























 Промышленность
ПромышленностьПохожие презентации:

")




")



Автоматизированное производство. Проектирование гибких производственных систем
1.
АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВОПроектирование гибких производственных систем
2.
Гибкая производственная система (ГПС) — отдельнаяединица технологического оборудования или совокупность таких единиц,
а также систем обеспечения их функционирования в автоматическом
режиме.
Область применения ГПС - серийное многономенклатурное
производство.
Преимущества ГПС:
увеличение производительности труда в процессе изготовления
единичной и мелкосерийной продукции благодаря более высокой
загрузке оборудования;
сокращение времени производственного цикла и быстрое
реагирование на изменение требований заказчиков;
повышение качества продукции за счет устранения ошибок и
нарушений технологических режимов;
уменьшение капитальных вложений, площадей и численности
обслуживающего персонала прежде всего за счет трехсменного
режима работы;
снижение объема незавершенного производства;
повышение эффективности управления за счет исключения
человека из производственного процесса.
3.
Основные характеристики ГАПгибкость;
производительность;
эффективность
Гибкость:
возможность обрабатывать на одной и той же технологической линии
различные детали в различных сочетаниях;
возможность изменения в любой момент стратегии производства в
зависимости от необходимости;
модифицирование
обрабатываемых
деталей
без
привлечения
дополнительных значительных затрат;
изменение состава технологической линии в зависимости от требований;
повторное использование значительного процента существующих
капиталовложений в том случае, если приходится полностью менять тип
продукции.
Виды гибкости
Машинная гибкость – легкость перестройки технологических элементов
ГПС для производства заданного множества типов деталей.
Маршрутная гибкость – способность продолжать обработку заданного
множества типов деталей при отказах отдельных технологических элементов
ГАП
4.
Эффективность ГПС :Эффективность ГПС складывается из технической, организационной и
экономической эффективности
Технологическая и организационная эффективность ГПС оценивается:
коэффициентом
использования
инструмента,
содержащегося
в
накопителях и при станочных магазинах;
коэффициентом использования технических средств ГПМ, ГАЛ или ГАУ;
коэффициентами сменности и загрузки оборудования;
показателями надёжности ГПМ, ГАЛ или ГАУ.
Экономическая эффективность применения ГПС в сравнении с
эксплуатируемым оборудованием оценивается:
сокращением затрат на закупку оборудования (экономия основных
фондов) в связи с уменьшением его числа, так как в 2…3 раза повышается
производительность оборудования и улучшается его использование;
сокращением затрат на строительство производственных площадей под
уменьшенное число оборудования;
экономией фонда заработной платы;
уменьшением вложений в оборотные фонды, т.к. уменьшается
производственный цикл изготовления продукции, необходимые запасы и т.д.
5.
Производительность ГПС:часовая,
суточная,
по полному годовому фонду времени (учитывает возможности ГПС работать в малолюдном/безлюдном режиме. (годовой фонд времени 8760 ч.)
Фактический годовой фонд времени работы ГПС - определяется
надежностью ее работы и суммарным объемом простоев всех видов в год.
При расчете производительности ГПС учитывают следующие потери
времени:
цикловые потери рабочего времени (замена инструмента в шпинделе,
ускоренный подвод и отвод инструмента, координатное перемещение стола и
т.д.);
простои по вине инструмента (замена инструмента из-за поломок, из-за
затупления, регулировка без замены – при необходимости вмешательства
оператора);
простои по вине оборудования (регулировка и ремонт оборудования, отказ
системы управления и т.д.);
простои по организационным причинам (отсутствие электроэнергии,
вспомогательных материалов и т.д);
простои, связанные с браком (брак предыдущих операций, брак материалов,
выявленных во время обработки, брак обработки и т.д.);
простои, связанные с переналадкой (замена оснастки, замена комплекта
инструмента).
6.
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ (ГПС)ГПС классифицируют по следующим признакам:
Организационному признаку,
комплексности изготовления изделий,
виду обработки,
разновидности изготовляемых изделий,
степени и уровню автоматизации.
По организационному признаку (структуре)
ГПС подразделяют на следующие уровни:
гибкий производственный модуль (ГПМ) - первый уровень;
гибкая автоматизированная линия (ГАЛ) - второй уровень;
гибкий автоматизированный участок (ГАУ) - второй уровень;
гибкий автоматизированный цех (ГАЦ) - третий уровень;
гибкий автоматизированный завод (ГАЗ) - четвертый (верхний) уровень.
7.
ПРОИЗВОДСТВЕННО - ТЕХНИЧЕСКАЯ СТРУКТУРА ГПСПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКАЯ СТРУКТУРА
ГПС ВКЛЮЧАЕТ РЯД ФУНКЦИОНАЛЬНЫХ
СИСТЕМ
СОФ - СИСТЕМА ОБЕСПЕЧЕНИЯ
ФУНКЦИОНИРОВАНИЯ
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ГПС
В СОСТАВ СОФ В ОБЩЕМ СЛУЧАЕ ВХОДЯТ:
АСНИ;
САПР;
АСТПП;
АТСС;
АВТОМАТИЗИРОВАННАЯ СИСТЕМА
ИНСТРУМЕНТАЛЬНОГО ОБЕСПЕЧЕНИЯ (АСИО);
СИСТЕМА АВТОМАТИЗИРОВАННОГО
КОНТРОЛЯ (САК);
АВТОМАТИЗИРОВАННАЯ СИСТЕМА
УДАЛЕНИЯ ОТХОДОВ (АСУО) И Т. Д.
СИСТЕМА ОБЕСПЕЧЕНИЯ ПОДГОТОВКИ
ПРОИЗВОДСТВА СОСТОИТ ИЗ:
- САПР,
- АСТПП,
- АСНИ.
САПР РЕШАЕТ ЗАДАЧ КОНСТРУИРОВАНИЯ ИЗДЕЛИЙ,
РАЗРАБОТКИ ТП
АСТПП РЕШАЕТ ЗАДАЧИ ТЕХНОЛОГИЧЕСКОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА
АСНИ ПРЕДНАЗНАЧЕНА ДЛЯ РЕШЕНИЯ ЗАДАЧ НАУЧНОЙ
ПОДГОТОВКИ ПРОИЗВОДСТВА
8.
Поорганизационной
структуре
производства
производственные системы подразделяются на пять уровней.
гибкие
Первый уровень — гибкие производственные модули (ГПМ),
являющиеся основой гибкого производства. Это ГПС, состоящая из единицы
технологического оборудования с ЧПУ, а так же устройство для передачи
деталей и установления их на станки, смены и передачи инструментов,
транспортно-накопительные и контрольно-измерительные устройства,
устройства автономного управления и механизмы стыковки с другими
модулями.
9.
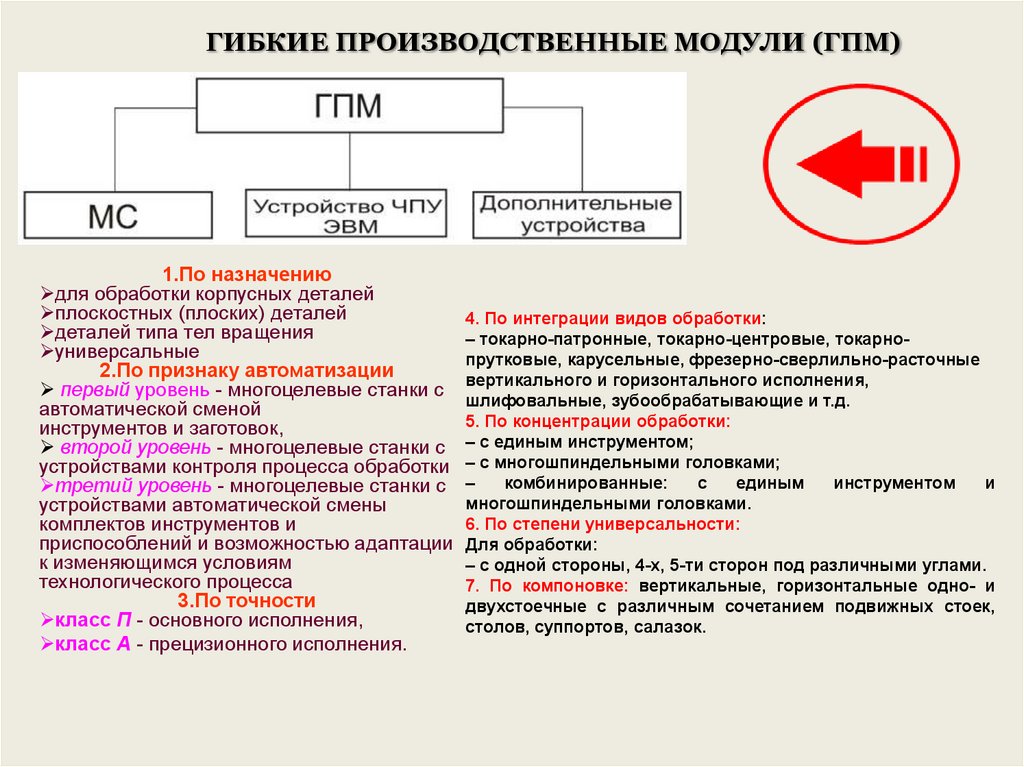
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ (ГПМ)1.По назначению
для обработки корпусных деталей
плоскостных (плоских) деталей
4. По интеграции видов обработки:
деталей типа тел вращения
– токарно-патронные, токарно-центровые, токарно универсальные
прутковые, карусельные, фрезерно-сверлильно-расточные
2.По признаку автоматизации
вертикального и горизонтального исполнения,
первый уровень - многоцелевые станки с
шлифовальные, зубообрабатывающие и т.д.
автоматической сменой
5. По концентрации обработки:
инструментов и заготовок,
второй уровень - многоцелевые станки с – с единым инструментом;
устройствами контроля процесса обработки – с многошпиндельными головками;
третий уровень - многоцелевые станки с – комбинированные: с единым инструментом и
многошпиндельными головками.
устройствами автоматической смены
6. По степени универсальности:
комплектов инструментов и
приспособлений и возможностью адаптации Для обработки:
к изменяющимся условиям
– с одной стороны, 4-х, 5-ти сторон под различными углами.
технологического процесса
7. По компоновке: вертикальные, горизонтальные одно- и
3.По точности
двухстоечные с различным сочетанием подвижных стоек,
класс П - основного исполнения,
столов, суппортов, салазок.
класс А - прецизионного исполнения.
10.
ПЛАНИРОВКА УЧАСТКОВ И ЛИНИЙ ГПСКомпоновка ГПС во многих случаях размещение определяется
типом АТСС и АТЗС с помощью которых регулируются грузопотоки
Основные схемы ГПМ
ГПМ с индивидуальным обслуживанием единицы технологического
оборудования при помощи одного ПР
Заготовки перед подачей их роботом в зону обработки предварительно
ориентируются и подаются на фиксированную промежуточную позицию,
обслуживаемую
автоматизированными
загрузочно-разгрузочными
устройствами типа тактового стола или шагового конвейера-накопителя
11.
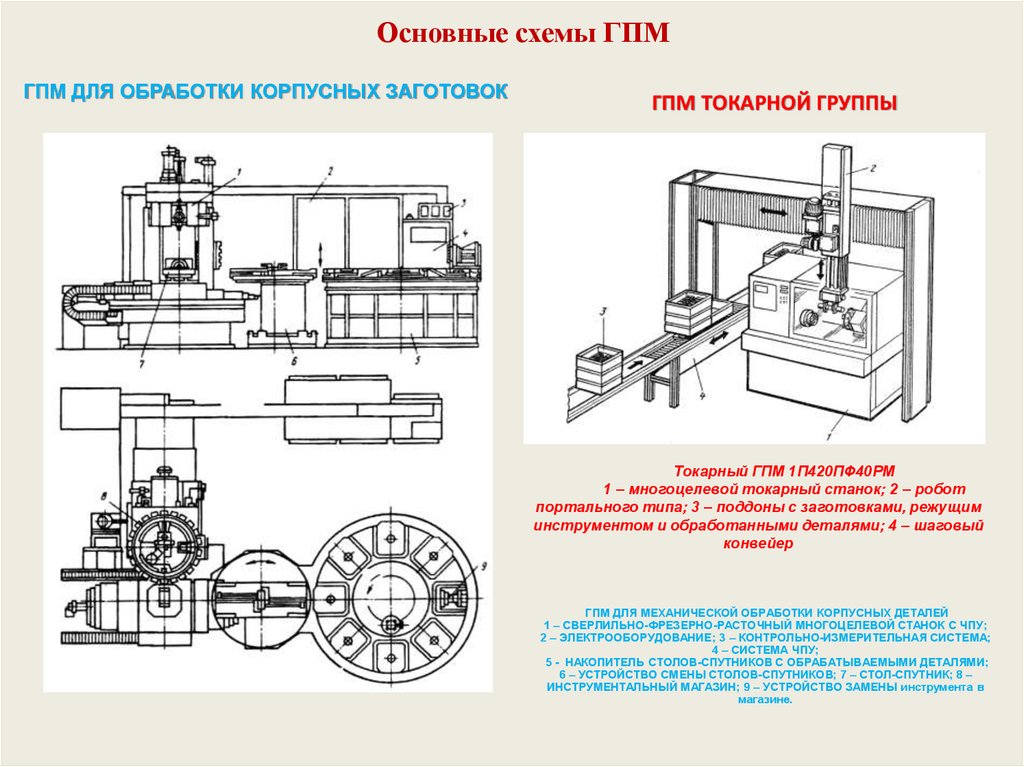
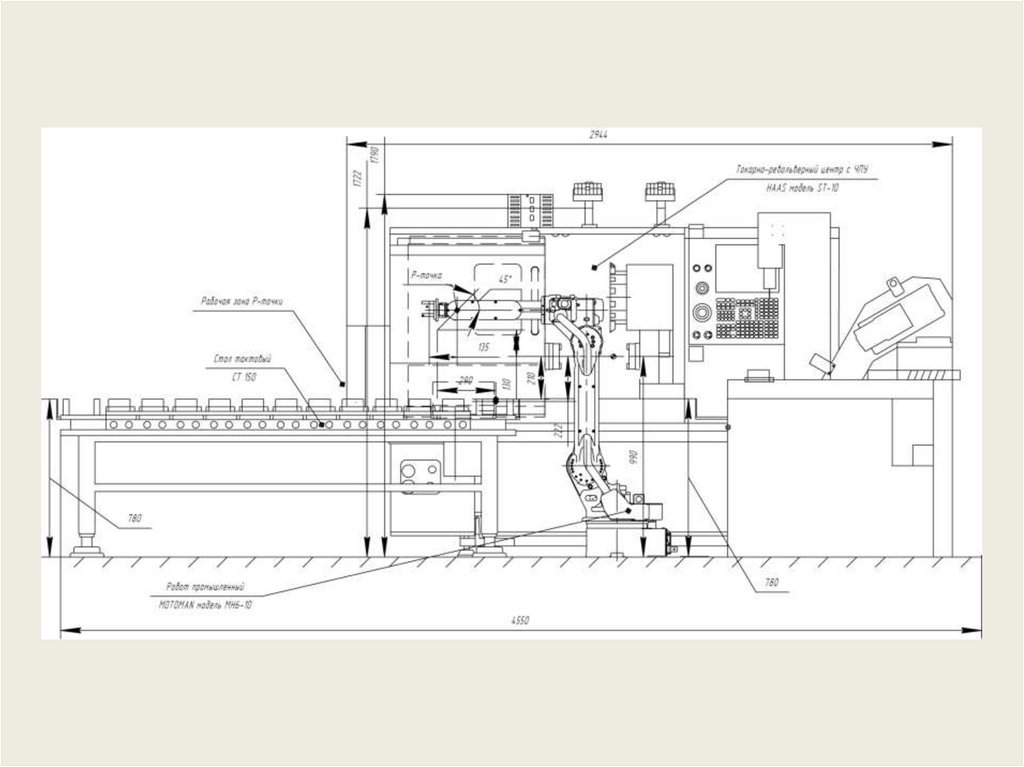
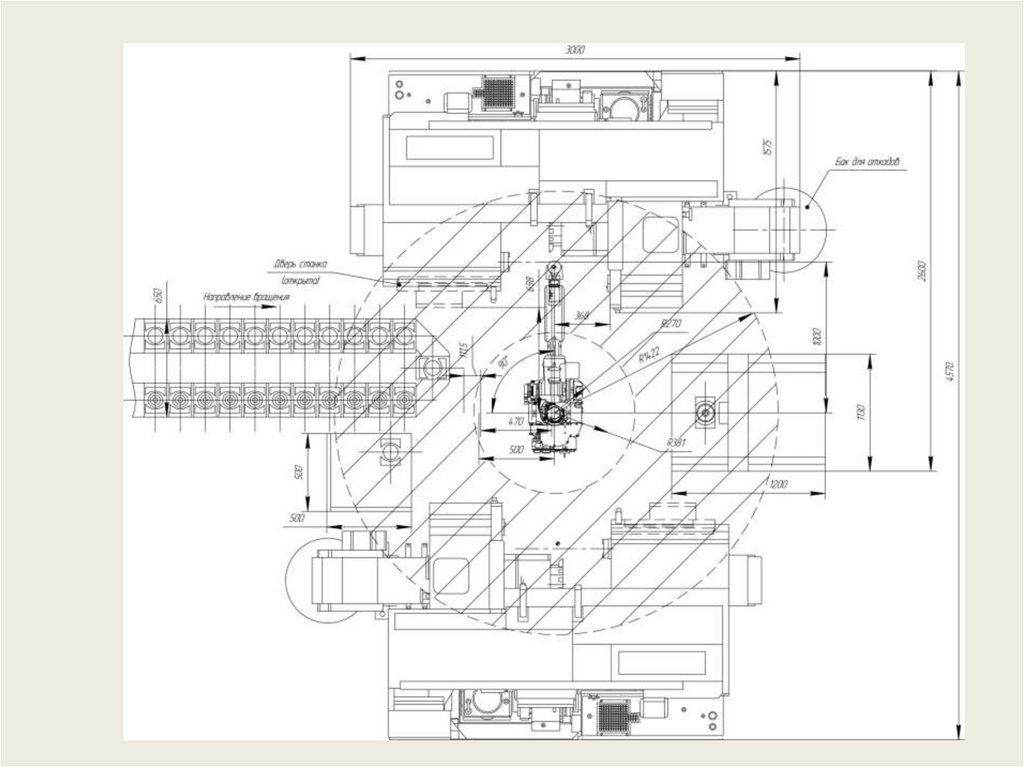
Основные схемы ГПМГПМ ДЛЯ ОБРАБОТКИ КОРПУСНЫХ ЗАГОТОВОК
ГПМ ТОКАРНОЙ ГРУППЫ
Токарный ГПМ 1П420ПФ40РМ
1 – многоцелевой токарный станок; 2 – робот
портального типа; 3 – поддоны с заготовками, режущим
инструментом и обработанными деталями; 4 – шаговый
конвейер
ГПМ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОРПУСНЫХ ДЕТАЛЕЙ
1 – СВЕРЛИЛЬНО-ФРЕЗЕРНО-РАСТОЧНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК С ЧПУ;
2 – ЭЛЕКТРООБОРУДОВАНИЕ; 3 – КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ СИСТЕМА;
4 – СИСТЕМА ЧПУ;
5 - НАКОПИТЕЛЬ СТОЛОВ-СПУТНИКОВ С ОБРАБАТЫВАЕМЫМИ ДЕТАЛЯМИ;
6 – УСТРОЙСТВО СМЕНЫ СТОЛОВ-СПУТНИКОВ; 7 – СТОЛ-СПУТНИК; 8 –
ИНСТРУМЕНТАЛЬНЫЙ МАГАЗИН; 9 – УСТРОЙСТВО ЗАМЕНЫ инструмента в
магазине.
12.
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ (ГПМ)ГПМ ИР500ПМФ4 и ИР800ПМФ4
Гибкий производственный
модуль мод. ИР500ПМ1Ф4
Гибкий производственный
модуль мод. ИР800ПМ1Ф4
13.
Второй уровень — гибкая автоматизированная линия (ГАЛ).Это гибкая производственная система, состоящая из нескольких гибких
производственных
модулей,
объединенных
автоматизированной
системой управления.
Третий уровень — гибкий автоматизированный участок (ГАУ). Это
гибкая производственная система, состоящая из нескольких гибких
производственных модулей, объединенных АСУ, функционирующая по
технологическому маршруту и предусматривающая возможность
изменения последовательности использования технологического
оборудования.
14.
Гибкие автоматизированные линии (ГАЛ) и участки (ГАУ) сгрупповым обслуживанием одним или несколькими ПР.
ГАЛ предполагают обслуживание одним или несколькими ПР
группы оборудования в принятой технологической последовательности
выполняемых операций.
На ГАУ при обслуживании оборудования одним или несколькими
ПР предусмотрена возможность изменения последовательности
выполнения технологических операций.
ГАЛ и ГАУ могут включать в себя несколько ГПМ, связанных между
собой транспортными средствами и единой автоматизированной системой
управления.
15.
Расположение технологического оборудованияЛинейное (продольное) - расположение оборудование вдоль транспортной трассы
16.
Расположение технологического оборудованияПоперечное расположение - применяют в случае, когда при продольном расположении получаются слишком длинные линии.
17.
Расположение технологического оборудованияКольцевое - целесообразно для многостаночного обслуживания с помощью
ПР, работающих в цилиндрической системе координат
18.
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ УЧАСТКИ (ГАУ)ГАУ представляет собой комплекс,
состоящий из станков с ЧПУ, ГПМ и
другого оборудования, управляемых
централизованно
Структура ГАУ
1 – технологическое оборудование с ЧПУ;
2 – транспортно-накопительная система;
3 – режущий инструмент и оснастка;
4 – технологическое оснащение;
5 – контрольно-измерительное оборудование, приборы;
6 – вспомогательное оборудование;
7 – ремонтно-профилактические средства.
19.
ГИБКИЕ АВТОМАТИЗИРОВАННЫЕ УЧАСТКИ (ГАУ)ГАУ для обработки тел вращения
АСВ – 21 – предназначен для
обработки ступенчатых валов средних
размеров.
Включает 13 станков с ЧПУ: 1 –
фрезерно-центровальный; 8 – токарноцентровых; 4 – сверлильно-фрезерных, а
также конвейер для подачи инструмента,
систему
межоперационного
транспортирования и накопления деталей,
контрольно-измерительную машину.
Технические показатели: годовой
выпуск деталей – до 120 тыс. шт., средний
размер партии – 20 шт.; время подготовки
одной УП до 15 мин. Продолжительность
работы станка по одной УП – 10 мин.
20.
Четвертый уровень — гибкий автоматизированный цех (ГАЦ).Это гибкая производственная система в виде совокупности гибких
автоматизированных линий или участков, предназначенная для
изготовления изделий заданной номенклатуры.
Пятый уровень — гибкий автоматизированный завод (ГАЗ). Это
гибкая производственная система, представляющая собой совокупность
гибких автоматизированных цехов и предназначенная для выпуска готовых
изделий. Гибкий автоматизированный завод может иметь в своем составе
отдельно функционирующие неавтоматизированные участки и цехи.
21.
Система ГПС включает в себя:автоматизированное основное станочное оборудование
(МНОГОЦЕЛЕВЫЕ СТАНКИ С ЧПУ, ОБРАБАТЫВАЮЩИЕ
ЦЕНТРЫ )
22.
автоматизированная транспортно-загрузочная система (АТЗС) система взаимосвязанных автоматизированных транспортно-загрузочныхустройств (промышленные роботы , манипуляторы, автооператоры) для
загрузки и выгрузки станков
23.
автоматизированная транспортно-складская система (АТСС) система взаимосвязанных автоматизированных транспортных и складскихустройств для укладки, хранения, временного накопления, разгрузки и
доставки предметов труда, технологической оснастки.
24.
25.
26.
автоматизированная система инструментального обеспечения(АСИО) - система взаимосвязанных элементов, включающая участки
подготовки инструментов, их транспортирования, накопления,
устройства смены и контроля качества инструмента, обеспечивающие
подготовку, хранение, автоматическую установку и замену инструмента;
27.
система автоматизированного контроля (САК)Обеспечивает автоматическое измерение параметров деталей в процессе
производства. А также выполняет различные контрольные операции по
окончании обработки, т.е. осуществляет межоперационный и окончательный
контроль.
Функции:
контроль размеров и отклонений геометрической формы деталей;
контроль положения заготовки при установке на столах станков;
контроль состояния режущего инструмента;
диагностика функций узлов и агрегатов в ГПС.
28.
автоматизированная система удаления отходов (АСУО);Включает в себя средства для сбора отходов временного хранения,
удаления и зависит от степени автоматизации производства и характера
отходов. (стружка, СОТС). Устройства действуют в пределах ГПС включая
модули и подключаются к общей цеховой системе удаления отходов.
система автоматизированного проектирования (САПР);
автоматизированная система ТПП (АС ТПП);
автоматизированная система управления (АСУ);
29.
Исходные данные для проектирования ГПСсведения о продукции: вид, номенклатура, габариты, требования к
точности и качеству изготовления, выпуск в единицу времени по
неизменяемым чертежам;
сведения о технологических процессах изготовления изделий:
сведения о заготовках (вид, точность), способах обработки,
технологических базах, составе технологических переходов,
нормативах времени на выполнение переходов.
30.
Определение состава и числа оборудования станочного комплексаГПС
При подборе станков для ГПС пользуются двумя принципами:
принцип взаимодополняющих станков;
принцип взаимозаменяющих станков.
Принцип взаимодополняющих станков - их традиционный набор и
расположение на участке в технологической последовательности.
Недостаток - низкая технологическая надежность, - выход из строя
какого-либо станка, имеющегося в составе ГПС в единственном экземпляре,
сразу же уменьшает номенклатуру выпускаемых деталей.
Принцип взаимозаменяющих станков - для обработки поверхностей
различных деталей используются станки одной модели (одной группы).
Выход из строя какого-либо станка в этом случае приведет лишь к
некоторому снижению производительности ГПС, но не к сужению
номенклатуры выпускаемых деталей.
Применение этого принципа является наиболее эффективным, если
гибкое производство построено на основе многооперационных станков. При
этом все станки можно загрузить только выполнением одних операций, а
можно на разных станках выполнять последовательный ряд операций по
изготовлению одновременно одной, двух или более деталей разных
наименований.
31.
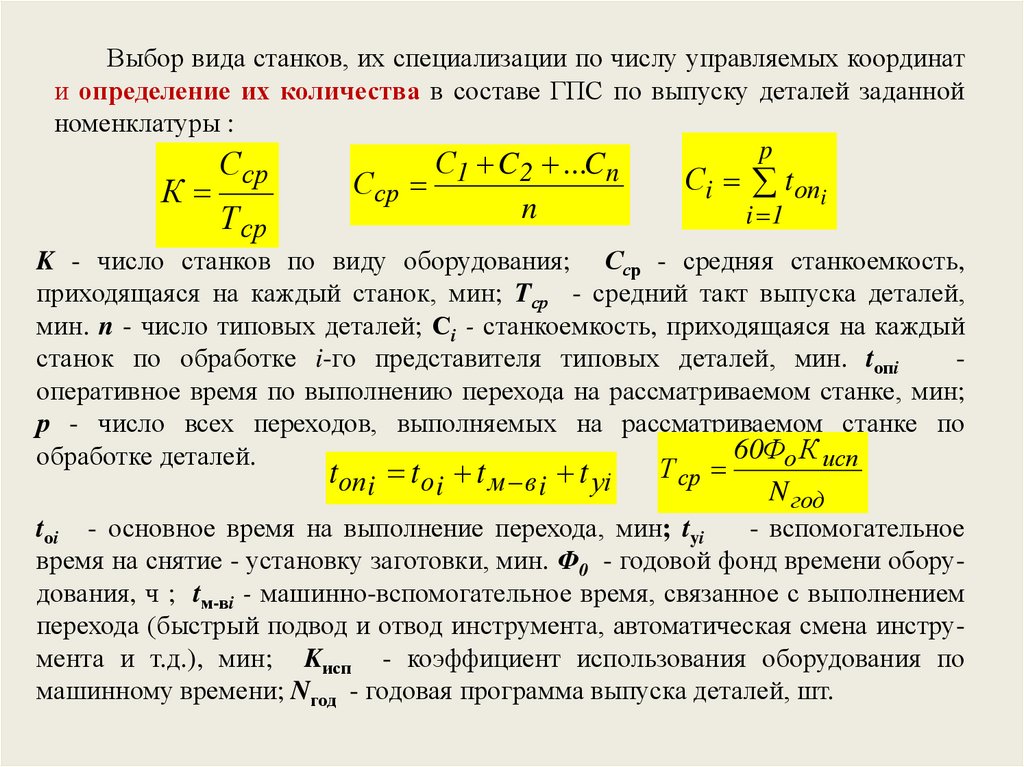
Выбор вида станков, их специализации по числу управляемых координати определение их количества в составе ГПС по выпуску деталей заданной
номенклатуры :
p
С1 C2 ...Cn
Сср
Сi tопi
Сср
К
n
i 1
Т ср
K - число станков по виду оборудования; Сср - средняя станкоемкость,
приходящаяся на каждый станок, мин; Tср - средний такт выпуска деталей,
мин. n - число типовых деталей; Сi - станкоемкость, приходящаяся на каждый
станок по обработке i-го представителя типовых деталей, мин. tопi
оперативное время по выполнению перехода на рассматриваемом станке, мин;
р - число всех переходов, выполняемых на рассматриваемом станке по
60Фо К исп
обработке деталей.
Т
tоп i tо i t м в i t уi
ср
N год
tоi - основное время на выполнение перехода, мин; tyi
- вспомогательное
время на снятие - установку заготовки, мин. Ф0 - годовой фонд времени оборудования, ч ; tм-вi - машинно-вспомогательное время, связанное с выполнением
перехода (быстрый подвод и отвод инструмента, автоматическая смена инструмента и т.д.), мин; Kисп - коэффициент использования оборудования по
машинному времени; Nгод - годовая программа выпуска деталей, шт.
32.
Расчетное значение K по каждому виду оборудования округляют всторону большего целого числа.
При получении большого значения коэффициента загрузки отдельных
видов станков (Kисп ≥0,9) следует перевести обработку части поверхностей на
однотипные станки с меньшей загрузкой (принцип взаимодополняющих станков).
Недозагрузка оборудования на 20…25 % позволяет иметь некоторый запас
производительности ГПС, который может быть использован для освоения новых
деталей.
33.
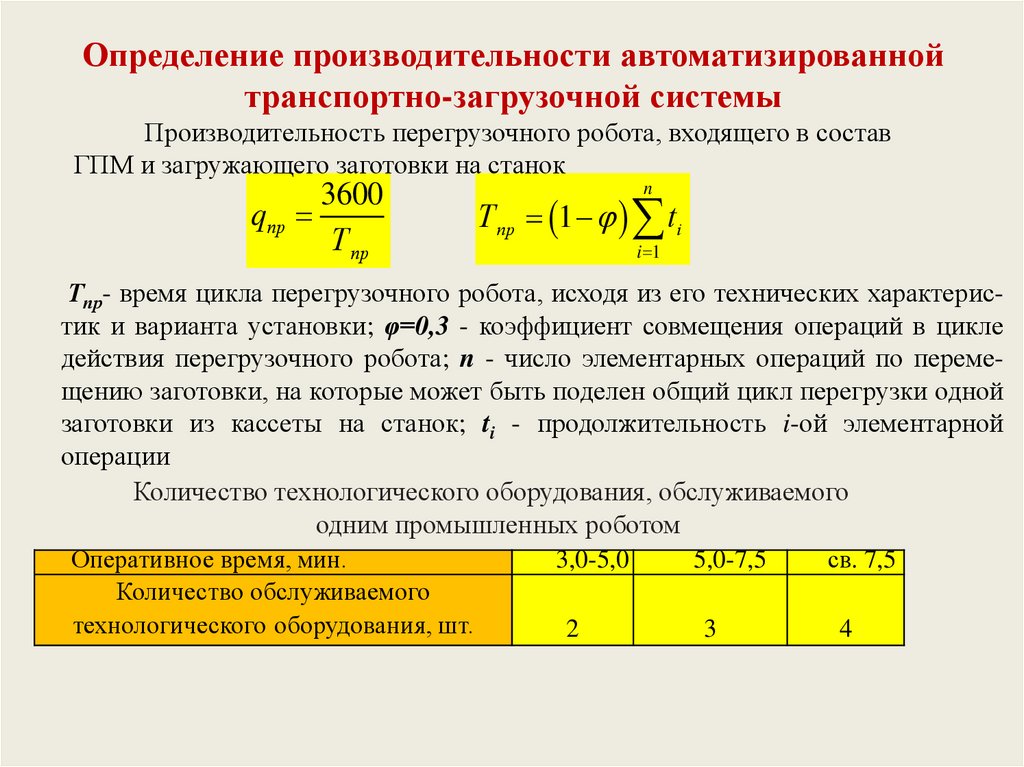
Определение производительности автоматизированнойтранспортно-загрузочной системы
Производительность перегрузочного робота, входящего в состав
ГПМ и загружающего заготовки на станок
3600
qпр
Т пр
n
Т пр 1 ti
i 1
Тпр- время цикла перегрузочного робота, исходя из его технических характеристик и варианта установки; φ=0,3 - коэффициент совмещения операций в цикле
действия перегрузочного робота; n - число элементарных операций по перемещению заготовки, на которые может быть поделен общий цикл перегрузки одной
заготовки из кассеты на станок; ti - продолжительность i-ой элементарной
операции
Количество технологического оборудования, обслуживаемого
одним промышленных роботом
Оперативное время, мин.
Количество обслуживаемого
технологического оборудования, шт.
3,0-5,0
5,0-7,5
св. 7,5
2
3
4
34.
Определение структуры и состава автоматическойтранспортно-складской системы ГПС
Автоматическая транспортно-складская система (АТСС) в ГАП
предназначена выполнять следующие функции:
хранить в накопителях большой вместимости (складе)
межоперационные заделы деталей и автоматически транспортировать их в
заданный адрес по командам от ЭВМ; транспортировать детали от станка к
станку, а также на позиции разгрузки и загрузки;
оперативно пополнять накопители небольшой вместимости (приемнопередающие агрегаты, тактовые столы и др.), установленные около каждого
станка;
транспортировать обработанные детали на позиции контроля и
возвращать их для продолжения дальнейшей обработки или на позиции
разгрузки – загрузки.
По конструктивному исполнению склады бывают:
стеллажного типа;
конвейерного типа;
элеваторного типа;
магазинного типа (тактовые столы).
Наиболее часто применяют склады стеллажного типа и конвейерного типа и
магазинного типа .
35.
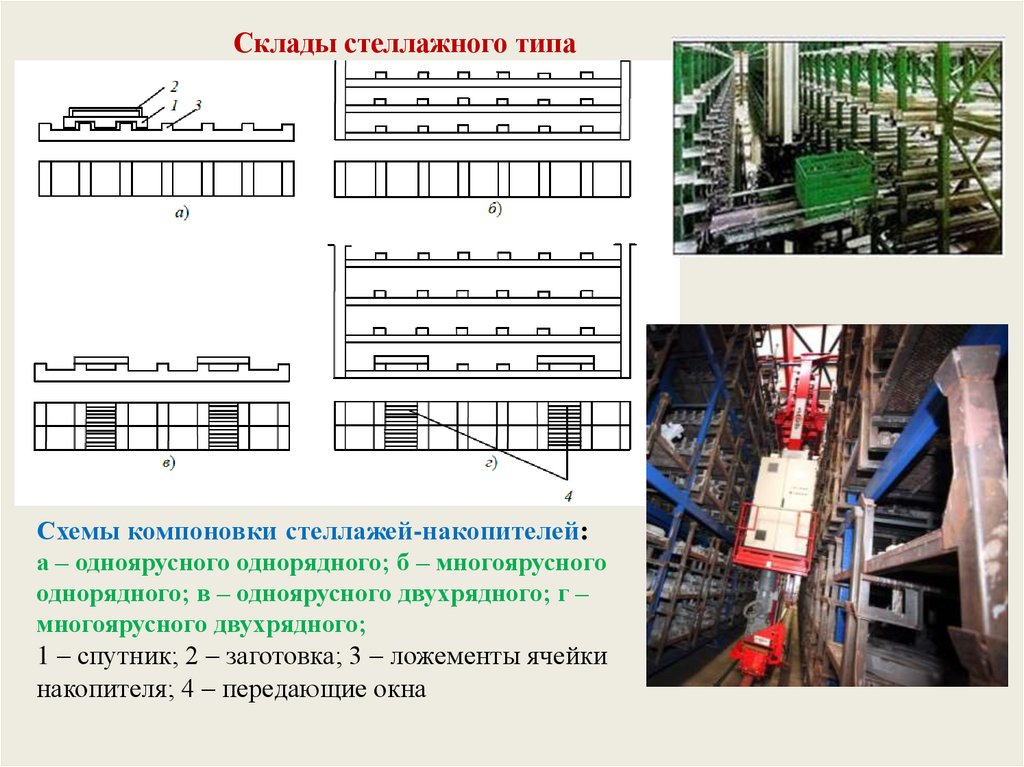
Склады стеллажного типаСхемы компоновки стеллажей-накопителей:
а – одноярусного однорядного; б – многоярусного
однорядного; в – одноярусного двухрядного; г –
многоярусного двухрядного;
1 – спутник; 2 – заготовка; 3 – ложементы ячейки
накопителя; 4 – передающие окна
36.
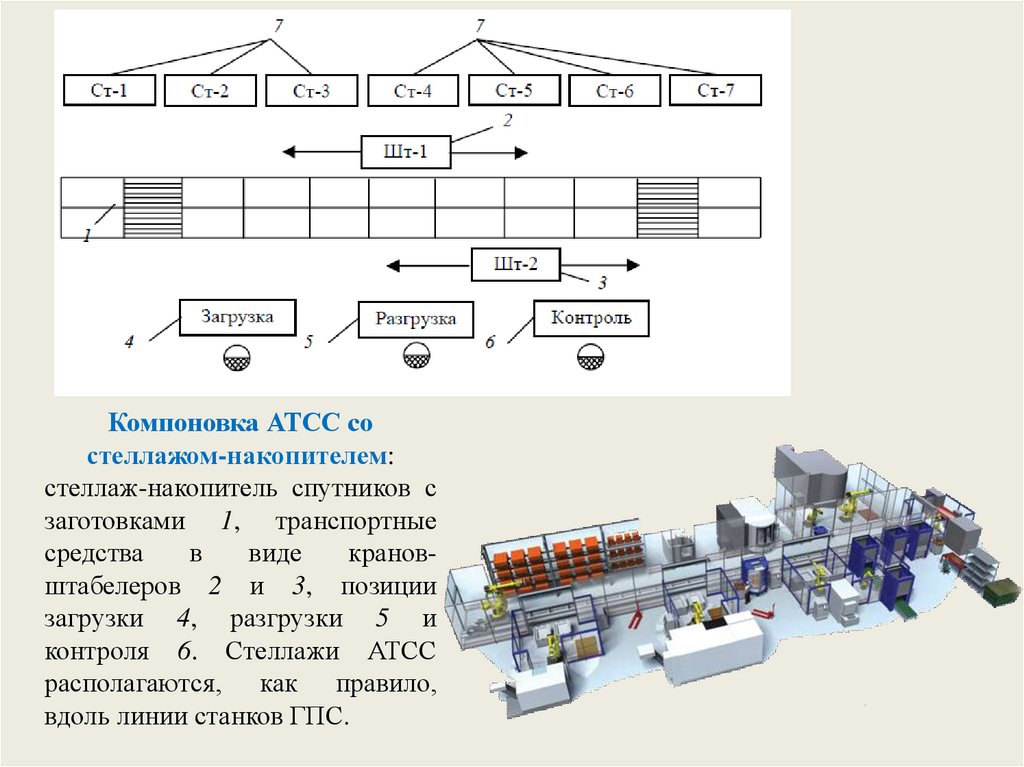
Компоновка АТСС состеллажом-накопителем:
стеллаж-накопитель спутников с
заготовками 1, транспортные
средства
в
виде
крановштабелеров 2 и 3, позиции
загрузки 4, разгрузки 5 и
контроля 6. Стеллажи АТСС
располагаются, как правило,
вдоль линии станков ГПС.
37.
Склады конвейерного типа38.
Склады конвейерные типа «тактовый стол»39.
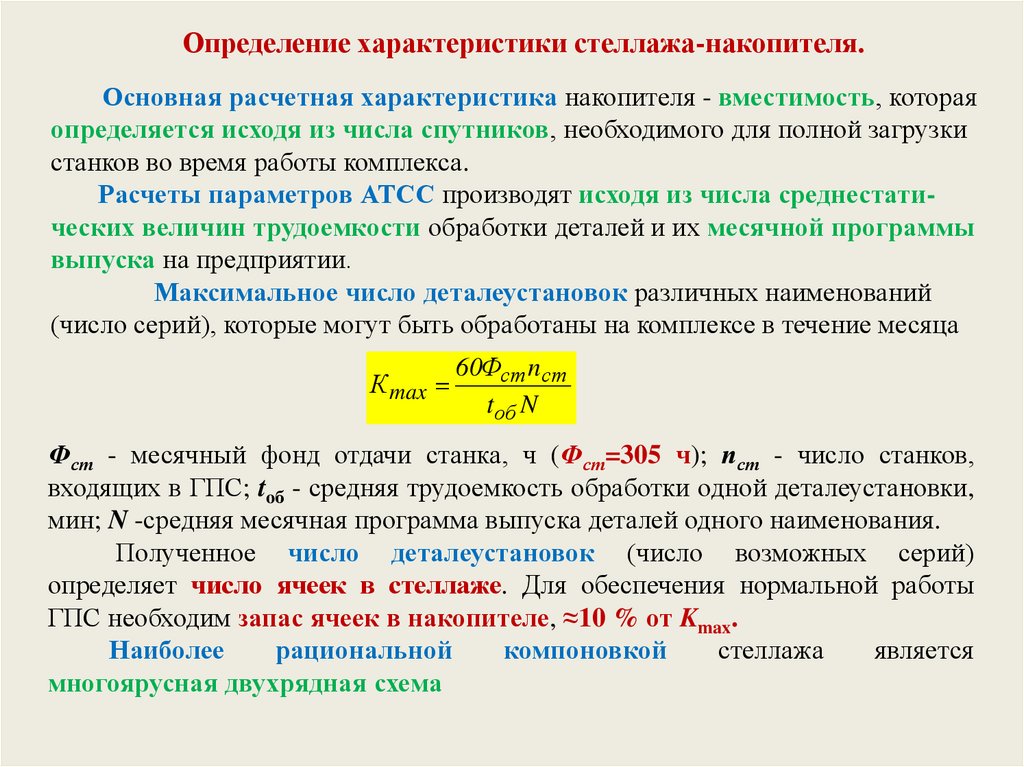
Определение характеристики стеллажа-накопителя.Основная расчетная характеристика накопителя - вместимость, которая
определяется исходя из числа спутников, необходимого для полной загрузки
станков во время работы комплекса.
Расчеты параметров АТСС производят исходя из числа среднестатических величин трудоемкости обработки деталей и их месячной программы
выпуска на предприятии.
Максимальное число деталеустановок различных наименований
(число серий), которые могут быть обработаны на комплексе в течение месяца
К max
60Фст n ст
tоб N
Фст - месячный фонд отдачи станка, ч (Фст=305 ч); пст - число станков,
входящих в ГПС; toб - средняя трудоемкость обработки одной деталеустановки,
мин; N -средняя месячная программа выпуска деталей одного наименования.
Полученное число деталеустановок (число возможных серий)
определяет число ячеек в стеллаже. Для обеспечения нормальной работы
ГПС необходим запас ячеек в накопителе, ≈10 % от Kmax.
Наиболее
рациональной
компоновкой
стеллажа
является
многоярусная двухрядная схема
40.
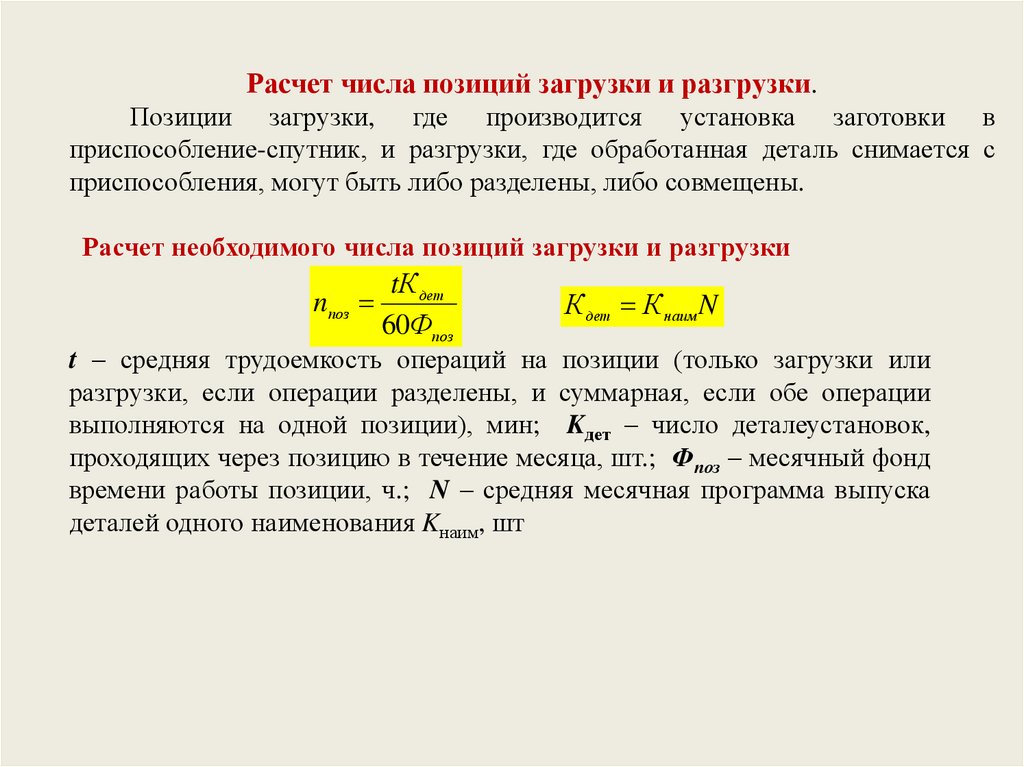
Расчет числа позиций загрузки и разгрузки.Позиции загрузки, где производится установка заготовки в
приспособление-спутник, и разгрузки, где обработанная деталь снимается с
приспособления, могут быть либо разделены, либо совмещены.
Расчет необходимого числа позиций загрузки и разгрузки
nпоз
tК дет
60Фпоз
К дет К наим N
t – средняя трудоемкость операций на позиции (только загрузки или
разгрузки, если операции разделены, и суммарная, если обе операции
выполняются на одной позиции), мин; Kдет – число деталеустановок,
проходящих через позицию в течение месяца, шт.; Фпоз – месячный фонд
времени работы позиции, ч.; N – средняя месячная программа выпуска
деталей одного наименования Kнаим, шт
41.
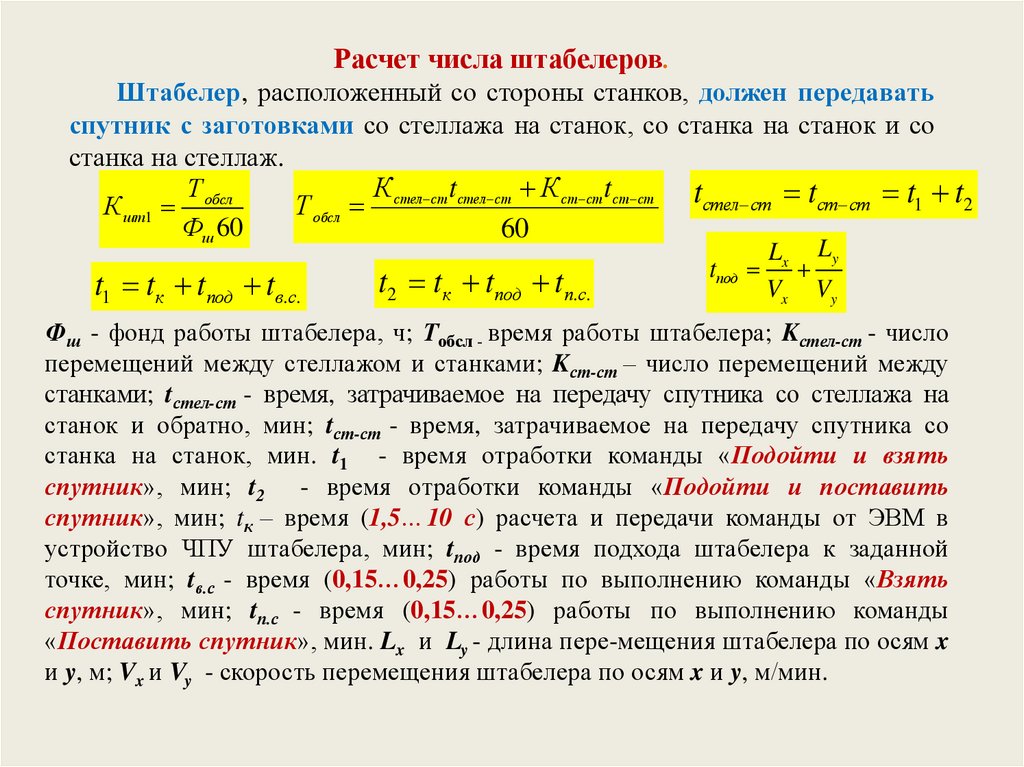
Расчет числа штабелеров.Штабелер, расположенный со стороны станков, должен передавать
спутник с заготовками со стеллажа на станок, со станка на станок и со
станка на стеллаж.
К
t
К ст ст t ст ст t
Т
стел ст tст ст t1 t2
Т обсл стел ст стел ст
Кшт1 обсл
Фш 60
60
L Ly
tпод x
t2 tк tпод tп.с.
t1 tк tпод tв.с.
Vx Vy
Фш - фонд работы штабелера, ч; Тобсл - время работы штабелера; Kстел-ст - число
перемещений между стеллажом и станками; Kст-ст – число перемещений между
станками; tстел-ст - время, затрачиваемое на передачу спутника со стеллажа на
станок и обратно, мин; tст-ст - время, затрачиваемое на передачу спутника со
станка на станок, мин. t1 - время отработки команды «Подойти и взять
спутник», мин; t2 - время отработки команды «Подойти и поставить
спутник», мин; tк – время (1,5…10 с) расчета и передачи команды от ЭВМ в
устройство ЧПУ штабелера, мин; tпод - время подхода штабелера к заданной
точке, мин; tв.с - время (0,15…0,25) работы по выполнению команды «Взять
спутник», мин; tп.с - время (0,15…0,25) работы по выполнению команды
«Поставить спутник», мин. Lx и Ly - длина пере-мещения штабелера по осям x
и y, м; Vx и Vy - скорость перемещения штабелера по осям x и y, м/мин.
42.
Определение структуры и состава автоматизированной системыинструментального обеспечения (АСИО) ГПС
Автоматизированная система инструментального обеспечения (АСИО)
предназначена выполнять следующие функции:
подготовка инструмента,
контроля качества,
хранение инструмента,
транспортирование инструмента,
автоматическая замена инструмента.
Автоматическая смена инструмента в условиях ГАП может
осуществляться двумя способами:
полная замена магазинов инструментов на станках при переходе с
обработки одной детали на другую
замена отдельных инструментов в магазине из центрального складанакопителя.
43.
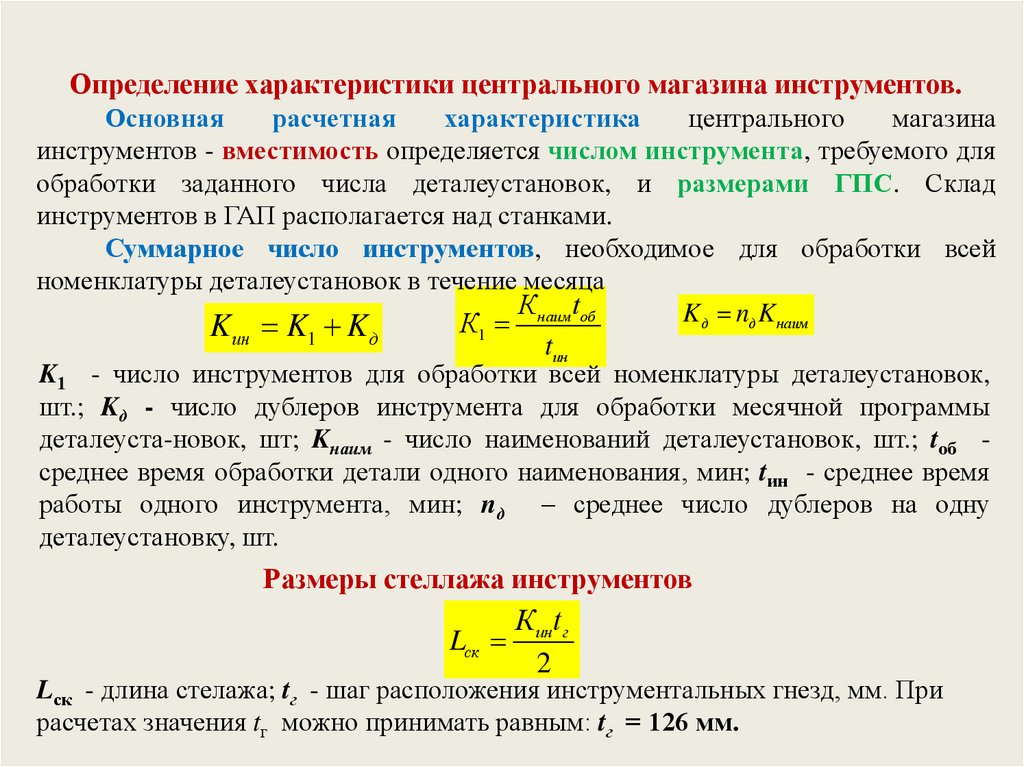
Определение характеристики центрального магазина инструментов.Основная
расчетная
характеристика
центрального
магазина
инструментов - вместимость определяется числом инструмента, требуемого для
обработки заданного числа деталеустановок, и размерами ГПС. Склад
инструментов в ГАП располагается над станками.
Суммарное число инструментов, необходимое для обработки всей
номенклатуры деталеустановок в течение месяца
К наим tоб
Kд nд Kнаим
К
Kин K1 Kд
1
tин
K1 - число инструментов для обработки всей номенклатуры деталеустановок,
шт.; Kд - число дублеров инструмента для обработки месячной программы
деталеуста-новок, шт; Kнаим - число наименований деталеустановок, шт.; tоб среднее время обработки детали одного наименования, мин; tин - среднее время
работы одного инструмента, мин; nд – среднее число дублеров на одну
деталеустановку, шт.
Размеры стеллажа инструментов
Кин tг
Lск
2
Lск - длина стелажа; tг - шаг расположения инструментальных гнезд, мм. При
расчетах значения tг можно принимать равным: tг = 126 мм.
44.
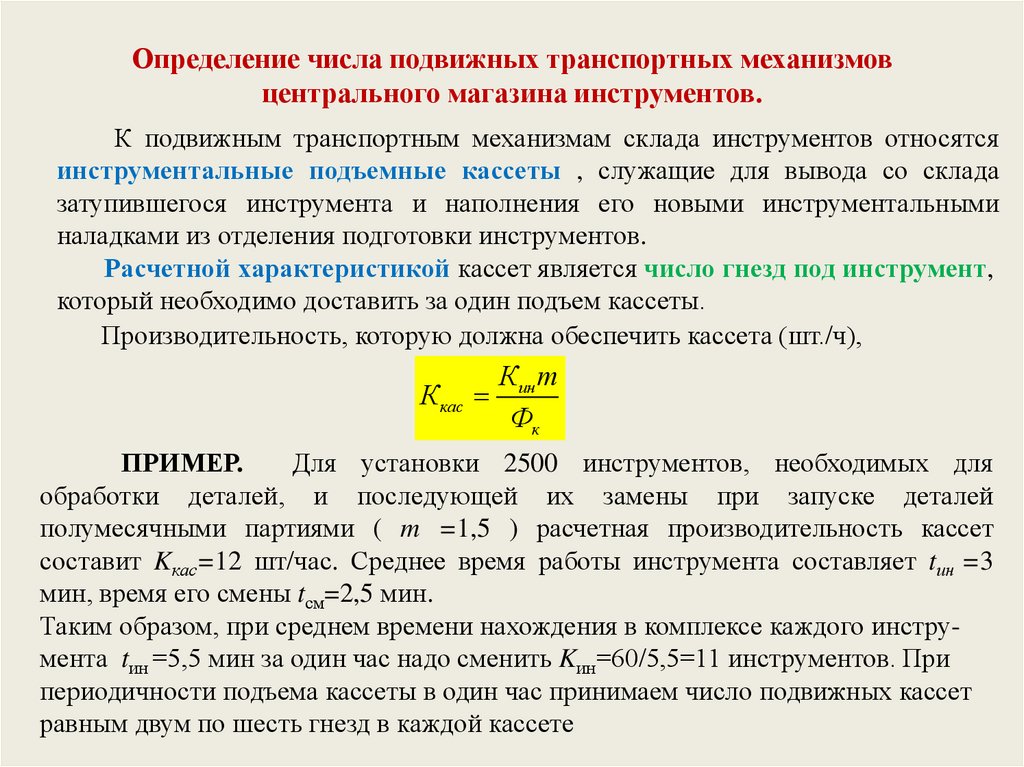
Определение числа подвижных транспортных механизмовцентрального магазина инструментов.
К подвижным транспортным механизмам склада инструментов относятся
инструментальные подъемные кассеты , служащие для вывода со склада
затупившегося инструмента и наполнения его новыми инструментальными
наладками из отделения подготовки инструментов.
Расчетной характеристикой кассет является число гнезд под инструмент,
который необходимо доставить за один подъем кассеты.
Производительность, которую должна обеспечить кассета (шт./ч),
Кин m
К кас
Фк
ПРИМЕР.
Для установки 2500 инструментов, необходимых для
обработки деталей, и последующей их замены при запуске деталей
полумесячными партиями ( m =1,5 ) расчетная производительность кассет
составит Kкас=12 шт/час. Среднее время работы инструмента составляет tин =3
мин, время его смены tсм=2,5 мин.
Таким образом, при среднем времени нахождения в комплексе каждого инструмента tин =5,5 мин за один час надо сменить Kин=60/5,5=11 инструментов. При
периодичности подъема кассеты в один час принимаем число подвижных кассет
равным двум по шесть гнезд в каждой кассете
45.
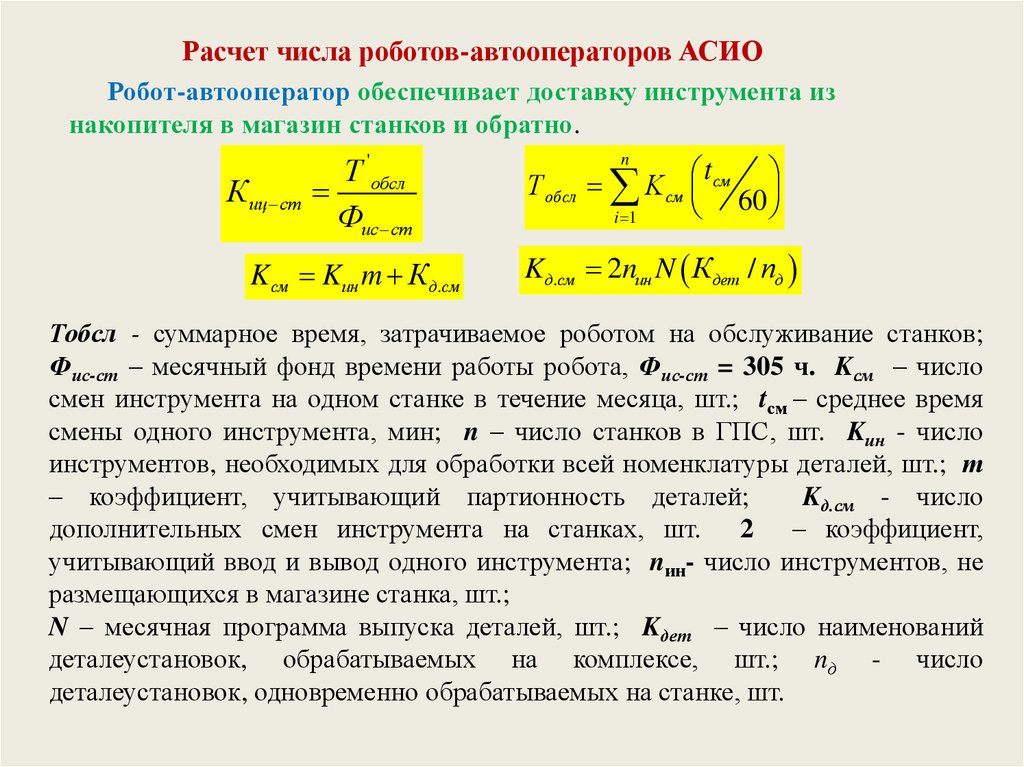
Расчет числа роботов-автооператоров АСИОРобот-автооператор обеспечивает доставку инструмента из
накопителя в магазин станков и обратно.
Т 'обсл
Киц ст
Фис ст
Kсм Kин m Кд.см
t
Т обсл K см см
60
i 1
n
Kд.см 2nин N Кдет / nд
Тобсл - суммарное время, затрачиваемое роботом на обслуживание станков;
Фис-ст – месячный фонд времени работы робота, Фис-ст = 305 ч. Kсм – число
смен инструмента на одном станке в течение месяца, шт.; tсм – среднее время
смены одного инструмента, мин; n – число станков в ГПС, шт. Kин - число
инструментов, необходимых для обработки всей номенклатуры деталей, шт.; т
– коэффициент, учитывающий партионность деталей;
Kд.см - число
дополнительных смен инструмента на станках, шт. 2 – коэффициент,
учитывающий ввод и вывод одного инструмента; nин- число инструментов, не
размещающихся в магазине станка, шт.;
N – месячная программа выпуска деталей, шт.; Kдет – число наименований
деталеустановок, обрабатываемых на комплексе, шт.; nд - число
деталеустановок, одновременно обрабатываемых на станке, шт.
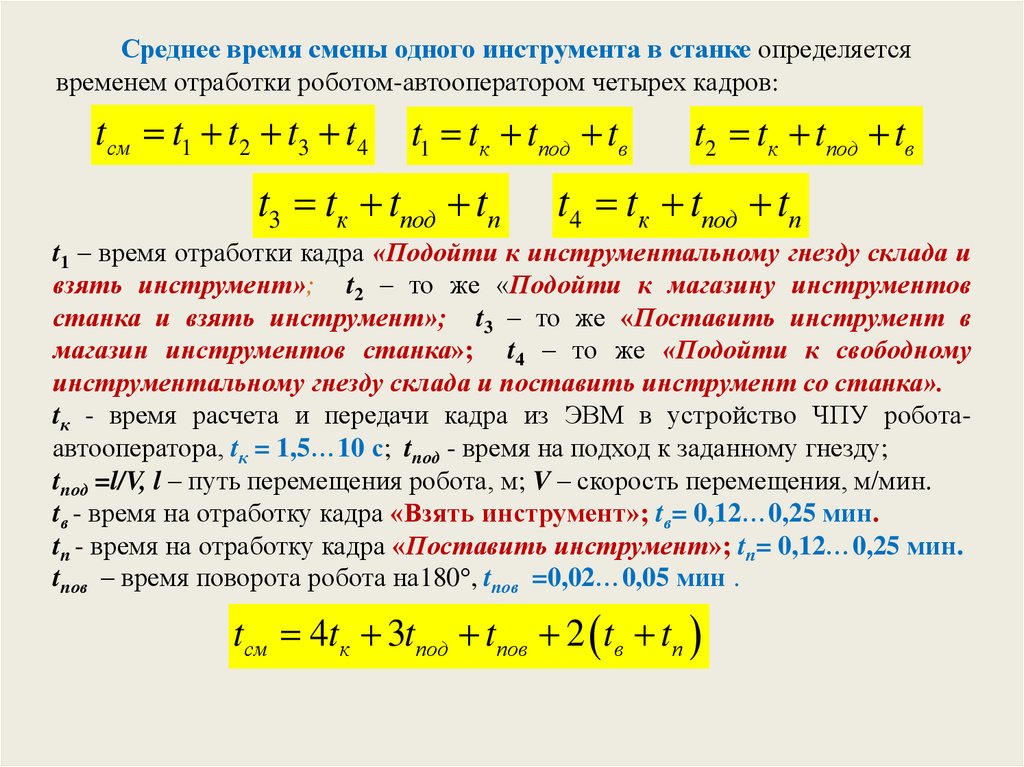
46.
Среднее время смены одного инструмента в станке определяетсявременем отработки роботом-автооператором четырех кадров:
tсм t1 t2 t3 t4
t1 tк tпод tв
t3 tк tпод tп
t2 tк tпод tв
t4 tк tпод tп
t1 – время отработки кадра «Подойти к инструментальному гнезду склада и
взять инструмент»; t2 – то же «Подойти к магазину инструментов
станка и взять инструмент»; t3 – то же «Поставить инструмент в
магазин инструментов станка»; t4 – то же «Подойти к свободному
инструментальному гнезду склада и поставить инструмент со станка».
tк - время расчета и передачи кадра из ЭВМ в устройство ЧПУ роботаавтооператора, tк = 1,5…10 с; tпод - время на подход к заданному гнезду;
tпод =l/V, l – путь перемещения робота, м; V – скорость перемещения, м/мин.
tв - время на отработку кадра «Взять инструмент»; tв= 0,12…0,25 мин.
tп - время на отработку кадра «Поставить инструмент»; tп= 0,12…0,25 мин.
tпов – время поворота робота на180°, tпов =0,02…0,05 мин .
tсм 4tк 3tпод tпов 2 tв tn
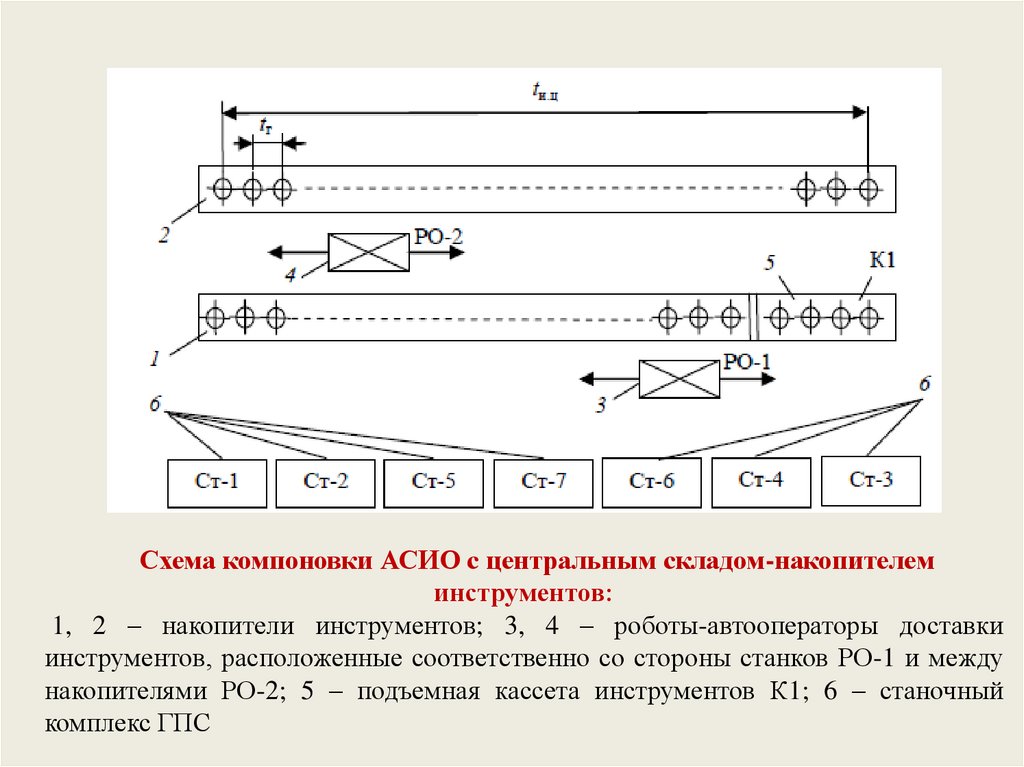
47.
Схема компоновки АСИО с центральным складом-накопителеминструментов:
1, 2 – накопители инструментов; 3, 4 – роботы-автооператоры доставки
инструментов, расположенные соответственно со стороны станков РО-1 и между
накопителями РО-2; 5 – подъемная кассета инструментов К1; 6 – станочный
комплекс ГПС
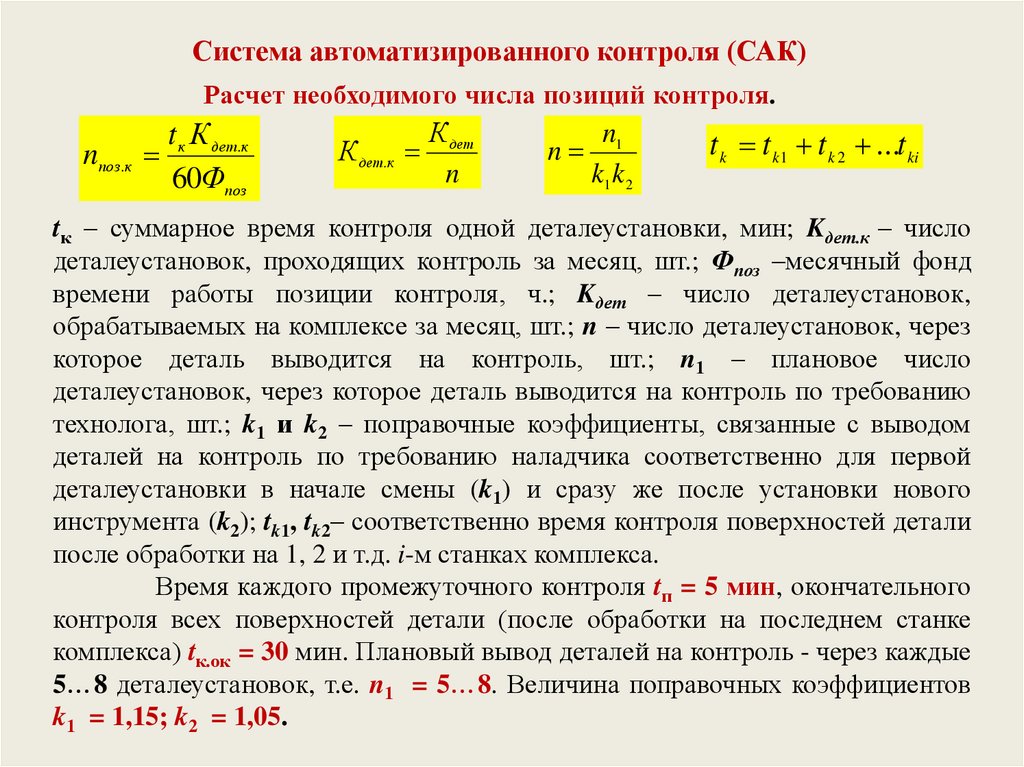
48.
Система автоматизированного контроля (САК)Расчет необходимого числа позиций контроля.
n1
К дет
t к К дет.к
t k t k 1 t k 2 ...t ki
n
К
nпоз.к
дет. к
k1k 2
n
60Фпоз
tк – суммарное время контроля одной деталеустановки, мин; Kдет.к – число
деталеустановок, проходящих контроль за месяц, шт.; Фпоз –месячный фонд
времени работы позиции контроля, ч.; Kдет – число деталеустановок,
обрабатываемых на комплексе за месяц, шт.; n – число деталеустановок, через
которое деталь выводится на контроль, шт.; n1 – плановое число
деталеустановок, через которое деталь выводится на контроль по требованию
технолога, шт.; k1 и k2 – поправочные коэффициенты, связанные с выводом
деталей на контроль по требованию наладчика соответственно для первой
деталеустановки в начале смены (k1) и сразу же после установки нового
инструмента (k2); tk1, tk2– соответственно время контроля поверхностей детали
после обработки на 1, 2 и т.д. i-м станках комплекса.
Время каждого промежуточного контроля tп = 5 мин, окончательного
контроля всех поверхностей детали (после обработки на последнем станке
комплекса) tк.ок = 30 мин. Плановый вывод деталей на контроль - через каждые
5…8 деталеустановок, т.е. n1 = 5…8. Величина поправочных коэффициентов
k1 = 1,15; k2 = 1,05.