





 Промышленность
ПромышленностьПохожие презентации:










Процессы и операции формообразования
1.
ФАКУЛЬТЕТ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙКАФЕДРА «ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
2.
ЦЕЛИ И ЗАДАЧИ ДИСЦИПЛИНЫЦель: приобретение знаний физической сущности и
основных теоретических закономерностей процесса
обработки материалов резанием.
Задачи:
- освоение конструкции режущей части инструмента;
- освоение основных методов резания;
- получение практических навыков по выбору
инструментальных материалов, геометрических
параметров режущих инструментов;
- получение практических навыков по определению
силы резания, мощности, основного времени
обработки и режимов резания;
- освоение способов повышения работоспособности
режущего инструмента.
3.
ТРЕБОВАНИЯ К УРОВНЮ ОСВОЕНИЯСОДЕРЖАНИЯ ДИСЦИПЛИНЫ
В результате изучения дисциплины необходимо:
иметь представление:
- о месте и роли процесса обработки материалов резанием
в современном машиностроительном производстве и путях
дальнейшего развития науки и практики обработки резанием.
4.
ТРЕБОВАНИЯ К УРОВНЮ ОСВОЕНИЯСОДЕРЖАНИЯ ДИСЦИПЛИНЫ
В результате изучения дисциплины необходимо:
знать:
- сущность основных физических явлений,
сопровождающих процессы резания, их влияние на
инструмент и заготовку при различных способах резания
материала;
- основные методы обработки резанием;
- теоретические основы выбора оптимальных режимов;
- геометрические параметры режущей части
инструмента, характер их изменения при установке и в
процессе резания.
5.
ТРЕБОВАНИЯ К УРОВНЮ ОСВОЕНИЯСОДЕРЖАНИЯ ДИСЦИПЛИНЫ
В результате изучения дисциплины необходимо:
уметь:
- выбирать материал и геометрические параметры
режущей части инструмента;
- определять силы и мощность при резании, рассчитывать
режим резания.
6.
ФОРМИРУЕМЫЕ КОМПЕТЕНЦИИобщепрофессиональная
компетенция
ОПК-1
способностью использовать основные
закономерности, действующие в процессе
изготовления машиностроительных изделий
требуемого качества, заданного количества при
наименьших затратах общественного труда
общепрофессиональная
компетенция
ОПК-2
способностью участвовать в разработке
обобщенных вариантов решения проблем,
связанных с машиностроительными
производствами, выборе оптимальных вариантов
прогнозируемых последствий решения на основе
их анализа
7.
ФОРМИРУЕМЫЕ КОМПЕТЕНЦИИпрофессиональная
компетенция
ПК-16
производственно-технологическая деятельность:
способностью осваивать на практике и совершенствовать
технологии, системы и средства машиностроительных
производств, участвовать в разработке и внедрении
оптимальных технологий изготовления
машиностроительных изделий, выполнять мероприятия
по выбору и эффективному использованию материалов,
оборудования, инструментов, технологической оснастки,
средств диагностики, автоматизации, алгоритмов и
программ выбора и расчетов параметров технологических
процессов для их реализации
8.
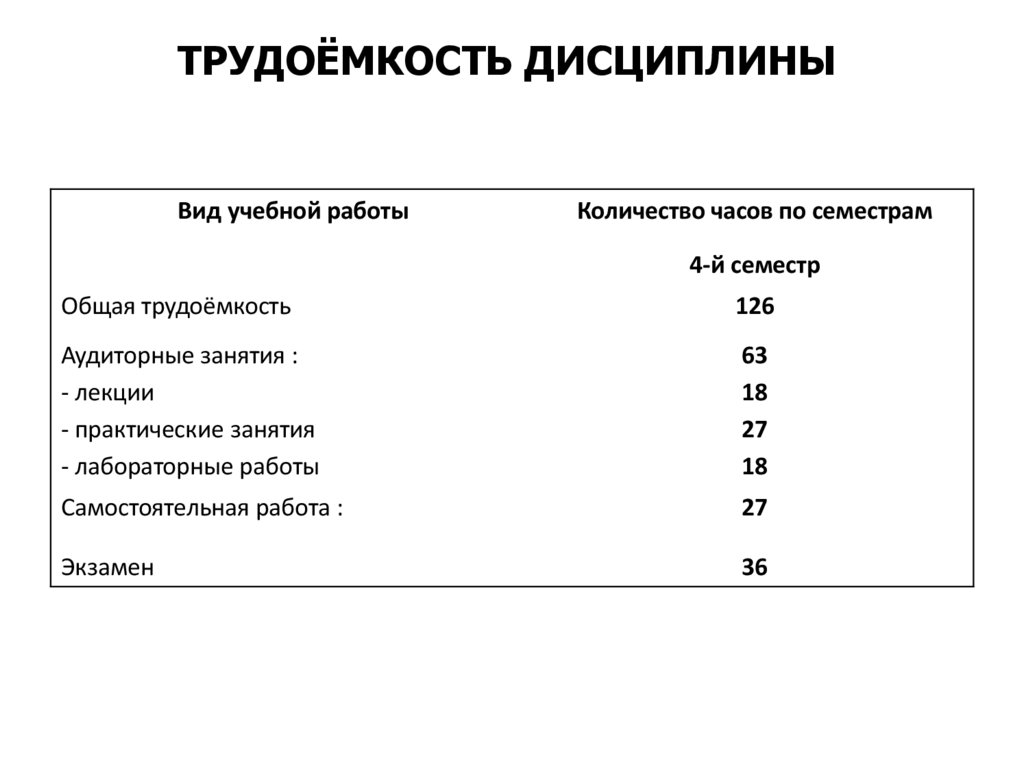
ТРУДОЁМКОСТЬ ДИСЦИПЛИНЫВид учебной работы
Количество часов по семестрам
4-й семестр
Общая трудоёмкость
126
Аудиторные занятия :
- лекции
- практические занятия
- лабораторные работы
63
18
27
18
Самостоятельная работа :
27
Экзамен
36
9.
ЛИТЕРАТУРАОСНОВНАЯ
Процессы и операции формообразования : учебник для высш.
проф. образования / под ред. Н.А. Чемборисова .— .— М : Академия,
2012 .— 320с
10.
ДОПОЛНИТЕЛЬНАЯ1. А.Д. Нелюдов Процессы и операции формообразования
Методические рекомендации для подготовки к выполнению
практических работ
2. А.Д. Нелюдов Процессы и операции формообразования
Методические рекомендации для подготовки к выполнению
лабораторных работ
3. Резание материалов. Справочник для практических
занятий: Методическая разработка
4. Резание
материалов.
Методические
указания
по
выполнению домашнего задания: Методическая разработка
11.
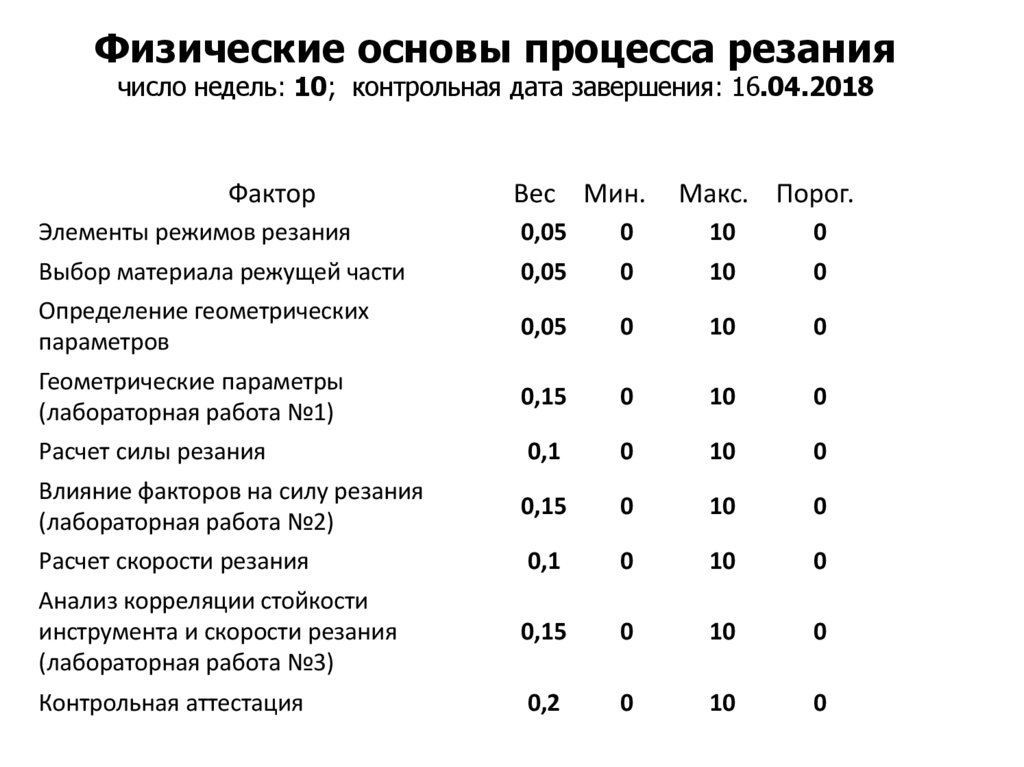
Физические основы процесса резаниячисло недель: 10; контрольная дата завершения: 16.04.2018
Фактор
Вес Мин.
Макс. Порог.
Элементы режимов резания
0,05
0
10
0
Выбор материала режущей части
0,05
0
10
0
Определение геометрических
параметров
0,05
0
10
0
Геометрические параметры
(лабораторная работа №1)
0,15
0
10
0
Расчет силы резания
0,1
0
10
0
Влияние факторов на силу резания
(лабораторная работа №2)
0,15
0
10
0
Расчет скорости резания
0,1
0
10
0
Анализ корреляции стойкости
инструмента и скорости резания
(лабораторная работа №3)
0,15
0
10
0
Контрольная аттестация
0,2
0
10
0
12.
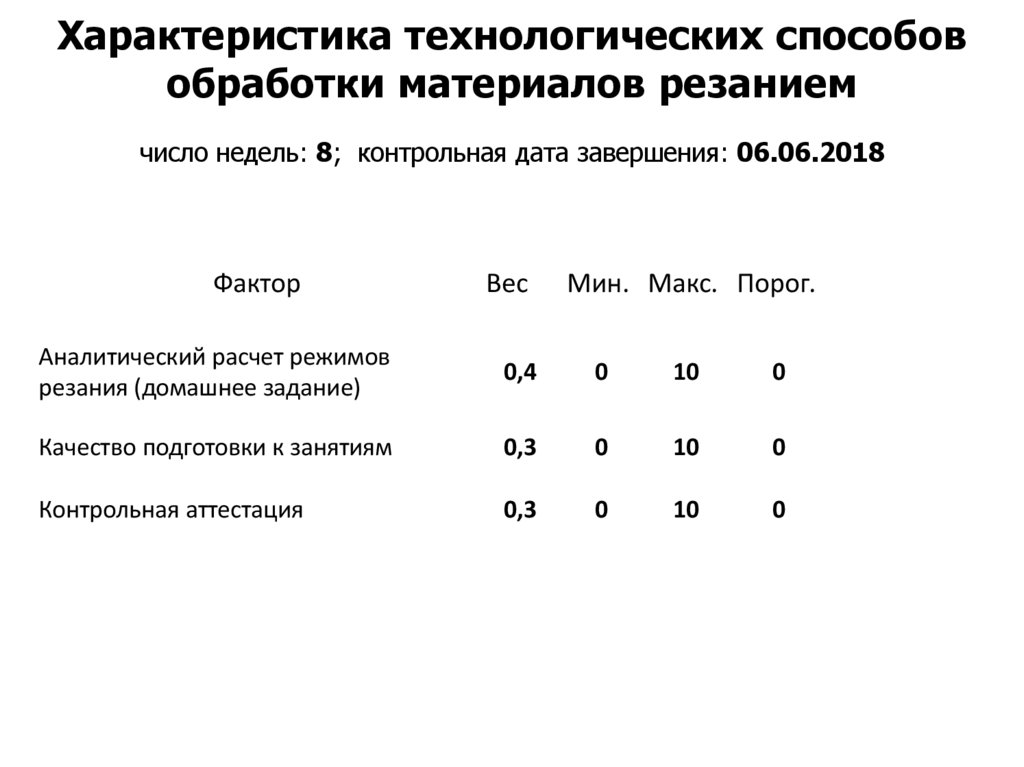
Характеристика технологических способовобработки материалов резанием
число недель: 8; контрольная дата завершения: 06.06.2018
Фактор
Вес
Мин. Макс. Порог.
Аналитический расчет режимов
резания (домашнее задание)
0,4
0
10
0
Качество подготовки к занятиям
0,3
0
10
0
Контрольная аттестация
0,3
0
10
0
13.
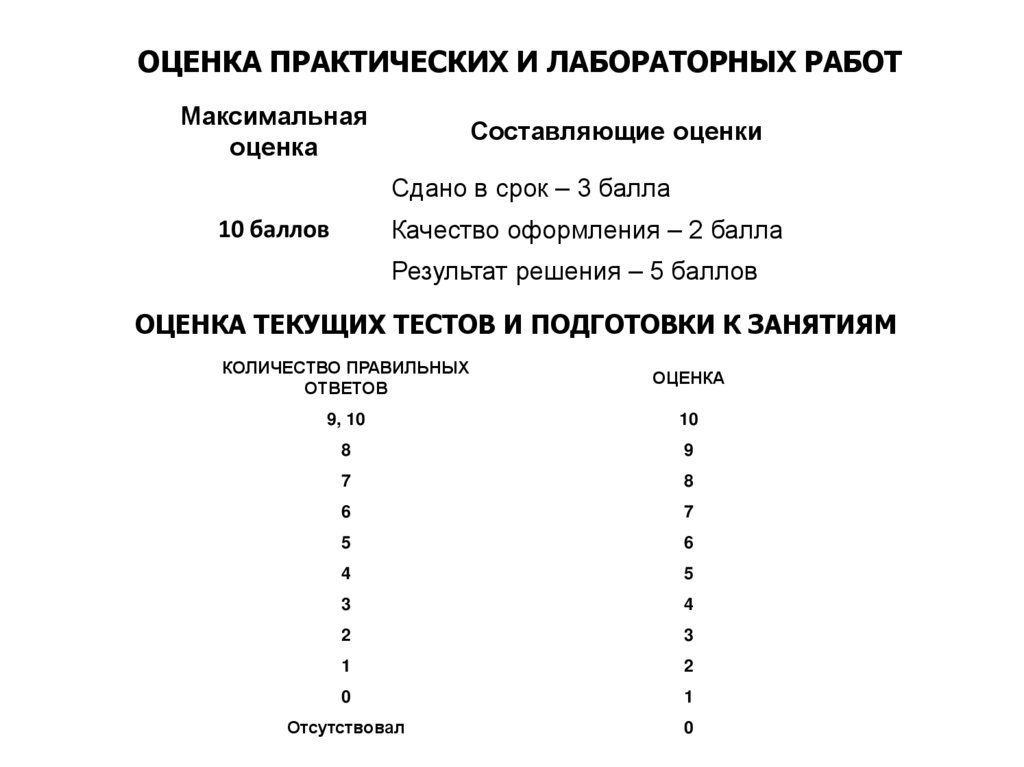
ОЦЕНКА ПРАКТИЧЕСКИХ И ЛАБОРАТОРНЫХ РАБОТМаксимальная
оценка
Составляющие оценки
Сдано в срок – 3 балла
Качество оформления – 2 балла
10 баллов
Результат решения – 5 баллов
ОЦЕНКА ТЕКУЩИХ ТЕСТОВ И ПОДГОТОВКИ К ЗАНЯТИЯМ
КОЛИЧЕСТВО ПРАВИЛЬНЫХ
ОТВЕТОВ
ОЦЕНКА
9, 10
10
8
9
7
8
6
7
5
6
4
5
3
4
2
3
1
2
0
1
Отсутствовал
0
14.
ЛЕКЦИЯ № 1ОБЩИЕ СВЕДЕНИЯ О РЕЗАНИИ
МАТЕРИАЛОВ
Вопросы
1. Технологические способы обработки материалов
резанием.
2. Элементы резания .Основные понятия и определения.
15.
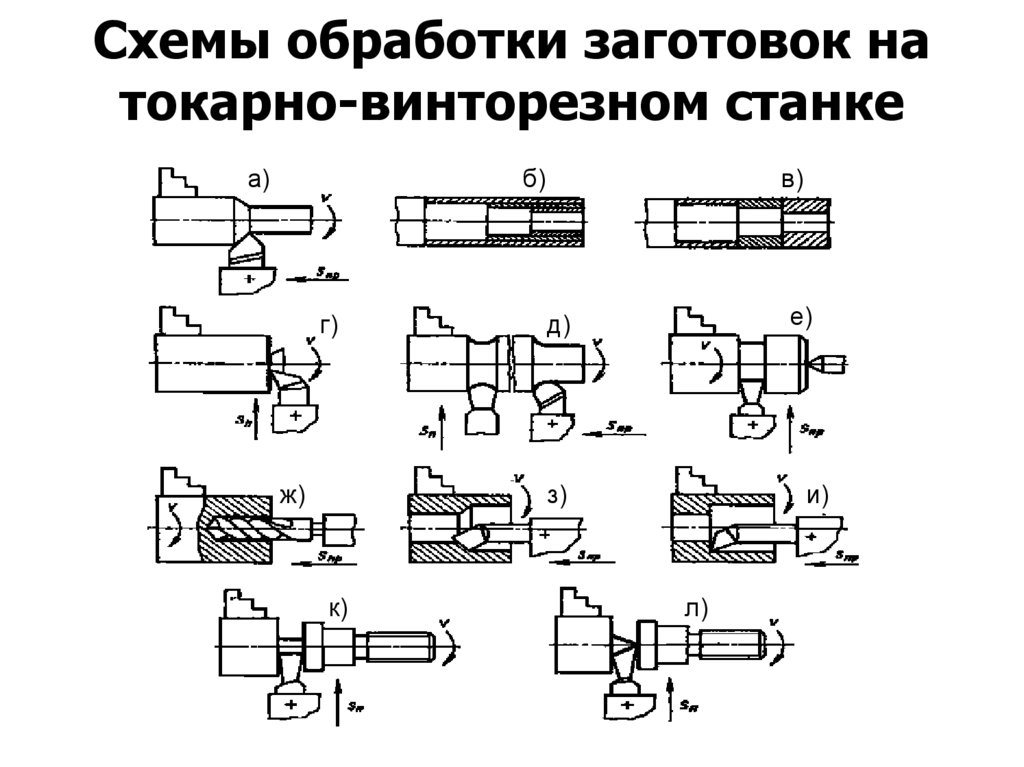
Схемы обработки заготовок натокарно-винторезном станке
а)
б)
г)
ж)
к)
в)
д)
е)
з)
и)
л)
16.
Схемы обработки заготовок навертикально-сверлильных станках
а)
е)
б)
ж)
в)
г)
з)
д)
и)
к)
17.
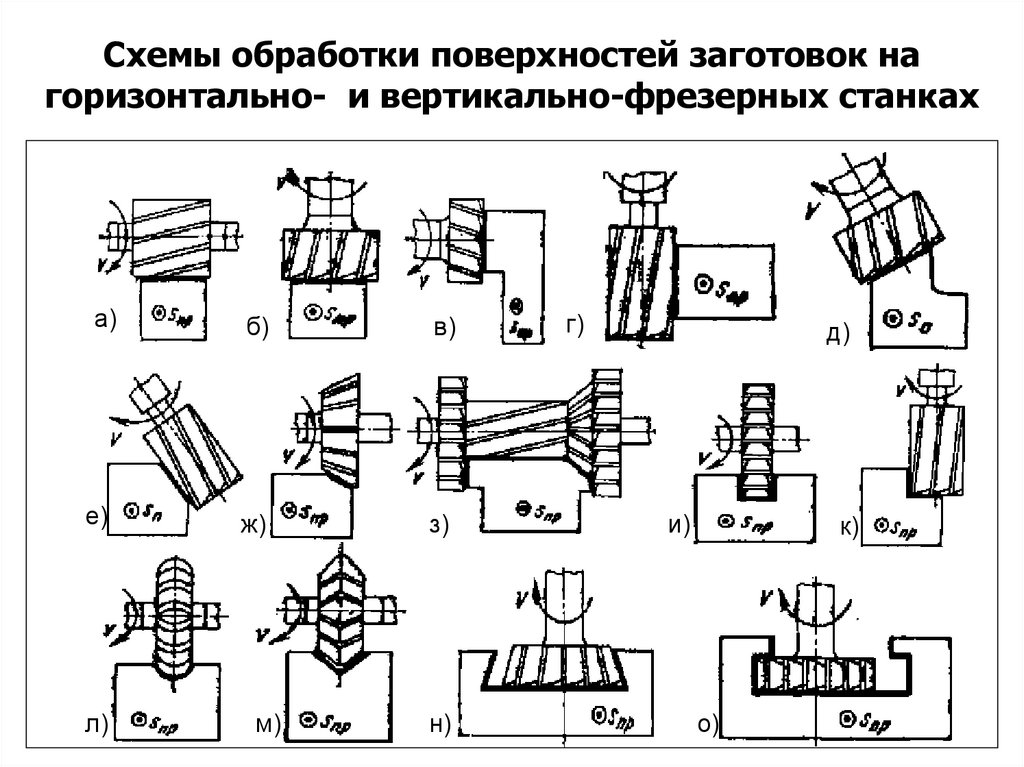
Схемы обработки поверхностей заготовок нагоризонтально- и вертикально-фрезерных станках
а)
б)
в)
е)
ж)
з)
л)
м)
н)
г)
д)
и)
к)
о)
18.
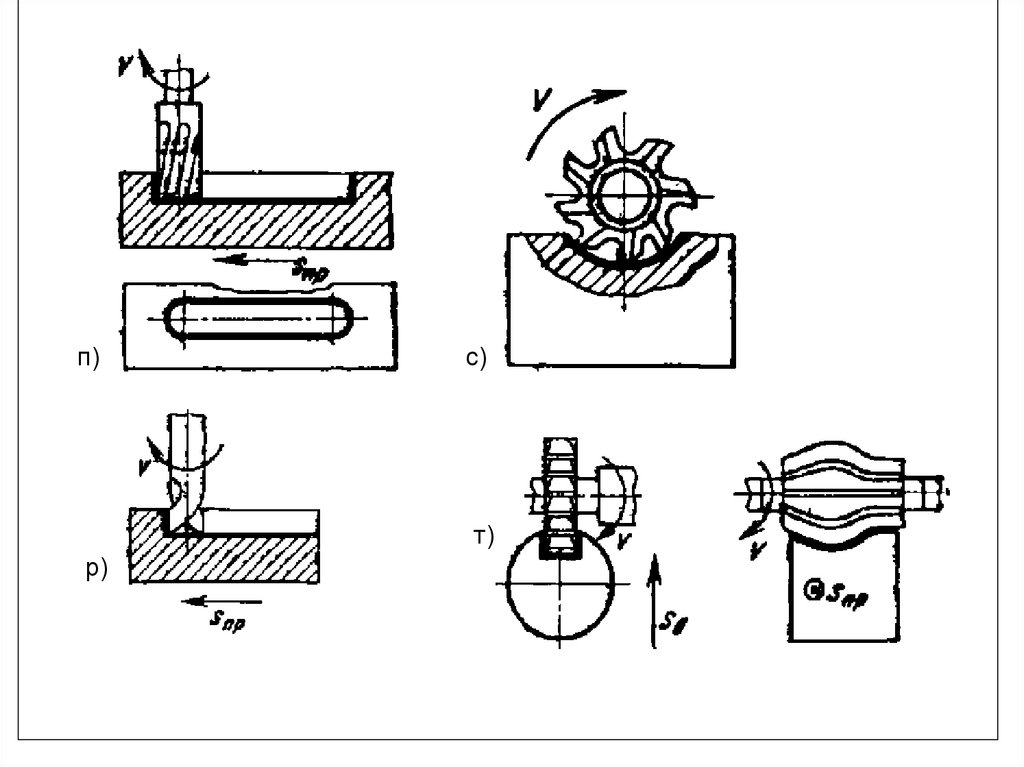
п)с)
т)
р)
19.
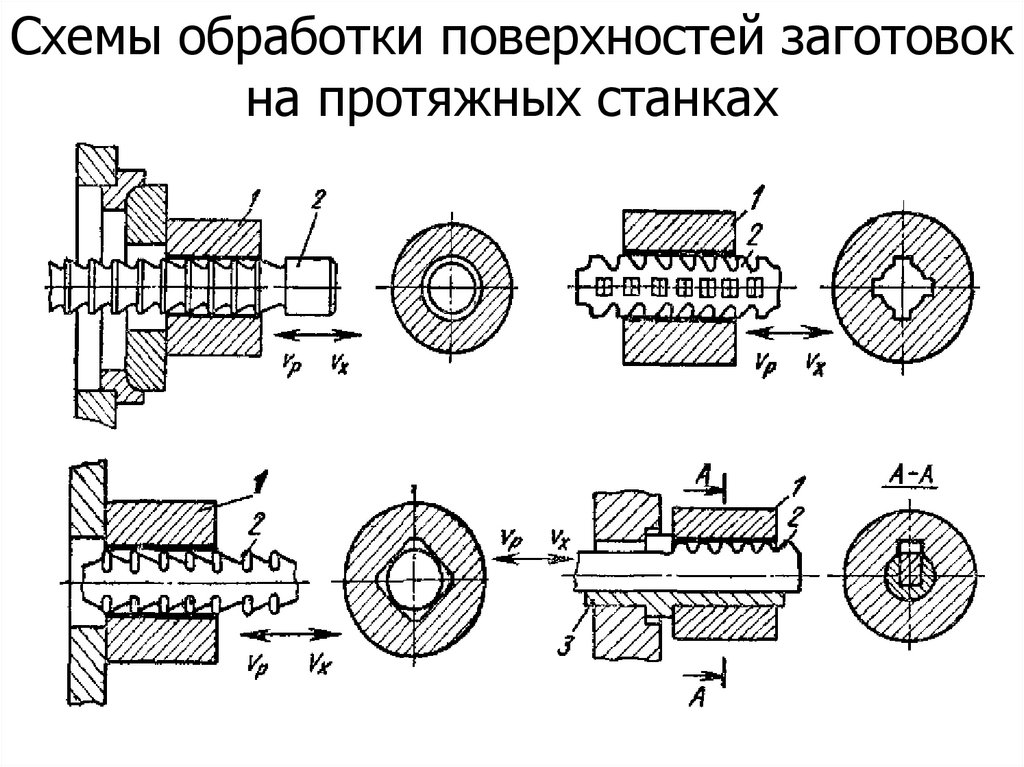
Схемы обработки поверхностей заготовокна протяжных станках
20.
Схемы обработки заготовок накруглошлифовальных станках
21.
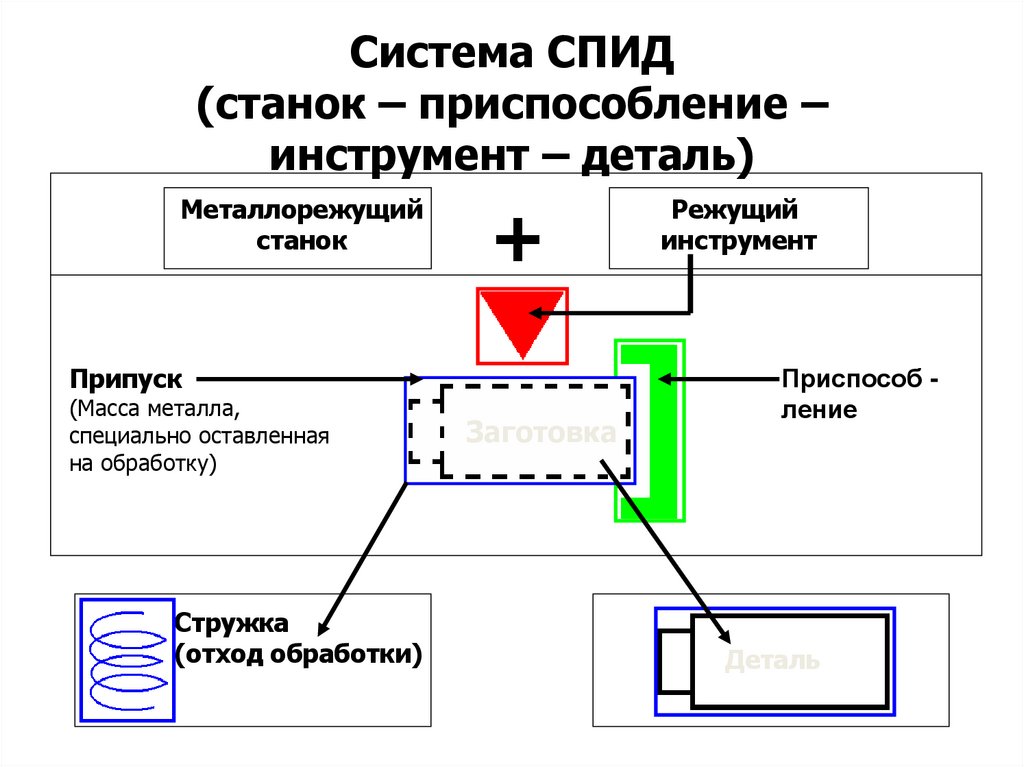
Система СПИД(станок – приспособление –
инструмент – деталь)
Металлорежущий
станок
+
Припуск
(Масса металла,
специально оставленная
на обработку)
Стружка
(отход обработки)
Заготовка
Режущий
инструмент
Приспособ ление
Деталь
22.
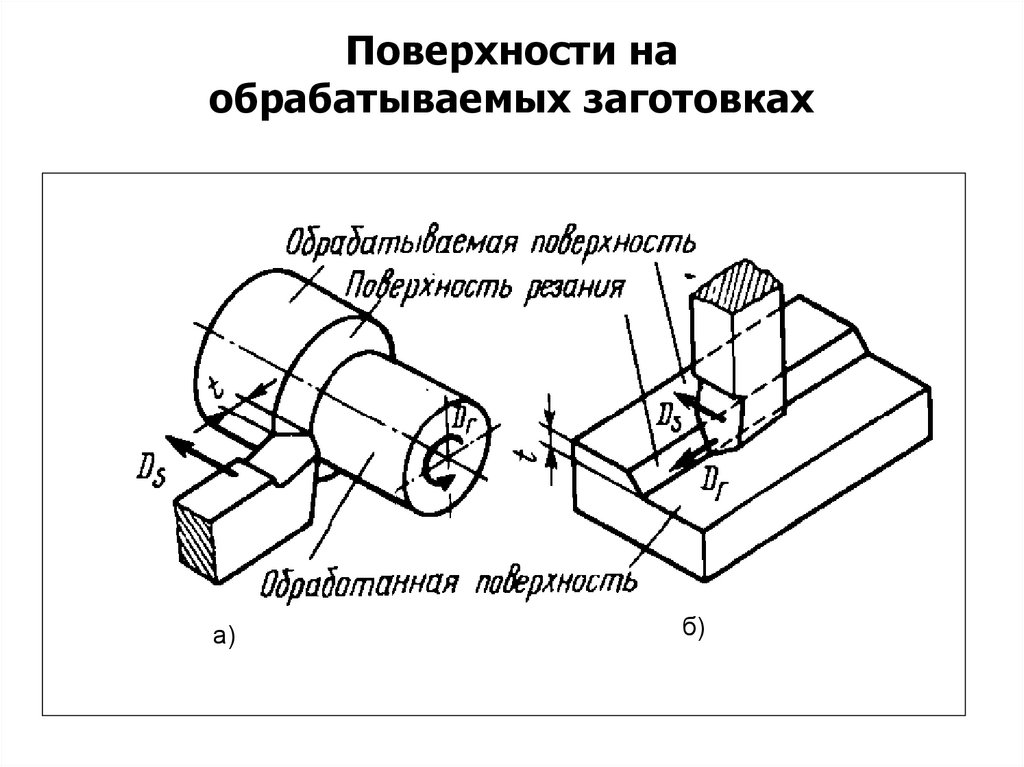
Поверхности наобрабатываемых заготовках
а)
б)
23.
Поверхности наобрабатываемых заготовках
Поверхность, срезаемая за каждый очередной проход
инструмента – обрабатываемая поверхность
Поверхность на заготовке, вновь образуемая во время
очередного прохода инструмента – обработанная
поверхность.
Промежуточная поверхность, временно существующая в
процессе резания между обрабатываемой и обработанной
поверхностями – поверхность резания.
24.
ГЛУБИНА РЕЗАНИЯВеличина проникновения лезвий
инструмента в металл заготовки во
время каждого прохода –
глубина резания.
t [мм]
25.
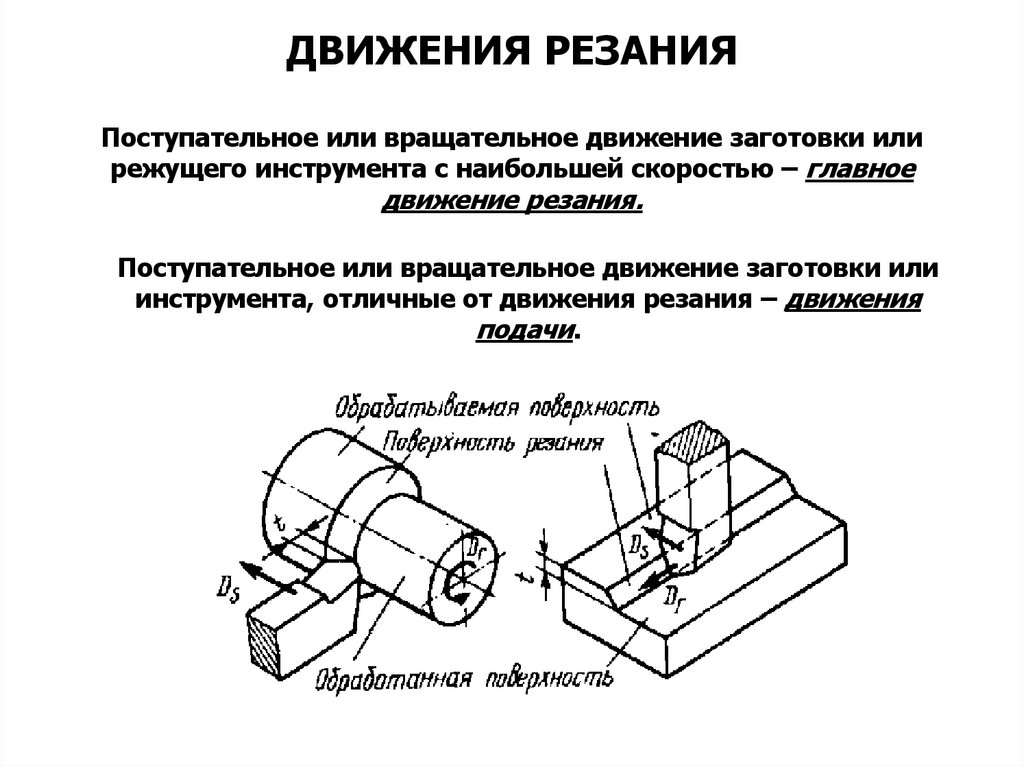
ДВИЖЕНИЯ РЕЗАНИЯПоступательное или вращательное движение заготовки или
режущего инструмента с наибольшей скоростью – главное
движение резания.
Поступательное или вращательное движение заготовки или
инструмента, отличные от движения резания – движения
подачи.
26.
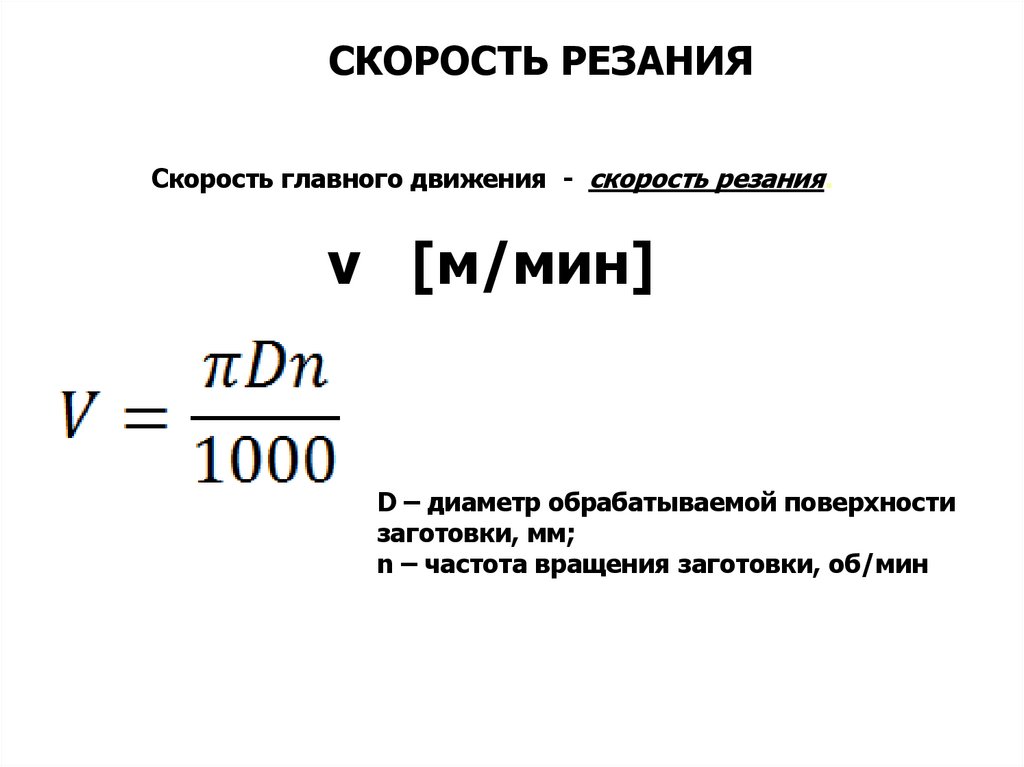
СКОРОСТЬ РЕЗАНИЯСкорость главного движения - скорость резания.
v [м/мин]
D – диаметр обрабатываемой поверхности
заготовки, мм;
n – частота вращения заготовки, об/мин
27.
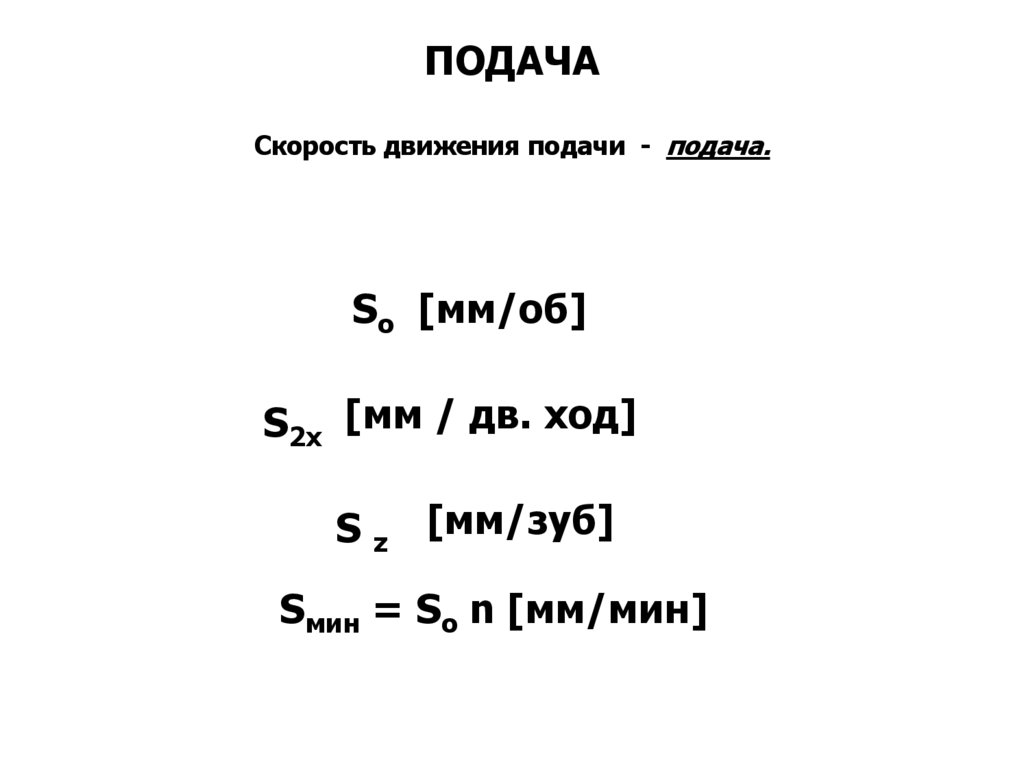
ПОДАЧАСкорость движения подачи - подача.
Sо [мм/об]
S2х [мм / дв. ход]
S z [мм/зуб]
Sмин = Sо n [мм/мин]
28.
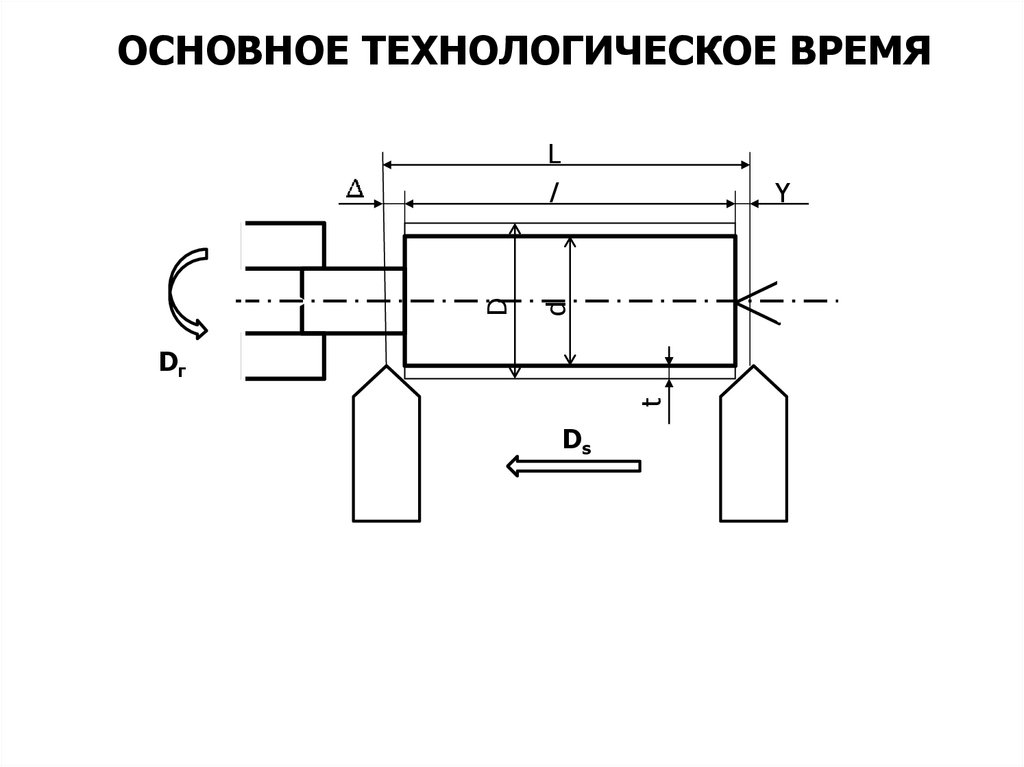
ОСНОВНОЕ ТЕХНОЛОГИЧЕСКОЕ ВРЕМЯL
Y
d
D
l
t
Dг
Ds
29.
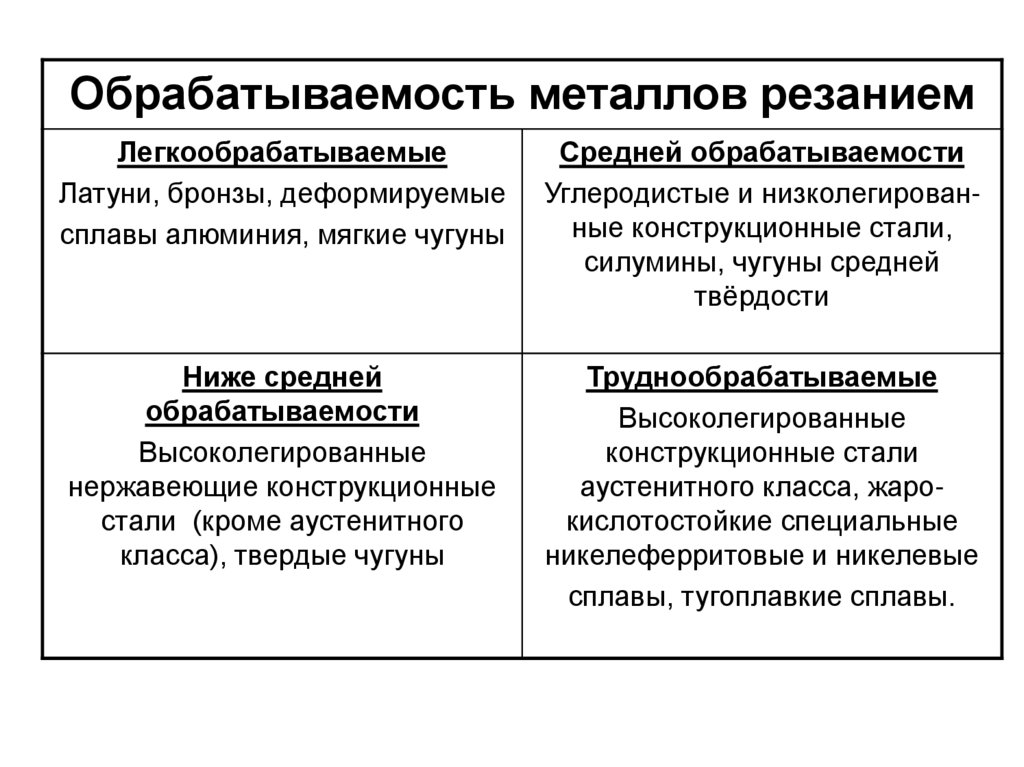
Обрабатываемость металлов резаниемЛегкообрабатываемые
Латуни, бронзы, деформируемые
сплавы алюминия, мягкие чугуны
Средней обрабатываемости
Углеродистые и низколегированные конструкционные стали,
силумины, чугуны средней
твёрдости
Ниже средней
обрабатываемости
Высоколегированные
нержавеющие конструкционные
стали (кроме аустенитного
класса), твердые чугуны
Труднообрабатываемые
Высоколегированные
конструкционные стали
аустенитного класса, жарокислотостойкие специальные
никелеферритовые и никелевые
сплавы, тугоплавкие сплавы.
30.
Требования к обработке резаниемТребование
Высокое качество и
точность
обработанных
поверхностей
Факторы, влияющие на
выполнение
1. Физическая природа и
структурное состояние металла
обрабатываемой заготовки.
2. Свойства материала режущей
Высокая
части инструмента, его
производительность конструкция и качество
труда
исполнения.
Экономичность
3. Эксплуатационные условия
проведения процесса резания.
31.
Показатели обрабатываемости металловрезанием
Сила резания
Наличие или
отсутствие
склонности к
наростообразованию
Эффективная
мощность
Выделяющаяся
теплота
Энергозатраты на
срезание единицы массы
стружки
Усадка
стружки
Качество
поверхностей
Интенсивность
изнашивания
инструмента
Вид, форма и
размеры
стружки