


 Промышленность
ПромышленностьПохожие презентации:










Нарезание наружной резьбы
1.
НАРЕЗАНИЕНАРУЖНОЙ РЕЗЬБЫ
Отчёт по производственной практике по программе профессионального модуля
ПМ01 Подготовка и осуществление технологических процессов изготовления сварных
конструкций.
Специальность 22.02.06 Сварочное производство
Руководитель практики: Балахонов В.Д.
Исполнитель: Сгалиев А.А.
2.
Технология ручной дуговойсварки с подбором режимов
Виды работ
◦
1. Инструктаж по охране труда
◦
2. Выбор метода, способа и приёма сборки и сварки конструкций с эксплуатационными свойствами.
◦
3. Выбор оптимальной технологии соединения и обработки конкретной конструкции или материала
◦
4. Расчёт определения режима сварки
◦
5. Расчёт норм расхода основных и сварочных материалов для изготовления сварного узла или конструкции
◦
6. Выполнение типовых слесарных операций, применяемых при подготовке металла к сварке
◦
7. Выполнение сборки изделий под сварку в сборочно- сварочных приспособлениях и прихватками
◦
8. Выполнение проверки точности сборки под сварку
◦
9. Выбор оборудования, приспособлений и инструментов для обеспечения производства сварных соединений РДС
◦
10. Выбор оборудования, приспособлений и инструментов для обеспечения производства газосварочных соединений газосварочном
оборудованием
◦
11. Выполнение ручной дуговой и плазменной сварки
◦
12. Организация хранения, выдачи и учёта оборудования, приспособлений и расходных материалов
◦
13. Подготовка газовых баллонов, регулирующей и коммуникационной аппаратуры для сварки и резки
◦
14. Организация рабочего места сварщика. Выполнение техники безопасности проведения сварочных работ и мер экологической защиты
окружающей среды
◦
15. Оформление отчётной документации по практике. Подготовка презентации для защиты отчёта
3.
1.Инструктаж по охране труда. Техническая и пожарнаябезопасность, электробезопасность на производстве
◦ К выполнению сварки допускаются лица, прошедшие обучение, инструктаж и проверку знаний
требований пожарной безопасности, имеющие квалификационную группу по электробезопасности не
ниже II и соответствующие удостоверения.
◦ Огневые сварочные работы должны проводить только специалисты — газо- или электросварщики. Если
нет опыта, необходимо пригласить мастера с удостоверением сварщика и нарядом-допуском на
проведение огневых работ.
◦ Место проведения сварочных работ нужно очистить: на расстоянии не менее 5 метров убрать тряпки,
бумагу и другие горючие материалы, способные воспламениться.
◦ Кислородный баллон размещают от места сварки на расстояние не ближе 10 метров.
◦ Для защиты сгораемых конструкций и материалов от действия тепла и искр устанавливают защитные
экраны из негорючих материалов (металлических или асбошиферных листов).
◦ Пол на месте сварки тщательно очищают от горючего мусора и смачивают водой.
◦ Место сварочных работ обеспечивают первичными средствами пожаротушения (огнетушители, ведра с
водой, ящик с песком, совковой лопатой и кошмой).
◦ После окончания сварочных работ место их проведения и смежные помещения тщательно
осматривают, чтобы убедиться в отсутствии очагов загорания или тления горючих материалов и
конструкций.
◦ Единый телефон спасения: «01» (с мобильного телефона — «112»).
4.
Техническая безопасность5.
Электробезопасность6.
.2 Выбор метода, способа сборки и приёма сборки и сварки конструкций с
эксплуатационными свойствами
◦ Выбор метода, способа и приёма сборки и сварки конструкций с эксплуатационными свойствами включает
в себя умение:
◦ выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или
обработки конкретной конструкции или материала;
◦ использовать типовые методики выбора параметров сварочных технологических процессов;
◦ устанавливать режимы сварки;
◦ рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или
конструкции;
◦ читать рабочие чертежи сварных конструкций.
◦ Для выбора метода, способа и приёма сборки и сварки конструкций с эксплуатационными свойствами
необходимо знать:
◦ виды сварочных участков;
◦ виды сварочного оборудования, устройство и правила эксплуатации источников питания;
◦ оборудование сварочных постов;
◦ технологический процесс подготовки деталей под сборку и сварку;
◦ основы технологии сварки и производства сварных конструкций;
◦ методику расчётов режимов ручных и механизированных способов сварки;
◦ основные технологические приёмы сварки и наплавки сталей, чугунов и цветных металлов;
◦ технологию изготовления сварных конструкций различного класса;
◦ технику безопасности проведения сварочных работ и меры экологической защиты окружающей среды.
7.
3.Выбор оптимальной технологии соединения или обработкиконкретной конструкции или материала
◦ Выбор оптимальной технологии соединения или обработки конкретной конструкции или
материала включает в себя учёт нескольких факторов:
◦ Требования к прочности и надёжности. Сварка обеспечивает максимальную прочность, болты и
заклёпки могут быть предпочтительнее при динамических нагрузках.
◦ Возможность разборки. Если требуется периодическое обслуживание или модернизация, болтовые
соединения будут оптимальным выбором.
◦ Условия эксплуатации. В агрессивных средах важно учитывать коррозионную стойкость соединения.
◦ Технологические возможности. Наличие оборудования и квалифицированного персонала для
сварки или монтажа заклёпок.
◦ Также при выборе технологии нужно учитывать технологические требования к материалу.
Например, чтобы трудоёмкость изготовления деталей из него была минимальной, сталь должна
обладать хорошей обрабатываемостью резанием и давлением, свариваемостью, способностью к
литью и т. д..
◦ Для выбора оптимальной технологии рекомендуется проводить комплексный анализ требований к
конструкции, чтобы выбрать наиболее подходящий способ соединения, обеспечивающий
долговечность и безопасность изделия.
8.
4.Расчёт и определение режима сварки и Расчёт норм расхода основныхи сварочных материалов для изготовления сварочного узла или
конструкции
Расчет режимов сварки для ручной дуговой сварки покрытыми электродами.
◦ Определение режимов сварки обычно начинают с диаметра электрода, который
назначают в зависимости от толщины листов при сварке швов стыковых соединений.
◦ Так при толщине листов 4-8 мм диаметр электрода равен, [3, C. 180]: dэ = 4 мм.
◦ В условиях сборочно-сварочного производства норма расхода материалов
формируется с учетом требований проектно-конструкторской и технологической
документации, а также на основании технико-экономических расчетов, анализа
технологии и условий организации рабочего процесса, уровня технического
оснащения и требуемого качества продукции. В зависимости от применяемых
способов сварки и наплавки нормируется расход следующих материалов: покрытые
электроды для ручной дуговой сварки и наплавки; проволоки порошковые и сплошного
сечения; ленты сплошного сечения, порошковые и спеченные для наплавки; сварочные
и наплавочные флюсы; защитные газы. Расчетная норма расхода сварочного
материала определяется исходя из массы наплавленного металла и доли его
безвозвратных потерь, который в свою очередь зависит от свойств самого материала и
конструктивных особенностей изделия.
9.
5.Выполнение типовых слесарных операций, применяемых при подготовкеметалла к сварке
◦ Некоторые типовые слесарные операции, применяемые при подготовке металла к сварке:
◦ Правка. Операция по устранению деформаций прокатной листовой стали и профильного металла, выправления заготовок деталей,
имеющих вмятины, выпучины, волнистость, коробление, искривления и др.. Металл подвергается правке как в холодном, так и в
нагретом состоянии.
◦ Разметка. Перенос размеров детали в натуральную величину с чертежа на металл. Разметка деталей перед сваркой осуществляется с
помощью специальных устройств или вручную, используя керны, металлические линейки, штангенциркули и пр.
◦ Резка. Операция разделения металла на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой,
ручными или рычажными ножницами.
◦ Гибка. Способ обработки металла давлением, при котором заготовке или её части придаётся изогнутая форма. Гибка листовых
металлов перед сваркой осуществляется с помощью специальных листогибочных машин.
◦ Рубка. Слесарная операция, при которой с помощью режущего инструмента (зубила и др.) и ударного инструмента (слесарного
молотка) с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
◦ Опиливание. Снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента —
напильника. С помощью напильников слесарь придаёт деталям требуемую форму и размеры, производит пригонку деталей друг к
другу, подготавливает кромки деталей под сварку и выполняет другие работы.
Это основные процедуры, выполнение которых поможет улучшить качество получаемого соединения. Дело в том, что если на
неподготовленной поверхности останутся лишние частицы, ржавчина и прочие элементы, то это может привести к образованию брака
при сварке. Подготовка металла к сварке также помогает обеспечить лучшие условия свариваемости, такие как снятие лишнего слоя с
кромок, который потом заполнится металлом электрода. Далеко не все заготовки имеют нужную форму, так что перед свариванием их
может потребоваться обрезать или выгнуть. Все эти процедуры, количество которых в каждом случае может быть различным, входят в
понятие подготовка металла под сварку. Они регулируются согласно ГОСТ 5264-80.
10.
6.Выполнение сборки изделий под сварку в сборочно- сварочныхприспособлениях и прихватками
◦ Все поступающие на укрупнительную площадку изделия и элементы конструкции должны быть до начала сборки
проверены мастером (или другим ответственным лицом) на наличие клейм, маркировки, а также сертификатов
завода-изготовителя, подтверждающих соответствие материалов их назначению.
◦ Детали под сварку должны поступать обработанными в соответствии с требованиями настоящего РД, чертежей и
технологических процессов на их изготовление. При отсутствии клейм, маркировки или сертификатов изделия и
элементы конструкций к дальнейшей обработке не допускаются.
◦ Конструктивные элементы подготовки кромок, размеры зазоров при сборке сварных соединений, а
также выводных планок и предельные отклонения размеров сечения швов должны соответствовать
требованиям рабочих чертежей, а при их отсутствии — величинам, указанным в ГОСТ 5264, ГОСТ 8713,
ГОСТ 14771, ГОСТ 11534 на швы сварных соединений.
◦ Все местные уступы и неровности, имеющиеся на собираемых деталях и препятствующие их
соединению в соответствии с требованиями чертежей, надлежит до сборки устранять зачисткой в виде
плавных переходов с помощью абразивного круга или напильника.
11.
6. Сборка изделий под сварку выполняется с использованием сборочно-сварочныхприспособлений и прихваток.
Для сборки применяют различные приспособления:
•Струбцины выполняют разнообразные операции по сборке углового металла, балок, полос и т. п..
•Клинья используют для сборки листовых конструкций.
•Рычаги — для сборки углового металла и других конструкций.
•Стяжные уголки и угловые фиксаторы — для сборки листовых конструкций.
•Домкраты — для стягивания обечаек, балок и других конструкций.
•Прокладки с клиньями — для сборки листовых конструкций с соблюдением величины зазора.
•Стяжные планки и угольники — для сборки листовых конструкций под сварку без прихваток.
Перед сборкой обработанные элементы конструкций должны быть измерены, осмотрены их кромки,
а также прилегающий к ним металл, тщательно очищены от ржавчины, масла, краски, грязи, льда, снега,
влаги и окалины.
Стыки конструкций по мере сборки закрепляют прихватками — короткими сварными швами для
фиксации взаимного расположения подлежащих сварке деталей. Прихватки придают жёсткость
конструкции и препятствуют перемещению деталей от усадки при сварке. Сборку на прихватках применяют
при толщине металлов 6–10 мм, а при большей толщине используют сборочные приспособления,
фиксирующие форму и размеры конструкций.
Непосредственно перед сваркой собранные стыки подлежат обязательному осмотру и при необходимости
дополнительному исправлению дефектов сборки и очистке.
12.
7.Выбор оборудования, приспособлений и инструментов для обеспеченияпроизводства сварных соединений РДС
◦ Для серийного и единичного производства применяются станки широкого и общего назначения, чаще
всего с ЧПУ, а для крупносерийного и массового производств – станки высокой производительности.
Станки высокой производительности имеют ограниченные технологические возможности, но благодаря
своей повышенной мощности и жесткости, на них можно вести обработку на более высоких режимах
резания и более концентрированными методами. Специализированные и специальные станки
применяются в том случае, если это экономически обосновано, т. к. их проектирование и изготовление
обходиться дорого.
При выборе станочного оборудования необходимо учитывать:
◦ характер производства;
◦ методы достижения заданной точности при обработке;
◦ соответствие станка размерам детали;
◦ мощность станка;
◦ габаритные размеры и стоимость станка;
◦ возможность оснащения станка высокопроизводительными приспособлениями и средствами
механизации и автоматизации;
◦ современные тенденции станкостроения.
13.
8.Подготовка баллонов, регулирующей и коммуникационной аппаратуры длясварки и резки
◦ Подготовка баллонов, регулирующей и коммуникационной аппаратуры для сварки и резки включает
следующие этапы:
◦ Подготовка ацетиленового генератора к работе. Нужно залить воду в генератор через горловину по
уровень контрольного отверстия, загрузить корзину карбидом кальция, осторожно, без особых усилий,
опустить корзину в генератор и уплотнить крышку, вращая винт по часовой стрелке. Давление в
генераторе поднимется, что можно определить по стрелке манометра.
◦ Подсоединение газового редуктора к кислородному баллону. Затем регулятором выставить рабочее
давление по манометру для резки. 4
◦ Присоединение шлангов к ацетиленовому генератору, кислородному редуктору и резаку. Нужно взять
рукава первого и второго класса (они должны иметь минимальную длину 10 м, внутренний диаметр
6,3 мм). Ацетиленовый шланг имеет красный цвет и должен быть рассчитан на рабочее давление до
0,6 МПа. Кислородный шланг имеет синий цвет и должен быть рассчитан на 1,5 МПа.
◦ Подготовка газового резака к работе и регулировка сварочного пламени. Перед началом работы нужно
продуть шланги сжатым газом, чтобы удалить из них мелкие посторонние частицы, которые могут
засорить инжектор и другие каналы резака. Затем следует присоединить к кислородному ниппелю шланг
для подачи кислорода, закрепить кислородный шланг при помощи специального хомутика или
проволокой. После этого нужно проверить разряжение в ацетиленовых каналах, присоединить к ниппелю
ацетиленовый шланг (окрашен в красный цвет) и закрепить специальным хомутиком.
◦ При подготовке аппаратуры важно соблюдать требования правил безопасности.
14.
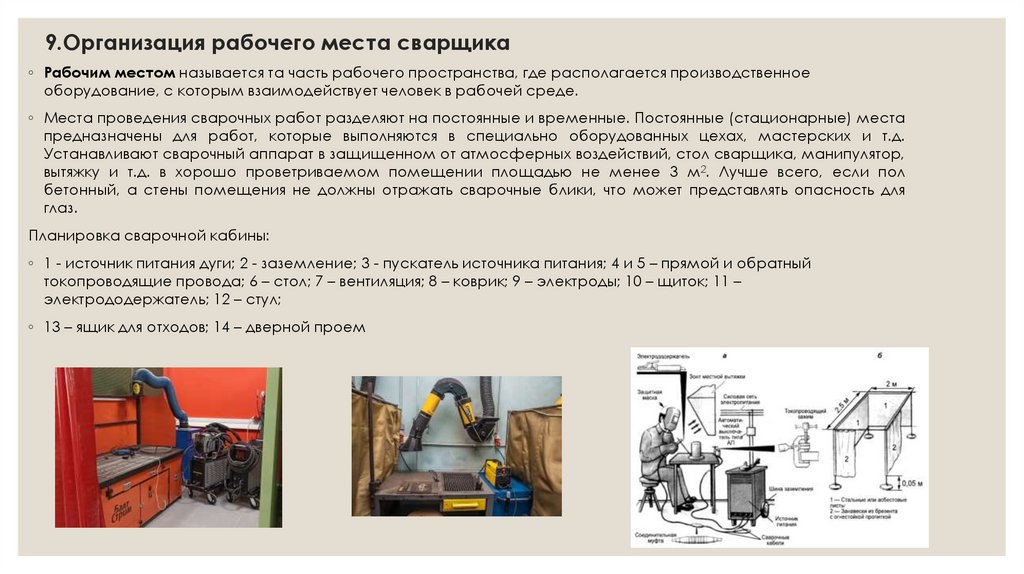
9.Организация рабочего места сварщика◦ Рабочим местом называется та часть рабочего пространства, где располагается производственное
оборудование, с которым взаимодействует человек в рабочей среде.
◦ Места проведения сварочных работ разделяют на постоянные и временные. Постоянные (стационарные) места
предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д.
Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор,
вытяжку и т.д. в хорошо проветриваемом помещении площадью не менее 3 м2. Лучше всего, если пол
бетонный, а стены помещения не должны отражать сварочные блики, что может представлять опасность для
глаз.
Планировка сварочной кабины:
◦ 1 - источник питания дуги; 2 - заземление; 3 - пускатель источника питания; 4 и 5 – прямой и обратный
токопроводящие провода; 6 – стол; 7 – вентиляция; 8 – коврик; 9 – электроды; 10 – щиток; 11 –
электрододержатель; 12 – стул;
◦ 13 – ящик для отходов; 14 – дверной проем
15.
Индивидуальное задание◦ Опишите правила техники безопасности и охраны труда при проведении электрогазосварочных работ, опасные
режимы работы сварочного оборудования
16.
Подготовка кромок с V-образным скосомИндивидуальное задание:
◦ Подготовка кромок с V-образным скосом — наиболее популярный метод разделки кромок,
применяемый на заготовках сечением 4–25 мм.
◦ Процесс включает следующие этапы:
◦ Зачистка. Производится с целью удаления всех посторонних включений и мелких дефектов
поверхности детали. Деталь зачищают с обоих сторон полосой до 20 мм. При небольших
объёмах работ зачистку производят ручными металлическими щётками, напильниками и
шлифовальной бумагой. При больших объёмах работ применяют механические
проволочные щётки или пескоструйные аппараты.
◦ Разделка кромок. В зависимости от толщины свариваемого металла, разделка
осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без
острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской
кромки. 2
◦ Для V-образной разделки кромок обязательно оставляют притупление минимум 2 мм. В
противном случае возможны прожоги во время проварки корня шва, а на обратной стороне
появятся наплывы.
◦ Величина угла при разделке должна быть 60 градусов (допускается незначительное
отклонение в 1–3 градуса). В зависимости от толщины элемента сварка производится в два
или больше слоёв. Первый из них считается самым труднодоступным, поэтому для его
проведения лучше использовать самые тонкие электроды. Перед каждым новым слоем
обязательно провести зачистку, удалить окалину, брызги и остатки шлака.