
15.
Тот или иной вид охлаждающейсреды выбирается в зависимости
от технологической
целесообразности, химического
состава металла детали,
требуемых физикомеханических свойств.
16.
Вода и ее растворы являютсяболее сильными охладителями.
При этом вода имеет
существенные недостатки. При
повышении температуры воды в
процессе закалки ее
охлаждающая способность
резко падает.
17.
В зависимости от условий охлажденияразличают закалку:
в одном охладителе
в двух средах
изотермическую
ступенчатую и др.
18.
• Закалка в одной средеНагретое изделие опускают в охлаждающую среду,
где оно остается до полного остывания
Это самый простой по исполнению метод закалки,
но его можно применять только для сталей с
небольшим (до 0,8%) содержанием углерода либо
для деталей простой формы.
Детали сложной формы могут покоробиться или
даже получить трещины
19.
Ступенчатая закалкаизделие охлаждают до 250-300С в соляном растворе с выдержкой 2-3
минуты для снятия термических напряжений, а затем завершают
охлаждение на воздухе.
это позволяет не допускать появления трещин или
коробления деталей.
20.
Закалка в двух средахНачинается быстрым охлаждением в воде и
завершается медленным — в масле.
Обычно такую закалку используют для
изделий из инструментальных сталей.
Основная сложность заключается в расчете
времени охлаждения в первой среде.
21.
При изотермической закалке стали ей даётсятак называемая изотермическая выдержка,
при которой происходит превращение
аустенита в др. структуры (перлит, бейнит).
22.
• Закалку легированной стали производят вминеральных маслах.
• Главное преимущество масляных ванн
заключается в том, что скорость охлаждения не
зависит от температуры масла: при температуре
20 градусов и 150 градусов изделие будет
охлаждаться с одинаковой скоростью.