







 Образование
ОбразованиеПохожие презентации:










Ключевая информация о проекте
1.
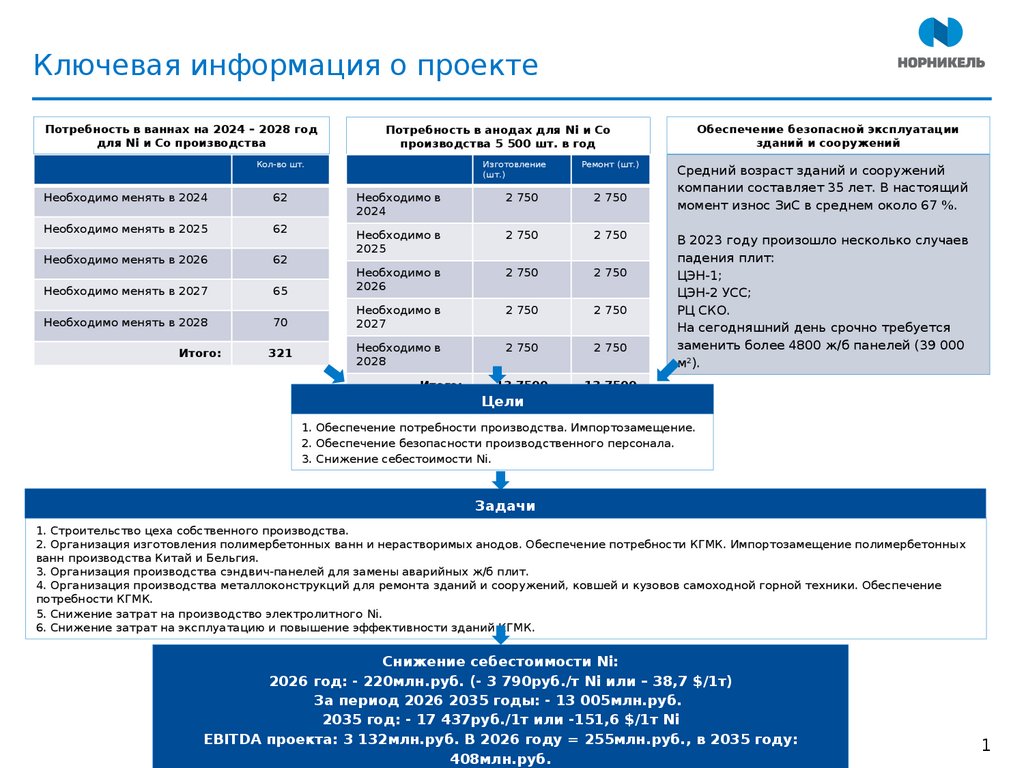
Ключевая информация о проектеПотребность в ваннах на 2024 – 2028 год
для Ni и Co производства
Кол-во шт.
Необходимо менять в 2024
62
Необходимо менять в 2025
62
Необходимо менять в 2026
62
Необходимо менять в 2027
Необходимо менять в 2028
Итого:
Обеспечение безопасной эксплуатации
зданий и сооружений
Потребность в анодах для Ni и Co
производства 5 500 шт. в год
Изготовление
(шт.)
Ремонт (шт.)
Необходимо в
2024
2 750
2 750
Необходимо в
2025
2 750
2 750
Необходимо в
2026
2 750
2 750
65
70
Необходимо в
2027
2 750
2 750
321
Необходимо в
2028
2 750
2 750
13 7500
13 7500
Итого:
Цели
Средний возраст зданий и сооружений
компании составляет 35 лет. В настоящий
момент износ ЗиС в среднем около 67 %.
В 2023 году произошло несколько случаев
падения плит:
ЦЭН-1;
ЦЭН-2 УСС;
РЦ СКО.
На сегодняшний день срочно требуется
заменить более 4800 ж/б панелей (39 000
м2).
1. Обеспечение потребности производства. Импортозамещение.
2. Обеспечение безопасности производственного персонала.
3. Снижение себестоимости Ni.
Задачи
1. Строительство цеха собственного производства.
2. Организация изготовления полимербетонных ванн и нерастворимых анодов. Обеспечение потребности КГМК. Импортозамещение полимербетонных
ванн производства Китай и Бельгия.
3. Организация производства сэндвич-панелей для замены аварийных ж/б плит.
4. Организация производства металлоконструкций для ремонта зданий и сооружений, ковшей и кузовов самоходной горной техники. Обеспечение
потребности КГМК.
5. Снижение затрат на производство электролитного Ni.
6. Снижение затрат на эксплуатацию и повышение эффективности зданий КГМК.
Снижение себестоимости Ni:
2026 год: - 220млн.руб. (- 3 790руб./т Ni или – 38,7 $/1т)
За период 2026 2035 годы: - 13 005млн.руб.
2035 год: - 17 437руб./1т или -151,6 $/1т Ni
EBITDA проекта: 3 132млн.руб. В 2026 году = 255млн.руб., в 2035 году:
408млн.руб.
1
2.
Основные Ком
Сэнд
Ванн Анод
Мета
ТЭП плек
вич
ы
ы
лл К
прое с
П
кта
Диск
онти
рова
нны
й
срок
окуп
аемо 3,8 4,2 3,7
3,9
сти
инве
стиц
ий
(DPB
P),
лет
IRR,
48% 45% 50%
44%
%
NPV,
млн.
3,6 20 - 0,9
долл 24,3
.
Стои
мост
ь
прое
кта
(ост
аток
фин
12
1
10
45
анси 111 287 351
рова
ния)
,
млн.
руб.
в
т.ч.:
Кап
итал
ьные 12
1
10
45
вло 111 287 351
жен
ия
Нека
пита
лизи
руем
ый
ОРЕ
Х
2,0
428
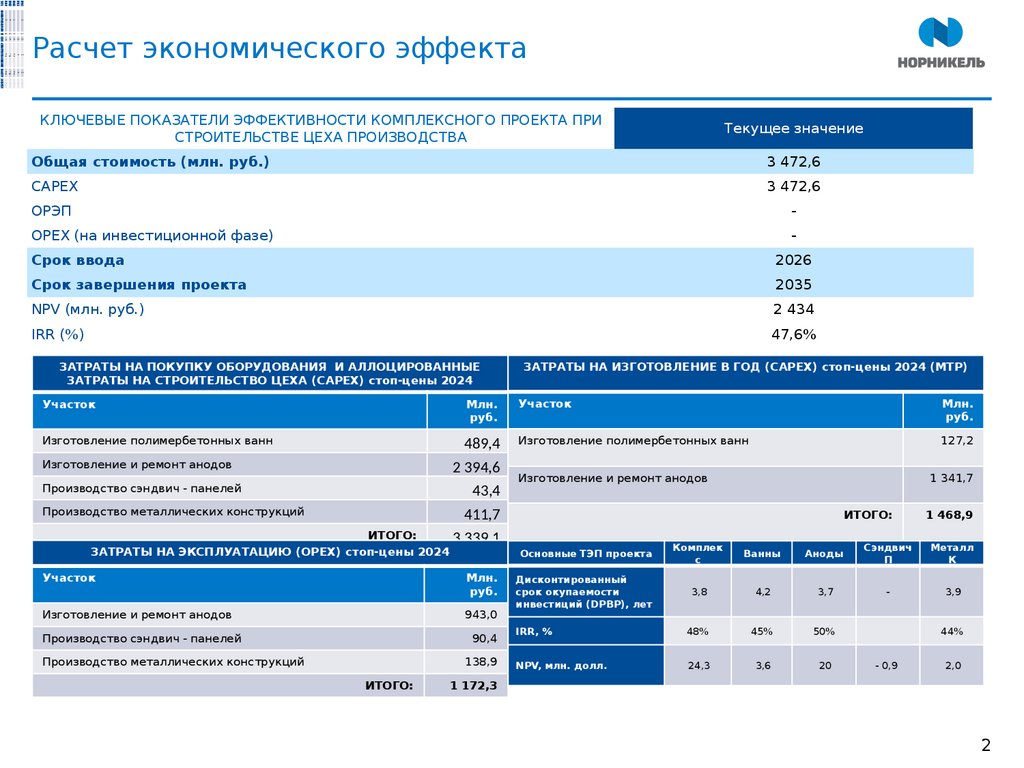
Расчет экономического эффекта
428
-
КЛЮЧЕВЫЕ ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ КОМПЛЕКСНОГО ПРОЕКТА ПРИ
СТРОИТЕЛЬСТВЕ ЦЕХА ПРОИЗВОДСТВА
Текущее значение
Общая стоимость (млн. руб.)
3 472,6
САРЕХ
3 472,6
ОРЭП
-
ОРЕХ (на инвестиционной фазе)
-
Срок ввода
2026
Срок завершения проекта
2035
NPV (млн. руб.)
2 434
IRR (%)
47,6%
ЗАТРАТЫ НА ПОКУПКУ ОБОРУДОВАНИЯ И АЛЛОЦИРОВАННЫЕ
ЗАТРАТЫ НА СТРОИТЕЛЬСТВО ЦЕХА (CAPEX) стоп-цены 2024
ЗАТРАТЫ НА ИЗГОТОВЛЕНИЕ В ГОД (CAPEX) стоп-цены 2024 (МТР)
Участок
Млн.
руб.
Участок
Млн.
руб.
Изготовление полимербетонных ванн
489,4
Изготовление полимербетонных ванн
127,2
Изготовление и ремонт анодов
2 394,6
Производство сэндвич - панелей
43,4
411,7
Производство металлических конструкций
ИТОГО:
3 339,1
ЗАТРАТЫ НА ЭКСПЛУАТАЦИЮ (OPEX) стоп-цены 2024
Участок
Млн.
руб.
Изготовление и ремонт анодов
943,0
Производство сэндвич - панелей
90,4
Производство металлических конструкций
138,9
ИТОГО:
Изготовление и ремонт анодов
1 341,7
ИТОГО:
1 468,9
Основные ТЭП проекта
Комплек
с
Ванны
Аноды
Сэндвич
П
Металл
К
Дисконтированный
срок окупаемости
инвестиций (DPBP), лет
3,8
4,2
3,7
-
3,9
IRR, %
48%
45%
50%
NPV, млн. долл.
24,3
3,6
20
44%
- 0,9
2,0
1 172,3
2
3.
ОсноВанн
вные Ком
Сэнд
ы + Ванн Анод
Мета
ТЭП плек
вич
Анод ы
ы
лл К
прое с
П
ы
кта
Диск
онти
рова
нны
й
срок
окуп
аемо 1,3 1,1 1,4 1,1
сти
инве
стиц
ий
(DPB
P),
лет
IRR,
1
403%983% 277%
%
638%
NPV,
млн.
6,1 35 - 3,2 - 1,6
долл 36,0 40,7
.
Стои
мост
ь
прое
кта
(ост
аток
фин
9
9
8
947
45 181
анси 321 095
148
рова
ния)
,
млн.
руб.
в
т.ч.:
Кап
итал
ьные
9
9
вло 321 095
жен
ия
Нека
пита
лизи
руем
ый
ОРЕ
Х
947
8
148
45
181
-
-
-
-
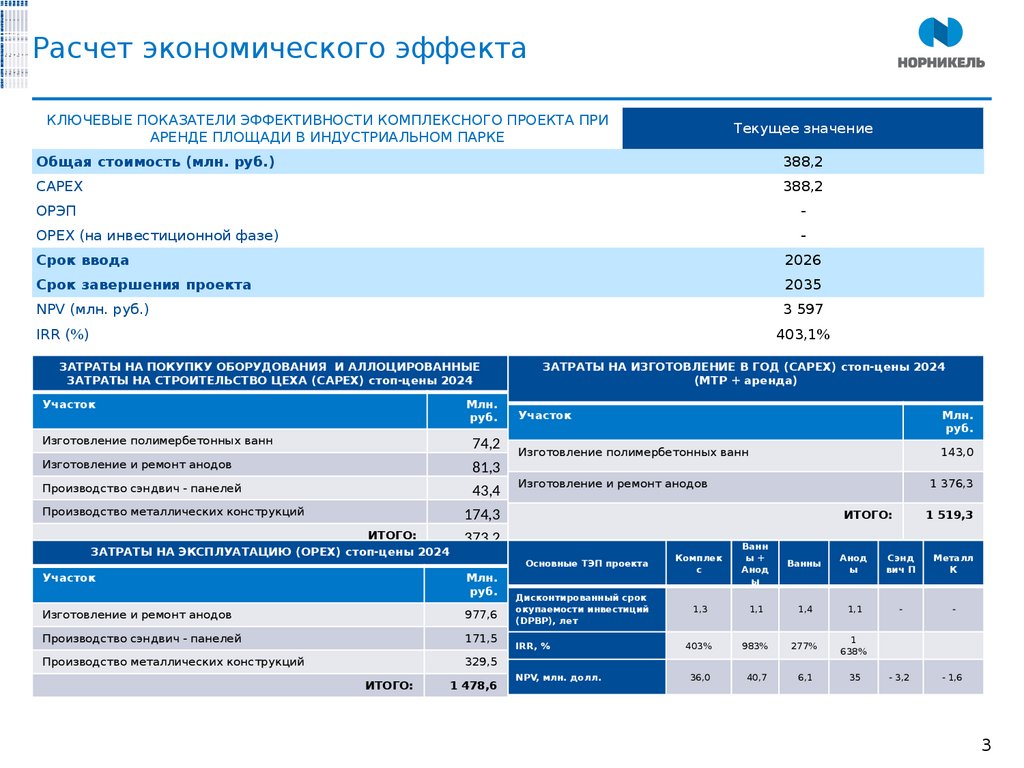
Расчет экономического эффекта
КЛЮЧЕВЫЕ ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ КОМПЛЕКСНОГО ПРОЕКТА ПРИ
АРЕНДЕ ПЛОЩАДИ В ИНДУСТРИАЛЬНОМ ПАРКЕ
Текущее значение
Общая стоимость (млн. руб.)
388,2
САРЕХ
388,2
ОРЭП
-
ОРЕХ (на инвестиционной фазе)
-
Срок ввода
2026
Срок завершения проекта
2035
NPV (млн. руб.)
3 597
IRR (%)
403,1%
ЗАТРАТЫ НА ПОКУПКУ ОБОРУДОВАНИЯ И АЛЛОЦИРОВАННЫЕ
ЗАТРАТЫ НА СТРОИТЕЛЬСТВО ЦЕХА (CAPEX) стоп-цены 2024
ЗАТРАТЫ НА ИЗГОТОВЛЕНИЕ В ГОД (CAPEX) стоп-цены 2024
(МТР + аренда)
Участок
Млн.
руб.
Участок
Изготовление полимербетонных ванн
74,2
Млн.
руб.
Изготовление и ремонт анодов
81,3
Изготовление полимербетонных ванн
143,0
Производство сэндвич - панелей
43,4
174,3
Производство металлических конструкций
ИТОГО:
ЗАТРАТЫ НА ЭКСПЛУАТАЦИЮ (OPEX) стоп-цены 2024
Млн.
руб.
Изготовление и ремонт анодов
977,6
Производство сэндвич - панелей
171,5
Производство металлических конструкций
329,5
1 478,6
1 376,3
ИТОГО:
373,2
Участок
ИТОГО:
Изготовление и ремонт анодов
1 519,3
Основные ТЭП проекта
Комплек
с
Ванн
ы+
Анод
ы
Ванны
Анод
ы
Сэнд
вич П
Металл
К
Дисконтированный срок
окупаемости инвестиций
(DPBP), лет
1,3
1,1
1,4
1,1
-
-
IRR, %
403%
983%
277%
1
638%
NPV, млн. долл.
36,0
40,7
6,1
35
- 3,2
- 1,6
3
4.
В настоящее время доступен широкий выборматериалов аддитивного производства
3D-печать или «аддитивное производство» – процесс создания цельных трехмерных объектов практически любой геометрической формы на основе
цифровой модели. 3D-печать основана на концепции построения объекта последовательно наносимыми слоями, отображающими контуры модели.
Фактически, 3D-печать является полной противоположностью таких традиционных методов механического производства и обработки, как фрезеровка
или резка, где формирование облика изделия происходит за счет удаления лишнего материала (т.н. «субтрактивное производство»).
Binder Jetting
впрыск связующего вещества
Технология применяется в:
Порция порошка попадает в
камеру печати, разравнивается
валиком до получения тонкого
слоя, над слоем проходит
печатающая головка, нанося
связующее, затем наносится
следующая порция порошка и
процесс повторяется.
SLM
селективное (выборочное)
лазерное плавление
FDM
послойное наплавление
пластика
Технология применяется в:
Технология применяется в:
Этот процесс заключается в
последовательном послойном
расплавлении порошкового
материала посредством
мощного лазерного излучения.
Создание деталей за счёт
нанесения последовательных
слоёв материала, повторяющих
контуры цифровой модели. Как
правило, в качестве материалов
для печати выступают
термопластики, поставляемые в
виде катушек нитей или прутков.
Другие технологии печати
(керамика, драг.мет., био материалы
В настоящий момент существует
множество технологий печати
для различных областей
технологий, от керамических
нанофильтров до печати
биоматериалом.
4
4
5.
Центр 3Д печати– целевая картинаЦентр 3D-печати станет предприятием с
полным производственным циклом
импортных узлов и деталей, что поможет
уменьшить сроки поставки деталей и
сократить простои оборудования.
3D сканирование и компьютерное
моделирование
Сканирования деталей
лазерным 3D-сканером с
точностью до 200 мкм
Конвертация полигонной
модели в цифровой двойник
детали
Разработка технологической
карты производства детали и
топологическая оптимизация
Моделирования
технологических процессов
кристаллизации металлов в
изделиях
Аддитивное производство
Печать песчаных форм на 3Dпринтере
Оперативное производство
нестандартных деталей
Повышенное качество деталей, 6-7
класс точности
Селективное лазерное спекание
металлического порошка
Оптимизация деталей под аддитивное
производство
Управление парком 3D принтеров
Повышение производительности
труда, за счет автоматизации
производства
Финишная обработка
Повышение точности обработки
поверхностей изделий
Выпуск изделий готовых к
эксплуатации
Производство балансировки рабочих
колес насосов.
Обработка высокопрочных чугунов на
станках ЧПУ
5
6.
Приложения6
7.
Схема размещения оборудования15
17
17
12
15
14
4
11
Зона ремонта анодов
24
23
24
24
29
10
Расходный склад
металла
30
Склад
мелки
х м/к
Зона сборки м/к
13
18
25
30
19
26
22Зона изготовления
анодов
20
21
28
16
16
Склад очищенного
проката
31
Напыл.
15
15
16
Место
хранения
азота
33
Центр
Сушильн.
Покрас.
Расходны
й
склад
листового
металла
+
очистка
32
27
Скла
д
Скла
д
4
В
а
н
н
а
Хранение готовой продукции
В
а
н
н
а
3
2
2
1
1
9
Расходный склад
ваты и м/пластика
6
7
7
8
8
5
7
8.
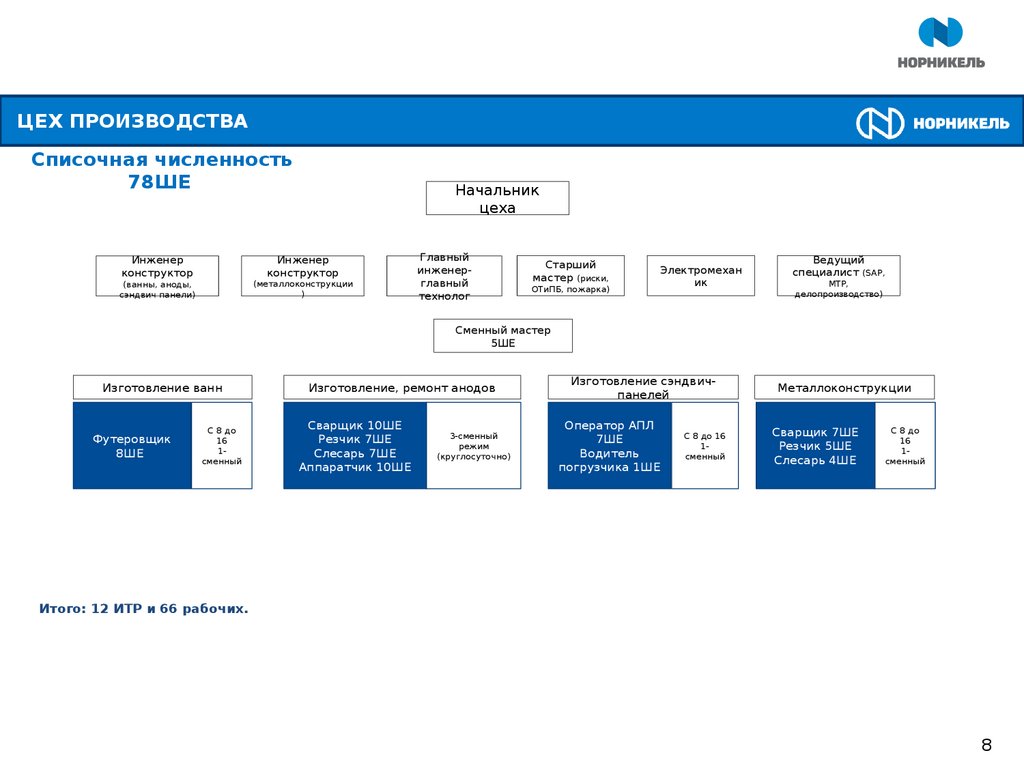
ЦЕХ ПРОИЗВОДСТВАСписочная численность
78ШЕ
Начальник
цеха
Инженер
конструктор
Инженер
конструктор
(металлоконструкции
)
(ванны, аноды,
сэндвич панели)
Главный
инженерглавный
технолог
Старший
мастер (риски,
ОТиПБ, пожарка)
Электромехан
ик
Ведущий
специалист (SAP,
МТР,
делопроизводство)
Сменный мастер
5ШЕ
Изготовление ванн
Футеровщик
8ШЕ
С 8 до
16
1сменный
Изготовление, ремонт анодов
Сварщик 10ШЕ
Резчик 7ШЕ
Слесарь 7ШЕ
Аппаратчик 10ШЕ
3-сменный
режим
(круглосуточно)
Изготовление сэндвичпанелей
Оператор АПЛ
7ШЕ
Водитель
погрузчика 1ШЕ
С 8 до 16
1сменный
Металлоконструкции
Сварщик 7ШЕ
Резчик 5ШЕ
Слесарь 4ШЕ
С 8 до
16
1сменный
Итого: 12 ИТР и 66 рабочих.
8
9.
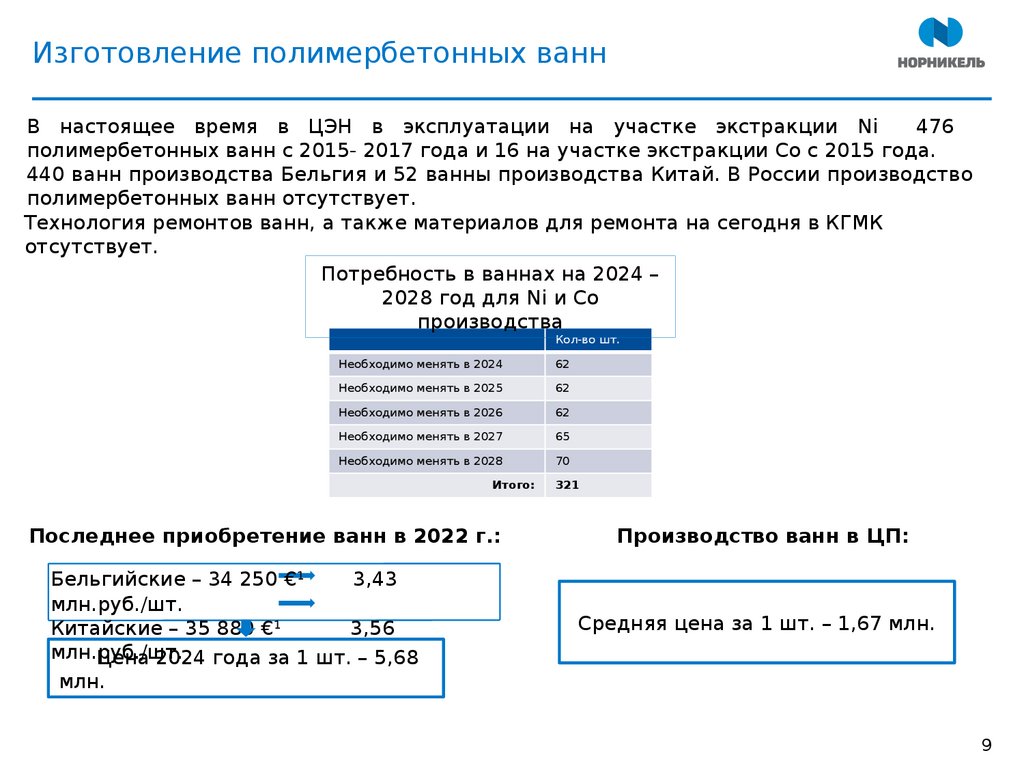
Изготовление полимербетонных ваннВ настоящее время в ЦЭН в эксплуатации на участке экстракции Ni
476
полимербетонных ванн с 2015- 2017 года и 16 на участке экстракции Со с 2015 года.
440 ванн производства Бельгия и 52 ванны производства Китай. В России производство
полимербетонных ванн отсутствует.
Технология ремонтов ванн, а также материалов для ремонта на сегодня в КГМК
отсутствует.
Потребность в ваннах на 2024 –
2028 год для Ni и Co
производства
Кол-во шт.
Необходимо менять в 2024
62
Необходимо менять в 2025
62
Необходимо менять в 2026
62
Необходимо менять в 2027
65
Необходимо менять в 2028
70
Итого:
Последнее приобретение ванн в 2022 г.:
Бельгийские – 34 250 €1
3,43
млн.руб./шт.
Китайские – 35 880 €1
3,56
млн.руб./шт.
Цена 2024 года за 1 шт. – 5,68
млн.
321
Производство ванн в ЦП:
Средняя цена за 1 шт. – 1,67 млн.
9
10.
Изготовление полимербетонных ваннНаименование
МТР
кг
Стоимость за 1 компл., руб.
Галтели
Nafufill B25
25
1 539,06
12,00 кг/п.м., при толщине 20
мм
Защитное минерально-полимерное
покрытие
MC-RIM PROTECT/Nafufill MR 15
25
7 260,25
27,00 кг/м2 при толщине 15 мм
Грунтовка для защитного полимерного
покрытия
MC-PowerPro HCR Primer/MC-Dur 1101
10
28 164,17
0,20 кг/м2
MC-PowerPro HCR
10
37 363,42
MC-STELLMITTEL TX 19
1
6 506,47
MC-PowerPro HCR
10
37 362,42
Шпатлевка
Защитное полимерное покрытие (2 слоя)
Расходы
Общая стоимость,
руб.
0,40 кг/м2
1,00 кг/м2 (2 слоя по 0,5 кг/м2)
Арматура
838,4 кг
Щебень
1 750 кг
Сумма расходов на закуп за 5 лет
–
1 823,3 млн.
1 670
Сумма расходов на изготовление
за457,5
5
лет – 577,5 млн.
Стоимость материалов на изготовление одной ванны:
Экономия – 249,2 млн. в год
Прибыль за 5 лет – 1245,8
млн.
10
11.
Расчет затрат на производство полимербетонныхванн
● OPEX
Расход, руб.
ФОТ (8 чел.)
МТР (год)
9,8 млн.
1,67 * 64,2 (шт.) =107,2
млн.
ИТОГО:
117*5(лет)=585 млн.
● CAPEX
Расход, руб.
Бетономешалка YG-20
1,6 млн.
Вибростол
0,6 млн.
Портальный кран (2 шт.)
40 млн.
Матрицы
32 млн.
ИТОГО:
74,2 млн.
11
12.
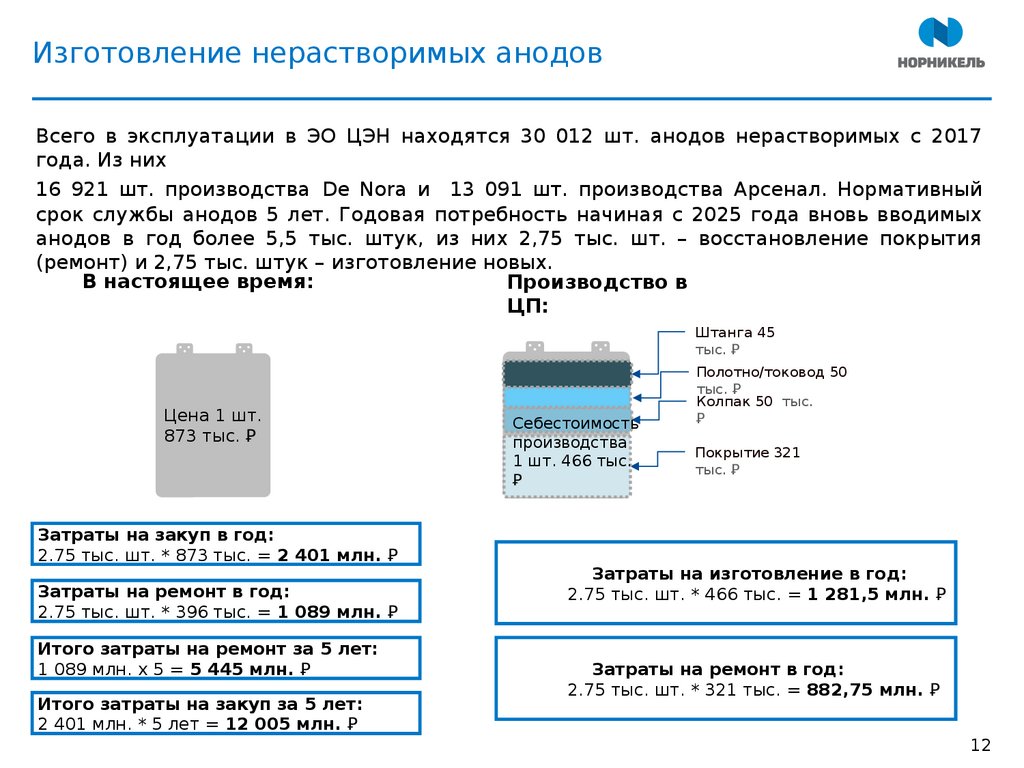
Изготовление нерастворимых анодовВсего в эксплуатации в ЭО ЦЭН находятся 30 012 шт. анодов нерастворимых с 2017
года. Из них
16 921 шт. производства De Nora и 13 091 шт. производства Арсенал. Нормативный
срок службы анодов 5 лет. Годовая потребность начиная с 2025 года вновь вводимых
анодов в год более 5,5 тыс. штук, из них 2,75 тыс. шт. – восстановление покрытия
(ремонт) и 2,75 тыс. штук – изготовление новых.
В настоящее время:
Производство в
ЦП:
Штанга 45
тыс. Ꝑ
Цена 1 шт.
873 тыс. Ꝑ
Затраты на закуп в год:
2.75 тыс. шт. * 873 тыс. = 2 401 млн. Ꝑ
Затраты на ремонт в год:
2.75 тыс. шт. * 396 тыс. = 1 089 млн. Ꝑ
Итого затраты на ремонт за 5 лет:
1 089 млн. х 5 = 5 445 млн. Ꝑ
Итого затраты на закуп за 5 лет:
2 401 млн. * 5 лет = 12 005 млн. Ꝑ
Себестоимость
производства
1 шт. 466 тыс.
Ꝑ
Полотно/токовод 50
тыс. Ꝑ
Колпак 50 тыс.
Ꝑ
Покрытие 321
тыс. Ꝑ
Затраты на изготовление в год:
2.75 тыс. шт. * 466 тыс. = 1 281,5 млн. Ꝑ
Затраты на ремонт в год:
2.75 тыс. шт. * 321 тыс. = 882,75 млн. Ꝑ
12
13.
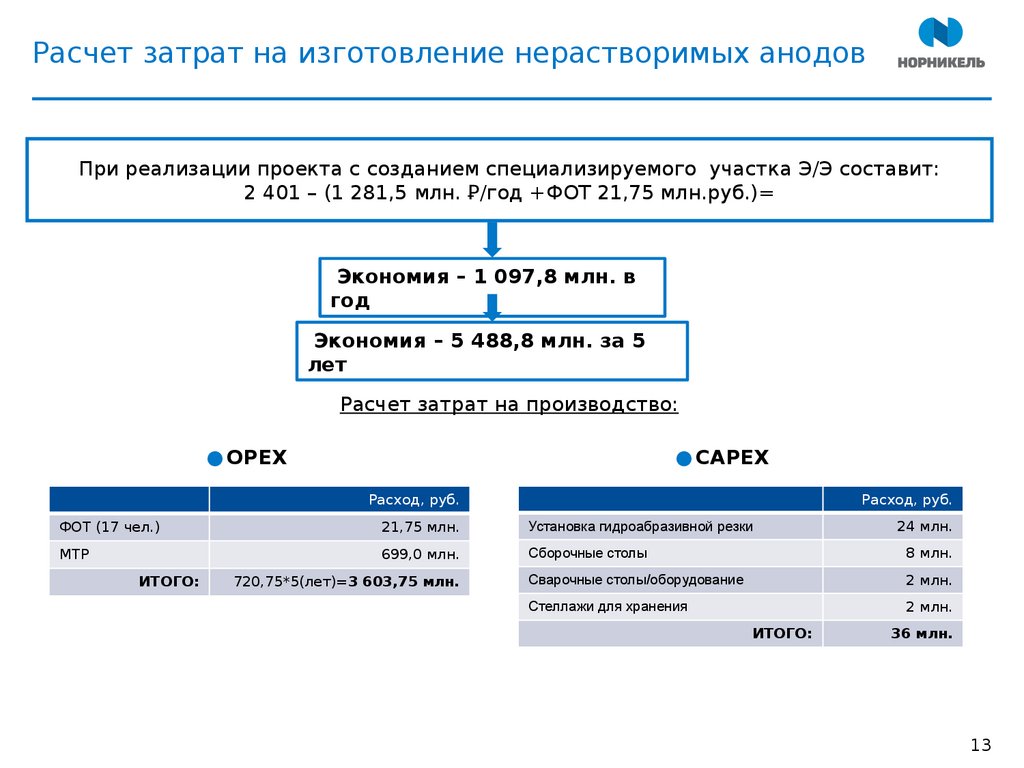
Расчет затрат на изготовление нерастворимых анодовПри реализации проекта с созданием специализируемого участка Э/Э составит:
2 401 – (1 281,5 млн. Ꝑ/год +ФОТ 21,75 млн.руб.)=
Экономия – 1 097,8 млн. в
год
Экономия – 5 488,8 млн. за 5
лет
Расчет затрат на производство:
● OPEX
● CAPEX
Расход, руб.
Расход, руб.
ФОТ (17 чел.)
21,75 млн.
Установка гидроабразивной резки
24 млн.
МТР
699,0 млн.
Сборочные столы
8 млн.
Сварочные столы/оборудование
2 млн.
Стеллажи для хранения
2 млн.
ИТОГО:
720,75*5(лет)=3 603,75 млн.
ИТОГО:
36 млн.
13
14.
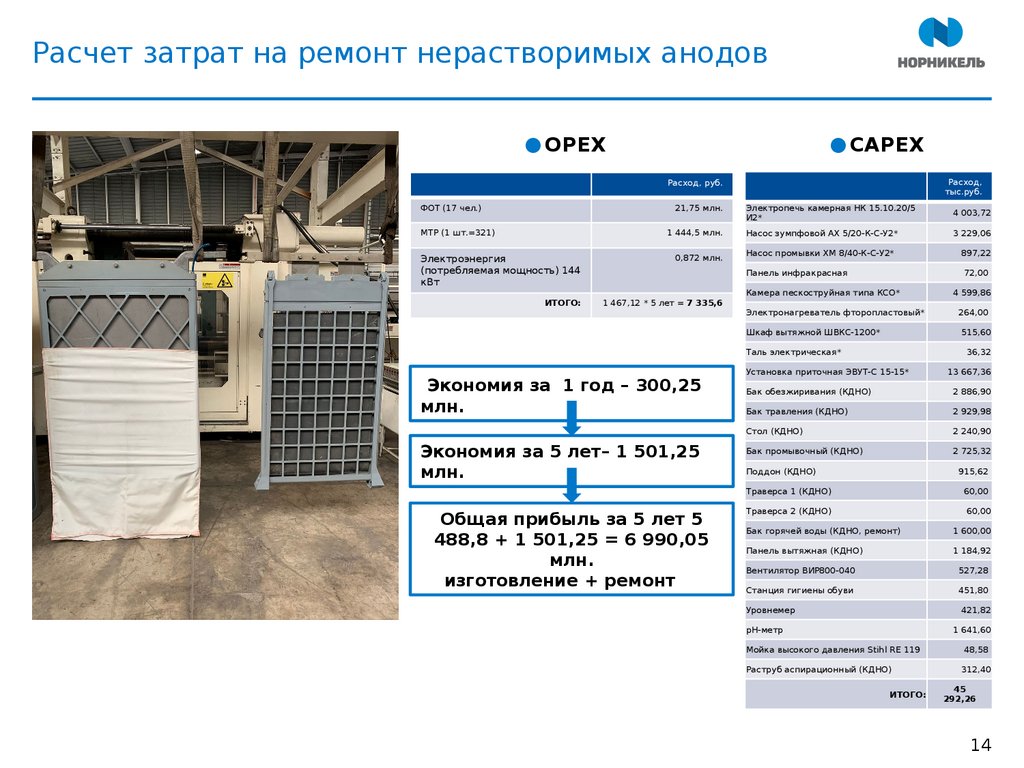
Расчет затрат на ремонт нерастворимых анодов● OPEX
● CAPEX
Расход,
тыс.руб.
Расход, руб.
ФОТ (17 чел.)
21,75 млн.
МТР (1 шт.=321)
1 444,5 млн.
Электроэнергия
(потребляемая мощность) 144
кВт
0,872 млн.
ИТОГО:
1 467,12 * 5 лет = 7 335,6
Электропечь камерная НК 15.10.20/5
И2*
4 003,72
Насос зумпфовой АХ 5/20-К-С-У2*
3 229,06
Насос промывки ХМ 8/40-К-С-У2*
897,22
Панель инфракрасная
72,00
Камера пескоструйная типа КСО*
4 599,86
Электронагреватель фторопластовый*
264,00
Шкаф вытяжной ШВКС-1200*
515,60
Таль электрическая*
Экономия за 1 год – 300,25
млн.
Экономия за 5 лет– 1 501,25
млн.
Общая прибыль за 5 лет 5
488,8 + 1 501,25 = 6 990,05
млн.
изготовление + ремонт
36,32
Установка приточная ЭВУТ-С 15-15*
13 667,36
Бак обезжиривания (КДНО)
2 886,90
Бак травления (КДНО)
2 929,98
Стол (КДНО)
2 240,90
Бак промывочный (КДНО)
2 725,32
Поддон (КДНО)
915,62
Траверса 1 (КДНО)
60,00
Траверса 2 (КДНО)
60,00
Бак горячей воды (КДНО, ремонт)
1 600,00
Панель вытяжная (КДНО)
1 184,92
Вентилятор ВИР800-040
527,28
Станция гигиены обуви
451,80
Уровнемер
421,82
рН-метр
1 641,60
Мойка высокого давления Stihl RE 119
Раструб аспирационный (КДНО)
ИТОГО:
48,58
312,40
45
292,26
14
15.
Изготовление сэндвич-панелейВ Кольской ГМК используются ж/б стеновые панели, масса 1 шт. – 2,65 т. Стоимость данных панелей
составляет
44,6 тыс. руб. за 1 шт. с DDP. 70% панелей ЗиС находятся в изношенном состоянии и
не подлежат ремонту. Изготовлением и доставкой ж/б панелей в РФ занимается три завода, общая
производительность которых составляет 1500 панелей в год. С учетом того, что на сегодняшний день
требуется заменить более 4800 ж/б панелей (39 000 м 2), процесс по их замене составит три года.
Ж/б стеновые панели имеют значительный вес, низкую энергоэффективность, постоянные затраты на
поддержание внешнего вида. Помимо прочего, при существующем состоянии несущих конструкций
ЗиС, необходимо снижение нагрузок. Наиболее оптимальным решением данной задачи, является
замена существующих панелей на сэндвич-панели. Дополнительно это позволит привести внешний
вид ЗиС Компании в соответствие с корпоративным стилем.
Учитывая острую необходимость и объем данных мероприятий целесообразна организация
собственного
производства
современных
ограждающих
конструкций
(сэндвич-панелей).
Производительность линии по производству стеновых и кровельных сэндвич-панелей составляет 80
000 м2/месяц, что позволяет покрыть потребность замены всех панелей ЗиС Кольской ГМК за 5 – 6 лет,
а в дальнейшем принимать участие в строительстве новых производственных площадей. При этом
себестоимость 1-м2 стеновой сэндвич-панели составляет 1,95 тыс.руб., размер 8,125м2.
Преимущества для зданий КГМК при изготовлении сэндвичпанелей:
Снижение нагрузки на конструкции
Снижение затрат на ремонты
Повышение энергоэффективности
Эстетика
15
16.
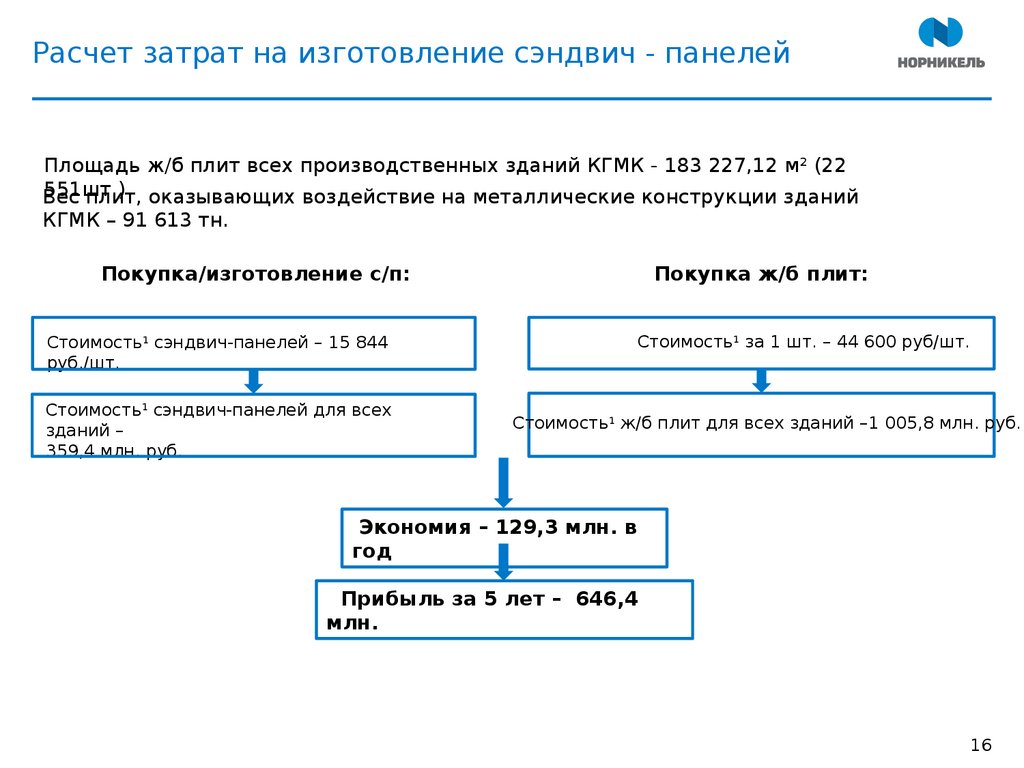
Расчет затрат на изготовление сэндвич - панелейПлощадь ж/б плит всех производственных зданий КГМК - 183 227,12 м2 (22
551шт.)
Вес
плит, оказывающих воздействие на металлические конструкции зданий
КГМК – 91 613 тн.
Покупка ж/б плит:
Покупка/изготовление с/п:
Стоимость1 за 1 шт. – 44 600 руб/шт.
Стоимость1 сэндвич-панелей – 15 844
руб./шт.
Стоимость1 сэндвич-панелей для всех
зданий –
359,4 млн. руб.
Стоимость1 ж/б плит для всех зданий –1 005,8 млн. руб.
Экономия – 129,3 млн. в
год
Прибыль за 5 лет – 646,4
млн.
16
17.
Расчет затрат на производство сэндвич - панелей● CAPEX
● OPEX
Расход, руб./год
ФОТ (8 чел.)
9,02 млн.
МТР
63,14 млн.
Электроэнергия (потребляемая мощность)
65 кВт
0,412 млн.
ИТОГО:
72,572*5(лет)=362,86
млн.
Расход, руб.
Станок для поперечной резки листа с ПВХ
покрытием
2,8 млн.
Пресс для изготовления фасонных изделий
(2шт)
2,4 млн.
Линия по производству сэндвич-панелей
24 млн.
Вилочный погрузчик г/п 8т
11,2 млн.
Стеллажи для хранения МТР и готовой
продукции
3 млн.
Итого:
17
43,4 млн.
18.
Производство сэндвич-панелей18
19.
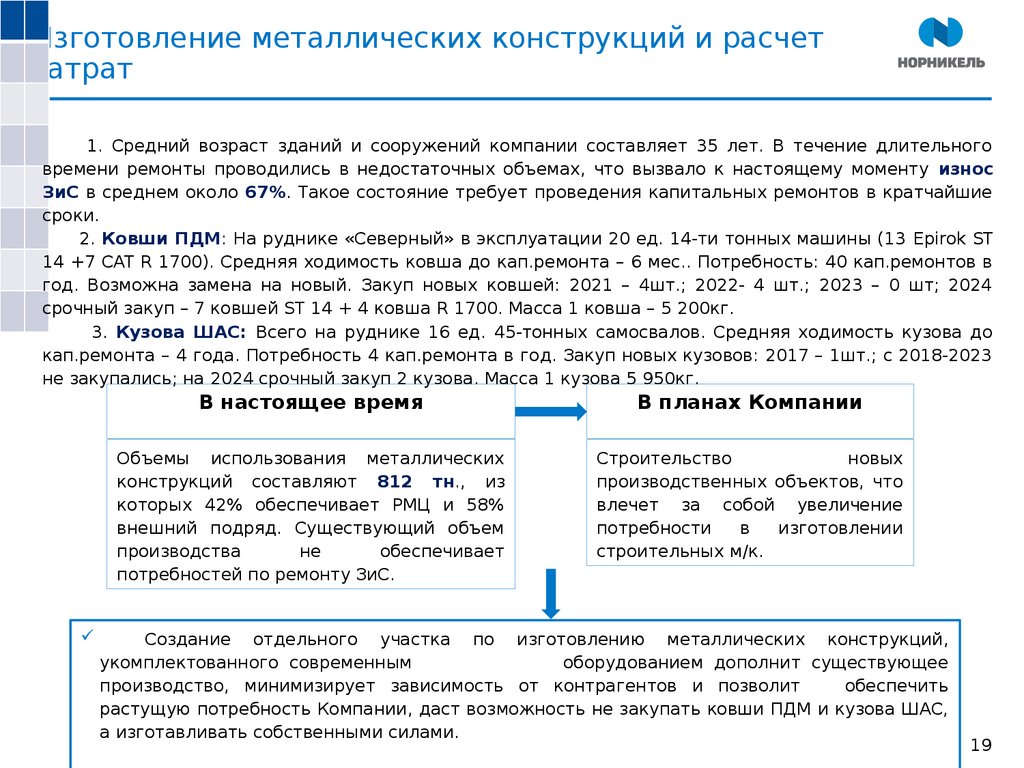
Изготовление металлических конструкций и расчетзатрат
1. Средний возраст зданий и сооружений компании составляет 35 лет. В течение длительного
времени ремонты проводились в недостаточных объемах, что вызвало к настоящему моменту износ
ЗиС в среднем около 67%. Такое состояние требует проведения капитальных ремонтов в кратчайшие
сроки.
2. Ковши ПДМ: На руднике «Северный» в эксплуатации 20 ед. 14-ти тонных машины (13 Epirok ST
14 +7 CAT R 1700). Средняя ходимость ковша до кап.ремонта – 6 мес.. Потребность: 40 кап.ремонтов в
год. Возможна замена на новый. Закуп новых ковшей: 2021 – 4шт.; 2022- 4 шт.; 2023 – 0 шт; 2024
срочный закуп – 7 ковшей ST 14 + 4 ковша R 1700. Масса 1 ковша – 5 200кг.
3. Кузова ШАС: Всего на руднике 16 ед. 45-тонных самосвалов. Средняя ходимость кузова до
кап.ремонта – 4 года. Потребность 4 кап.ремонта в год. Закуп новых кузовов: 2017 – 1шт.; с 2018-2023
не закупались; на 2024 срочный закуп 2 кузова. Масса 1 кузова 5 950кг.
В настоящее время
В планах Компании
Объемы использования металлических
конструкций составляют 812 тн., из
которых 42% обеспечивает РМЦ и 58%
внешний подряд. Существующий объем
производства
не
обеспечивает
потребностей по ремонту ЗиС.
Строительство
новых
производственных объектов, что
влечет за собой увеличение
потребности
в
изготовлении
строительных м/к.
Создание отдельного участка по изготовлению металлических конструкций,
укомплектованного современным
оборудованием дополнит существующее
производство, минимизирует зависимость от контрагентов и позволит
обеспечить
растущую потребность Компании, даст возможность не закупать ковши ПДМ и кузова ШАС,
а изготавливать собственными силами.
19
20.
Расчет затрат на производство металлическихконструкций
Покупка м/к:
Изготовление м/к:
Средняя цена металлоконструкций на 2023 год – 267 766,47
руб./тн.
Средняя цена на металлопрокат (сырье) на
2023 год – 74 273,34 руб./тн.
Затраты на м/к (812 тн. + горная техника - 231,8т) = 271,4
млн./год
Затраты на м/к за 5 лет - 271,4 млн./год * 5 лет = 1 357 млн.
Затраты на м/к в год – 84,503
млн./год
Экономия – 186,9 млн. в
год
Прибыль за 5 лет – 934,5
млн.
Расчет затрат на производство:
● OPEX
● CAPEX
Расход, руб./год
ФОТ (16 чел.)
17,891 млн.
МТР х 1,09 (отходы н/с
констр.)
ИТОГО:
84,503 х 1,09 = 92,108 млн.
110,0*5(лет)=550,0 млн.
Расход, руб.
Дробеметная установка
156 млн.
Установка плазменной резки с ЧПУ
4 млн.
Аппарат ручной плазменной обработки
металла
0,4 млн.
Ленточная пила
3,4 млн.
Воздушный компрессор
0,6 млн.
Сварочный п/автомат (4 шт.)
4 млн.
Сборочные столы (3 шт.)
6 млн.
ИТОГО:
174,4 млн.
20
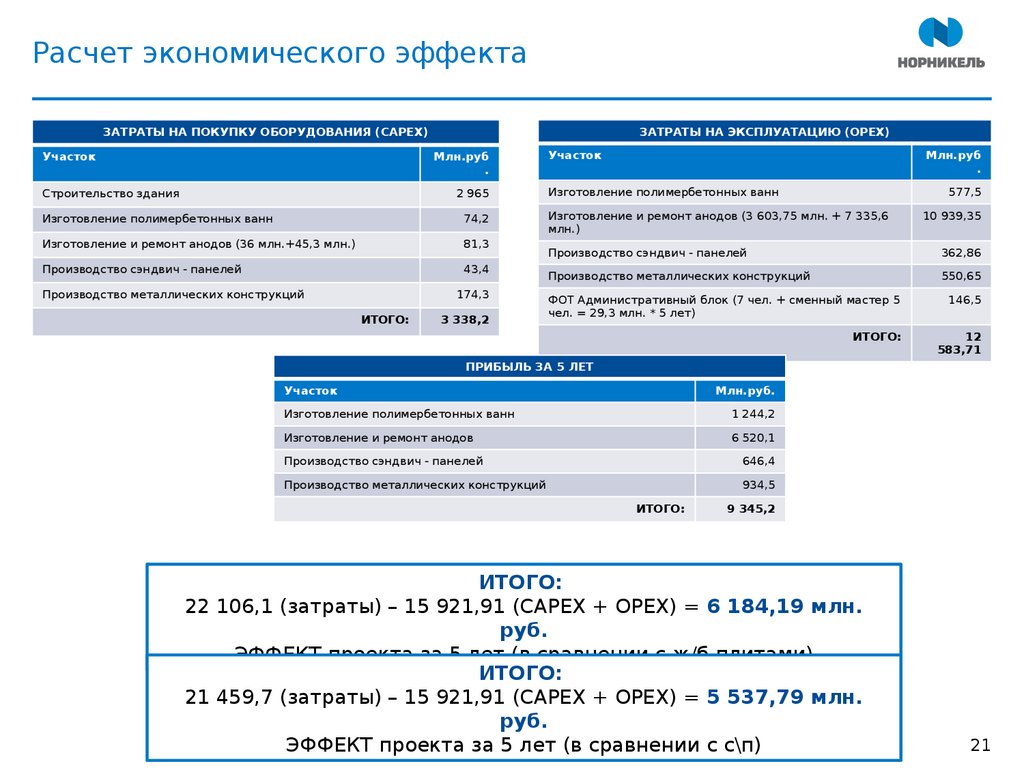
21.
Расчет экономического эффектаЗАТРАТЫ НА ПОКУПКУ ОБОРУДОВАНИЯ (CAPEX)
Участок
ЗАТРАТЫ НА ЭКСПЛУАТАЦИЮ (OPEX)
Млн.руб
.
Участок
Млн.руб
.
Строительство здания
2 965
Изготовление полимербетонных ванн
Изготовление полимербетонных ванн
74,2
Изготовление и ремонт анодов (3 603,75 млн. + 7 335,6
млн.)
Изготовление и ремонт анодов (36 млн.+45,3 млн.)
81,3
Производство сэндвич - панелей
43,4
Производство металлических конструкций
174,3
ИТОГО:
3 338,2
577,5
10 939,35
Производство сэндвич - панелей
362,86
Производство металлических конструкций
550,65
ФОТ Административный блок (7 чел. + сменный мастер 5
чел. = 29,3 млн. * 5 лет)
146,5
ИТОГО:
12
583,71
ПРИБЫЛЬ ЗА 5 ЛЕТ
Участок
Млн.руб.
Изготовление полимербетонных ванн
1 244,2
Изготовление и ремонт анодов
6 520,1
Производство сэндвич - панелей
646,4
Производство металлических конструкций
934,5
ИТОГО:
9 345,2
ИТОГО:
22 106,1 (затраты) – 15 921,91 (САРЕХ + ОРЕХ) = 6 184,19 млн.
руб.
ЭФФЕКТ проекта за 5 лет (в сравнении с ж/б плитами)
ИТОГО:
21 459,7 (затраты) – 15 921,91 (САРЕХ + ОРЕХ) = 5 537,79 млн.
руб.
ЭФФЕКТ проекта за 5 лет (в сравнении с с\п)
21
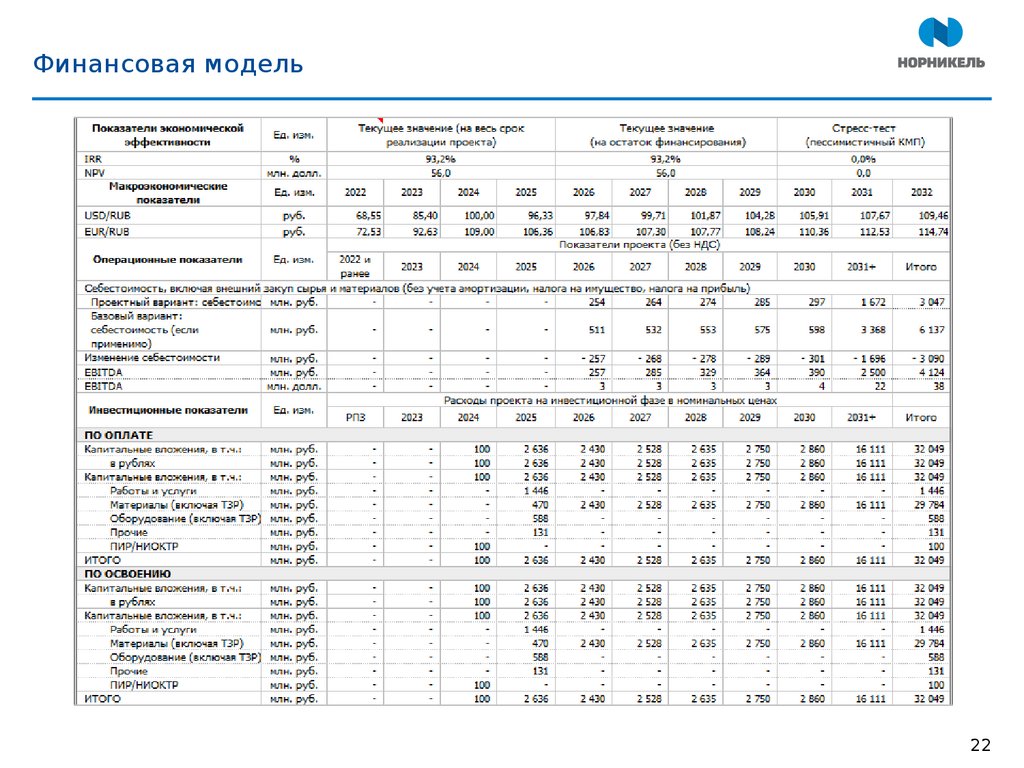
22.
Финансовая модель22
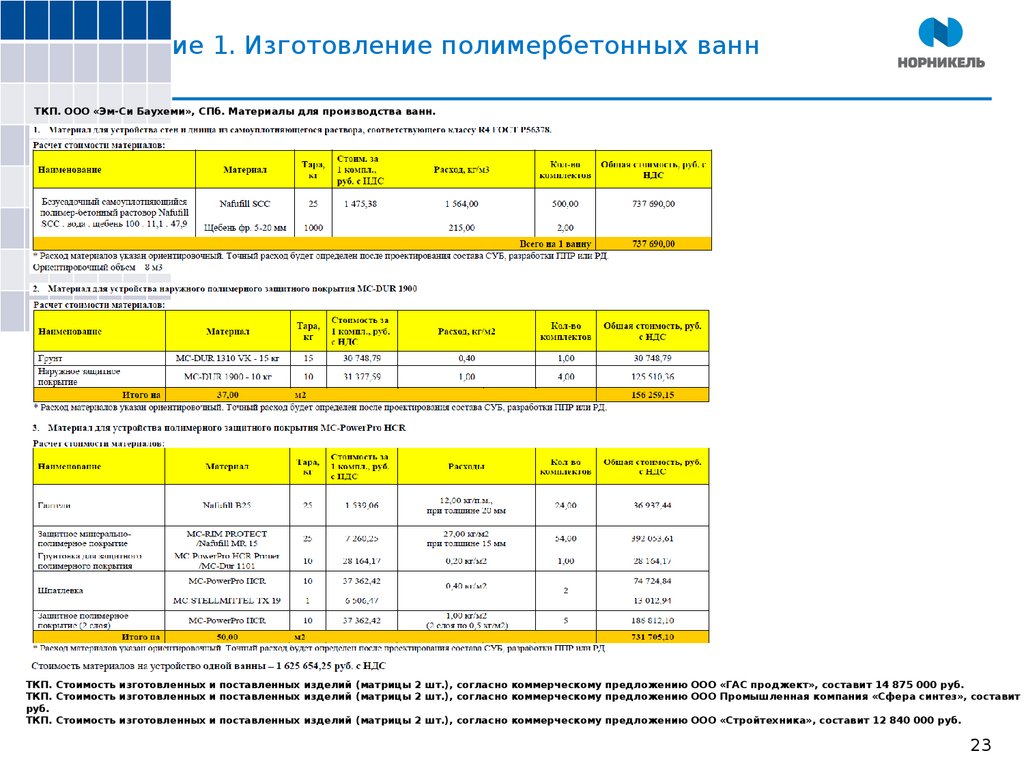
23.
Приложение 1. Изготовление полимербетонных ваннТКП. ООО «Эм-Си Баухеми», СПб. Материалы для производства ванн.
ТКП. Стоимость изготовленных и поставленных изделий (матрицы 2 шт.), согласно коммерческому предложению ООО «ГАС проджект», составит 14 875 000 руб.
ТКП. Стоимость изготовленных и поставленных изделий (матрицы 2 шт.), согласно коммерческому предложению ООО Промышленная компания «Сфера синтез», составит
руб.
ТКП. Стоимость изготовленных и поставленных изделий (матрицы 2 шт.), согласно коммерческому предложению ООО «Стройтехника», составит 12 840 000 руб.
23
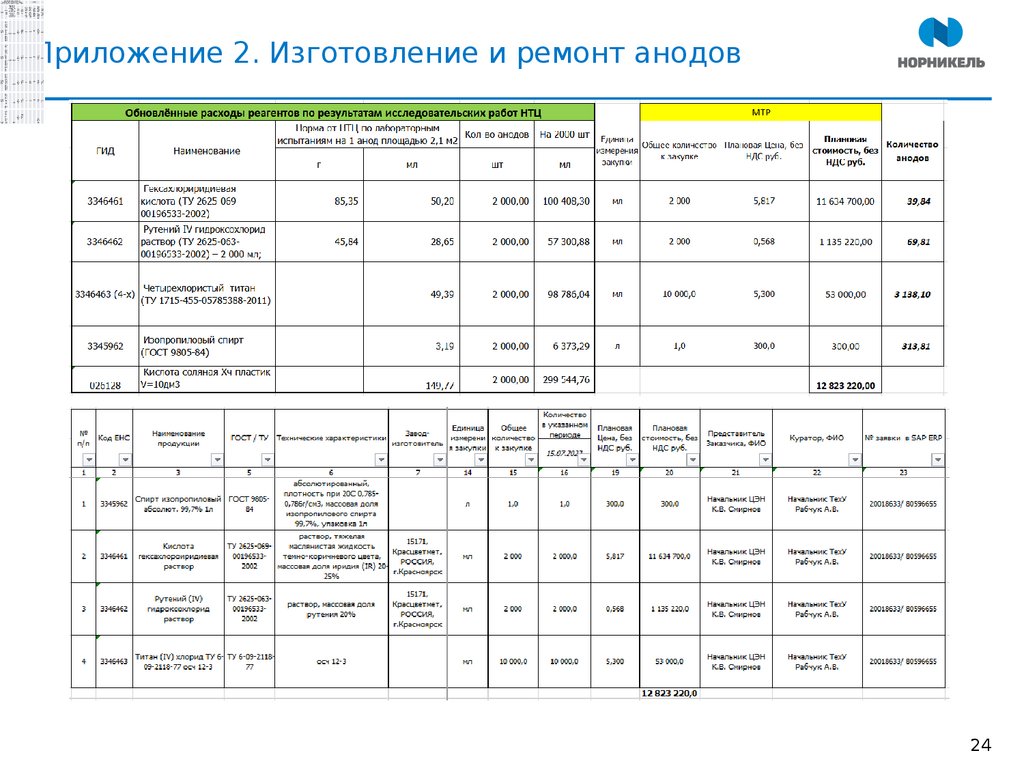
24.
Обновлённые расходыреагентов по результатам
МТР
исслед овательских работ НТЦ
Норма от
НТЦ по
План
Ед ин Общ План овая
лаборатор
Колица ее
Коли
ным
На
овая стои
Наим испытания во 2000 изме коли Цена мост чест
ГИД енов м на 1 анод шт рени чест , без ь,
во
ание
ов
я
во к
анод
анод
НДС без
заку заку
ов
площадью
пки пке руб. НДС
2,1 м2
руб.
г
мл шт
мл
Гекс
ахло
рири
диев
ая
11
кисл
100
3346
2
5,817 634
461 ота
000,0 408,3 мл 2 000
700,0 39,84
(ТУ 85,35 50,20 0
0
0
26250690019
65332002)
Руте
ний
IV
гид р
оксо
хлор
ид
раст
3346 вор
462 (ТУ
26250630019
65332002)
–2
000
мл;
Четы
рехл
орис
тый
3346 тита
463 н (ТУ
(4-х) 17154550578
53882011)
Изоп
ропи
ловы
й
3345
спир
962
т
(ГОС
Т
980584)
Кисл
ота
соля
ная
Хч
плас
тик
0261 V=10
28 дм3
Приложение 2. Изготовление и ремонт анодов
45,84 28,65
57
1 135
2 300,8 мл 2 0000,568 220,0
000,0 8
0 69,81
0
49,39
98
53
3
2
10 5,300
000,0 138,1
000,0 786,0 мл 000,0
4
0
0
0
3,19
6
2
373,2
000,0
9
0
299
2
544,7
000,0
6
0
149,7
7
л
1,0
300,0 300,0
313,8
0
1
12
823
220,0
0
24
25.
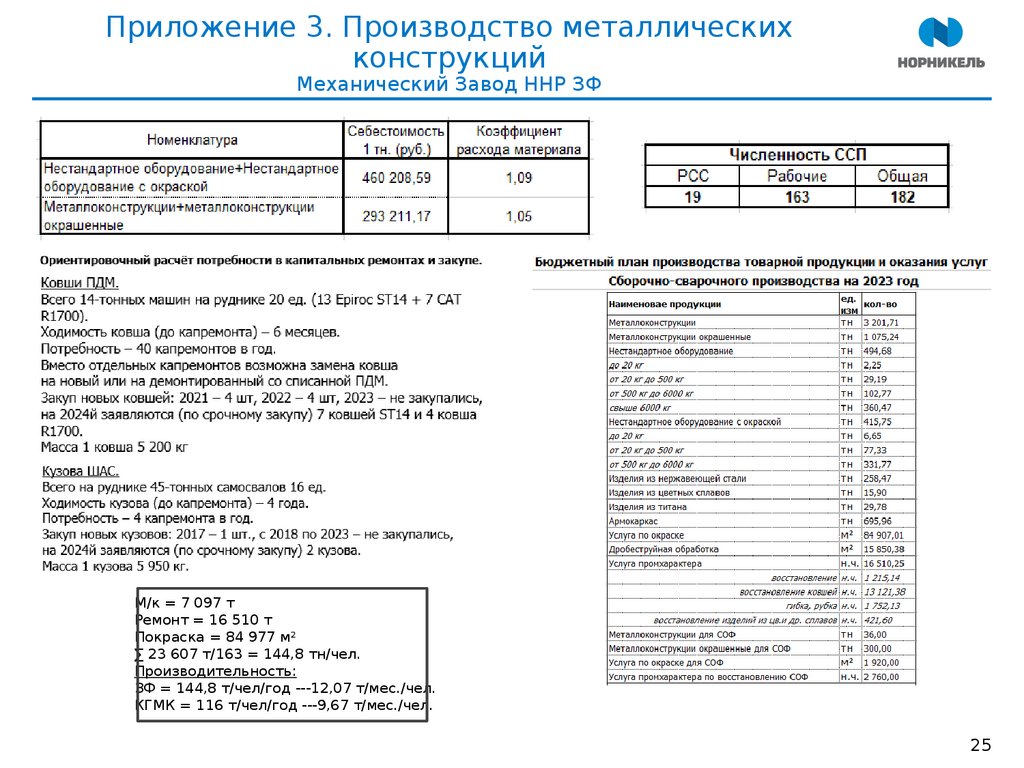
Приложение 3. Производство металлическихконструкций
Механический Завод ННР ЗФ
М/к = 7 097 т
Ремонт = 16 510 т
Покраска = 84 977 м2
∑ 23 607 т/163 = 144,8 тн/чел.
Производительность:
ЗФ = 144,8 т/чел/год ---12,07 т/мес./чел.
КГМК = 116 т/чел/год ---9,67 т/мес./чел.
25