
 Электроника
ЭлектроникаПохожие презентации:










Moldflow Analysis Report
1.
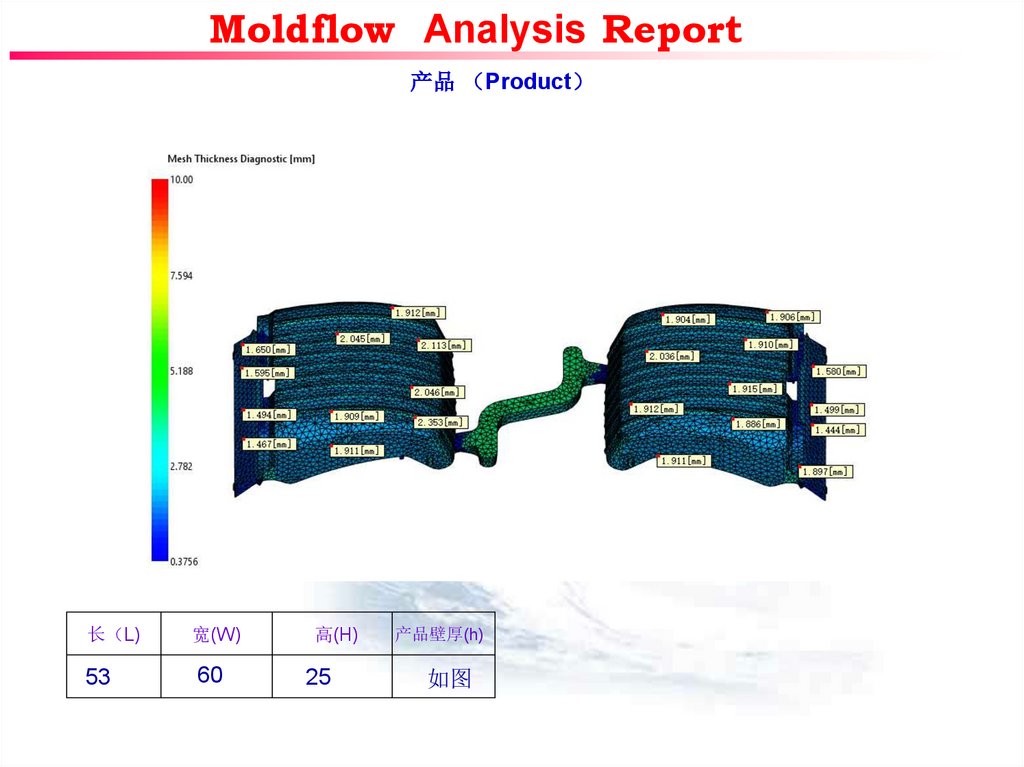
Moldflow Analysis Report产品 Product
长 L)
宽(W)
高(H)
53
60
25
产品壁厚(h)
如图
2.
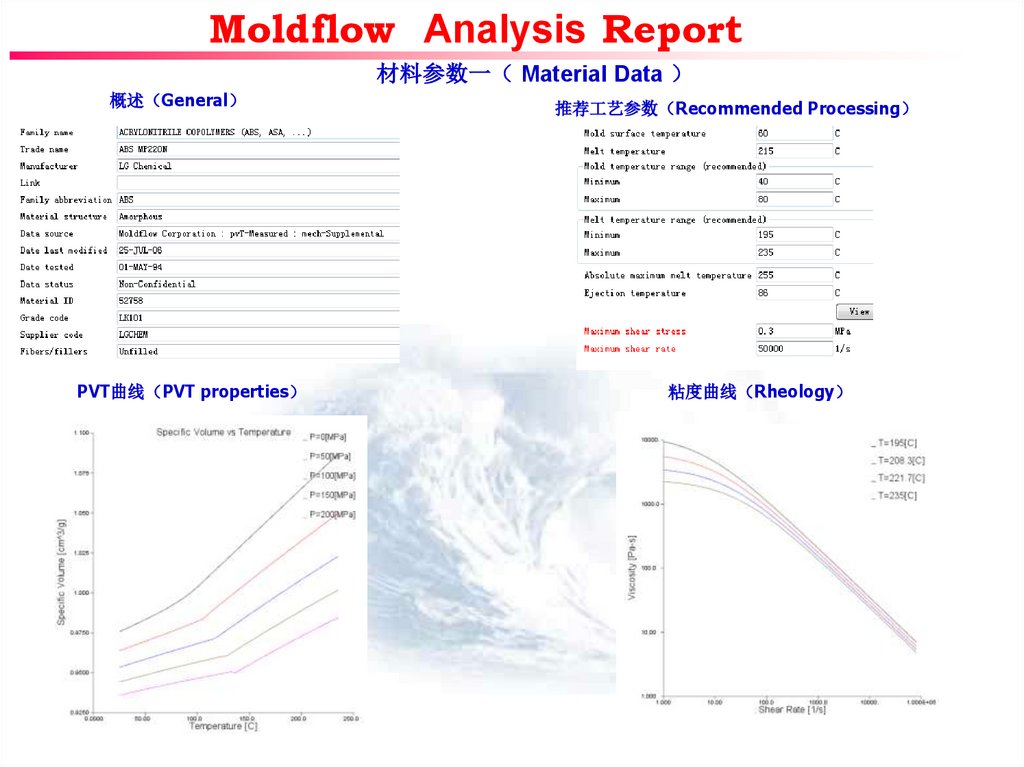
Moldflow Analysis Report材料参数一 Material Data
概述 General
PVT曲线 PVT properties
推荐工艺参数 Recommended Processing
粘度曲线 Rheology
3.
Moldflow Analysis Report流道浇口信息(Initial Nozzle/Gate sizes)
4.
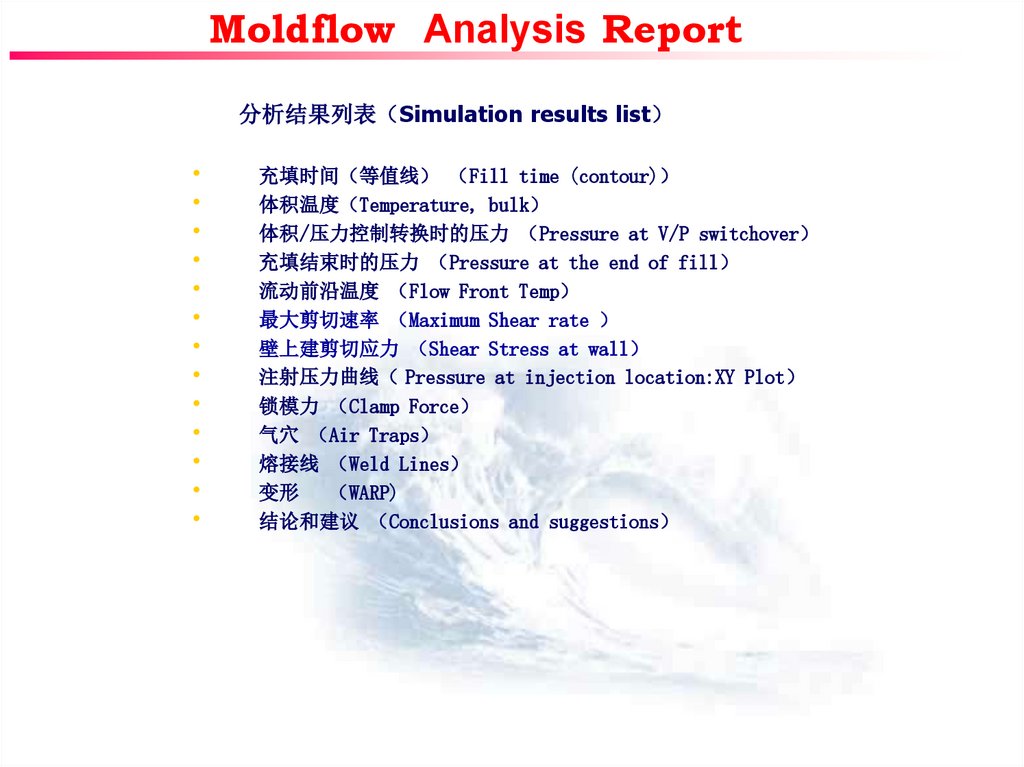
Moldflow Analysis Report分析结果列表 Simulation results list
充填时间 等值线 Fill time (contour)
体积温度 Temperature, bulk
体积/压力控制转换时的压力 Pressure at V/P switchover
充填结束时的压力 Pressure at the end of fill
流动前沿温度 Flow Front Temp
最大剪切速率 Maximum Shear rate
壁上建剪切应力 Shear Stress at wall
注射压力曲线 Pressure at injection location:XY Plot
锁模力 Clamp Force
气穴 Air Traps
熔接线 Weld Lines
变形 WARP)
结论和建议 Conclusions and suggestions
5.
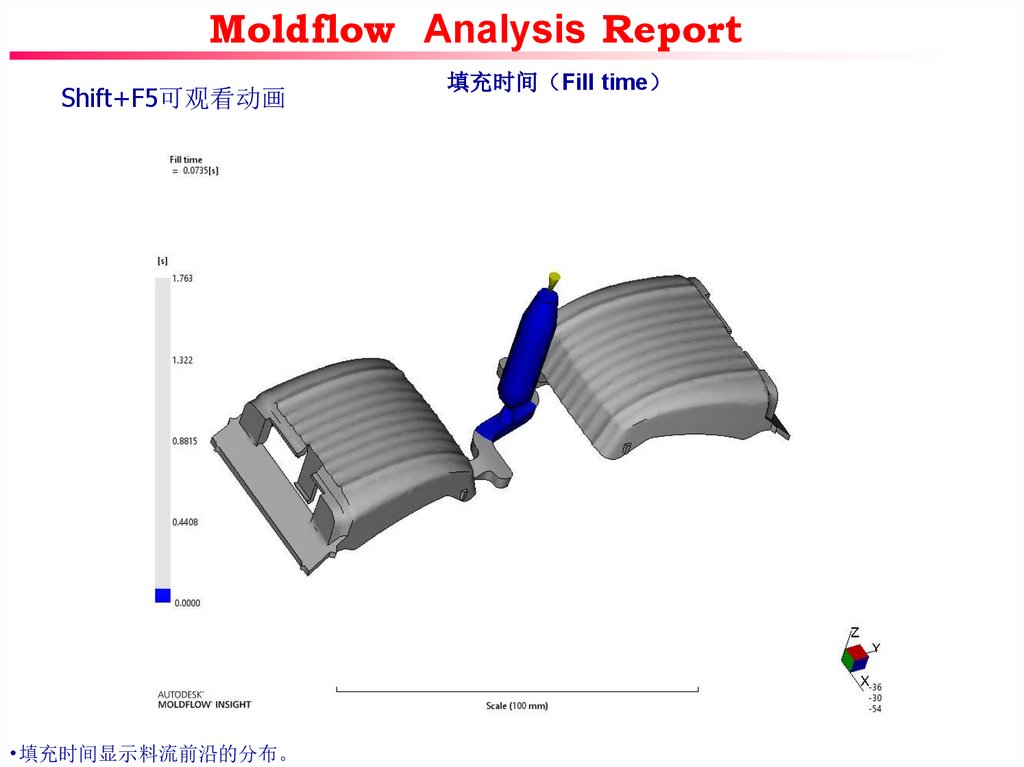
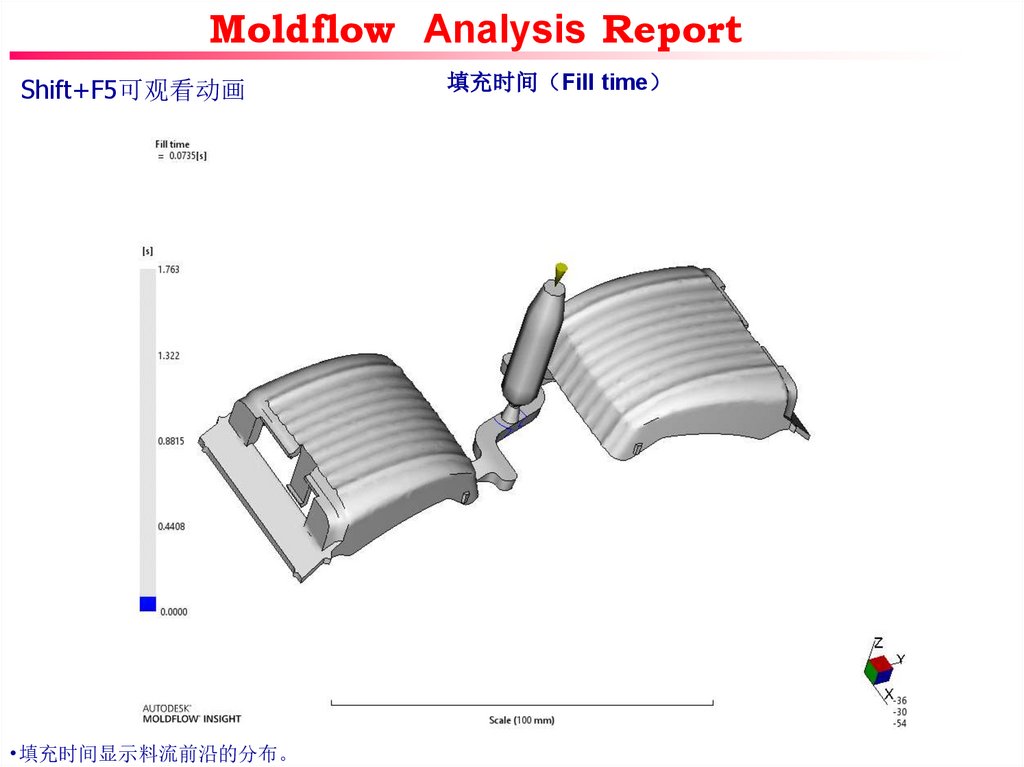
Moldflow Analysis ReportShift+F5可观看动画
•填充时间显示料流前沿的分布。
填充时间 Fill time
6.
Moldflow Analysis ReportShift+F5可观看动画
•填充时间显示料流前沿的分布。
填充时间 Fill time
7.
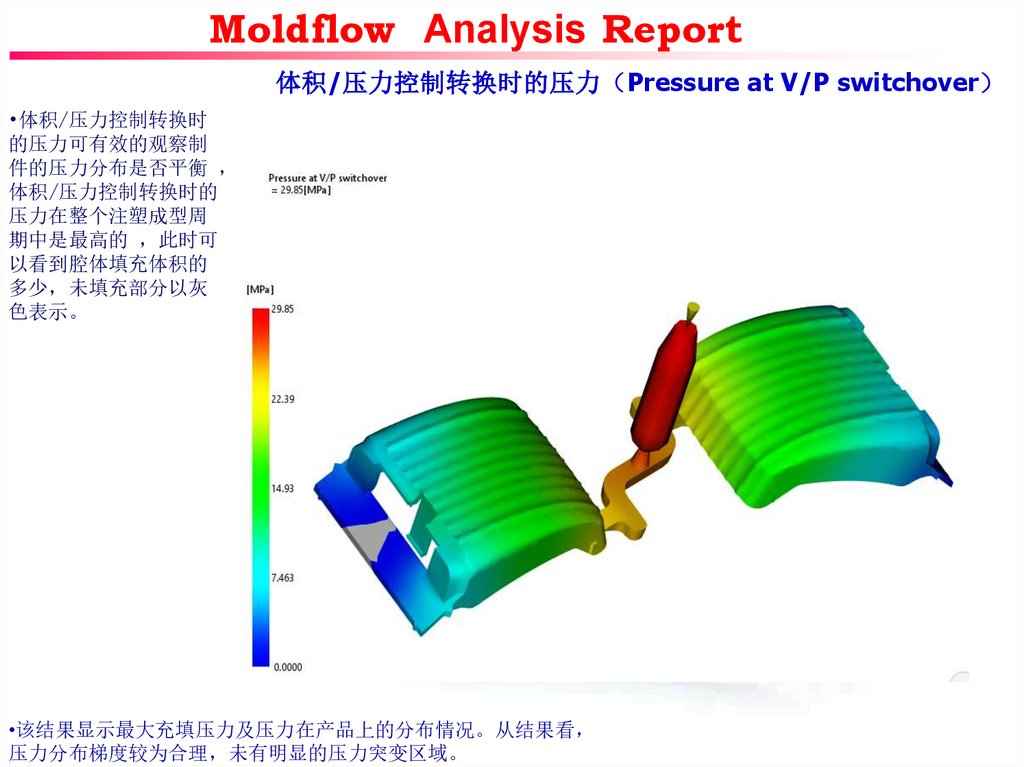
Moldflow Analysis Report体积/压力控制转换时的压力 Pressure at V/P switchover
•体积/压力控制转换时
的压力可有效的观察制
件的压力分布是否平衡
体积/压力控制转换时的
压力在整个注塑成型周
期中是最高的 此时可
以看到腔体填充体积的
多少 未填充部分以灰
色表示。
•该结果显示最大充填压力及压力在产品上的分布情况。从结果看
压力分布梯度较为合理 未有明显的压力突变区域。
8.
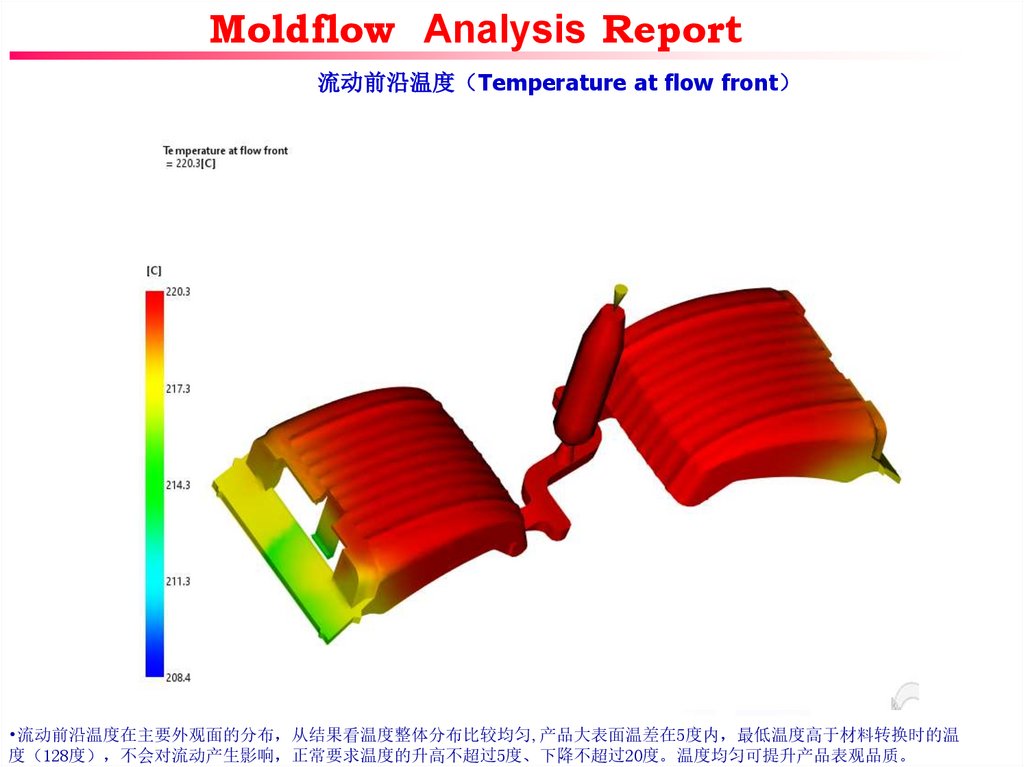
Moldflow Analysis Report流动前沿温度 Temperature at flow front
•流动前沿温度在主要外观面的分布 从结果看温度整体分布比较均匀,产品大表面温差在5度内 最低温度高于材料转换时的温
度 128度 不会对流动产生影响 正常要求温度的升高不超过5度、下降不超过20度。温度均匀可提升产品表观品质。
9.
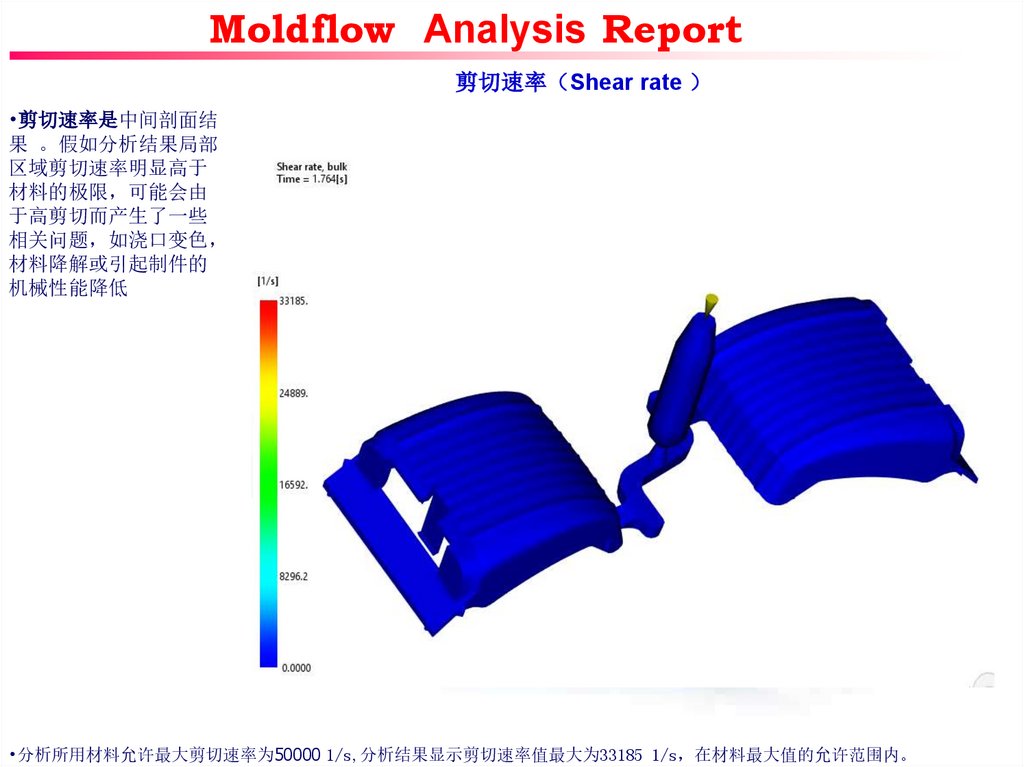
Moldflow Analysis Report剪切速率 Shear rate
•剪切速率是中间剖面结
果 。假如分析结果局部
区域剪切速率明显高于
材料的极限 可能会由
于高剪切而产生了一些
相关问题 如浇口变色
材料降解或引起制件的
机械性能降低 。
•分析所用材料允许最大剪切速率为50000 1/s,分析结果显示剪切速率值最大为33185 1/s 在材料最大值的允许范围内。
10.
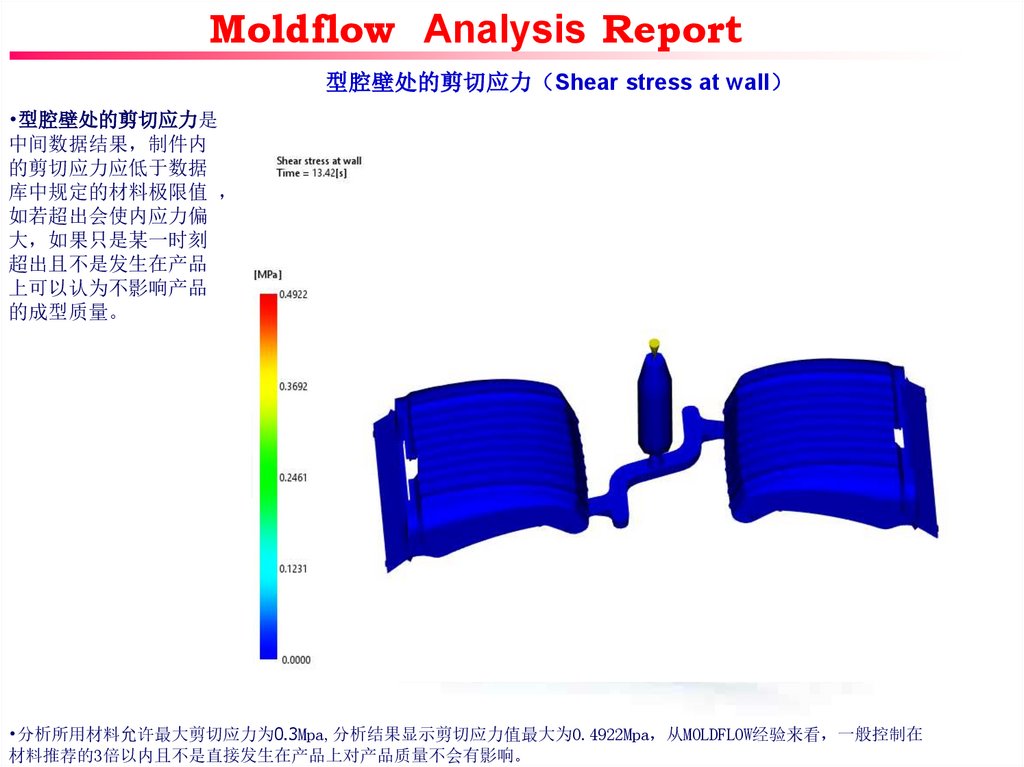
Moldflow Analysis Report型腔壁处的剪切应力 Shear stress at wall
•型腔壁处的剪切应力是
中间数据结果 制件内
的剪切应力应低于数据
库中规定的材料极限值
如若超出会使内应力偏
大 如果只是某一时刻
超出且不是发生在产品
上可以认为不影响产品
的成型质量。
•分析所用材料允许最大剪切应力为0.3Mpa,分析结果显示剪切应力值最大为0.4922Mpa 从MOLDFLOW经验来看 一般控制在
材料推荐的3倍以内且不是直接发生在产品上对产品质量不会有影响。
11.
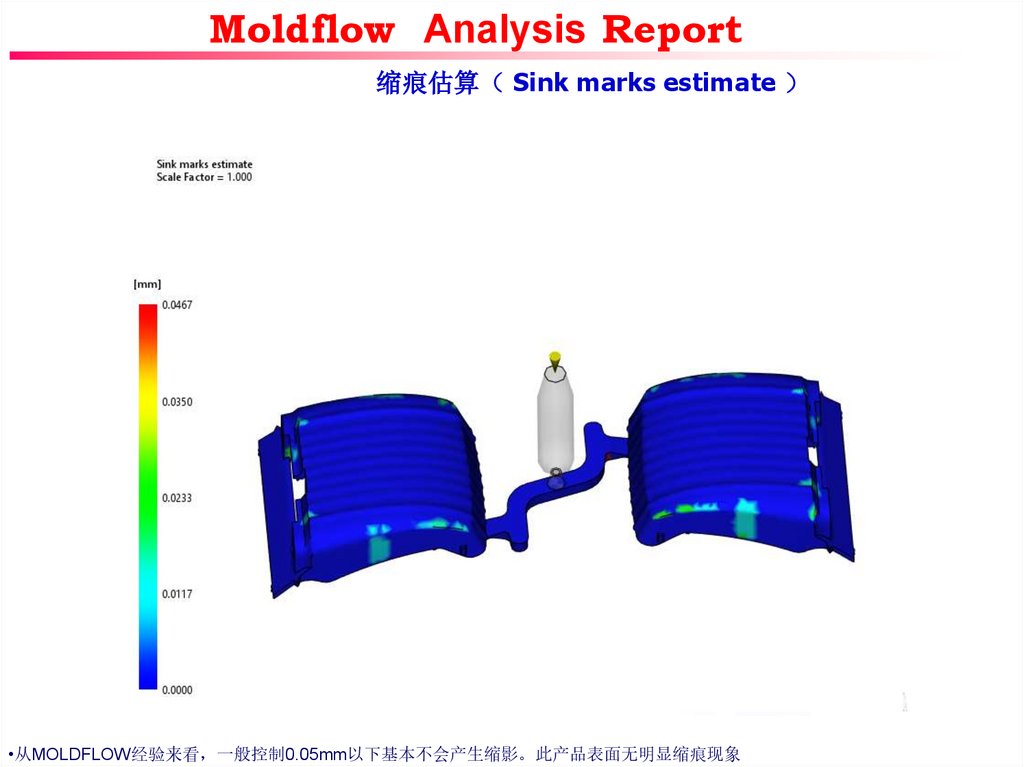
Moldflow Analysis Report缩痕估算 Sink marks estimate
•从MOLDFLOW经验来看 一般控制0.05mm以下基本不会产生缩影。此产品表面无明显缩痕现象
12.
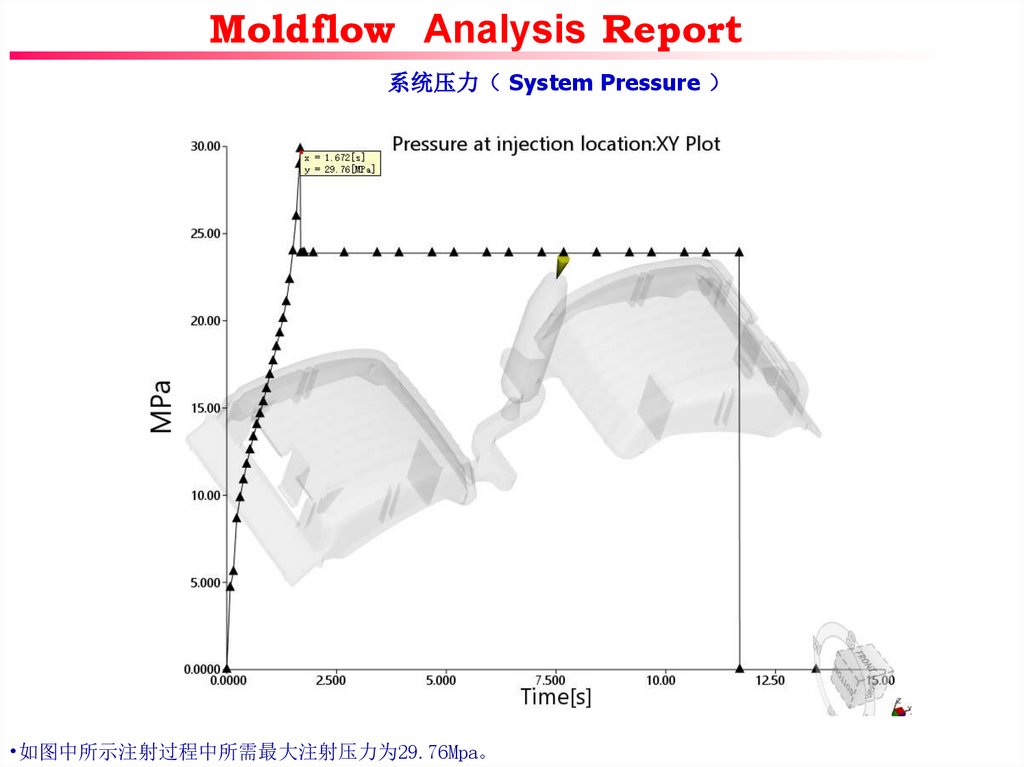
Moldflow Analysis Report系统压力 System Pressure
•如图中所示注射过程中所需最大注射压力为29.76Mpa。
13.
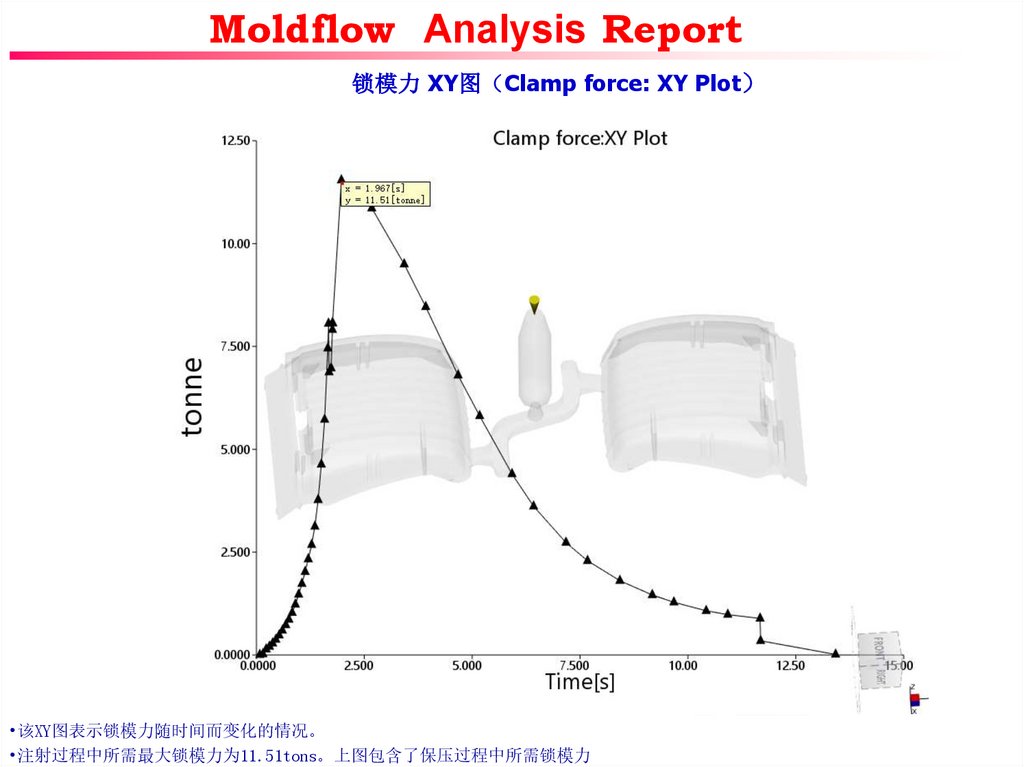
Moldflow Analysis Report锁模力 XY图 Clamp force: XY Plot
•该XY图表示锁模力随时间而变化的情况。
•注射过程中所需最大锁模力为11.51tons。上图包含了保压过程中所需锁模力
14.
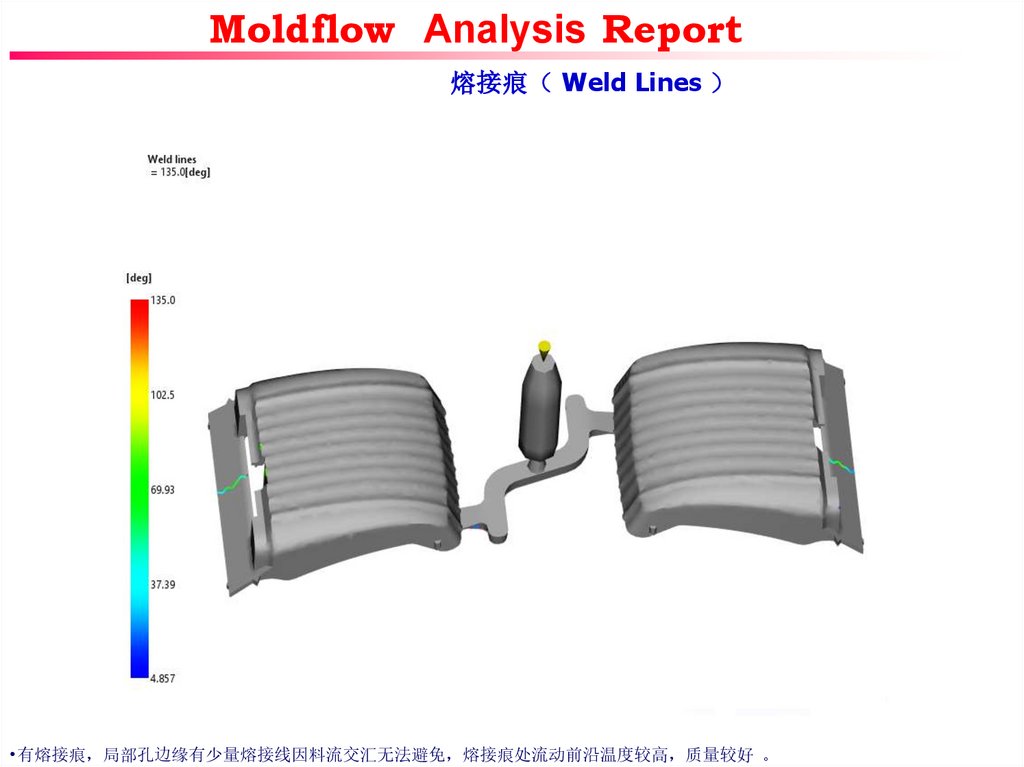
Moldflow Analysis Report熔接痕 Weld Lines
•有熔接痕 局部孔边缘有少量熔接线因料流交汇无法避免 熔接痕处流动前沿温度较高 质量较好 。
15.
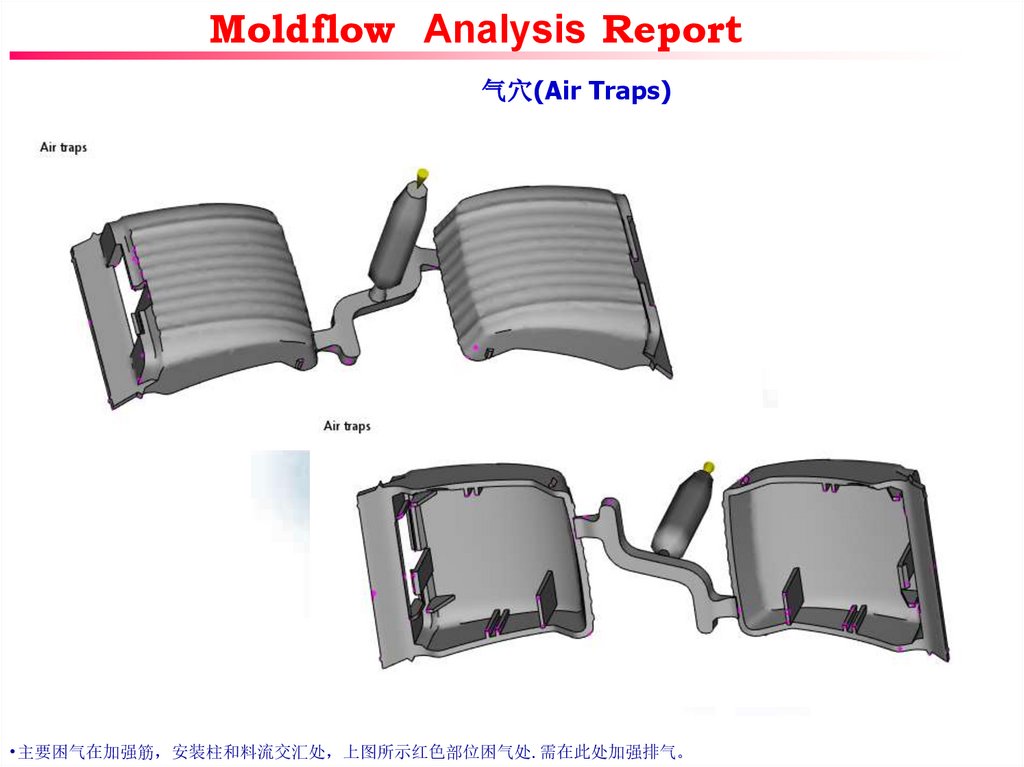
Moldflow Analysis Report气穴(Air Traps)
•主要困气在加强筋 安装柱和料流交汇处 上图所示红色部位困气处.需在此处加强排气。
16.
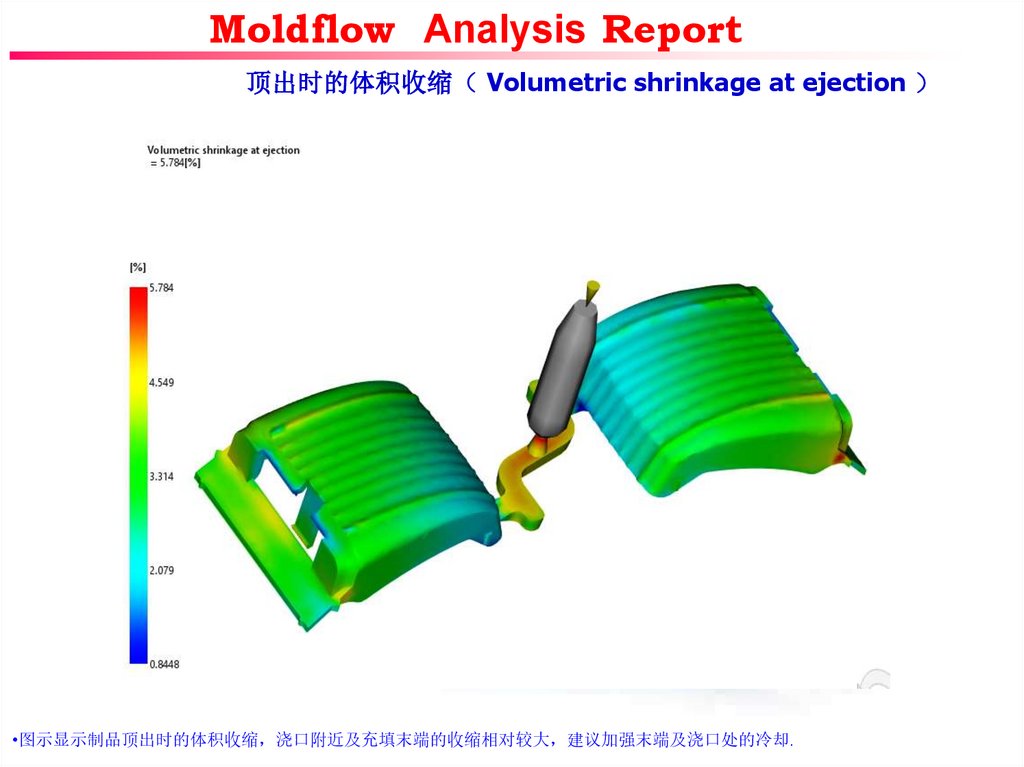
Moldflow Analysis Report顶出时的体积收缩 Volumetric shrinkage at ejection
•图示显示制品顶出时的体积收缩 浇口附近及充填末端的收缩相对较大 建议加强末端及浇口处的冷却.
17.
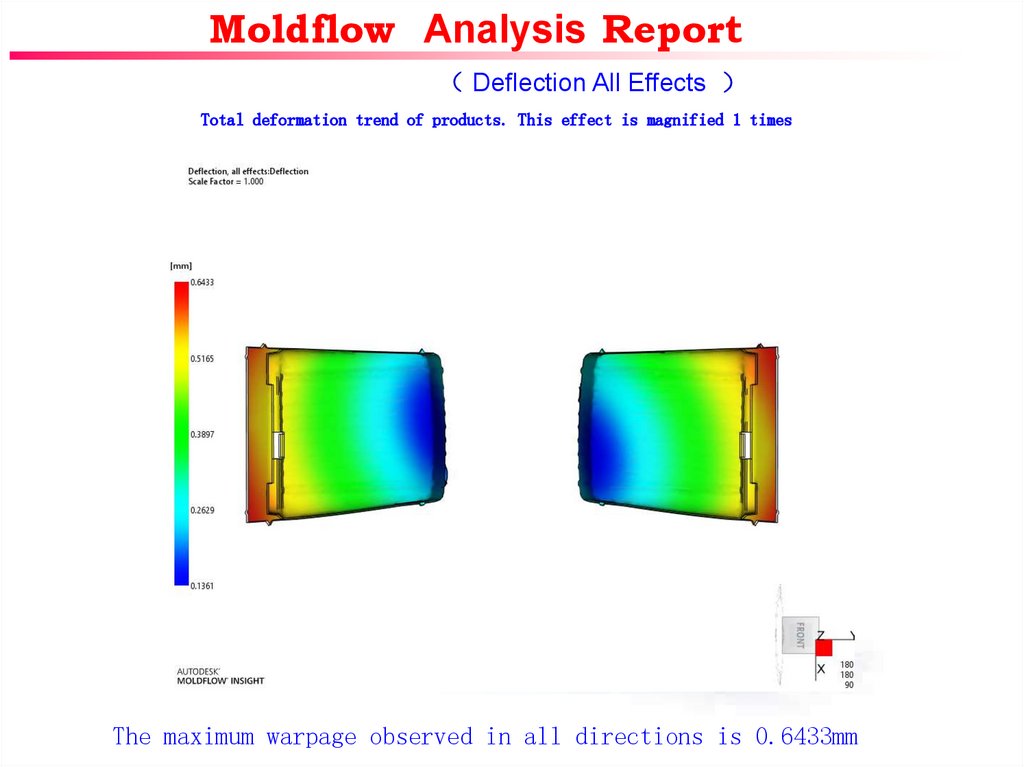
Moldflow Analysis ReportDeflection All Effects
Total deformation trend of products. This effect is magnified 1 times
The maximum warpage observed in all directions is 0.6433mm
18.
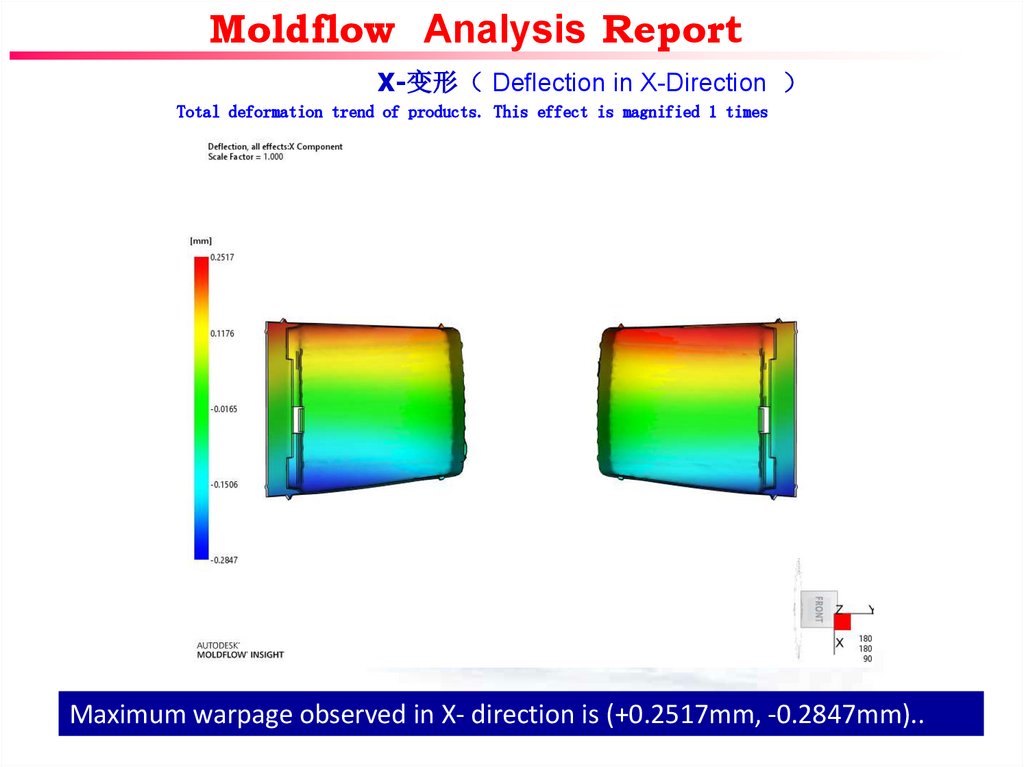
Moldflow Analysis ReportX-变形 Deflection in X-Direction
Total deformation trend of products. This effect is magnified 1 times
Maximum warpage observed in X- direction is (+0.2517mm, -0.2847mm)..
19.
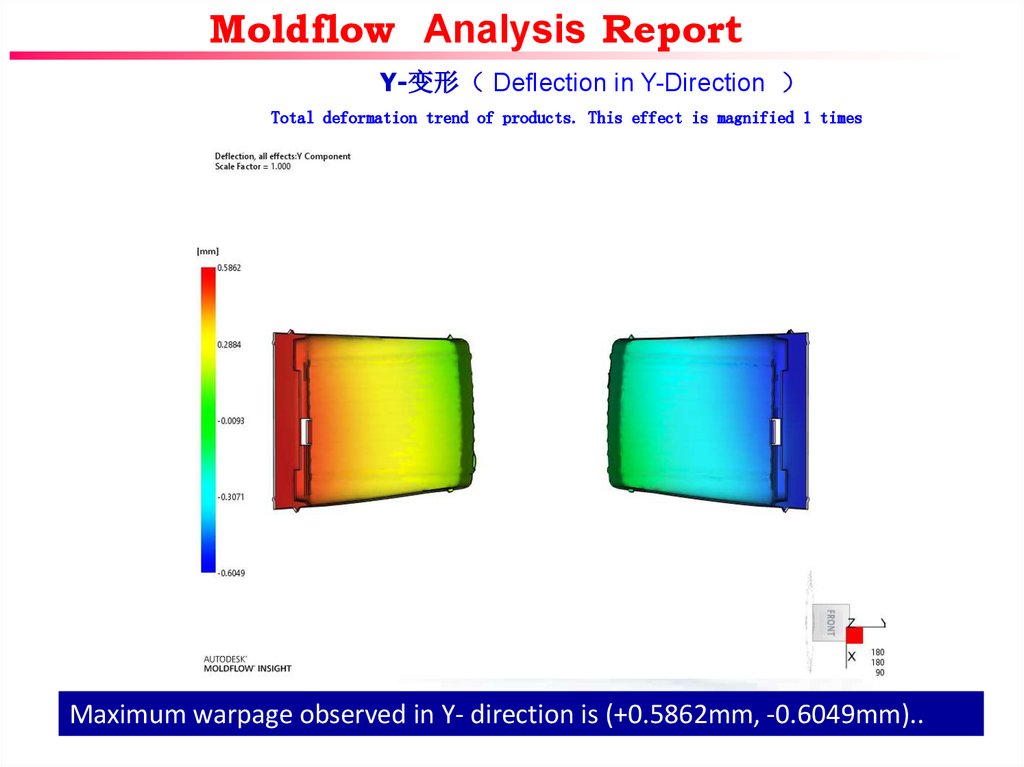
Moldflow Analysis ReportY-变形 Deflection in Y-Direction
Total deformation trend of products. This effect is magnified 1 times
Maximum warpage observed in Y- direction is (+0.5862mm, -0.6049mm)..
20.
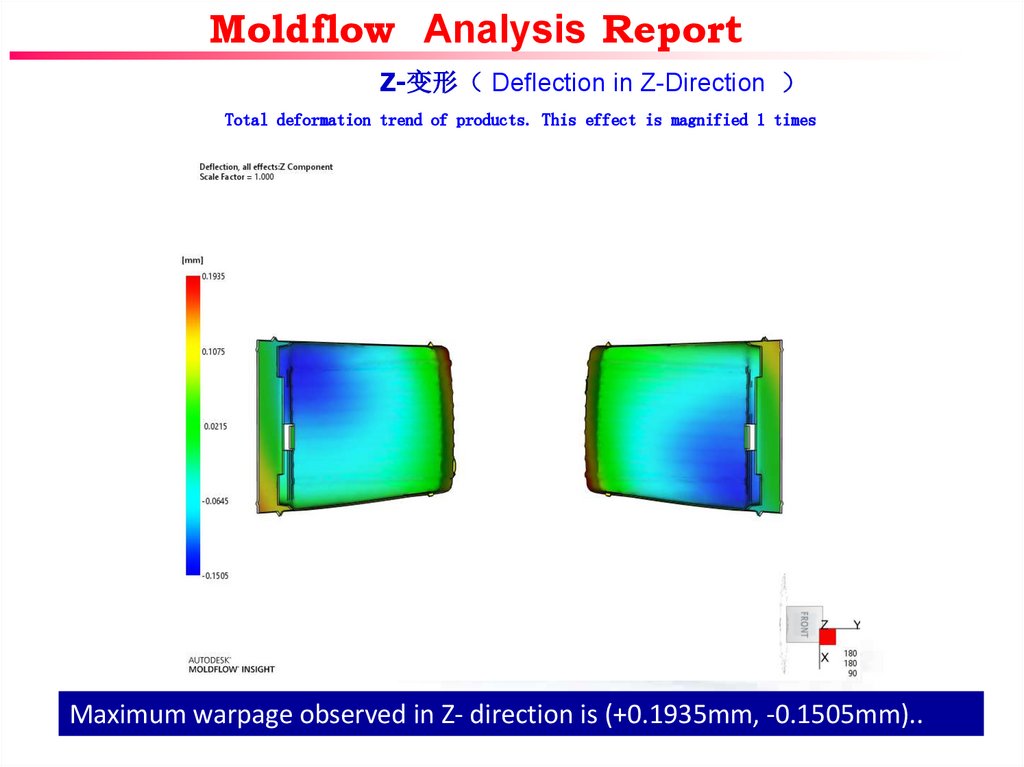
Moldflow Analysis ReportZ-变形 Deflection in Z-Direction
Total deformation trend of products. This effect is magnified 1 times
Maximum warpage observed in Z- direction is (+0.1935mm, -0.1505mm)..
21.
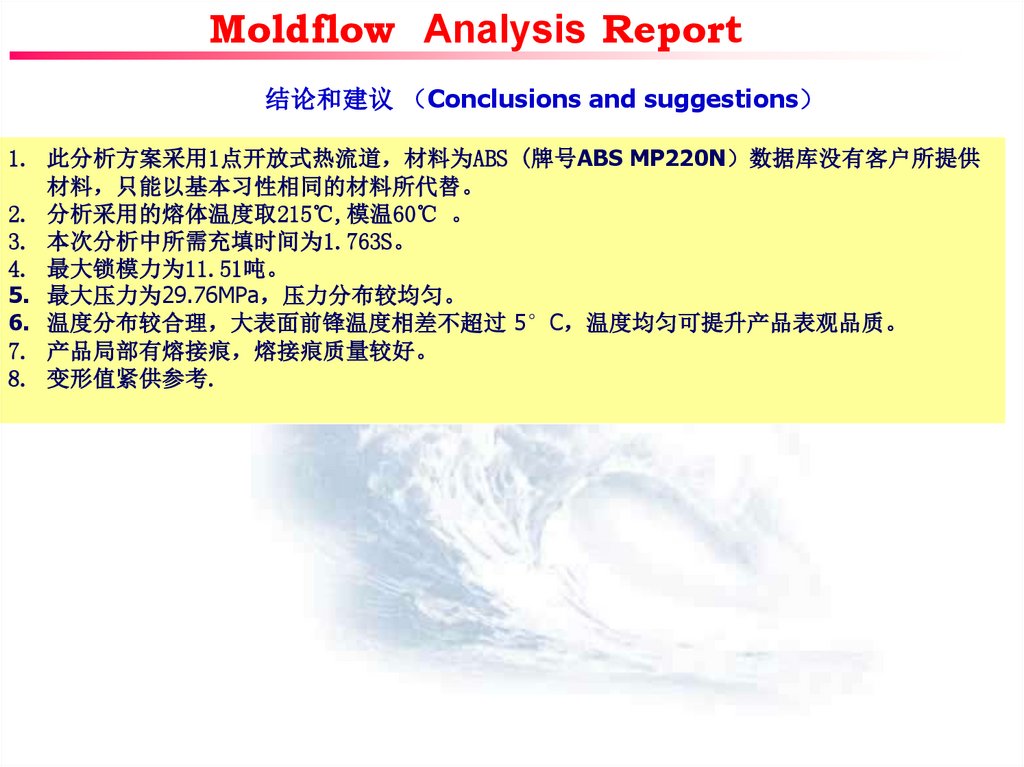
Moldflow Analysis Report结论和建议 Conclusions and suggestions
1. 此分析方案采用1点开放式热流道 材料为ABS (牌号ABS MP220N 数据库没有客户所提供
材料 只能以基本习性相同的材料所代替。
2. 分析采用的熔体温度取215℃,模温60℃ 。
3. 本次分析中所需充填时间为1.763S。
4. 最大锁模力为11.51吨。
5. 最大压力为29.76MPa 压力分布较均匀。
6. 温度分布较合理 大表面前锋温度相差不超过 5°C 温度均匀可提升产品表观品质。
7. 产品局部有熔接痕 熔接痕质量较好。
8. 变形值紧供参考.