
 – технологическое оборудование, где гранулы ТПМ превращаются в расплав, который под высоким")
 -")















 Промышленность
ПромышленностьПохожие презентации:










Основы и принципы конструирования литьевых форм
1.
Учебный курсКонструирование литьевых форм для
производства изделий из ТПМ
2021
Основы и принципы конструирования
литьевых форм
Преподаватель
Васильева Надежда Михайловна
Nadya.vasileva.2016@list.ru
2.
• Самым популярным способомизготовления различных
изделий является технология
литья пластмасс под
давлением. Литьё под
давлением является одним из
наиболее
высокопроизводительных и
экономичных процессов
литейного производства и
находит все большее
распространение в различных
отраслях промышленности при
крупносерийном и массовом
производстве.
3.
Преимущества метода литья под давлением:• высокая производительность
• высокая точность размеров и чистота
поверхности готовых изделий
• экономичность
• возможность изготовления изделий сложной
конфигурации, тонкостенных, с арматурой, с
длинными оформляющими знаками;
• возможность полной автоматизации процесса
изготовления изделия
4.
Недостатки метода литья под давлением:• большие начальные затраты на оборудование,
высокая стоимость литьевых пресс-форм;
• сложность в получении изделий с большой
разницей в толщине стенок без поверхностных
или других дефектов. Рекомендуемая толщина
изделия 3…4мм.
5.
Литьё под давлением изделий из ТПМ Технологический процесс:• гранулы ТПМ, в литьевой машине (ТПА), под действием
температуры и давления становятся однородным
расплавом;
• расплав:
- под высоким давлением впрыскивается в формующую
полость литьевой формы (л.ф.), установленную на ТПА;
- заполняет формующую полость л.ф.,
- уплотняется, охлаждается, превращается в отливку;
• отливка: извлекается из л.ф.,
удаление литников
изделие;
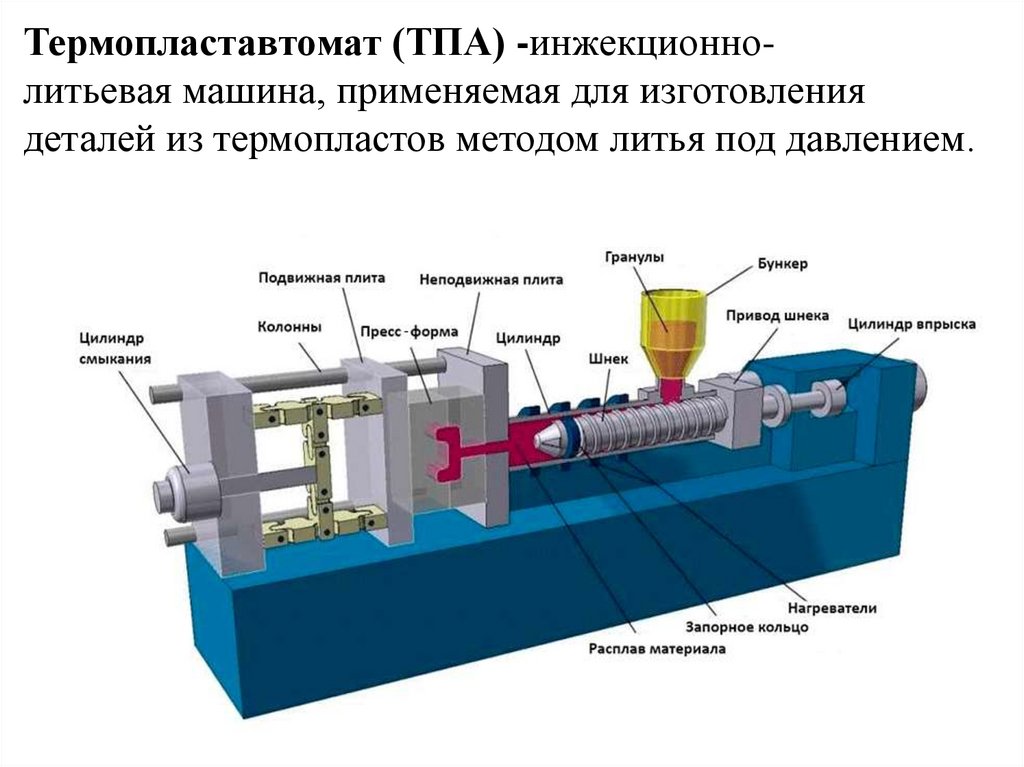
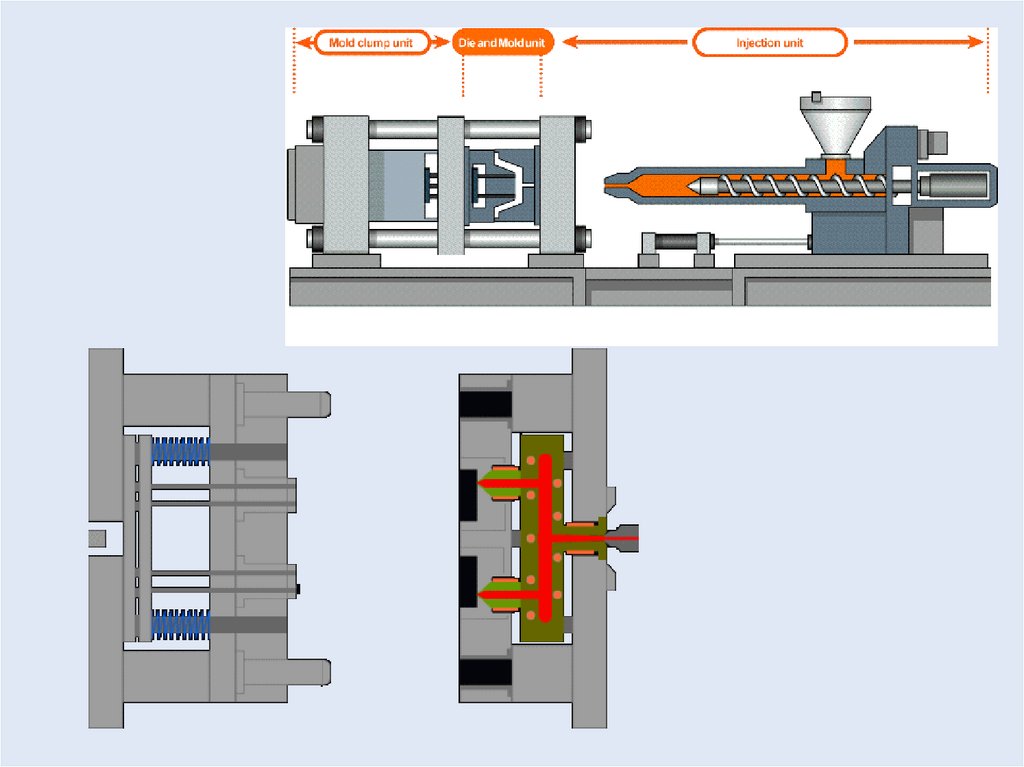
6. Литьевая машина (ТПА, IMM) – технологическое оборудование, где гранулы ТПМ превращаются в расплав, который под высоким
давлениемдозированно подаётся в литьевую форму.
7.
Термопластавтомат (ТПА) -инжекционнолитьевая машина, применяемая для изготовлениядеталей из термопластов методом литья под давлением.
8.
9.
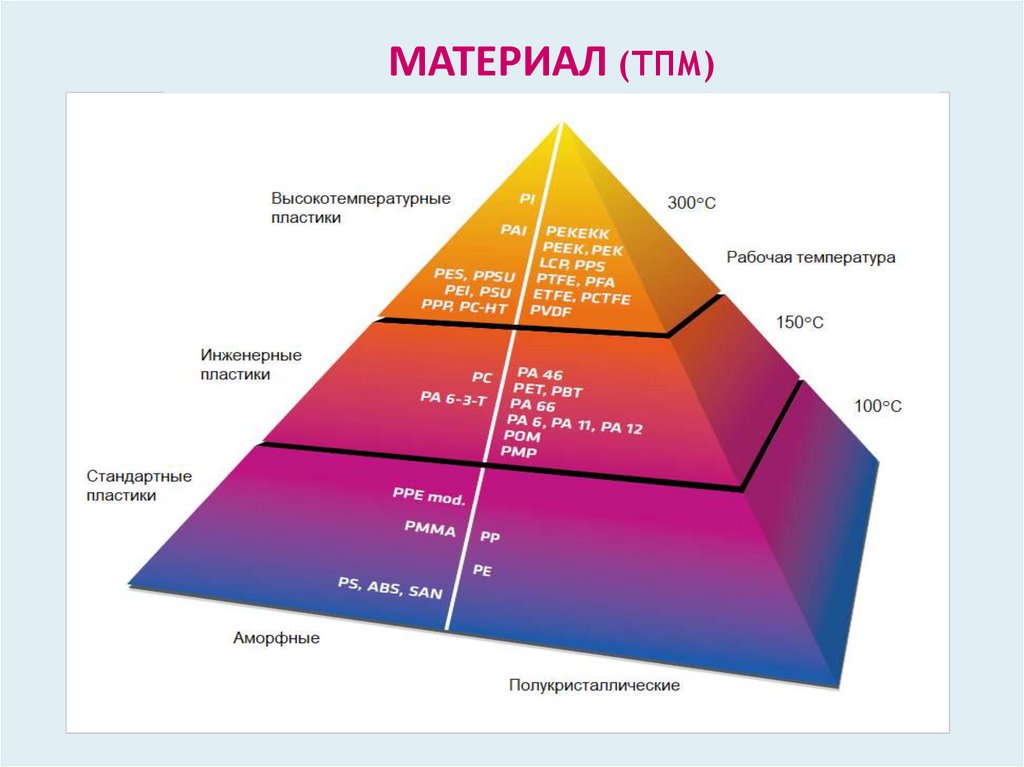
МАТЕРИАЛ (ТПМ)10.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ТПМ• Температура литья, ⁰С
• Температура литьевой формы, ⁰С
• Время пребывания расплава при t° литья, мин
• Усадка, %
• ПТР, г/10 мин
• Проливаемость, мм/мм
• Агрессивность: механическая (износ)
химическая (коррозия)
11.
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ ТПМ• Плотность, г/см3
• Теплостойкость, ⁰С
• Морозостойкость, ⁰С
• Ударная вязкость, прочность;
• Водопоглощение, коэффициент теплового
расширения (КТР), теплопроводность, тангенс
угла диэлектрических потерь, УФ- и
коррозионностойкость,…
• Стоимость, руб./кг
12. Литьевая форма (л.ф.) -
Литьевая форма (л.ф.) технологическая оснастка для изготовленияизделий из ТПМ, устанавливается на ТПА.
Расплав ТПМ из ТПА под высоким давлением
поступает в л.ф.:
- заполняет формующую полость л.ф.
- принимает геометрию формующей полости
- охлаждается до температуры извлечения
- отливка извлекается из л.ф.,
- отделение литников → изделие.
13.
Литьевая формаКонструкцию литьевой формы можно
разделить на следующие основные
системы:
• система размещения, установки и
крепления литьевых форм (матрица,
пуансон);
• система литниковых каналов;
• система вентиляционных
(газоотводящих) каналов (не всегда
устанавливаются);
• система оформляющих деталей;
• система центрирования;
• система охлаждения и регулирования
температуры формы;
• система удаления изделий из формы;
• система перемещения деталей
14.
15. Этапы проектирования пресс-формы
Этапы проектирования прессформыРазработка
техпроцесса литья
Построение
формообразующих
Проектирование
системы
охлаждения
Проектирование
системы съема
Сборочный чертеж
Спецификация
Выбор блока и
размещение в нем
формообразующих
Проектирование системы
крепления и
транспортных элементов
Деталировочные
чертежи
16. Этапы производства
• Изготавливается прототип, который представляет собой образецпроизводимой детали. Изготовленный прототип позволяет оценить,
испытать на предельных нагрузках и протестировать готовое изделие.
При обнаружении неточностей и дефектов оперативно вносятся
изменения в трехмерную модель до получения идеальной детали,
соответствующей всем требованиям.
• Проектируется пресс-форма. На данном этапе очень тщательно
прорабатываются все тонкости (линии, изгибы, отверстия и пр.) на
основании утвержденной 3D модели.
• Изготовление сборочных единиц пресс-формы. Сборка пресс-формы.
• Отливка первого экземпляра из пластика. Он тщательно проверяется
и тестируется. При обнаружении неточностей дорабатывается
литьевая форма.
17. Система ФОД
Системадеталей:
ФОД
–
комплект
формообразующих
Матрица – ФОД, охватывающая отливку;
Пуансон – ФОД, охватываемая отливкой;
Знаки, Вставки – сменные элементы ФОД;
Зазор между формообразующими поверхностями
Пуансона и Матрицы – формующая полость или
гнездо.
18.
Требования к системе ФОД- Cоответствие отлитого изделия:
-
исходной 3D-модели изделия;
шероховатости поверхности изделия техническим
требованиях на чертеже изделия;
Отклонение размеров отливаемого изделия в
пределах допуска на чертеже изделия;
Равномерное и быстрое охлаждение;
Извлекаемость отливки из л.ф. без деформаций,
повреждений и зависания в л.ф.;
Ремонтопригодность при эксплуатации л.ф. и
длительные межремонтные пробеги;
Гарантийный срок службы;
19.
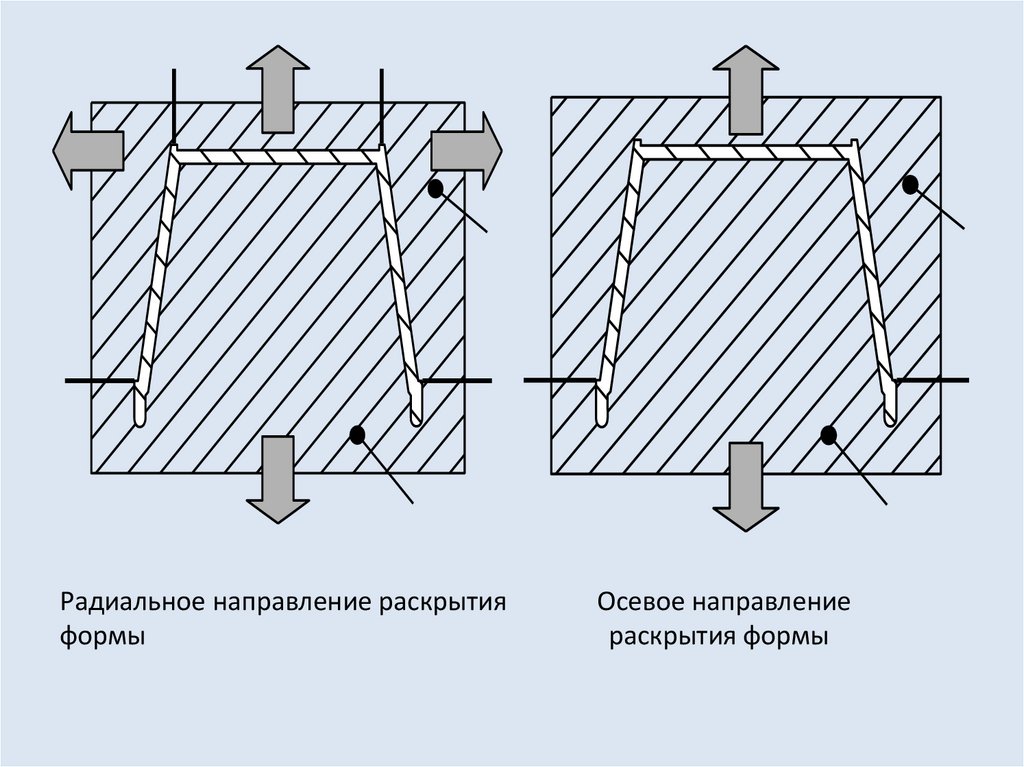
Радиальное направление раскрытияформы
Осевое направление
раскрытия формы
20.
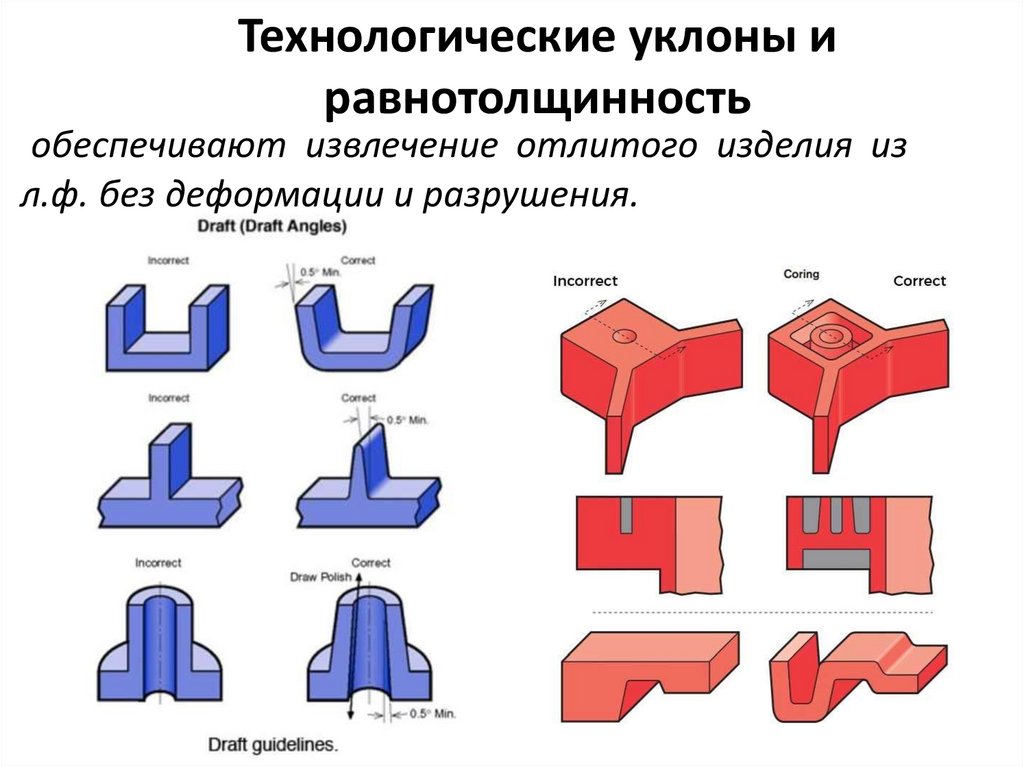
Технологические уклоны иравнотолщинность
обеспечивают извлечение отлитого изделия из
л.ф. без деформации и разрушения.
21.
Вентиляционные каналы («выпоры»)• Назначение:
- удаление воздуха и летучих компонентов из
расплава при литье во время стадии впрыска;
- повышение качества изделия
(недоливы, подгары, спаи, «воздушные ловушки»);
• Расположение в.к.:
- напротив впускных литников, в конце потоков
расплава, в зоне спаев.
22.
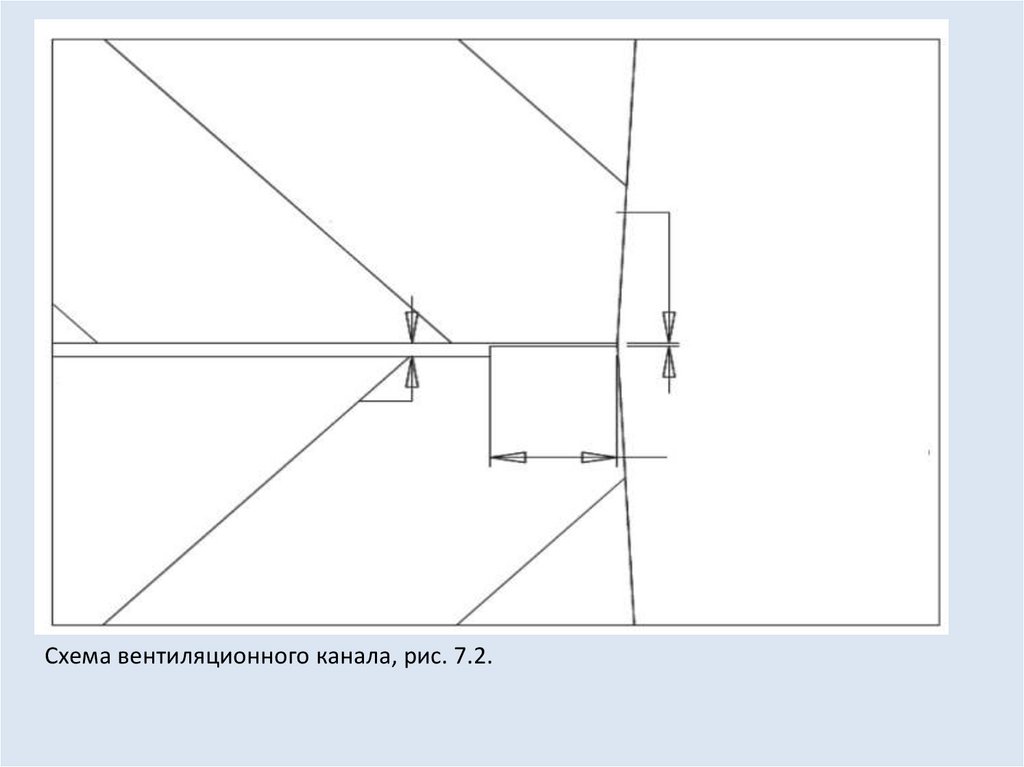
Схема вентиляционного канала, рис. 7.2.23.
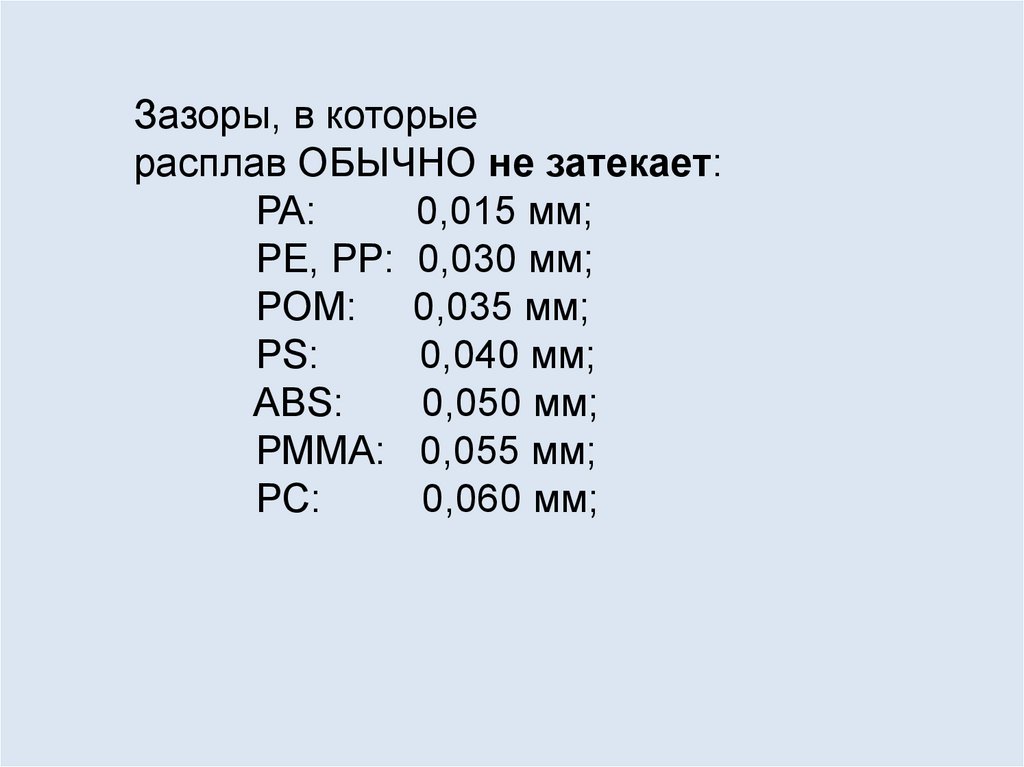
Зазоры, в которыерасплав ОБЫЧНО не затекает:
PA:
0,015 мм;
PE, PP: 0,030 мм;
POM: 0,035 мм;
PS:
0,040 мм;
ABS:
0,050 мм;
PMMA: 0,055 мм;
PC:
0,060 мм;
24. Усадка и допуски
25.
Разброс усадки/ средняя усадка:PPS 0,1-0,5%/ 0.30% PEEK 0,1-1,4%/ 0,75%
PC 0,4-0,7%/ 0,55% PMMA 0,4-0,8%/ 0,60%
POM 0,8-2,0%/ 1,40% PA6 0,8-2,1%/ 1,45%
PP 1,0-2,5%/ 1,75% ABS 0,5-0,6%/ 0,55%
HDPE 1,2-2,5%/ 1,85% LDPE 1,5-3,0%/ 2,25%
Пример: Матрица: L1=100 мм x 3,0 мм. Изделие L2:
PPS→ 99,70 мм; PC → 99,45 мм; POM → 98,6 мм;
PP → 98,25 мм; HDPE → 98,15 мм; LDPE → 97,75 мм;
26.
Принципы конструирования системы ФОД л.ф.27.
• Извлекаемость отливки с минимальнымчислом плоскостей разъёма:
чем больше плоскостей разъёма, тем
больше трудоёмкость изготовления;
Каждая плоскость разъёма оставляет
след на изделии;
• Минимизация следов на видовой
поверхности изделия:
от впускных литников;
от толкателей;
от линий разъёма;
28.
• Предотвращение деформацииотливки при извлечении из л.ф.:
Время охлаждения отливки;
Равномерное охлаждение отливки;
Адекватная система выталкивания;
Технологические углы наклона и
шероховатость поверхности;
• Прочность и жёсткость
29.
• Оптимизация трудоёмкости изготовленияФОД и ремонтопригодность:
Пуансон и Матрица – сменные вставки или
монолитная плита;
Толщина стенки и глубина заделки:
- толщина стенок матрицы не менее высоты изделия из ТПМ;
- глубина заделки сменных пуансонов 1,25 от их вылета;
Сменные знаки;
- доводка размеров по результатам испытаний л.ф.;
- трудоёмкость ремонта;
30.
• Функциональная:– система ФОД;
– литниковая система;
– система охлаждения;
– система выталкивания;
– система центрирования;
– пакет плит;
31. Литниковая система
32. Система охлаждения
33. Система выталкивания
34.
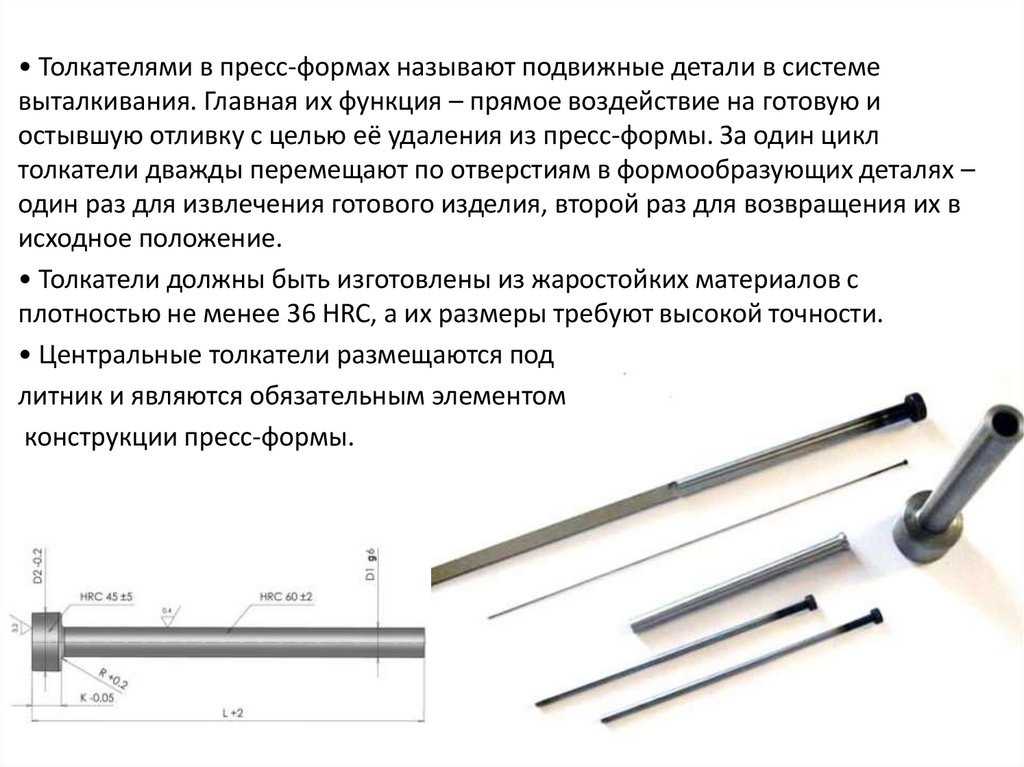
• Толкателями в пресс-формах называют подвижные детали в системевыталкивания. Главная их функция – прямое воздействие на готовую и
остывшую отливку с целью её удаления из пресс-формы. За один цикл
толкатели дважды перемещают по отверстиям в формообразующих деталях –
один раз для извлечения готового изделия, второй раз для возвращения их в
исходное положение.
• Толкатели должны быть изготовлены из жаростойких материалов с
плотностью не менее 36 HRC, а их размеры требуют высокой точности.
• Центральные толкатели размещаются под
литник и являются обязательным элементом
конструкции пресс-формы.
35. Система центрирования
36.
• По стоимости изготовления, руб.ХК: плиты (20%), ФОД (50%), толкатели
(10%), колонки/втулки (5%), пробка/ниппель
(5%), винты (2%), пр. (8%);
ГКС: ГКС (20-50%), плиты (10-15%), ФОД (2030%), толкатели (5%), колонки/втулки (3%),
пробка/ниппель (3%), винты (2%), пр. (2%);
37.
По трудоёмкости изготовления,
нормо-час.
- ФОД (50-75%);
- Стандартные детали (5-25%);
- Доработка стандартных деталей (10-20%);
- Нестандартные детали (5-10%);
- Подгонка, сборка, испытания (5-15%);
38. Стоимость литьевой формы
Tф = «ФОД»+«ЛС»+«СО»+«СВ» + «MB» == «ФОД» + «СТ» + «Доработка СТ» + «Сборка»
• Система формообразующих деталей (ФОД)
• Литниковая система (ЛС)
• Система охлаждения (CО)
СТандарт
• Система выталкивания (СВ)
• Плиты, колонки, втулки («МВ»)
39.
40.
41.
42.
43.
44. Выводы
При проектировании пресс-формы необходимо учитывать множество нюансов, чтобы
на выходе изделие получалось без дефектов.
Одним из важных нюансов является обеспечение достаточного отвода тепла от
формообразующих элементов пресс-формы, и как следствие достаточного охлаждения
пресс-формы в целом. Это влияет на остаточные напряжения в изделии, что
впоследствии сказывается на её долговечность.
Немаловажным моментом является место подвода литника в изделии, положение
выталкивателей, следов от вставок и расположение линии разъема формообразующих
элементов. Расположение впускного литникового канала влияет на характер течения
расплава в форме, на внутренние напряжения, образование спаев в изделии, следы
течения на поверхности изделия и на усадку.
Важно учитывать конфигурацию пластмассового изделия. Она существенно влияет на
конструкцию формы (зависящую от технологичности изделия) и качественные
показатели изделия, которые, в свою очередь, зависят как от технологии его
изготовления, так и от его конструкции.
Необходимо учитывать, что в ряде случаев ошибки, заложенные при разработке
изделия, невозможно исправить выбором конструкции формы. При конструировании
пластмассовых изделий необходимо стремиться к обеспечению рациональных условий
течения материала в форме, повышению точности изготовления, уменьшению
внутренних напряжений, коробления и цикла изготовления.