





 Промышленность
Промышленность Инженерная графика
Инженерная графикаПохожие презентации:










Пайка. Классификация способов
1.
Соединения паяныеЛабораторная работа
Условные изображения и обозначения неразъемных соединений
деталей пайкой, склеиванием и сшиванием устанавливает ЕСКД
ГОСТ 2.313 – 82.
Задание. На формате А4 дан чертеж без обозначений и
размеров с фрагментом спецификации. Требуется оформить
сборочный чертеж соединения деталей пайкой.
2.
Указания для выполнения задания1. Изучить стандарты ЕСКД:
ГОСТ 2.101-2016 Виды изделий;
ГОСТ 2.102-2013 Виды и комплектность конструкторских документов;
ГОСТ 2.103-2013 Стадии разработки;
ГОСТ 2.108-96 Спецификация;
ГОСТ 2.109-73 Основные требования к чертежам;
ГОСТ 2.201-80 Обозначение изделий и конструкторских документов;
ГОСТ 2.313-82 Условные изображения и обозначения неразъемных соединений;
ГОСТ 2.305-Изображения: виды, разрезы, сечения.
2. На заготовке чертежа формата А4 выполнить условные изображения
и обозначения паянных швов;
3. Дооформить спецификацию и расставить позиции деталей на
сборочном чертеже в соответствии со спецификацией;
4. Записать вид припоя в Технические условия чертежа;
5. Проставить размеры для сборочного чертежа;
6. Выполнить деталирование сборочного чертежа.
3.
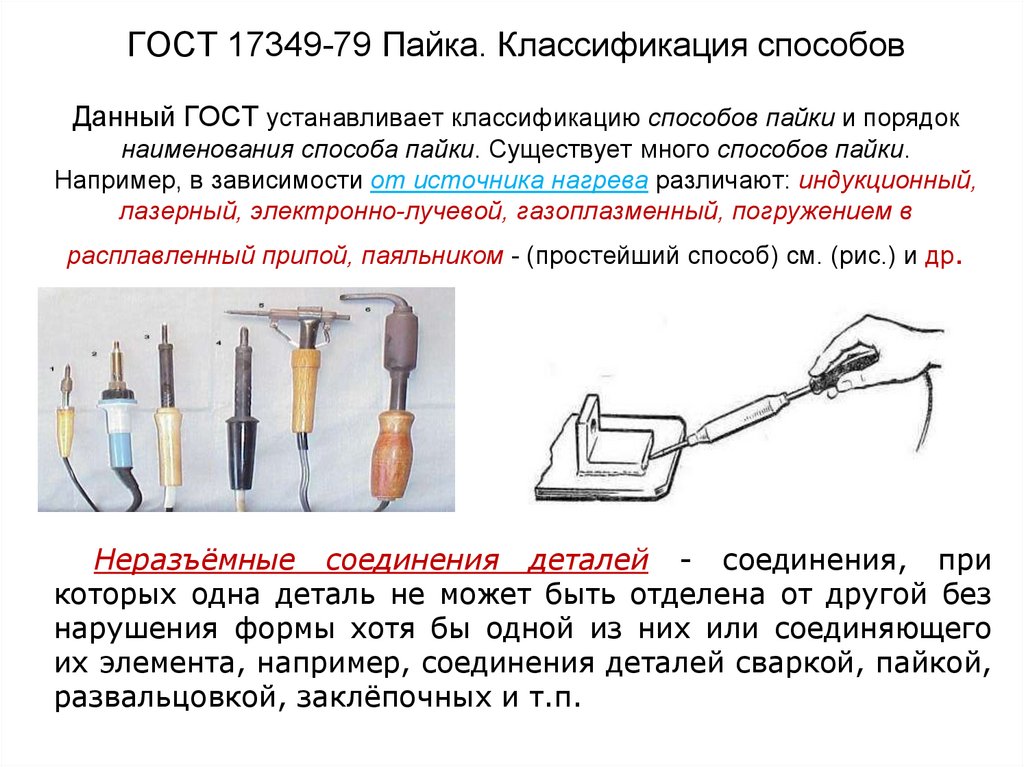
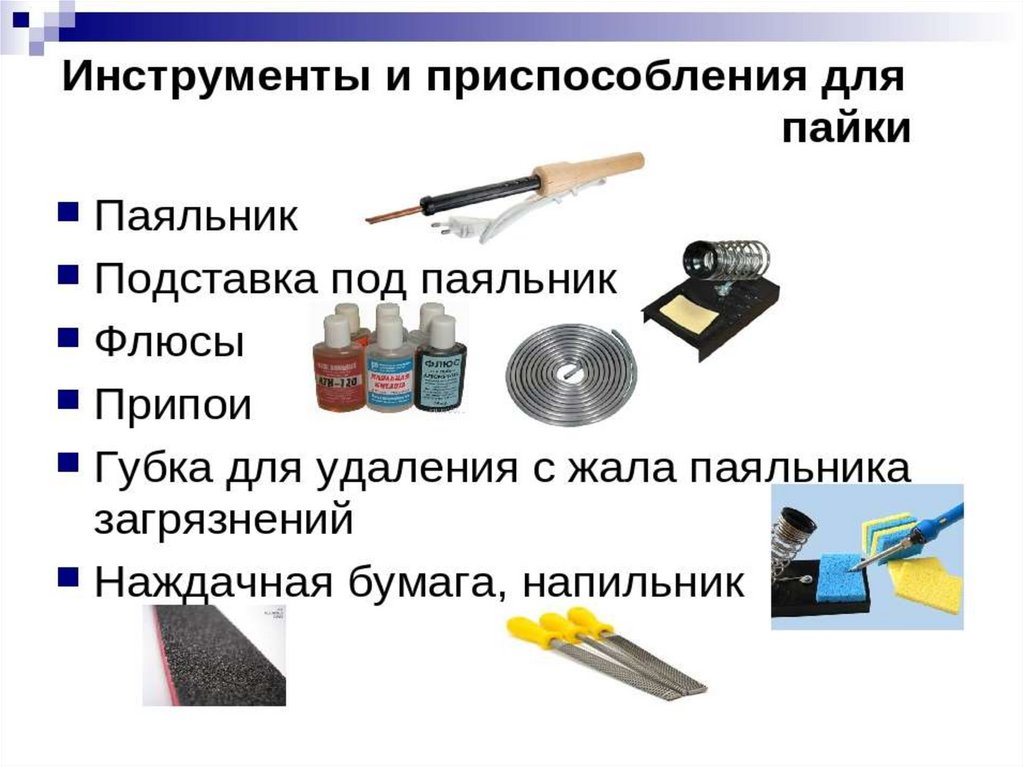
ГОСТ 17349-79 Пайка. Классификация способовДанный ГОСТ устанавливает классификацию способов пайки и порядок
наименования способа пайки. Существует много способов пайки.
Например, в зависимости от источника нагрева различают: индукционный,
лазерный, электронно-лучевой, газоплазменный, погружением в
расплавленный припой, паяльником - (простейший способ) см. (рис.) и др.
Неразъёмные соединения деталей - соединения, при
которых одна деталь не может быть отделена от другой без
нарушения формы хотя бы одной из них или соединяющего
их элемента, например, соединения деталей сваркой, пайкой,
развальцовкой, заклёпочных и т.п.
4.
5.
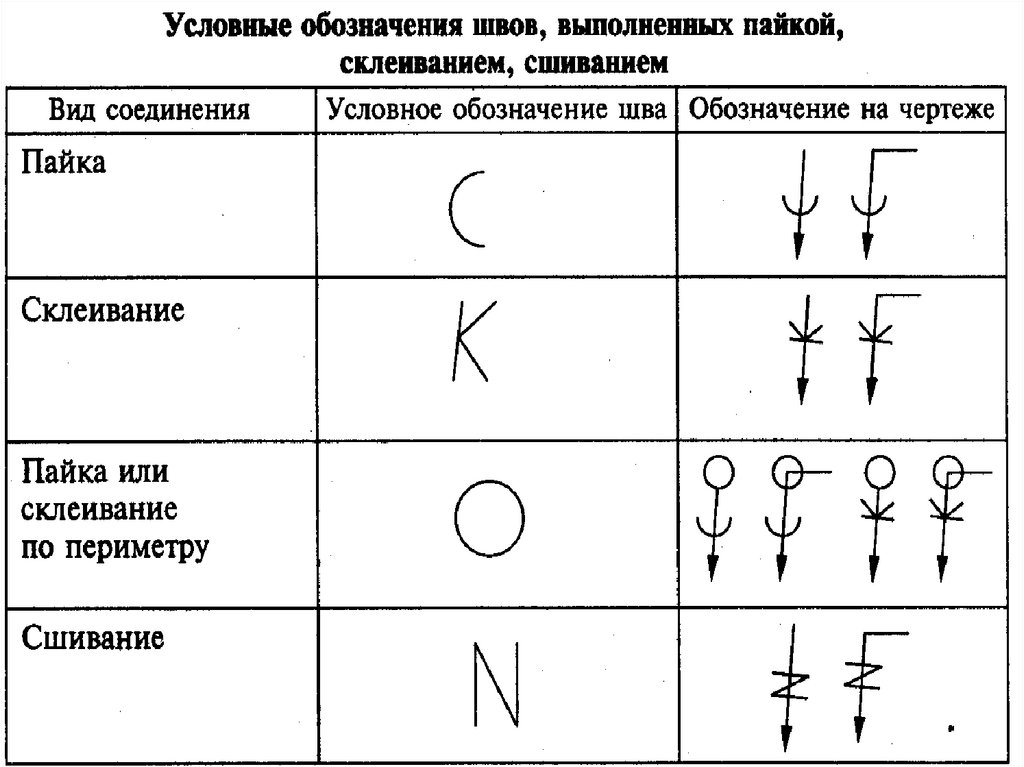
ГОСТ 2.313-82Соединения пайкой, склеиванием, сшивкой и их условные
изображения выполняются в соответствии с ГОСТ 2.313-82
6.
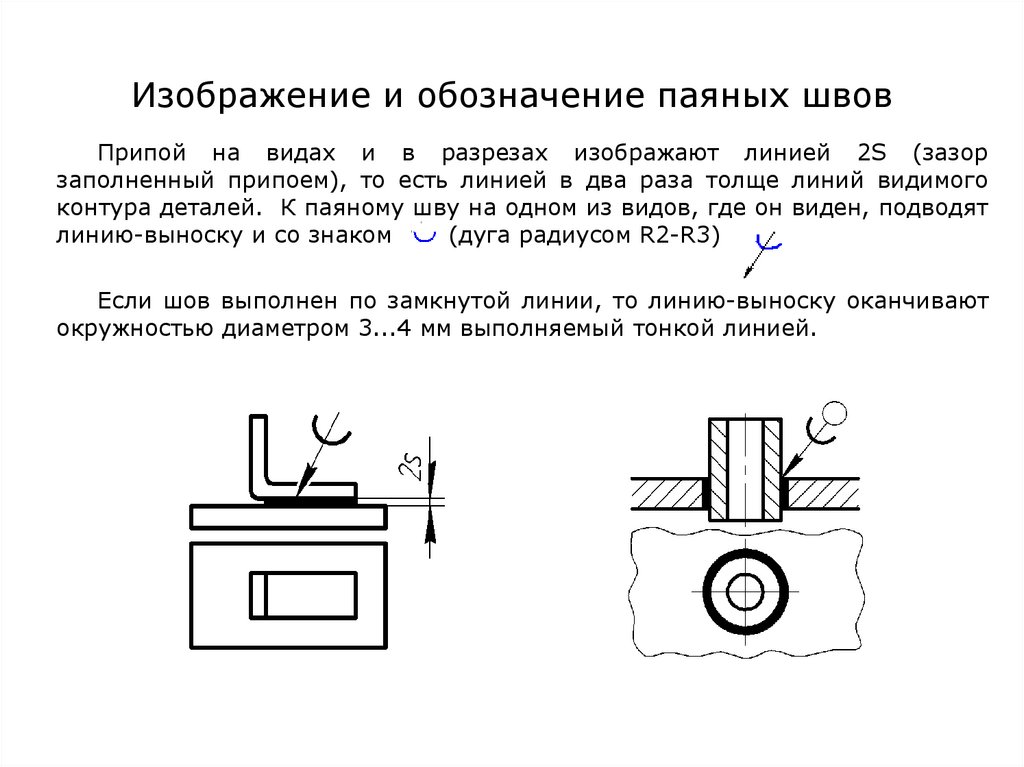
Изображение и обозначение паяных швовПрипой на видах и в разрезах изображают линией 2S (зазор
заполненный припоем), то есть линией в два раза толще линий видимого
контура деталей. К паяному шву на одном из видов, где он виден, подводят
линию-выноску и со знаком
(дуга радиусом R2-R3).
Если шов выполнен по замкнутой линии, то линию-выноску оканчивают
окружностью диаметром 3...4 мм выполняемый тонкой линией.
7.
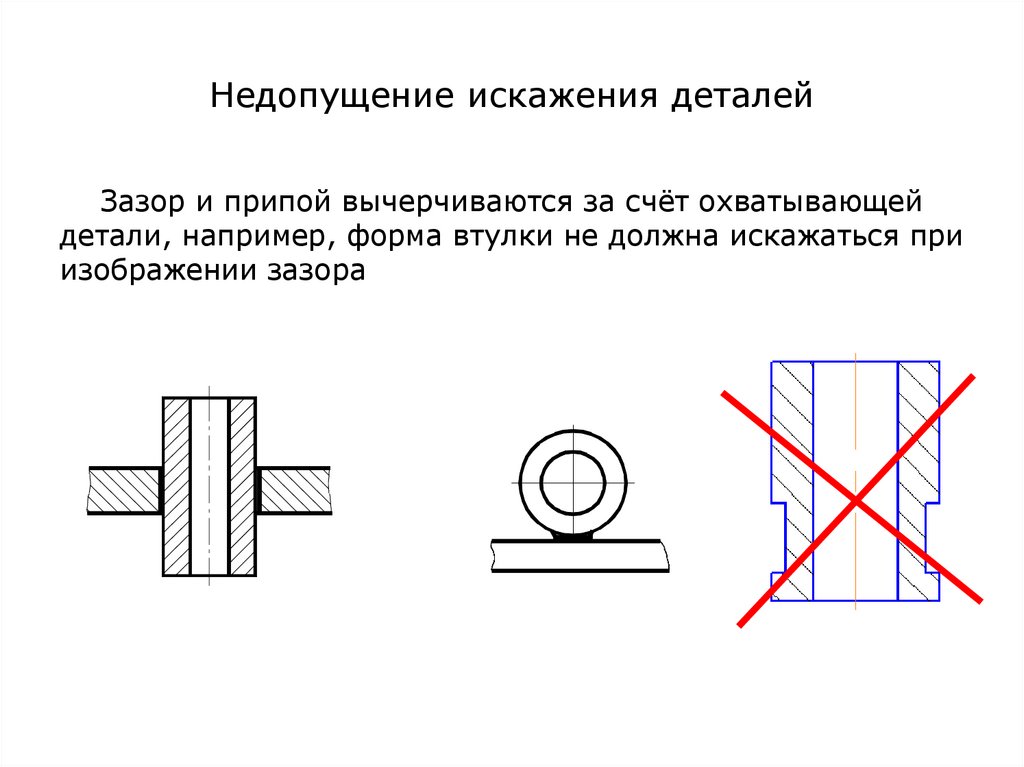
Недопущение искажения деталейЗазор и припой вычерчиваются за счёт охватывающей
детали, например, форма втулки не должна искажаться при
изображении зазора
8.
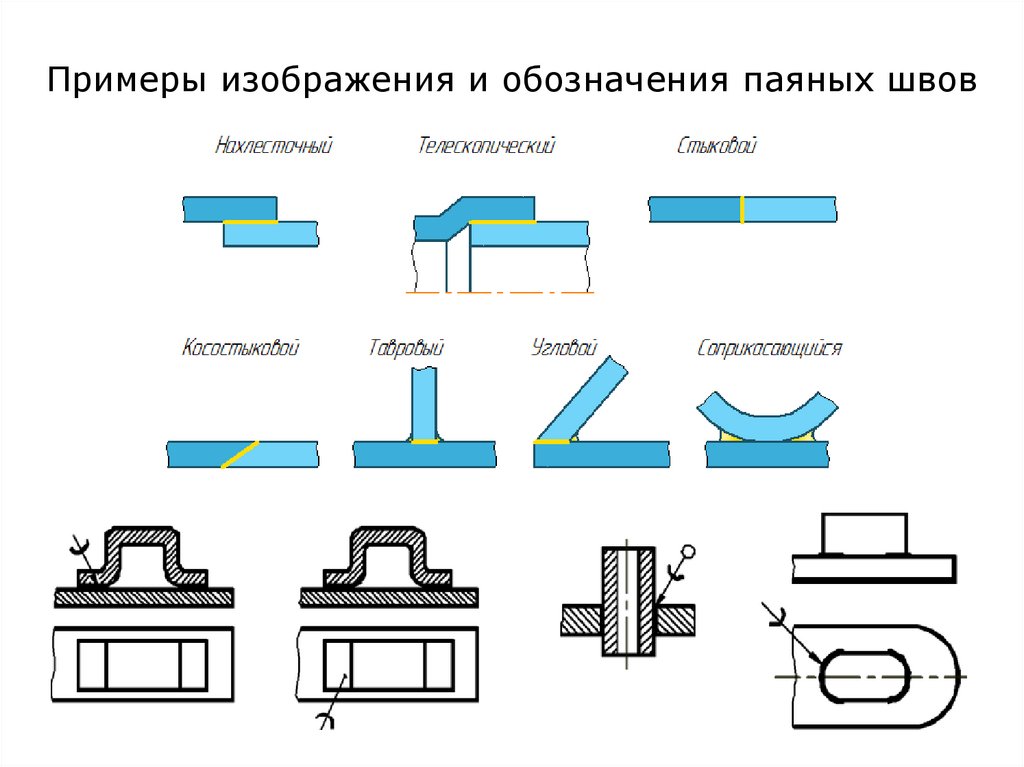
Примеры изображения и обозначения паяных швов9.
10.
11.
ПОРЯДОК ВЫПОЛНЕНИЯЗАДАНИЯ
12.
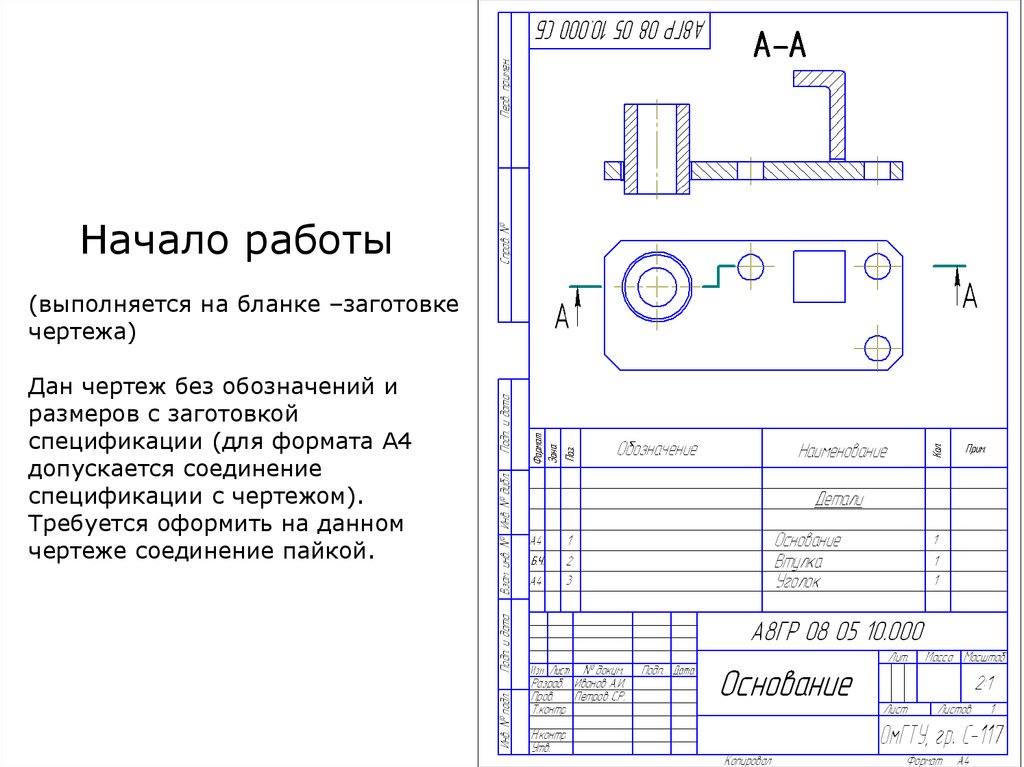
Начало работы(выполняется на бланке –заготовке
чертежа)
Дан чертеж без обозначений и
размеров с заготовкой
спецификации (для формата А4
допускается соединение
спецификации с чертежом).
Требуется оформить на данном
чертеже соединение пайкой.
13.
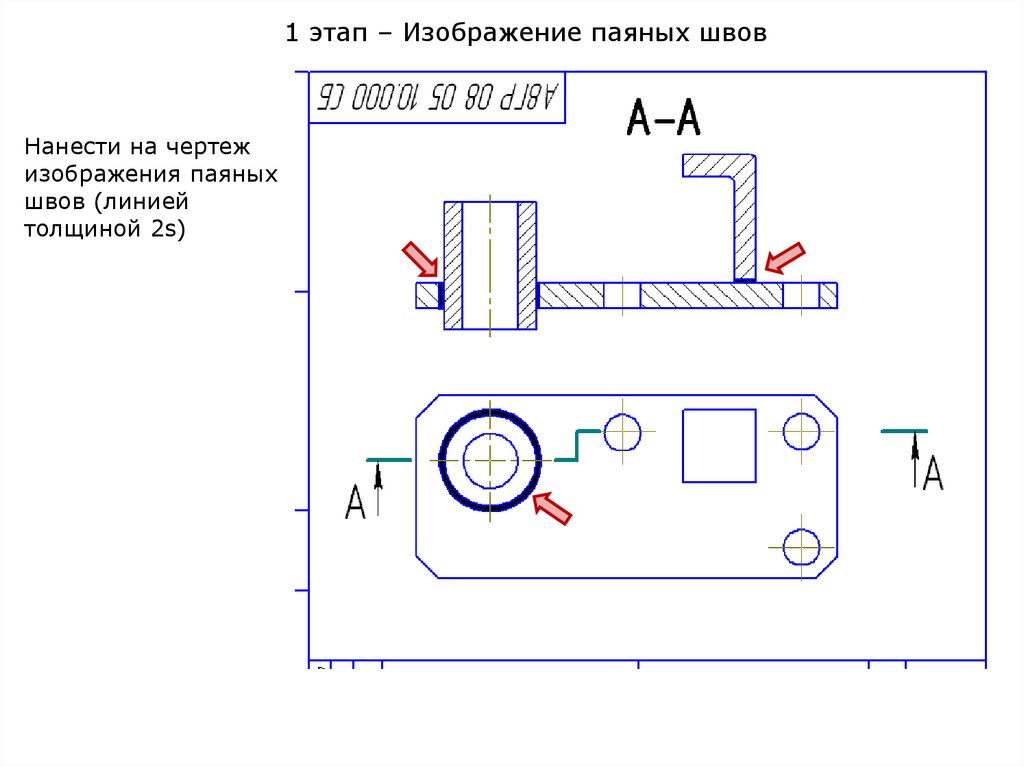
1 этап – Изображение паяных швовНанести на чертеж
изображения паяных
швов (линией
толщиной 2s)
14.
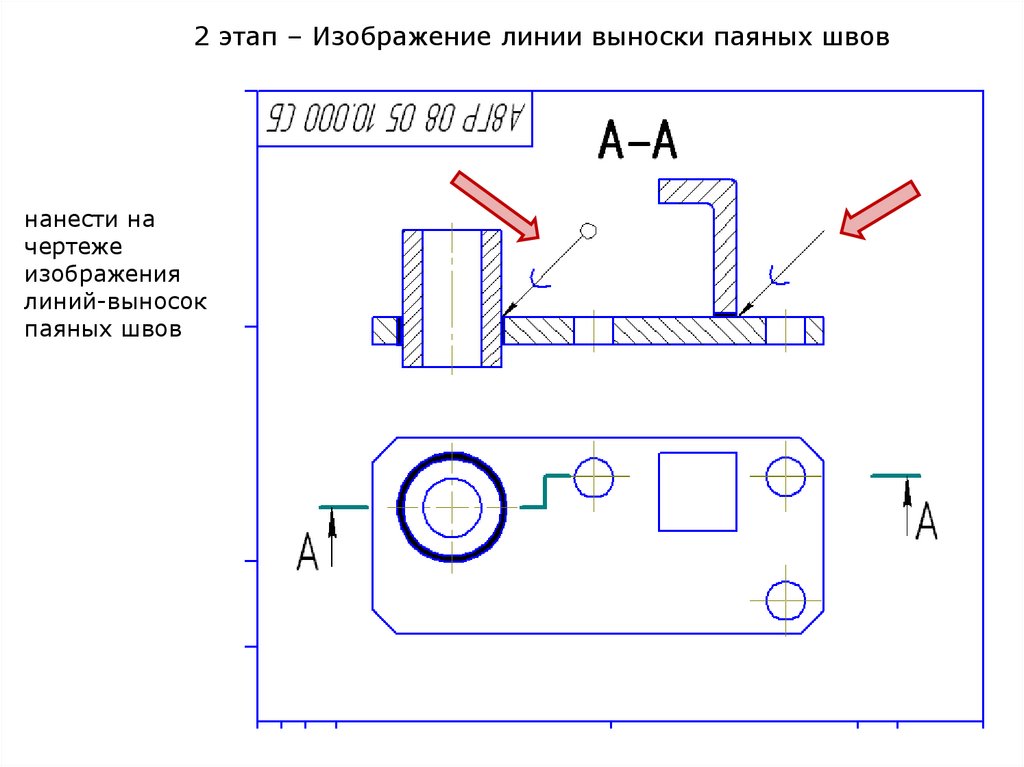
2 этап – Изображение линии выноски паяных швовнанести на
чертеже
изображения
линий-выносок
паяных швов
15.
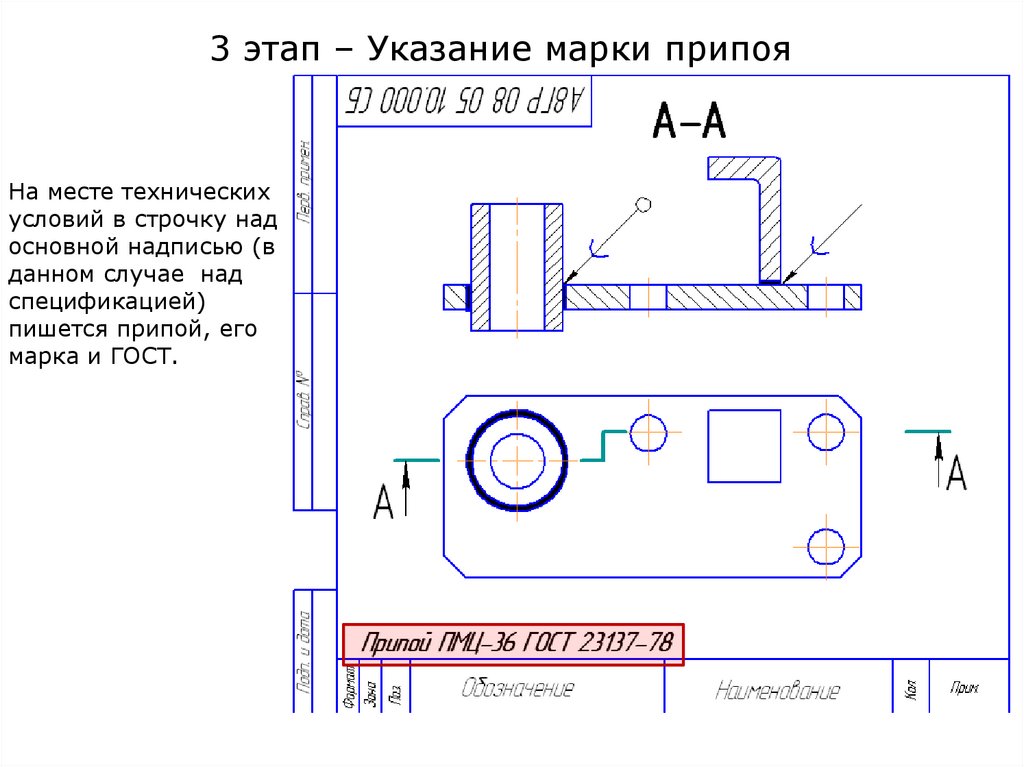
3 этап – Указание марки припояНа месте технических
условий в строчку над
основной надписью (в
данном случае над
спецификацией)
пишется припой, его
марка и ГОСТ.
16.
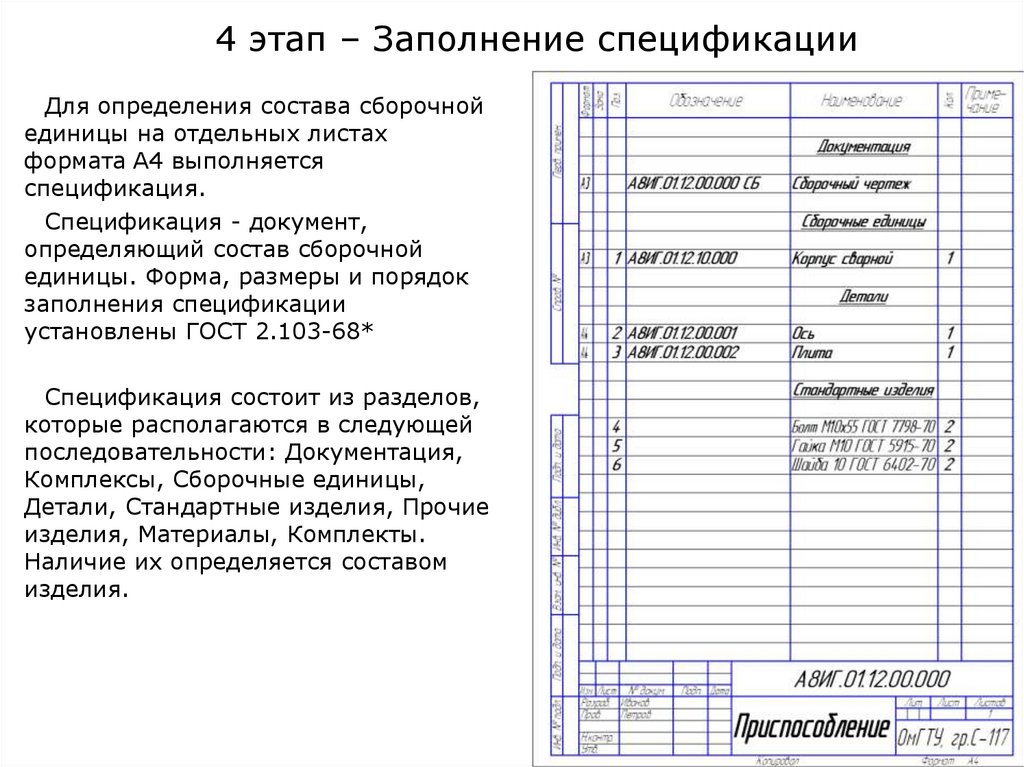
4 этап – Заполнение спецификацииДля определения состава сборочной
единицы на отдельных листах
формата А4 выполняется
спецификация.
Спецификация - документ,
определяющий состав сборочной
единицы. Форма, размеры и порядок
заполнения спецификации
установлены ГОСТ 2.103-68*
Спецификация состоит из разделов,
которые располагаются в следующей
последовательности: Документация,
Комплексы, Сборочные единицы,
Детали, Стандартные изделия, Прочие
изделия, Материалы, Комплекты.
Наличие их определяется составом
изделия.
17.
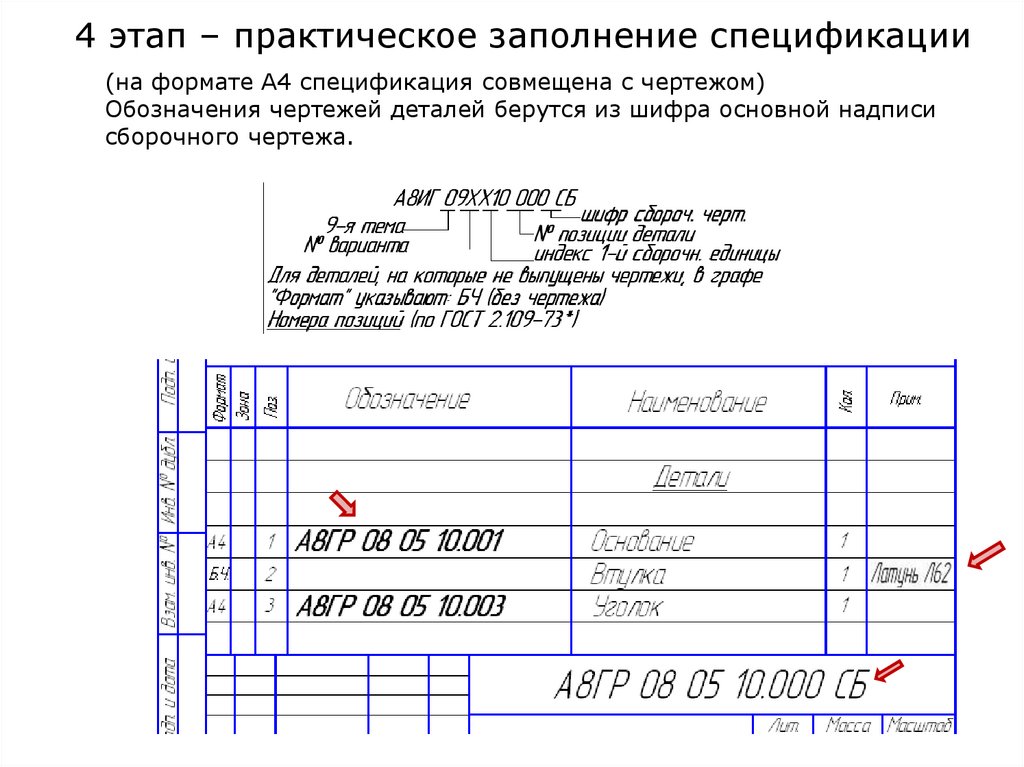
4 этап – практическое заполнение спецификации(на формате А4 спецификация совмещена с чертежом)
Обозначения чертежей деталей берутся из шифра основной надписи
сборочного чертежа.
18.
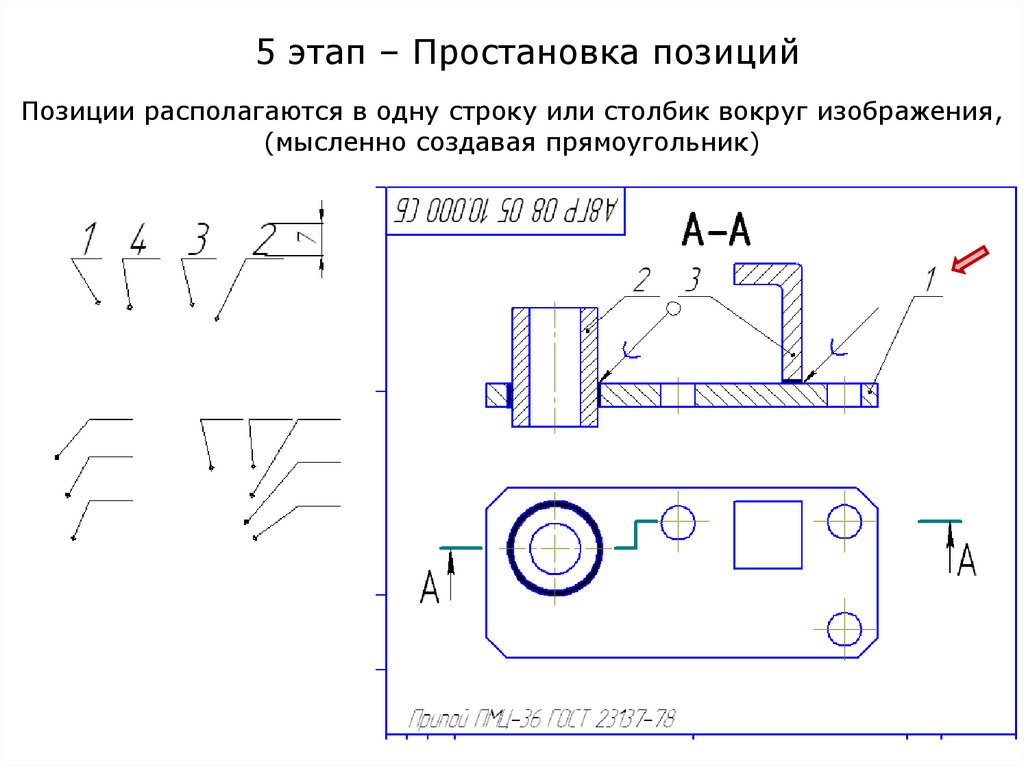
5 этап – Простановка позицийПозиции располагаются в одну строку или столбик вокруг изображения,
(мысленно создавая прямоугольник)
19.
6 этап – Простановка размеров на сборочных чертежах1) Монтажные («монт.»), указывающие на
взаимное расположение деталей в сборочной
единице;
2) Установочные («уст.»), определяющие
расстояния, по которым изделие
устанавливается на месте монтажа с другим
изделием;
3) Присоединительные («присоед.»),
определяют размеры элементов,
присоединяющих данное изделие к чему-либо
(например, диаметры отверстий для
креплений);
4) Координирующие («коорд.») – требуют
точности при пайке;
5) Эксплуатационные («экспл.») – это
технические параметры изделия, например,
ход штока у домкрата;
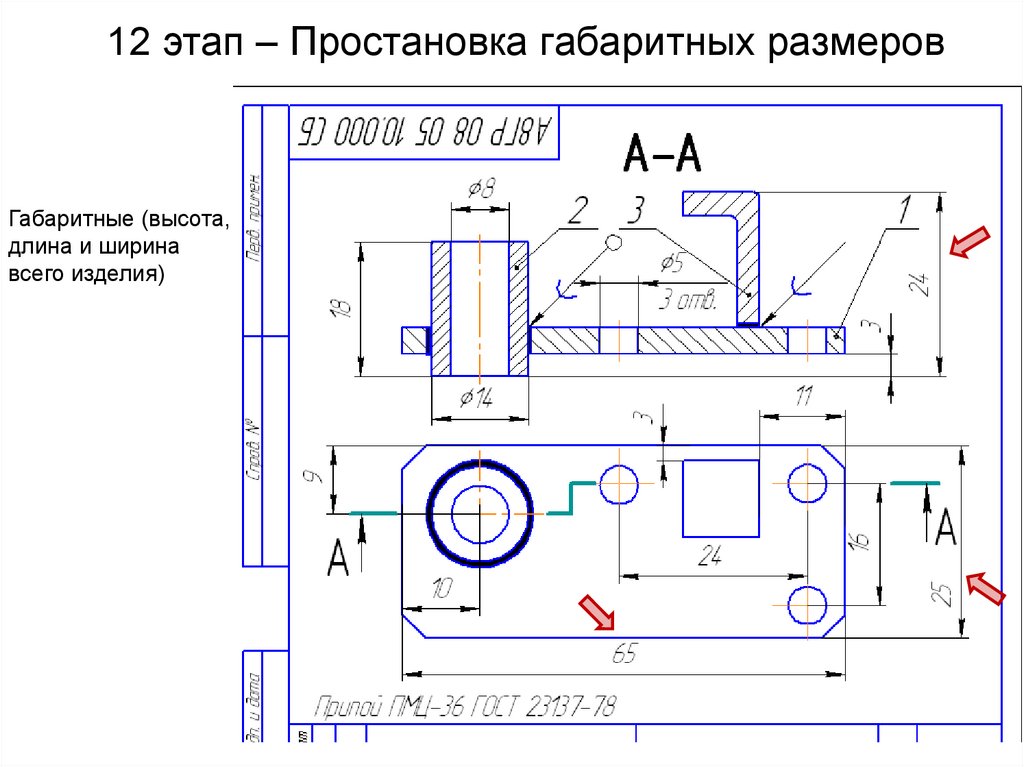
6) Габаритные («габ.») – высота, длина и
ширина всего изделия;
А также все размеры детали, на которую не
будет чертежа, в силу ее простоты, например,
втулка.
20.
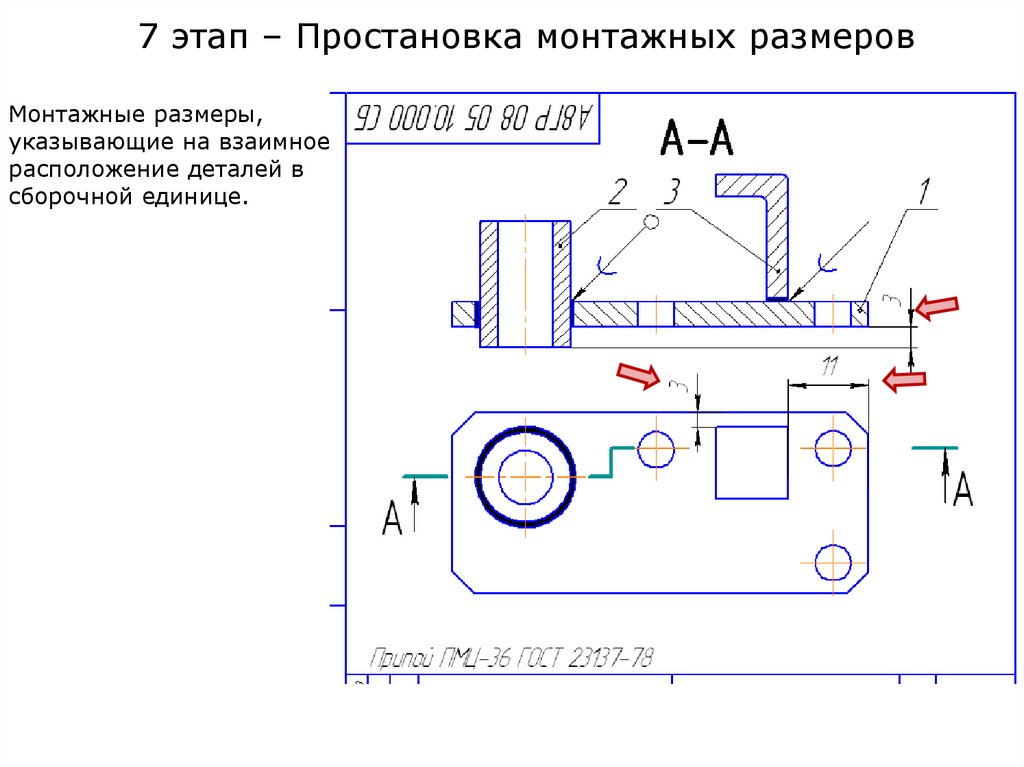
7 этап – Простановка монтажных размеровМонтажные размеры,
указывающие на взаимное
расположение деталей в
сборочной единице.
21.
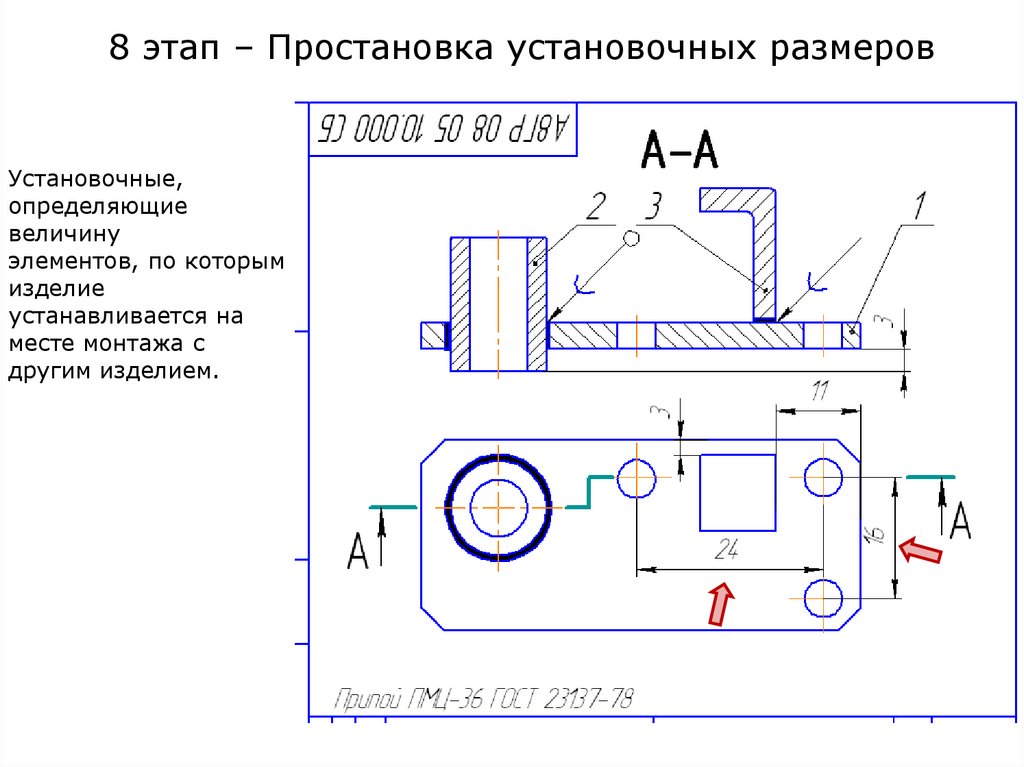
8 этап – Простановка установочных размеровУстановочные,
определяющие
величину
элементов, по которым
изделие
устанавливается на
месте монтажа с
другим изделием.
22.
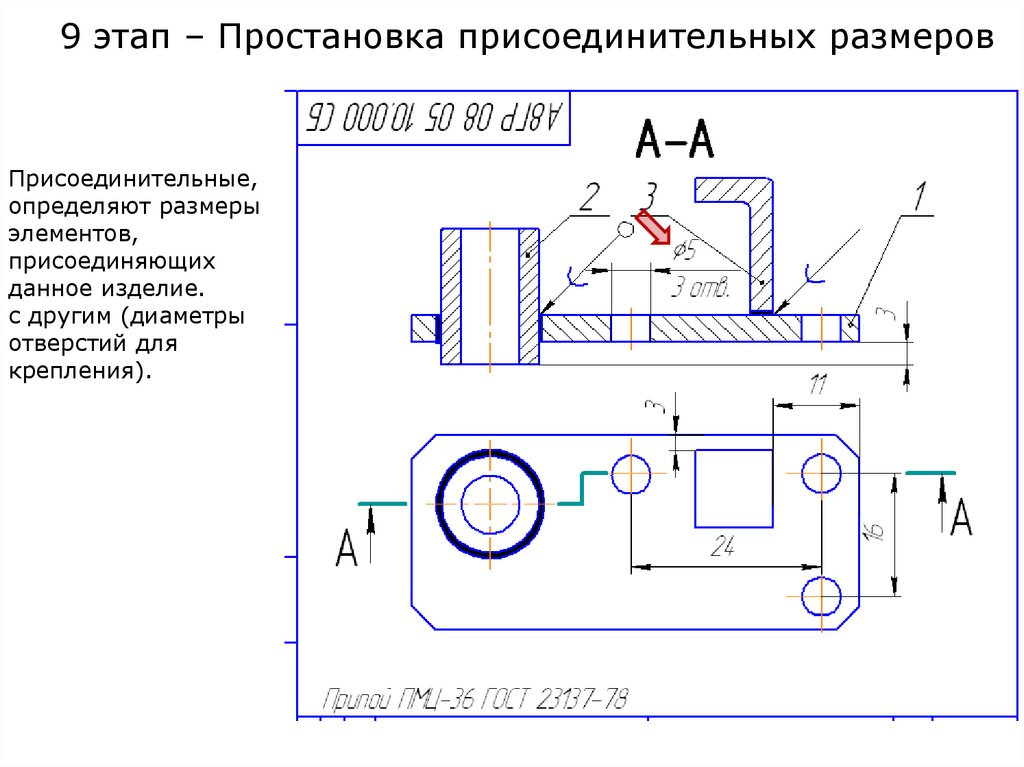
9 этап – Простановка присоединительных размеровПрисоединительные,
определяют размеры
элементов,
присоединяющих
данное изделие.
с другим (диаметры
отверстий для
крепления).
23.
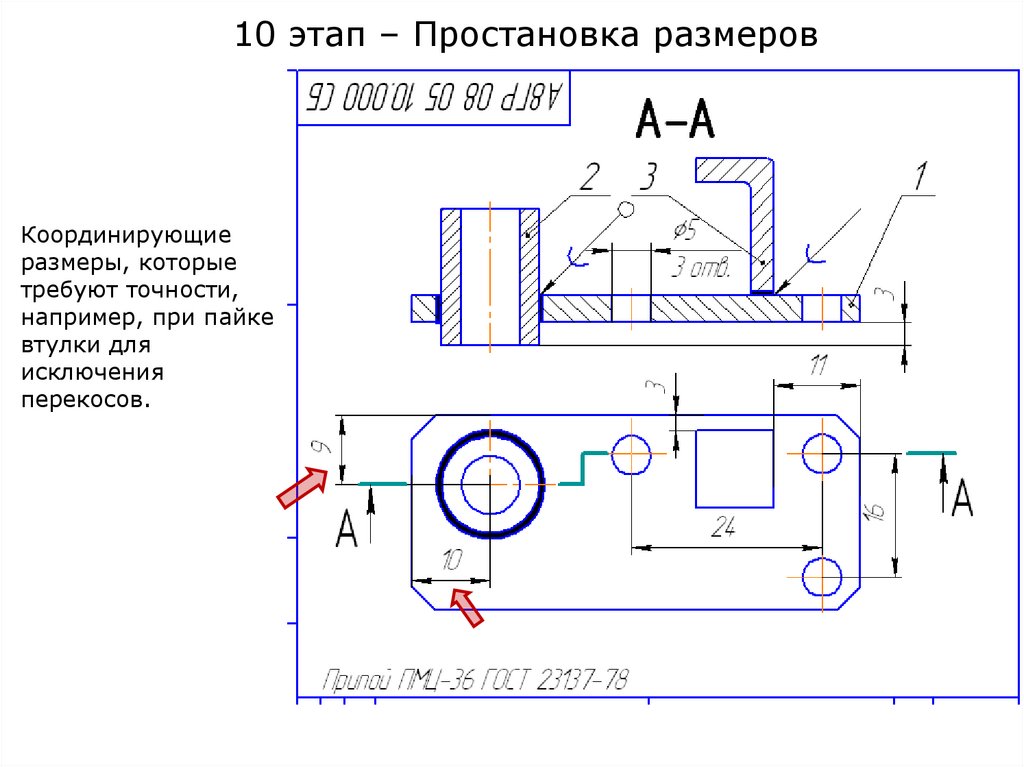
10 этап – Простановка размеровКоординирующие
размеры, которые
требуют точности,
например, при пайке
втулки для
исключения
перекосов.
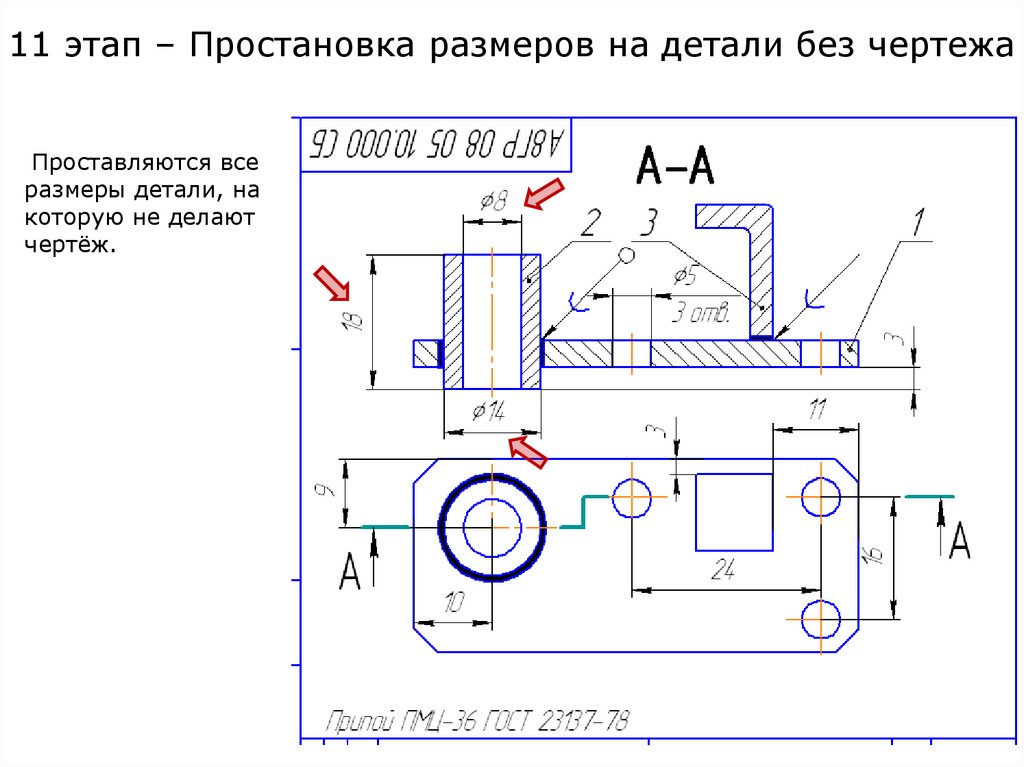
24.
11 этап – Простановка размеров на детали без чертежаПроставляются все
размеры детали, на
которую не делают
чертёж.
25.
12 этап – Простановка габаритных размеровГабаритные (высота,
длина и ширина
всего изделия)
26.
Пример выполненного задания «Соединение паяное»27.
13 этап – Деталирование сборочного чертежаВыполнение чертежа уголка:
По данному сборочному чертежу
выполняются деталировочные чертежи
деталей, входящих в сборочную
единицу.
На чертеже делали проставляются
все размеры, необходимые для её
изготовления и контроля.
28.
14 этап – ДеталированиеВыполнение чертежа основания:
Виды и расположение деталей, а
также масштаб берутся так, чтобы было
удобней отображать конкретную деталь,
повторение её положения на сборочном
не обязательно.
Для плоских деталей достаточно
одного вида с указанием толщины на
выноске (обозначено s2, что означает
толщина детали 2 мм.).