


 Промышленность
ПромышленностьПохожие презентации:

")

")

")

")


Дизайн-проєктування серії жіночих жакетів
1.
СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТІМЕНІ ВОЛОДИМИРА ДАЛЯ
Сєрбулов Микита Олегович
ДИЗАЙН-ПРОЄКТУВАННЯ СЕРІЇ ЖІНОЧИХ ЖАКЕТІВ
Спеціальність 182 – технології легкої промисловості
Керівник:
кандидат технічних наук, доцент
Ріпка Галина Анатоліївна
Київ 2024
2.
2Мета роботи - розробка швейного потоку по
впровадженню сучасного, комфортного,
ергономічного, верхнього жіночого одягу
Практична цінність полягає в технологічній
розробці серії жіночих жакетів з метою
виготовлення їх в умовах серійного
виробництва
3.
3МОДЕЛІ-ПРОПОЗИЦІЇ
Модель А
Модель Б
Модель В
4.
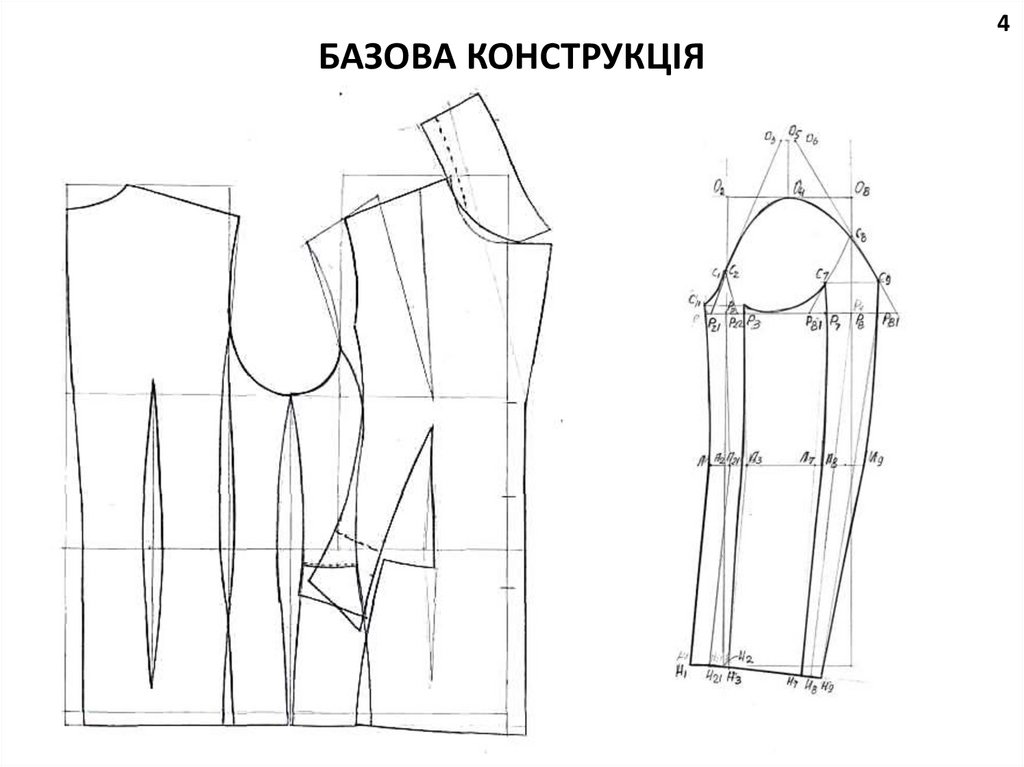
4БАЗОВА КОНСТРУКЦІЯ
5.
ткканини
Вид
тканин перепл
и
е-тення
густина ниток,
нний
текс
Число ниток на
10 см
склад,
%
основа
Ширина, см.
№
Вид
Сирови
г/м2
Назва
Артикул
Вид і лінійна
Поверхнева густина,
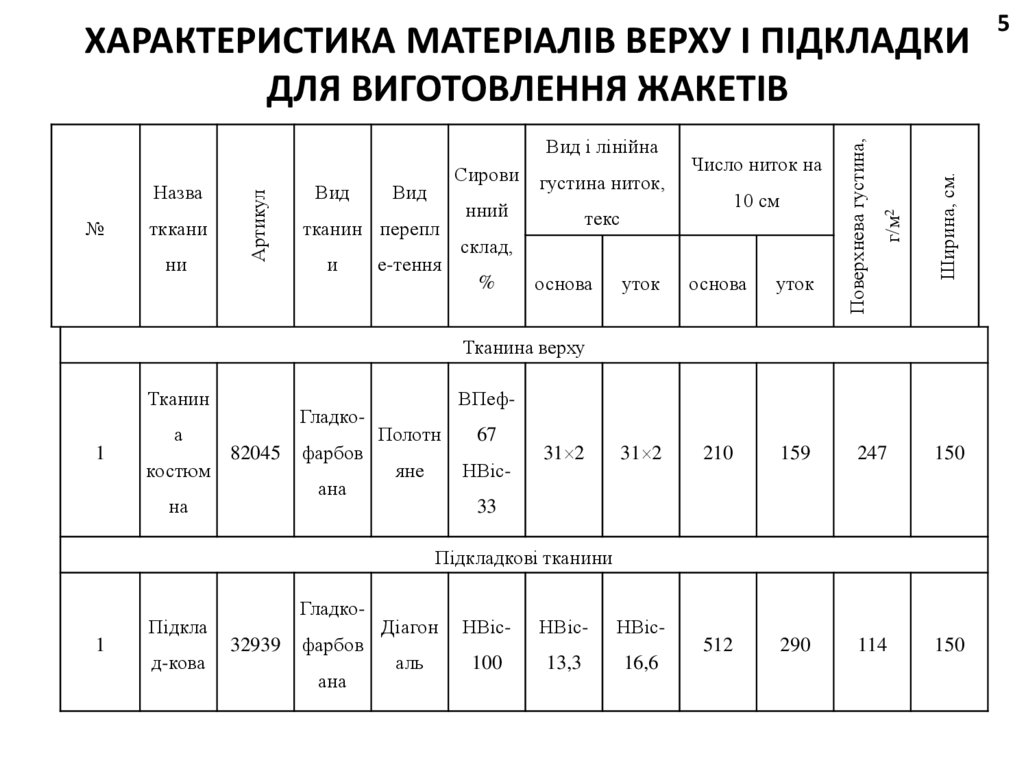
ХАРАКТЕРИСТИКА МАТЕРІАЛІВ ВЕРХУ І ПІДКЛАДКИ
ДЛЯ ВИГОТОВЛЕННЯ ЖАКЕТІВ
уток
основа
уток
31 2
210
159
247
150
512
290
114
150
Тканина верху
Тканин
1
а
костюм
Гладко82045
фарбов
ана
на
ВПефПолотн
67
яне
НВіс-
31 2
33
Підкладкові тканини
1
Підкла
д-кова
Гладко-
32939
фарбов
ана
Діагон
НВіс-
НВіс-
НВіс-
аль
100
13,3
16,6
5
6.
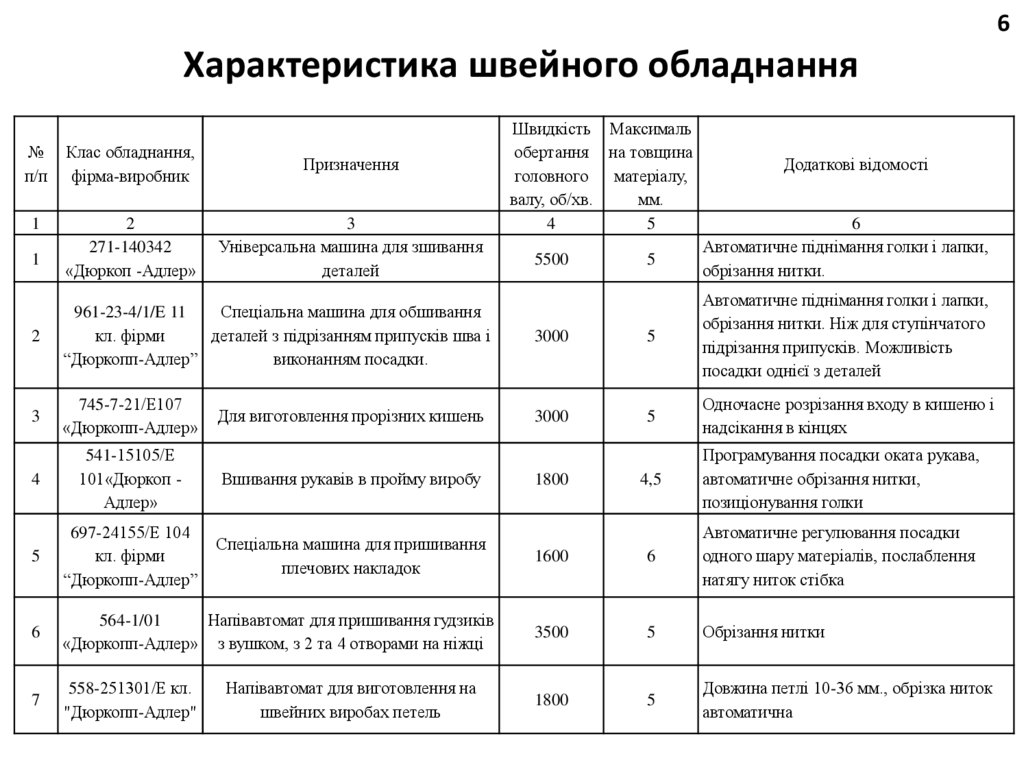
6Характеристика швейного обладнання
№
п/п
Клас обладнання,
фірма-виробник
Призначення
1
2
271-140342
«Дюркоп -Адлер»
3
Універсальна машина для зшивання
деталей
1
Швидкість Максималь
обертання на товщина
головного
матеріалу,
валу, об/хв.
мм.
4
5
5500
5
Додаткові відомості
6
Автоматичне піднімання голки і лапки,
обрізання нитки.
2
961-23-4/1/E 11
Спеціальна машина для обшивання
кл. фірми
деталей з підрізанням припусків шва і
“Дюркопп-Адлер”
виконанням посадки.
3000
5
Автоматичне піднімання голки і лапки,
обрізання нитки. Ніж для ступінчатого
підрізання припусків. Можливість
посадки однієї з деталей
3
745-7-21/Е107
«Дюркопп-Адлер»
3000
5
Одночасне розрізання входу в кишеню і
надсікання в кінцях
4
541-15105/Е
101«Дюркоп Адлер»
Вшивання рукавів в пройму виробу
4,5
Програмування посадки оката рукава,
автоматичне обрізання нитки,
позиціонування голки
5
697-24155/Е 104
кл. фірми
“Дюркопп-Адлер”
Спеціальна машина для пришивання
плечових накладок
1600
6
Автоматичне регулювання посадки
одного шару матеріалів, послаблення
натягу ниток стібка
6
564-1/01
Напівавтомат для пришивання гудзиків
«Дюркопп-Адлер» з вушком, з 2 та 4 отворами на ніжці
3500
5
Обрізання нитки
7
558-251301/Е кл.
"Дюркопп-Адлер"
1800
5
Довжина петлі 10-36 мм., обрізка ниток
автоматична
Для виготовлення прорізних кишень
Напівавтомат для виготовлення на
швейних виробах петель
1800
7.
7Агрегатна
1
ПАЗ
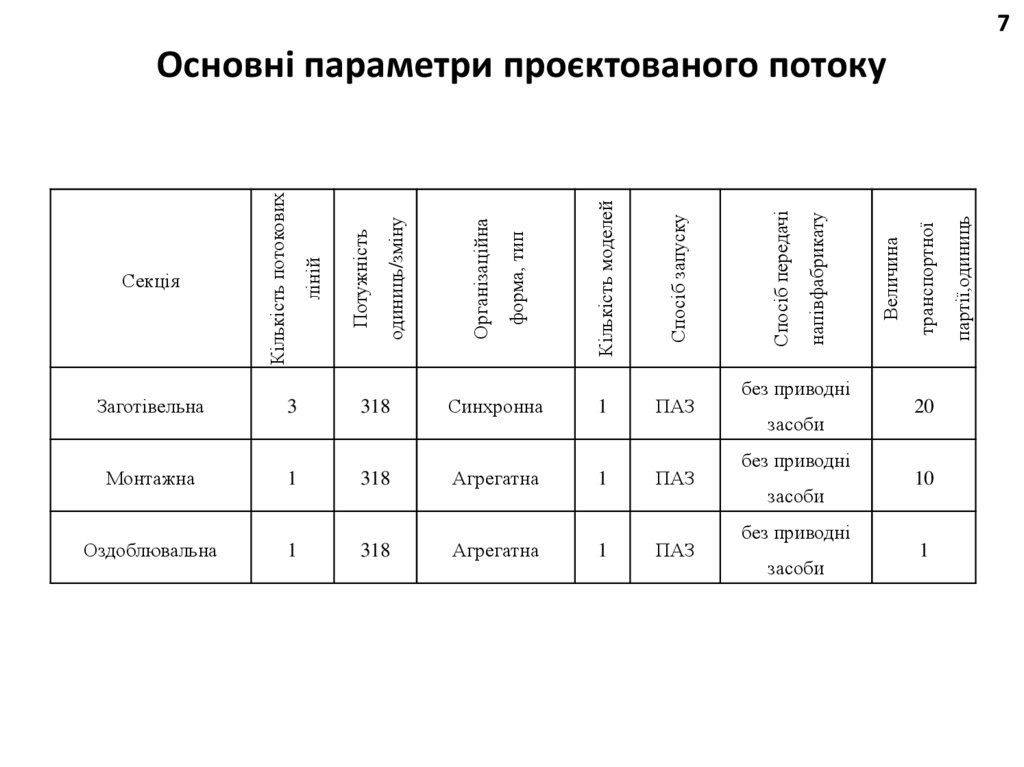
Оздоблювальна
1
318
Агрегатна
1
ПАЗ
без приводні
засоби
без приводні
засоби
20
10
1
партії,одиниць
318
засоби
транспортної
1
без приводні
Величина
Монтажна
напівфабрикату
ПАЗ
Спосіб передачі
Спосіб запуску
1
форма, тип
Синхронна
Організаційна
318
одиниць/зміну
3
Потужність
Заготівельна
Секція
ліній
Кількість моделей
Кількість потокових
Основні параметри проєктованого потоку
8.
ГРАФ ПРОЦЕСУ ВИГОТОВЛЕННЯ ЖАКЕТУ9.
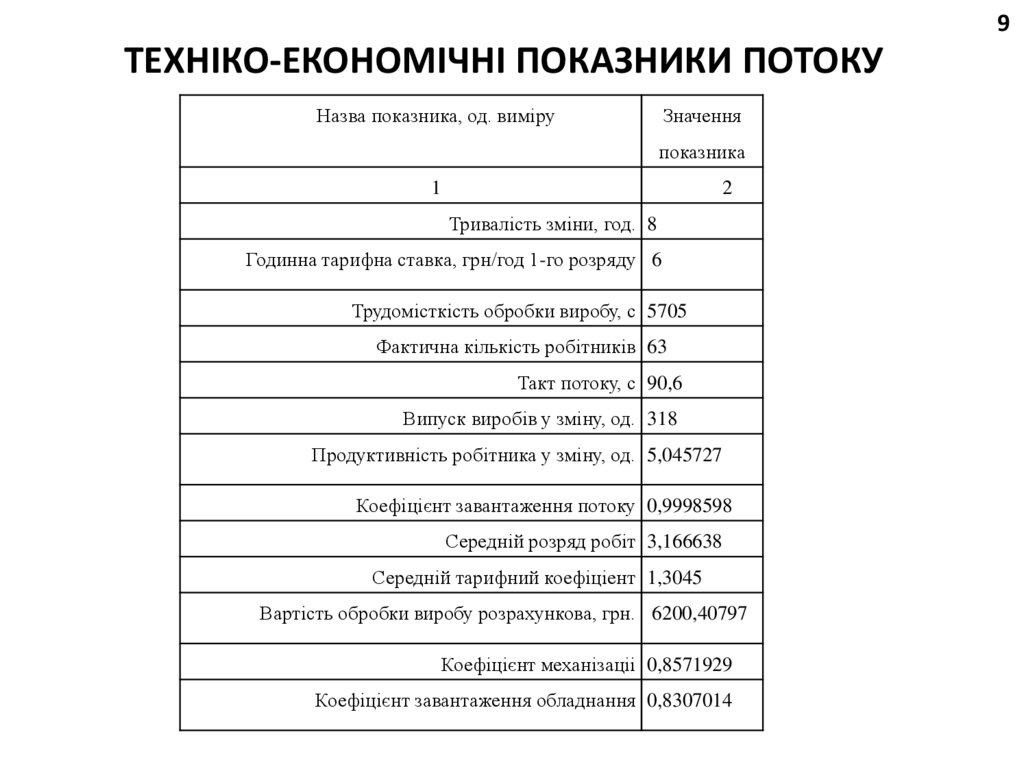
9ТЕХНІКО-ЕКОНОМІЧНІ ПОКАЗНИКИ ПОТОКУ
Назва показника, од. виміру
Значення
показника
1
2
Тривалiсть змiни, год. 8
Годинна тарифна ставка, грн/год 1-го розряду 6
Трудомiсткiсть обробки виробу, с 5705
Фактична кiлькiсть робiтникiв 63
Такт потоку, с 90,6
Випуск виробiв у змiну, од. 318
Продуктивнiсть робiтника у змiну, од. 5,045727
Коефiцiєнт завантаження потоку 0,9998598
Середнiй розряд робiт 3,166638
Середнiй тарифний коефiцiент 1,3045
Вартiсть обробки виробу розрахункова, грн. 6200,40797
Коефiцiєнт механiзацii 0,8571929
Коефiцiєнт завантаження обладнання 0,8307014
10.
10ПЛАН РОЗМІЩЕННЯ РОБОЧИХ МІСЦЬ
11.
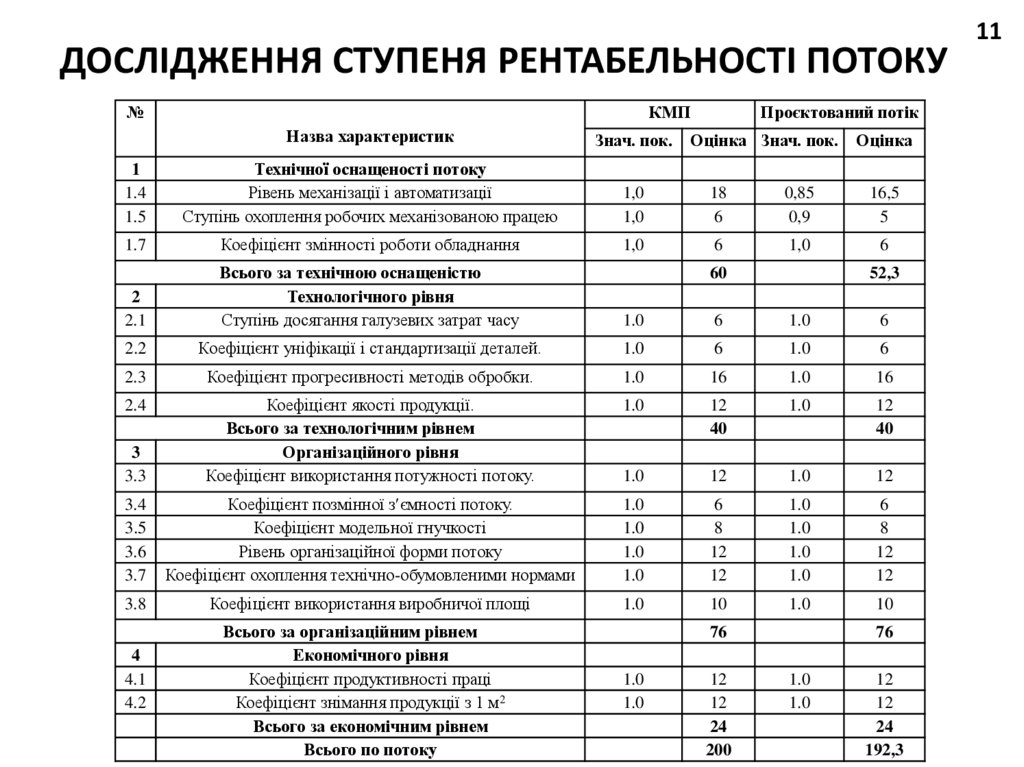
ДОСЛІДЖЕННЯ СТУПЕНЯ РЕНТАБЕЛЬНОСТІ ПОТОКУ№
КМП
Проєктований потік
Назва характеристик
Знач. пок.
1
1.4
1.5
Технічної оснащеності потоку
Рівень механізації і автоматизації
Ступінь охоплення робочих механізованою працею
1,0
1,0
18
6
0,85
0,9
16,5
5
1.7
Коефіцієнт змінності роботи обладнання
1,0
6
1,0
6
2
2.1
Всього за технічною оснащеністю
Технологічного рівня
Ступінь досягання галузевих затрат часу
1.0
6
1.0
6
2.2
Коефіцієнт уніфікації і стандартизації деталей.
1.0
6
1.0
6
2.3
Коефіцієнт прогресивності методів обробки.
1.0
16
1.0
16
2.4
1.0
12
40
1.0
12
40
3
3.3
Коефіцієнт якості продукції.
Всього за технологічним рівнем
Організаційного рівня
Коефіцієнт використання потужності потоку.
1.0
12
1.0
12
3.4
3.5
3.6
3.7
Коефіцієнт позмінної з ємності потоку.
Коефіцієнт модельної гнучкості
Рівень організаційної форми потоку
Коефіцієнт охоплення технічно-обумовленими нормами
1.0
1.0
1.0
1.0
6
8
12
12
1.0
1.0
1.0
1.0
6
8
12
12
3.8
Коефіцієнт використання виробничої площі
1.0
10
1.0
10
4
4.1
4.2
Всього за організаційним рівнем
Економічного рівня
Коефіцієнт продуктивності праці
Коефіцієнт знімання продукції з 1 м2
Всього за економічним рівнем
Всього по потоку
Оцінка Знач. пок.
60
52,3
76
1.0
1.0
12
12
24
200
Оцінка
76
1.0
1.0
12
12
24
192,3
11
12.
ЗАГАЛЬНІ ВИСНОВКИ12
1. Для впровадження у виробництво запропоновані моделі жіночих жакетів повсякденного призначення.
2. В якості матеріалу верху для жакетів рекомендовано тканини костюмного призначення різного
сировинного складу і переплетення, поверхневою густиною 210-280 г/м2. Для підкладки жакетів рекомендовано
гладкофарбовані тканини поверхневою густиною 114 г/м2, в тон кольору тканини верху. В якості матеріалу для
прокладок рекомендовано неткані полотна з регулярним клейовим точковим покриттям. Нитки для з’єднання
деталей – поліестерові, фурнітура – пластмасові ґудзики.
3. Спроєктовано секційний потік, середньої потужності з кількістю робітників 63 і випуском 318 од./зм.
Потік з вільним ритмом роботи, агрегатно-груповою формою організації, має заготівельну, монтажну і
оздоблювальну секції. Потік багатомодельний, з централізованим послідовно-асортиментним пачковим способом
запуску. Середній такт потоку складає 90,6 с. Основний вид транспортних засобів, що використовують для
операційної передачі деталей, напівфабрикатів і готових виробів: столи, візки-стелажі, візки–кронштейни і
пристрої для фіксації пачок деталей.
4. Аналіз організаційно-технологічної схеми процесу виконаний з метою оцінки організаційно-технічних
рішень: коефіцієнт завантаження потоку в цілому складає 1,000. Відповідність часу виконання організаційних
операцій умовам узгодження перевірена за допомогою графіка синхронності і відповідних розрахунків. Всі
організаційні операції знаходяться в межах основної умови узгодження з врахуванням кратності операцій.
Дотримані умови спеціалізації операцій за видами робіт.
5. Монтажний графік потоку підтверджує відповідність структури технологічного потоку агрегатногруповій формі організації і дотримання технологічній послідовності виготовлення виробів.