





 Промышленность
ПромышленностьПохожие презентации:
")



")





Координатно-измерительные машины
1. Координатно-измерительные машины
Эффективная эксплуатация ГПС, особенно в «безлюдном» либо«малолюдном» режиме, невозможна без оснащения ГПС средствами
автоматического или автоматизированного размерного контроля. Для
размерного контроля вне станка обычно имеется контрольный пост в
составе ГПС; в отдельных случаях он может находиться вне ГПС с целью
создания условий, необходимых для проведения прецизионных измерений
(постоянство температуры, определенная влажность и т. п.). Такие посты
оснащаются координатно-измерительными машинами.
Координатно-измерительными машинами называют автоматические
средства для измерения линейных и угловых размеров, а также для
измерения отклонения формы и расположения поверхностей и осей
корпусных деталей.
2. Координатно-измерительные машины
В основу работы координатноизмерительных машин (КИМ) положенрасчет контролируемых геометрических
параметров поверхностей по
результатам измерения положения
отдельных точек на этих поверхностях.
Координатно-измерительные машины
позволяют осуществлять перечисленные
виды измерений: в двух координатах х и
у (рис. а), в трех координатах — х, у, z
(рис. б) и в четырех координатах — x, y,
z плюс поворот на угол φ в плоскости
х0у.
3. КИМ для измерения по четырем координатам
Измеряемая деталь 4 устанавливается наКИМ для измерения по
самоустанавливающихся домкратах 5
стола 6, осуществляющего при
четырем координатам
необходимости поворот детали вокруг
вертикальной оси. Перемещения по осям
х и z устройства 3 с измерительным
щупом или разметочной головкой
осуществляются с помощью каретки 2,
которая поднимается и опускается по
направляющим колонки 1 (ось z) и
использует свои направляющие,
передвигая штангу с устройством 3 в
горизонтальном направлении (ось у).
Для измерения по оси х вся колонка
перемещается по направляющим
основания 7. Перемещение каретки 2 по
оси z осуществляется вручную, а по осям
х и у — с помощью электродвигателя
(возможно и ручное перемещение). Значения размеров по четырем координатам
отсчитывается с цифрового отсчетного устройства стойки 9 ЭВМ или
распечатываются на бумажной ленте автоматической пишущей машинкой 8.
Объект измерения располагают в рабочем пространстве машины, т. е. в области,
доступной движению измерительной головки.
4. Режимы работы КИМ
Координатно-измерительные машины работают в двух режимах:1. Измерительный наконечник перемещается до контакта с измеряемой
поверхностью и с помощью счетных устройств определяется его
положение в системе координат.
2. Измерительный наконечник по заданной программе перемещается в
точки, соответствующие номинальным значениям измеряемых
размеров, а счетные устройства позволяют оценить отклонения
положения действительных поверхностей от номинального значения.
Основными узлами машины являются направляющие, по которым
перемещаются измерительная каретка с наконечником, отсчетные и
счетно-решающие системы.
Для уменьшения погрешности измерения координатно-измерительные
машины имеют либо направляющие качения, либо аэростатические
направляющие. Аэростатические направляющие высокоточных машин
иногда изготавливают из твердых каменных пород, не подверженных
температурным деформациям.
5. Отсчетные устройства КИМ
В качестве отсчетных устройств координатно-измерительные машиныиспользуют
специальные
устройства
—
индуктосины,
представляющие собой в принципе электрическую машину, у которой
статор развернут в виде линейки с нанесенными печатным способом
обмотками на ее поверхности. В качестве отсчетных устройств могут
применяться и фотоэлектрические преобразователи, выполненные в
виде считывающих устройств.
Фотоэлектрический преобразователь
Индуктосины
6. Использование ЭВМ
Современные координатно-измерительные машины оснащены ЭВМ,которая:
осуществляет обработку результатов измерения, пересчет значений
размеров в зависимости от положения произвольно расположенной на
столе машины измеряемой детали;
распечатку результатов измерения с указанием действительных
значений, размеров или их отклонений от заданных значений и их
цифровую индикацию на специальном табло;
руководит перемещениями каретки с измерительным наконечником,
обеспечивая
последовательное
автоматическое
касание
измерительным наконечником всех поверхностей, подлежащих
контролю. Раньше эта операция осуществлялась в соответствии с
предварительно составленной программой, введенной в ЭВМ.
Существенным недостатком метода являлась затрата времени на
написание программы, ее запись на программоноситель и отладку. Все
это требовало привлечения к процессам измерения специалистов программистов. Программы составлялись для каждого типоразмера
деталей.
7.
Обучающий режим подготовки программСовременные конструкции машин позволяют оператору без программы быстро
обучить машину измерениям конкретной детали по всем интересующим
параметрам (обучающий режим). Для этого надо вручную переместить
каретку с измерительным наконечником, касаясь в интересующих точках
поверхностей, которые необходимо проконтролировать. Машина
«запоминает» эти движения и записывает их в виде управляющей
программы, которую потом используют для измерения этих деталей. При
необходимости программа записывается в памяти машины и может быть
использована через любой промежуток времени.
Программирование в режиме обучения основывается на вызове с клавиатуры
на пульте управления стандартных подпрограмм, реализующих
вышеперечисленные измерения и расчеты. Номинальные размеры
контролируемых поверхностей и допуски на них вводятся в память системы
управления с пульта.
Важными преимуществами обучающего программирования является
исключение расчетов координат элементов и траекторий подвода и
значительное уменьшение объема вводимых вручную данных.
Кроме измерений координатно-измерительные машины находят широкое
применение при разметке корпусных деталей, которую они осуществляют
по предварительно составленной программе.
8.
Измерительные головкиИзмерительные головки бывают двух типов:
1. измерительная головка имеет прецизионный контактный механизм,
включенный в электрическую цепь. Отклонение щупа при касании
измеряемой поверхности вызывает отклонение подвижной части
механизма и разрыв контакта, при этом на выходе головки
формируется сигнал касания. В момент поступления сигнала в систему
управления координаты касания считываются с датчиков положения по
осям и вводятся в память системы, одновременно прекращается
движение рабочих органов.
2. Перемещения подвижной части механизма измерительной головки
вместе со щупом регистрируются по трем взаимно перпендикулярным
направлениям посредством трех линейных измерительных систем,
расположенных в ее корпусе. Способ фиксации координат касания
определяется режимом работы КИМ. Измерительная головка второго
типа значительно сложнее, ее можно сравнить с КИМ малых размеров.
9.
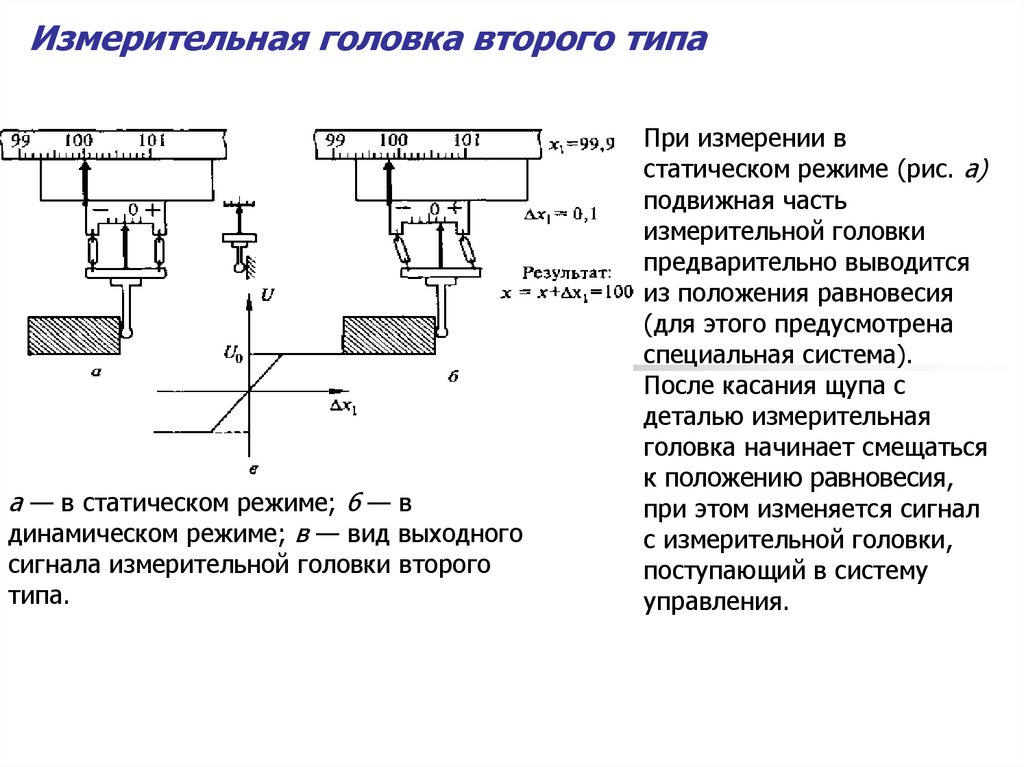
Измерительная головка второго типаа — в статическом режиме; 6 — в
динамическом режиме; в — вид выходного
сигнала измерительной головки второго
типа.
При измерении в
статическом режиме (рис. а)
подвижная часть
измерительной головки
предварительно выводится
из положения равновесия
(для этого предусмотрена
специальная система).
После касания щупа с
деталью измерительная
головка начинает смещаться
к положению равновесия,
при этом изменяется сигнал
с измерительной головки,
поступающий в систему
управления.
10.
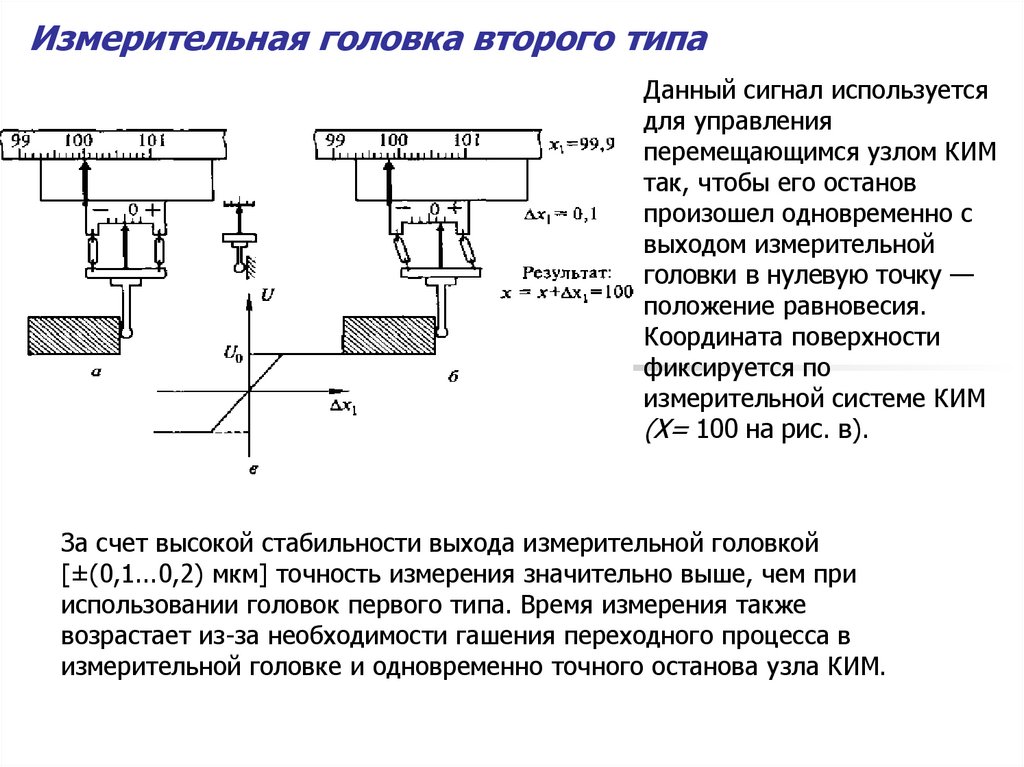
Измерительная головка второго типаДанный сигнал используется
для управления
перемещающимся узлом КИМ
так, чтобы его останов
произошел одновременно с
выходом измерительной
головки в нулевую точку —
положение равновесия.
Координата поверхности
фиксируется по
измерительной системе КИМ
(Х= 100 на рис. в).
За счет высокой стабильности выхода измерительной головкой
[±(0,1...0,2) мкм] точность измерения значительно выше, чем при
использовании головок первого типа. Время измерения также
возрастает из-за необходимости гашения переходного процесса в
измерительной головке и одновременно точного останова узла КИМ.
11.
Измерительная головка второго типаИзмерительная головка второго типа позволяет вести непрерывное
ощупывание (сканирование) поверхности в динамическом режиме.
При этом она передвигается вдоль контура измеряемой поверхности.
Для получения результатов измерения одновременно с
определенной частотой считываются и суммируются координаты x1,
y1, z1 положения измерительной головки со смещениями ∆x1, ∆у1,
∆z1, ее подвижной части относительно нулевой точки:
х = х1+∆х1, y = y1+∆y1: z = z1+∆z1
12.
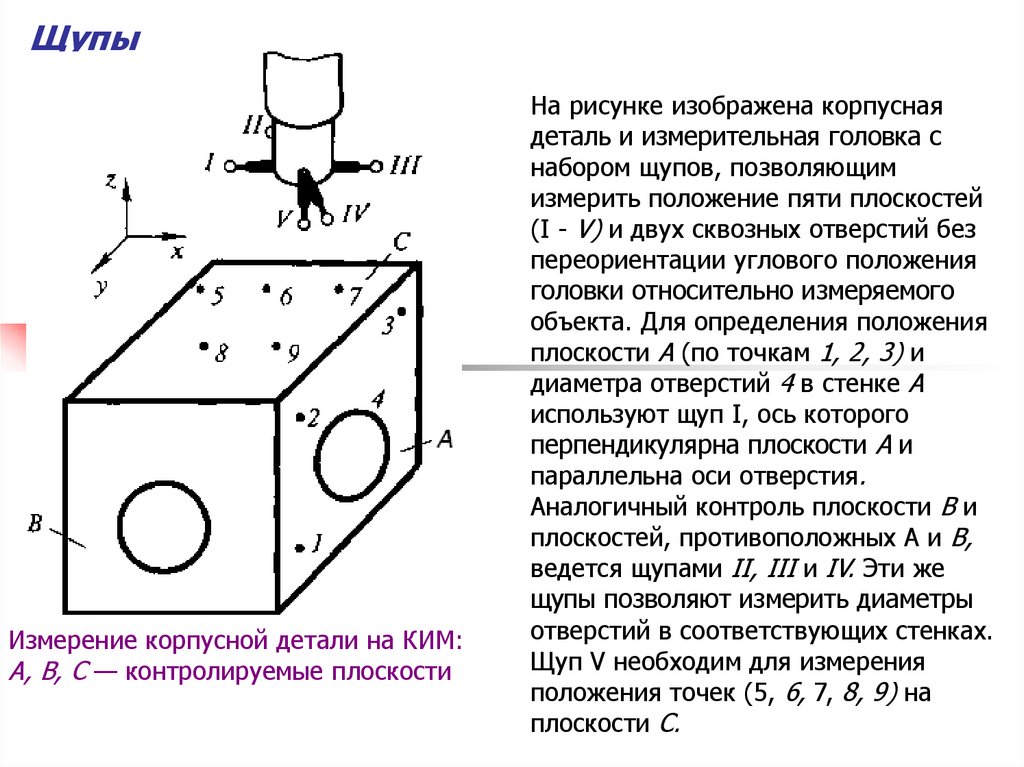
ЩупыИзмерение корпусной детали на КИМ:
А, В, С — контролируемые плоскости
На рисунке изображена корпусная
деталь и измерительная головка с
набором щупов, позволяющим
измерить положение пяти плоскостей
(I - V) и двух сквозных отверстий без
переориентации углового положения
головки относительно измеряемого
объекта. Для определения положения
плоскости А (по точкам 1, 2, 3) и
диаметра отверстий 4 в стенке А
используют щуп I, ось которого
перпендикулярна плоскости А и
параллельна оси отверстия.
Аналогичный контроль плоскости В и
плоскостей, противоположных A и В,
ведется щупами II, III и IV. Эти же
щупы позволяют измерить диаметры
отверстий в соответствующих стенках.
Щуп V необходим для измерения
положения точек (5, 6, 7, 8, 9) на
плоскости С.
13.
ЩупыУсложнение деталей или их конструктивные особенности могут потребовать
другого расположения щупов относительно измерительной головки, а также
использования щупов с другими наконечниками. В большинстве случаев удобна
сферическая форма наконечника, позволяющая контролировать плоские и
цилиндрические поверхности. Для некоторых измерений предпочтительными
оказываются цилиндрические, конические и другие наконечники. Щупы с плоскими
наконечниками применяют для сканирования профилей кулачков.
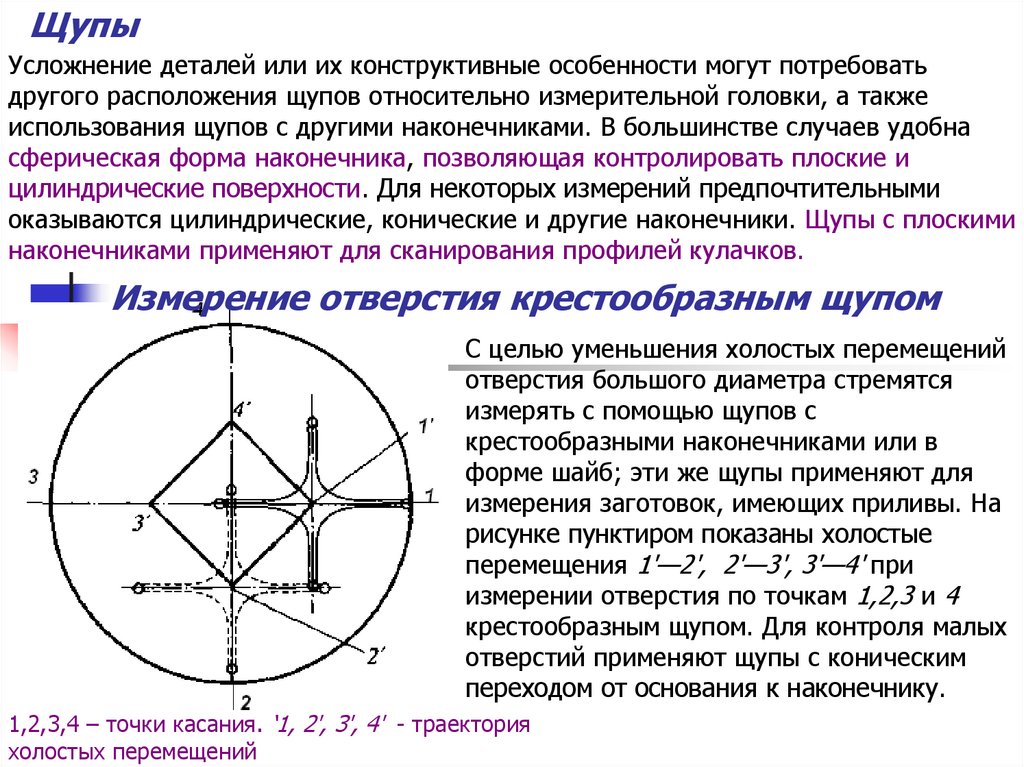
Измерение отверстия крестообразным щупом
С целью уменьшения холостых перемещений
отверстия большого диаметра стремятся
измерять с помощью щупов с
крестообразными наконечниками или в
форме шайб; эти же щупы применяют для
измерения заготовок, имеющих приливы. На
рисунке пунктиром показаны холостые
перемещения 1'—2', 2'—3', 3'—4' при
измерении отверстия по точкам 1,2,3 и 4
крестообразным щупом. Для контроля малых
отверстий применяют щупы с коническим
переходом от основания к наконечнику.
1,2,3,4 – точки касания. ‘1, 2', 3', 4' - траектория
холостых перемещений
14.
Щуп для измерения малых отверстийДля контроля малых отверстий применяют щупы с коническим переходом
от основания к наконечнику.
Для возможности применения нескольких щупов при контроле одной детали
координатно-измерительные машины оснащены системой автоматической
смены щупов. В магазине КИМ хранятся либо сменные измерительные
головки с набором щупов, либо сменные комплекты щупов (насадок со
щупами). Замена проводится специальным манипулятором или устройством,
расположенным в самой головке.
Координата касания, фиксируемая системой управления, зависит от размера
щупа, направления измерения, параметров системы управления и других
факторов. Для определения фактических значений координат все эти
факторы необходимо учитывать. Комплексный учет и компенсация их
влияния осуществляются путем калибровки измерительных головок со всеми
щупами.
15.
Программно-математическое обеспечение КИМУправление работой КИМ осуществляется с помощью электронновычислительной техники. Использование в качестве системы управления
индивидуального компьютера с клавиатурой для ввода данных и программ,
дисплеем и устройством печати позволяет ввести в память компьютера
программу измерения, отработать ее и вывести результаты измерения на
печать или на дисплей.
Возможности координатно-измерительной машины в большой степени
зависят от программного обеспечения ЭВМ, входящего в систему управления.
Важными требованиями к программному обеспечению являются простота и
возможность быстрой подготовки программ измерения, а также возможность
проведения разных измерений.
16.
Библиотека стандартныхфирмы «Оптон» (ФРГ)
программ
для
КИМ
позволяет:
измерять координаты положения точек на плоских, цилиндрических,
сферических и конических поверхностях;
рассчитывать геометрические параметры этих поверхностей;
рассчитывать геометрические параметры пересечения этих поверхностей:
окружностей, эллипсов, прямых и координаты положения точек пересечения
последних;
определять погрешности формы;
преобразовывать системы координат;
сравнивать вычисленные отклонения с допусками;
формировать выходные данные измерения и сравнения.