

 Промышленность
ПромышленностьПохожие презентации:










Серийное производство полированного вала методом гибридного производства
1.
Министерство образования и науки Хабаровского краяКраевое государственное автономное профессиональное
образовательное учреждение «Губернаторский авиастроительный колледж
г. Комсомольский-на-Амуре (Межрегиональный центр компетенций)»
ДИПЛОМНЫЙ ПРОЕКТ
ТЕМА: Серийное производство полированного вала методом гибридного
производства
Подготовил: Медведев М. В. студент группы АТ-20
Руководитель: Носкова Е. Д.
2.
Объект исследования: Производство литейных заготовокдля отливок из металла.
Предмет исследования: Применение аддитивных технологий в литейном производстве.
Целью данного исследования является изучение особенностей и преимуществ гибридного
производства полированного вала.
Для достижения цели определены следующие задачи:
1) изучение принципов работы гибридного производства в целях оптимизации процесса
полировки валов.
2) определение основных факторов, влияющих на качество полированного вала при использовании
гибридного производства.
3) анализ существующих методов контроля качества при гибридном производстве полированного
вала.
4) определение возможных проблем и ограничений гибридного производства при изготовлении
полированных валов.
3.
Сфера примененияСфере применения производство валов: для
оборудования, инструментов, станков
4.
Изготовление деталейВыбор технологий изготовления деталей
СОЗДАНИЕ
МОДЕЛЕЙ
АДДИТИВНЫЕ
ТЕХНОЛОГИИ
(FDM)
ПОСТОБРАБОТКА
ОКОНЧАТЕЛЬНАЯ
СБОРКА
5.
Используемое программное обеспечениеДля слайсинга было выбрано отечественное программное
обеспечения для того, чтобы избежать ошибок с
оборудованием и избавиться от использования зарубежных
технологий. «Калашников», программа от производителей
оборудования.
КОМПАС-3D
6.
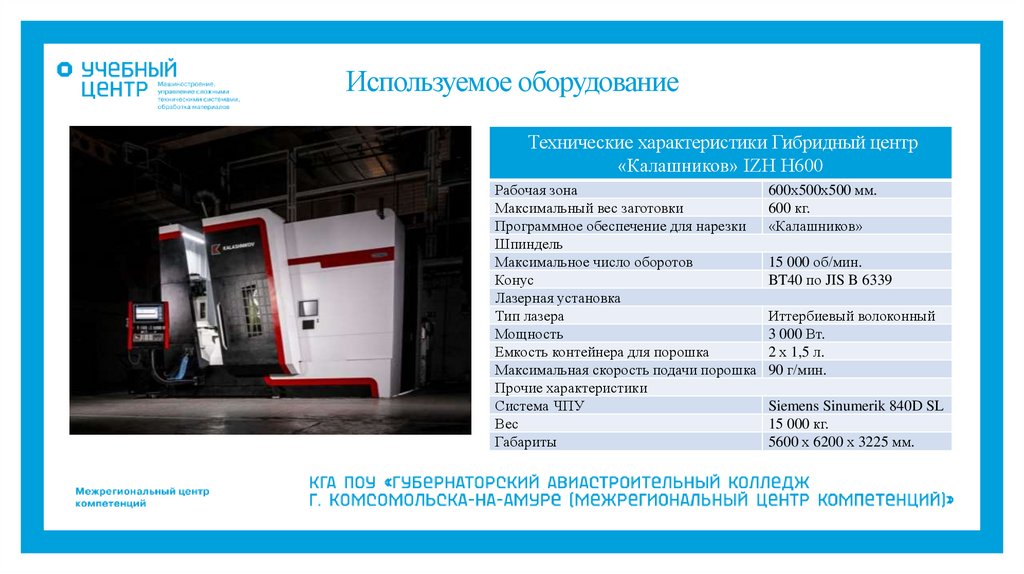
Используемое оборудованиеТехнические характеристики Гибридный центр
«Калашников» IZH H600
Рабочая зона
Максимальный вес заготовки
Программное обеспечение для нарезки
Шпиндель
Максимальное число оборотов
Конус
Лазерная установка
Тип лазера
Мощность
Емкость контейнера для порошка
Максимальная скорость подачи порошка
Прочие характеристики
Система ЧПУ
Вес
Габариты
600х500х500 мм.
600 кг.
«Калашников»
15 000 об/мин.
BT40 по JIS B 6339
Иттербиевый волоконный
3 000 Вт.
2 х 1,5 л.
90 г/мин.
Siemens Sinumerik 840D SL
15 000 кг.
5600 х 6200 х 3225 мм.
7.
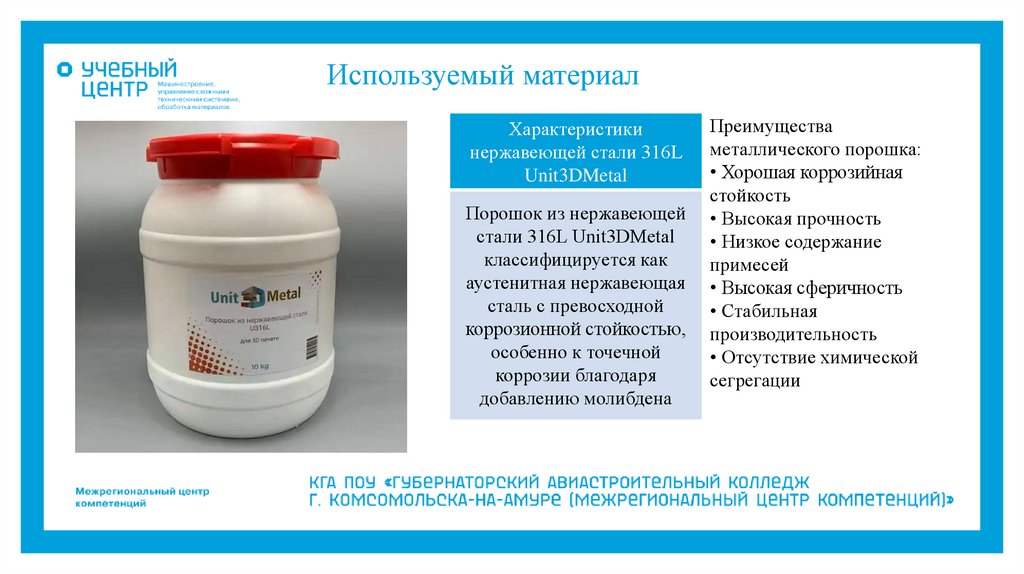
Используемый материалХарактеристики
нержавеющей стали 316L
Unit3DMetal
Порошок из нержавеющей
стали 316L Unit3DMetal
классифицируется как
аустенитная нержавеющая
сталь с превосходной
коррозионной стойкостью,
особенно к точечной
коррозии благодаря
добавлению молибдена
Преимущества
металлического порошка:
• Хорошая коррозийная
стойкость
• Высокая прочность
• Низкое содержание
примесей
• Высокая сферичность
• Стабильная
производительность
• Отсутствие химической
сегрегации
8.
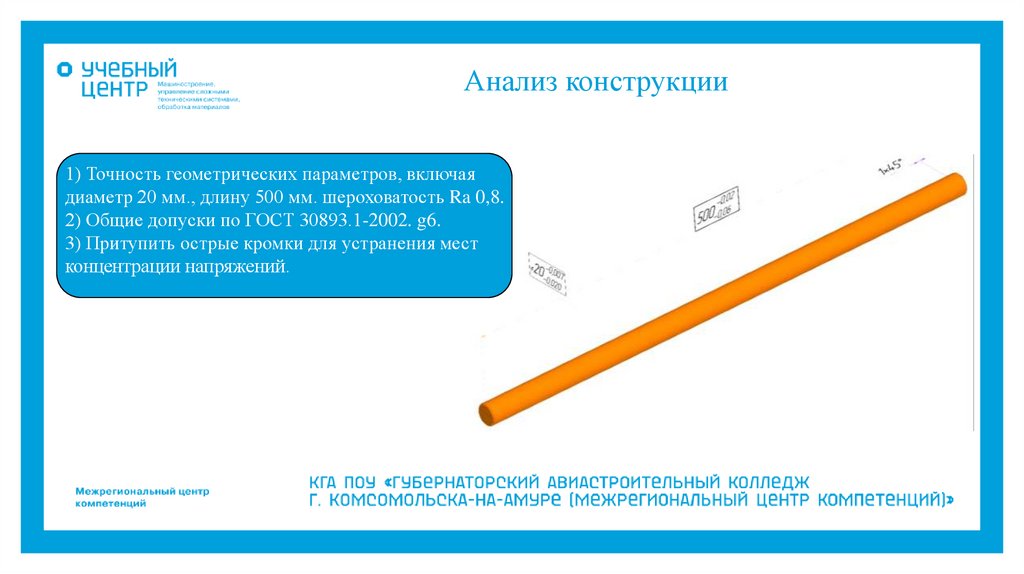
Анализ конструкции1) Точность геометрических параметров, включая
диаметр 20 мм., длину 500 мм. шероховатость Ra 0,8.
2) Общие допуски по ГОСТ 30893.1-2002. g6.
3) Притупить острые кромки для устранения мест
концентрации напряжений.
9.
Экономика и организация производства1. Расчет календарно-плановых нормативов участка формирования
изделия вала
2. Расчет основных технико-экономических показателей участка
формирования изделия
3. Определение текущих затрат на изготовление изделия
4. Определение экономической эффективности проектируемого
технологического процесса
10.
Техника безопасности11.
Промышленная безопасность12.
Министерство образования и науки Хабаровского краяКраевое государственное автономное профессиональное
образовательное учреждение «Губернаторский авиастроительный колледж
г. Комсомольский-на-Амуре (Межрегиональный центр компетенций)»
ДИПЛОМНЫЙ ПРОЕКТ
ТЕМА: Серийное производство полированного вала методом гибридного
производства
Подготовил: Медведев М. В. студент группы АТ-20
Руководитель: Носкова Е. Д.