









 Программное обеспечение
Программное обеспечениеПохожие презентации:






")



Аддитивные технологии Современные технологии обработки материалов и прототипирование
1.
Аддитивныетехнологии
Современные технологии
обработки материалов
и прототипирование
2.
Применение новых технологий– главный тренд последних лет в любой сфере промышленного
производства. Каждое предприятие в России и мире стремится
создавать более дешевую, но при этом надежную и качественную
продукцию, используя самые совершенные методы и материалы.
Использование аддитивных технологий – один из ярчайших примеров
того, как новые разработки и оборудование могут существенно
улучшать традиционное производство.
3.
Технология «трехмерной печати»появилась в конце 80-х годов прошлого века. Пионером в этой области является
компания 3D Systems (США), которая разработала первую коммерческую
стереолитографическую машину – SLA – Stereolithography Apparatus (1986). До
середины 90-х годов она использовалась главным образом в научно-исследовательской
и опытно-конструкторской деятельности, связанной с оборонной промышленностью.
Первые лазерные машины – сначала стереолитографические (SLA-машины), затем
порошковые (SLS-машины) – были чрезмерно дороги, а выбор модельных материалов
весьма скромный. Широкое распространение цифровых технологий в области
проектирования (CAD), моделирования и расчетов (CAE) и механообработки (CAM)
стимулировало взрывной характер развития технологий 3D-печати, и в настоящее
время крайне сложно указать область материального производства, где в той или иной
степени не использовались бы 3D-принтеры.
4.
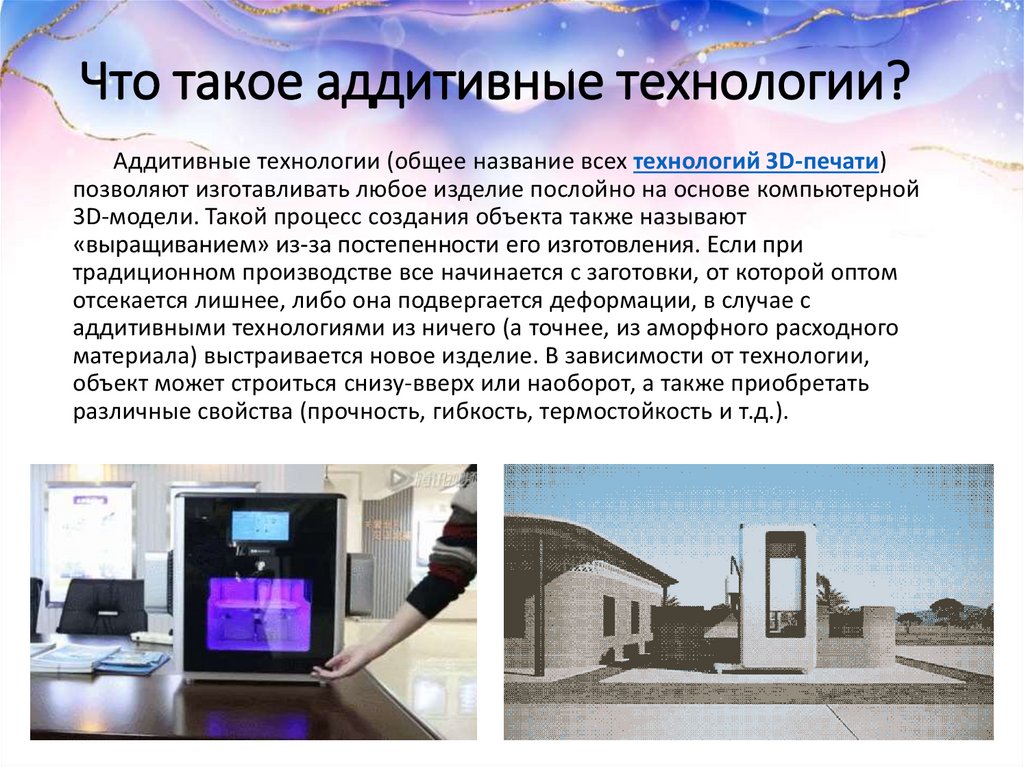
Что такое аддитивные технологии?Аддитивные технологии (общее название всех технологий 3D-печати)
позволяют изготавливать любое изделие послойно на основе компьютерной
3D-модели. Такой процесс создания объекта также называют
«выращиванием» из-за постепенности его изготовления. Если при
традиционном производстве все начинается с заготовки, от которой оптом
отсекается лишнее, либо она подвергается деформации, в случае с
аддитивными технологиями из ничего (а точнее, из аморфного расходного
материала) выстраивается новое изделие. В зависимости от технологии,
объект может строиться снизу-вверх или наоборот, а также приобретать
различные свойства (прочность, гибкость, термостойкость и т.д.).
5.
Аморфные металлыэто особая группа металлических материалов,
характерная особенность которых состоит в
структуре, которая очень близка к структуре
расплавленного металла или стекла. То есть
атомы и молекулы располагаются далеко друг от
друга.
6.
Что такое аддитивные технологии?7.
Первые аддитивные системы производстваработали главным образом с полимерными материалами.
Сегодня 3D-принтеры, олицетворяющие аддитивное производство,
способны работать не только с ними, но и с инженерными
пластиками, композитными порошками, различными типами
металлов, керамикой, песком. Аддитивные технологии активно
используются в машиностроении, промышленности, науке,
образовании, проектировании, медицине, литейном производстве
и многих других сферах.
8.
Классификация аддитивныхтехнологий и материалов
• По принципу формирования детали (нанесения слоя) следует выделить два направления
развития аддитивных технологий.
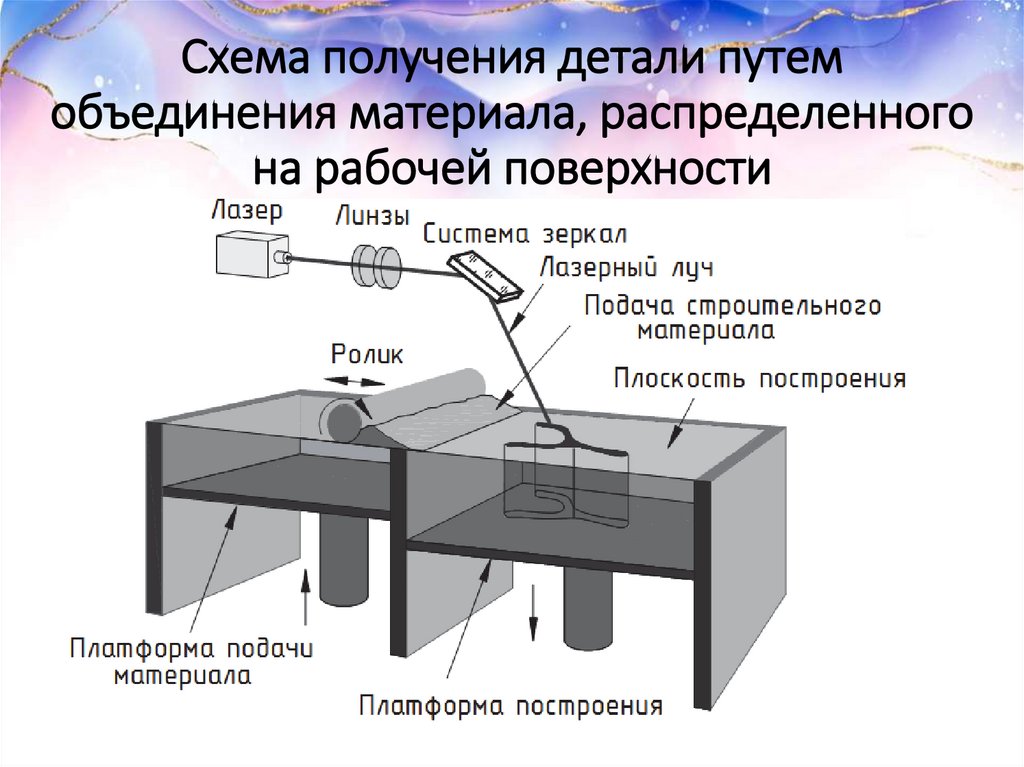
• Первое направление. Формирование детали происходит путем объединения материала,
распределенного на рабочей поверхности платформы технологического оборудования
(Bed deposition) (рис. 2). После окончания процесса изготовления остается некоторый
объём материала, который может использоваться для формирования следующей детали.
Процессы объединения материала, распределенного на платформе, заложены в основу
различных видов технологического оборудования для производства деталей методами
аддитивных технологий:
• SLA – Steriolithography Apparatus;
• SLM – Selective Laser Melting;
• DMLS – Direct Metal Laser Sintering;
• EBM – Electron Beam Melting;
• SHS – Selective Heat Sintering;
• MIM – Metal Injection Molding;
• Ink-Jet или Binder Jetting;
• UAM – Ultrasonic Additive Manufacturing;
• LOM – Laminated Object Manufacturing.
9.
Схема получения детали путемобъединения материала, распределенного
на рабочей поверхности
10.
Классификация аддитивныхтехнологий и материалов
• Второе направление – формирование деталей путем
прямого осаждения материала (Direct Deposition). В этом
случае изделие формируется послойно непосредственно
из разогретого до необходимой температуры материала,
поступающего на рабочую платформу из специального
распределяющего устройства (рис. 3). На принципе
прямого осаждения материала построены следующие
виды технологического оборудования для производства
деталей методами аддитивных технологий:
• CLAD – Construction Laser Additive Directe;
• EBDM – Electron Beam Direct Manufacturing;
• MJS – Multiphase Jet Solidification;
• BPM – Ballistic Particle Manufacturing;
• MJM – Multi Jetting Material.
11.
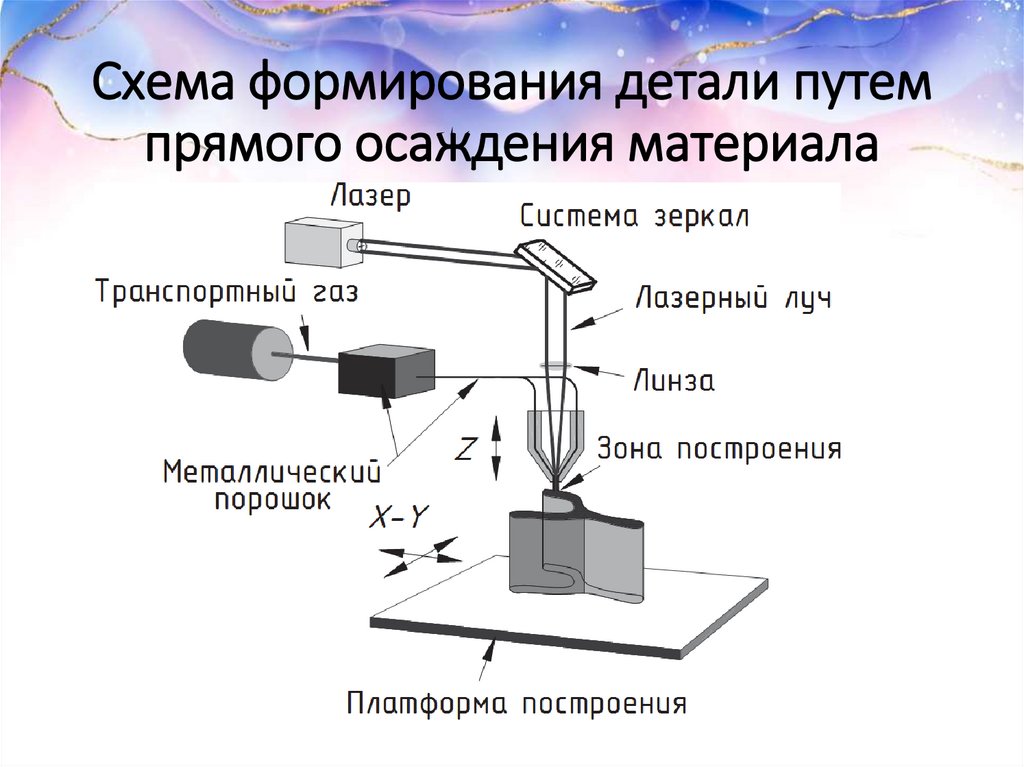
Схема формирования детали путемпрямого осаждения материала
12.
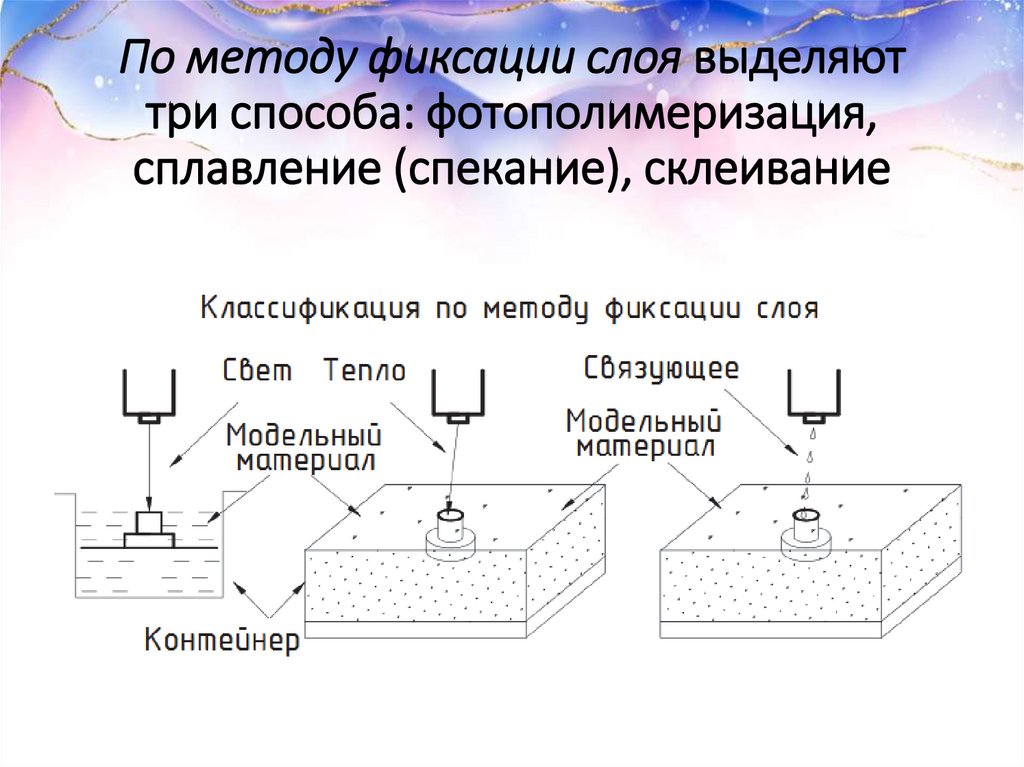
По методу фиксации слоя выделяюттри способа: фотополимеризация,
сплавление (спекание), склеивание
13.
Фотополимеризация.• По данному методу выделяют несколько
технологий получения изделия.
14.
Стереолитография (SLA-технология)Принтеры, работающие по данному
принципу, имеют платформу,
которую погружают в бак с жидким
фотополимером. Лазер проходит
по поверхности, в результате чего
слой фотополимера затвердевает.
Затем платформа опускается на
глубину одного слоя и процесс
повторяется до тех пор, пока объект
полностью не построится.
Материал, использующийся
в SLA-технологиях, –
фотополимерная смола.
15.
Технология PolyJetНанесение материала происходит с помощью струйных
головок. Жидкий фотополимер отвердевает под
действием светового излучения. После окончания
нанесения всего слоя зону печати подвергают мощному
ультрафиолетовому излучению для полного отвердевания
материала, после чего наносится следующий слой.
16.
Технология PolyJetПечать происходит за счет подвижного блока с набором головок.
В каждой головке есть много мелких сопел, они располагаются рядами.
Печатающий блок перемещается в горизонтальной плоскости и наносит
фотополимер.
Нанесенный слой облучается ультрафиолетом и под его воздействием
быстро затвердевает. Так повторяется слой за слоем, пока не сформируется
модель. В результате получается твердая деталь, которую не нужно подвергать
дополнительной обработке перед использованием.
17.
При работе со сложными деталями, со множествомполостей и нависающих элементов, для предотвращения
обрушения используют специальный материал
поддержки, им заполняют пустоты.
Плюс этого материала – простота удаления.