






 Физика
ФизикаПохожие презентации:






")


. Методы и оборудование УЗД")
Основы технологии дифракционного метода ультразвукового неразрушающего контроля
1.
Лекция по теме: «Основытехнологии дифракционного метода
ультразвукового неразрушающего
контроля»
2.
Дифракционно-временной метод(ToFD)
Дифракция — совокупность явлений, связанных с отклонением поведения акустических
волн от законов геометрической (лучевой) оптики.
Дифракционные методы — методы, основанные на регистрации параметров
дифрагированных волн, переизлучаемых краями несплошности.
2
3.
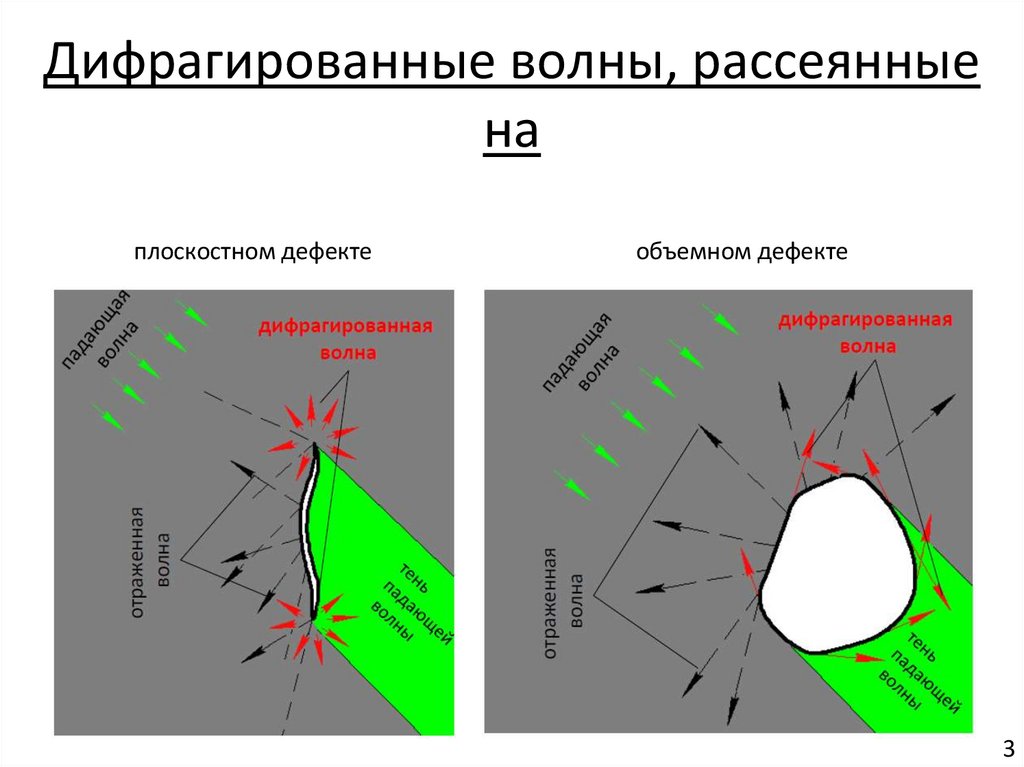
Дифрагированные волны, рассеянныена
плоскостном дефекте
объемном дефекте
3
4.
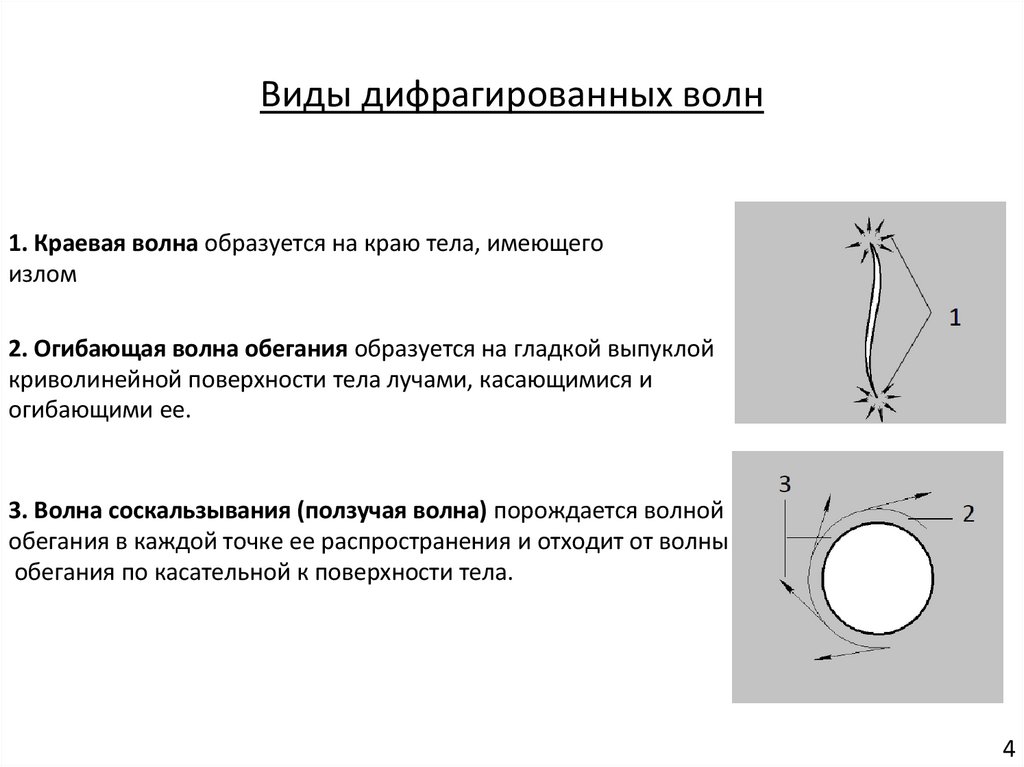
Виды дифрагированных волн1. Краевая волна образуется на краю тела, имеющего
излом
2. Огибающая волна обегания образуется на гладкой выпуклой
криволинейной поверхности тела лучами, касающимися и
огибающими ее.
3. Волна соскальзывания (ползучая волна) порождается волной
обегания в каждой точке ее распространения и отходит от волны
обегания по касательной к поверхности тела.
4
5.
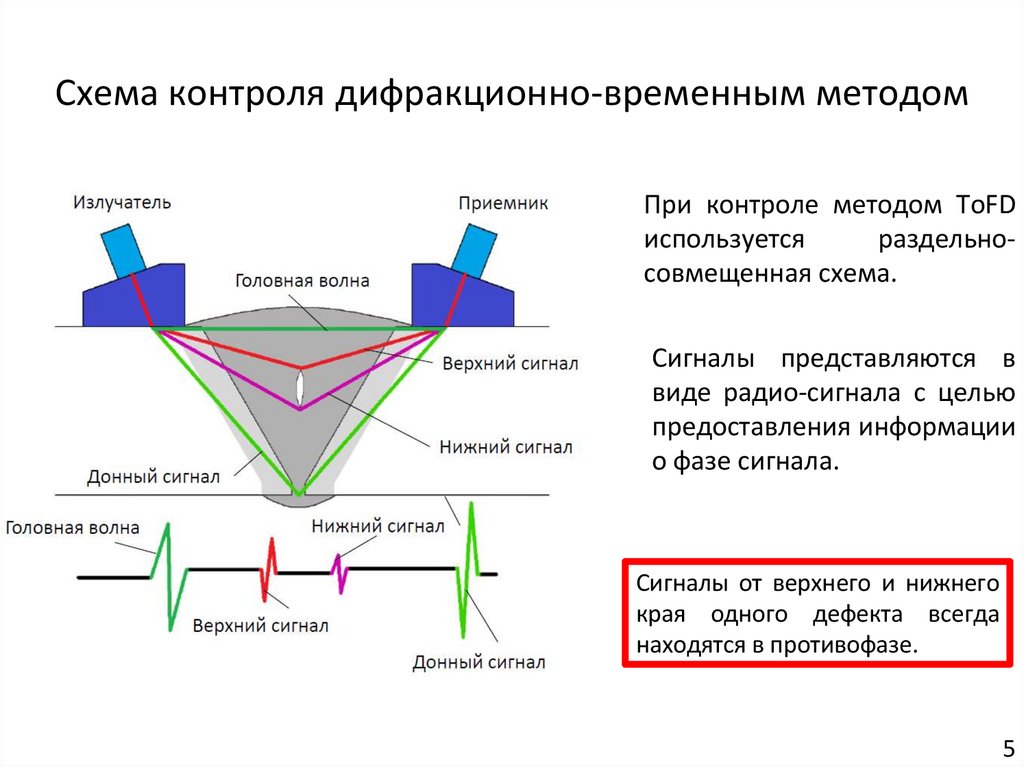
Схема контроля дифракционно-временным методомПри контроле методом ToFD
используется
раздельносовмещенная схема.
Сигналы представляются в
виде радио-сигнала с целью
предоставления информации
о фазе сигнала.
Сигналы от верхнего и нижнего
края одного дефекта всегда
находятся в противофазе.
5
6.
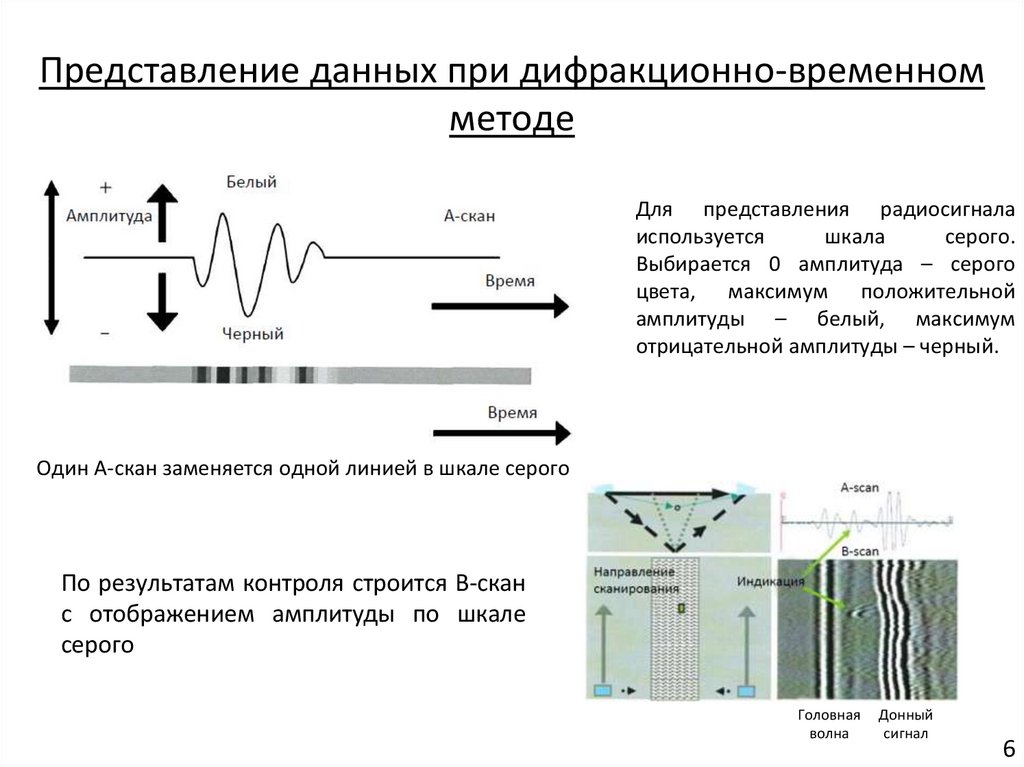
Представление данных при дифракционно-временномметоде
Для представления радиосигнала
используется
шкала
серого.
Выбирается 0 амплитуда – серого
цвета, максимум положительной
амплитуды – белый, максимум
отрицательной амплитуды – черный.
Один А-скан заменяется одной линией в шкале серого
По результатам контроля строится В-скан
с отображением амплитуды по шкале
серого
Головная
волна
Донный
сигнал
6
7.
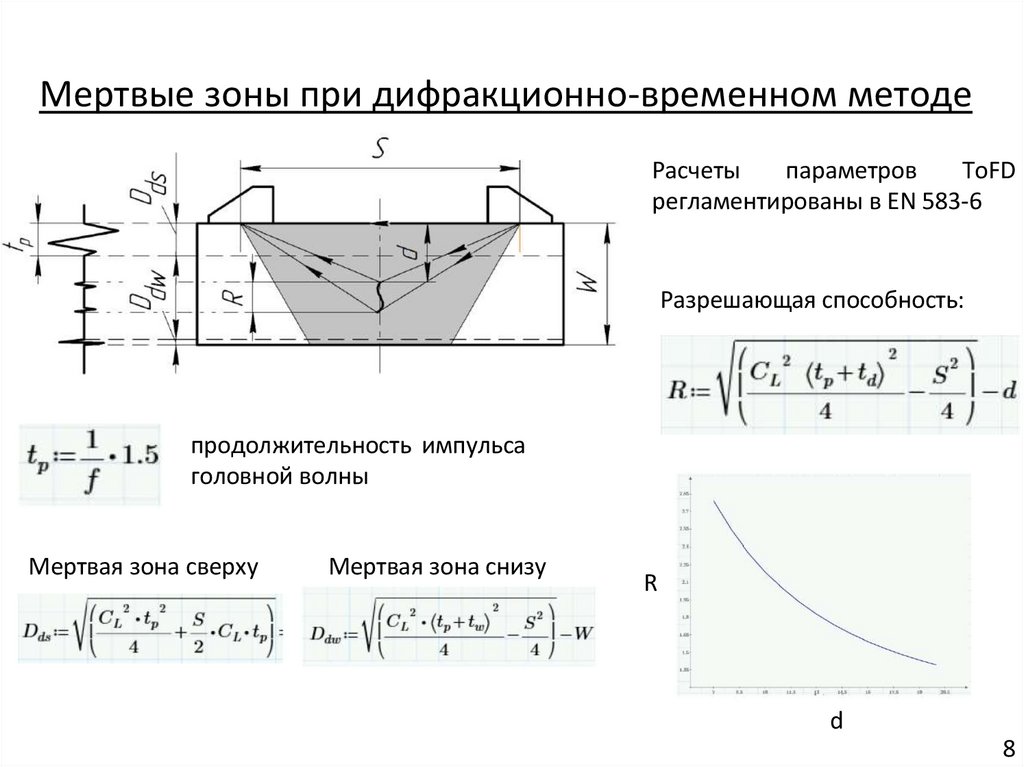
Мертвые зоны при дифракционно-временном методеРасчеты
параметров
ToFD
регламентированы в EN 583-6
Разрешающая способность:
продолжительность импульса
головной волны
Мертвая зона сверху
Мертвая зона снизу
R
d
8
8.
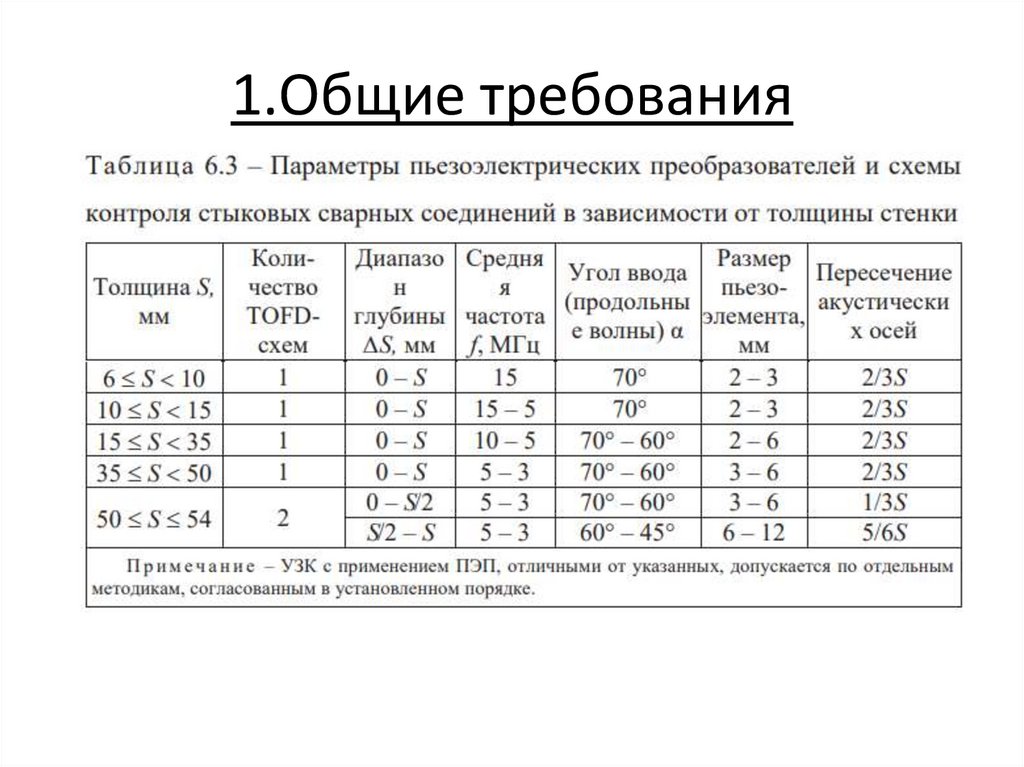
1.Общие требования9.
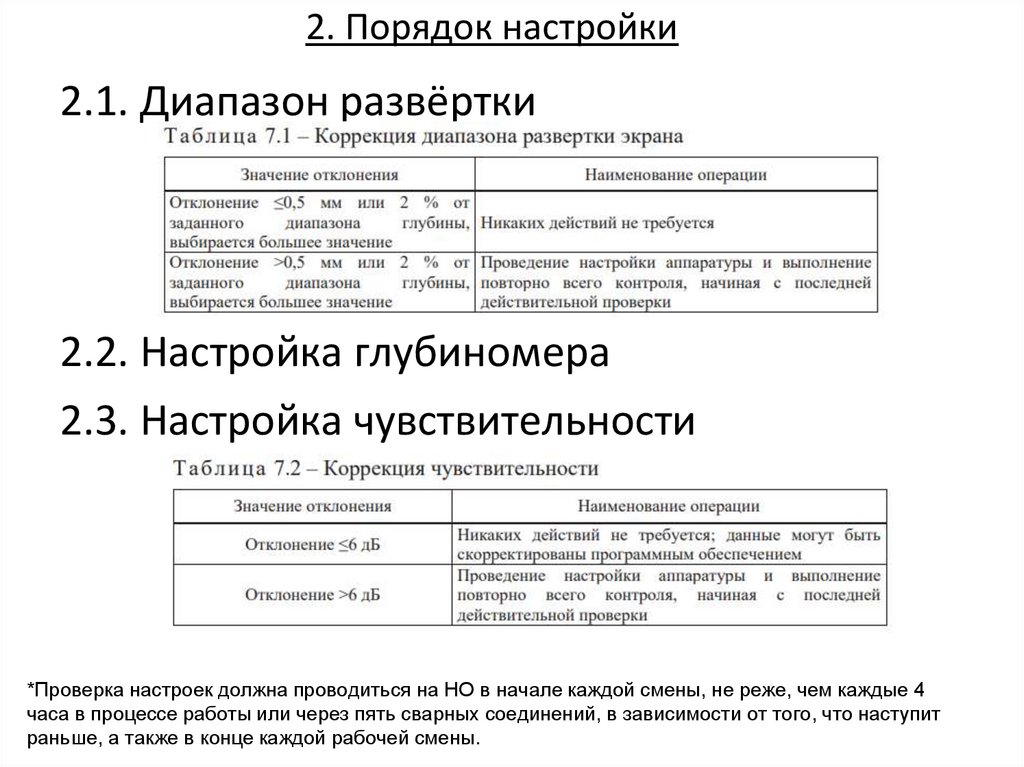
2. Порядок настройки2.1. Диапазон развёртки
2.2. Настройка глубиномера
2.3. Настройка чувствительности
*Проверка настроек должна проводиться на НО в начале каждой смены, не реже, чем каждые 4
часа в процессе работы или через пять сварных соединений, в зависимости от того, что наступит
раньше, а также в конце каждой рабочей смены.
10.
TOFD-изображение удовлетворительного качества11.
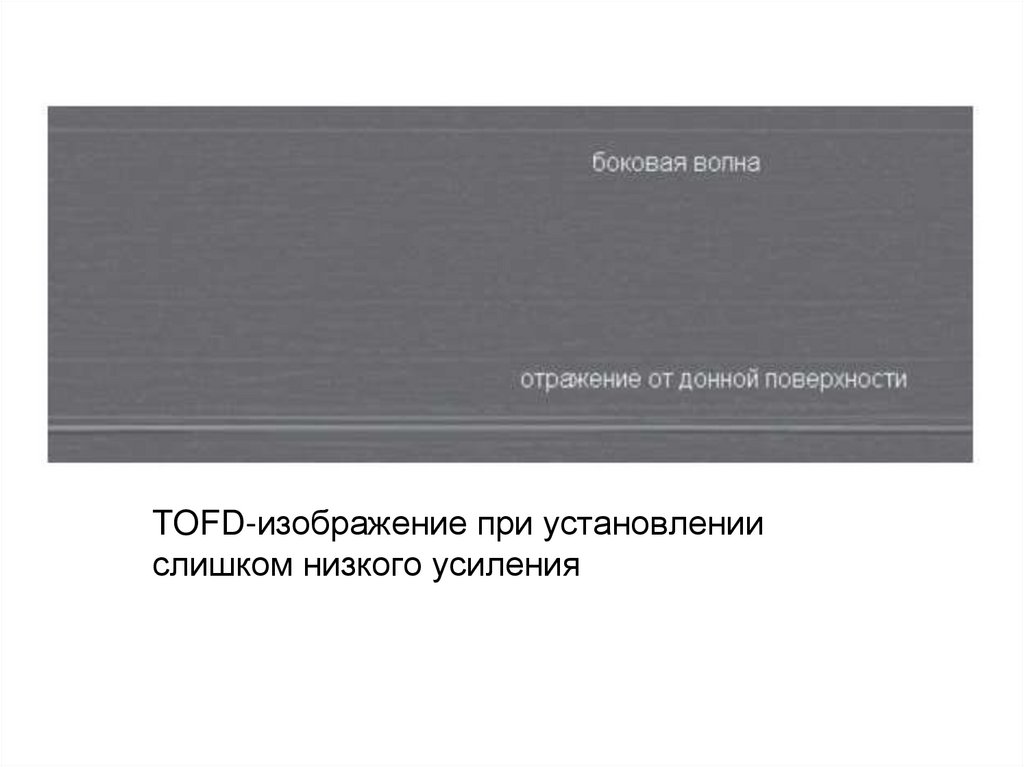
TOFD-изображение при установлениислишком низкого усиления
12.
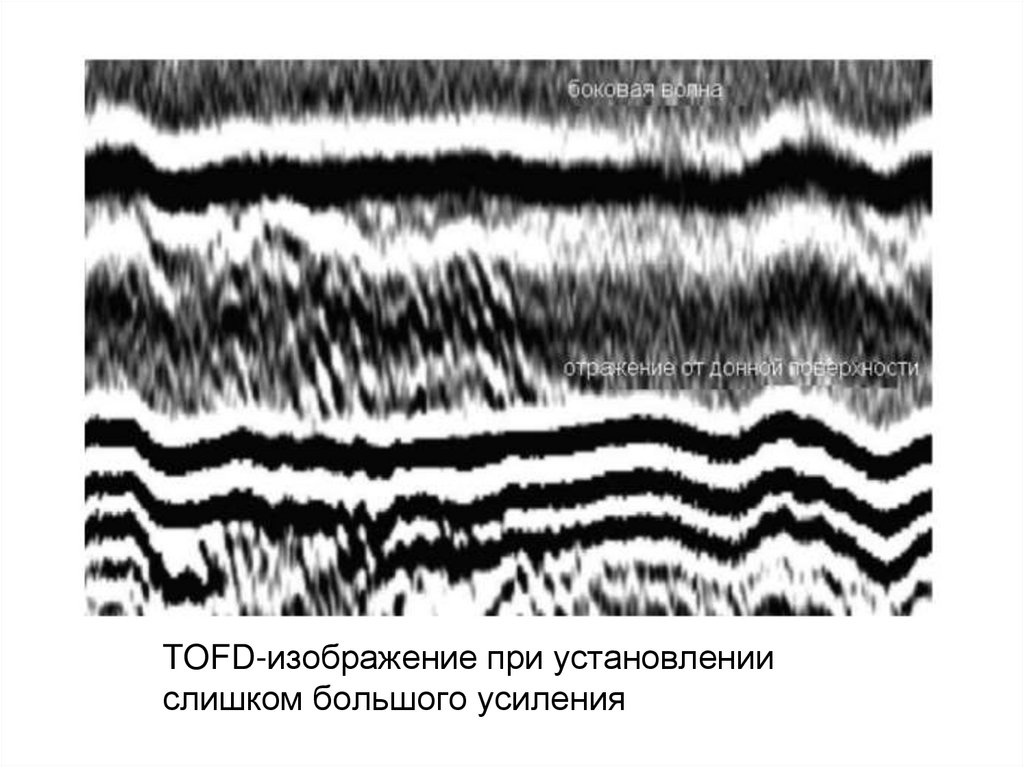
TOFD-изображение при установлениислишком большого усиления
13.
TOFD-изображение при неудовлетворительнойнастройке развертки экрана
14.
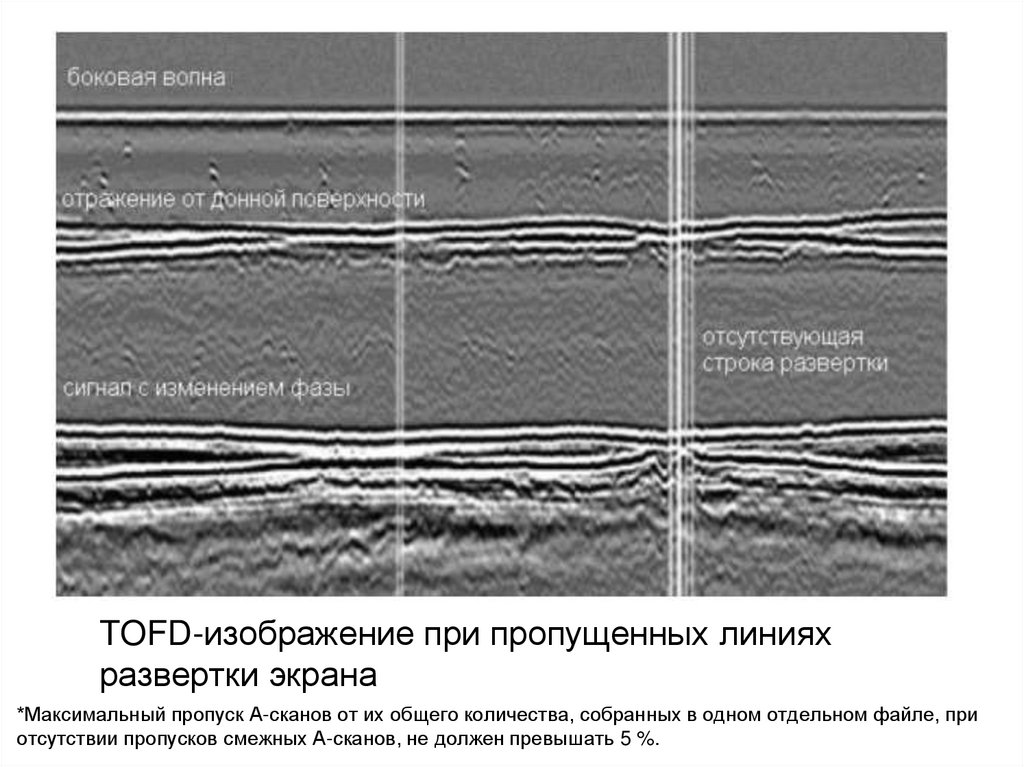
TOFD-изображение при пропущенных линияхразвертки экрана
*Максимальный пропуск А-сканов от их общего количества, собранных в одном отдельном файле, при
отсутствии пропусков смежных А-сканов, не должен превышать 5 %.
15.
TOFD-изображение при потере сигналовиз-за недостаточного АК
*При потере АК более 5 % от длины сварного шва контроль необходимо повторить.
16.
Порядок обработки результатов УЗК методом TOFD1. оценка качества дефектограммы;
2. анализ индикаций и исключение ложных
сигналов;
3. определение координат и условных
параметров дефектов (длина, высота и
глубина залегания дефекта);
4. оценка обнаруженных дефектов согласно
ГОСТ Газпром 15-1.3-004-2003 (раздел 6)
17.
718.
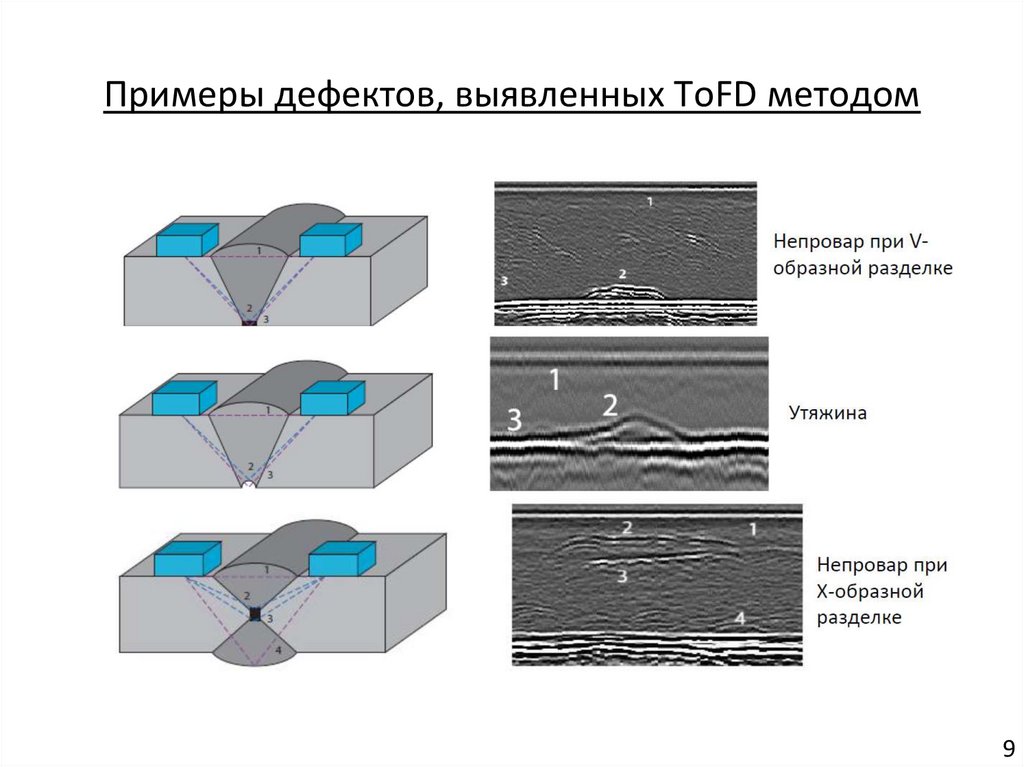
Примеры дефектов, выявленных ToFD методом9
19.
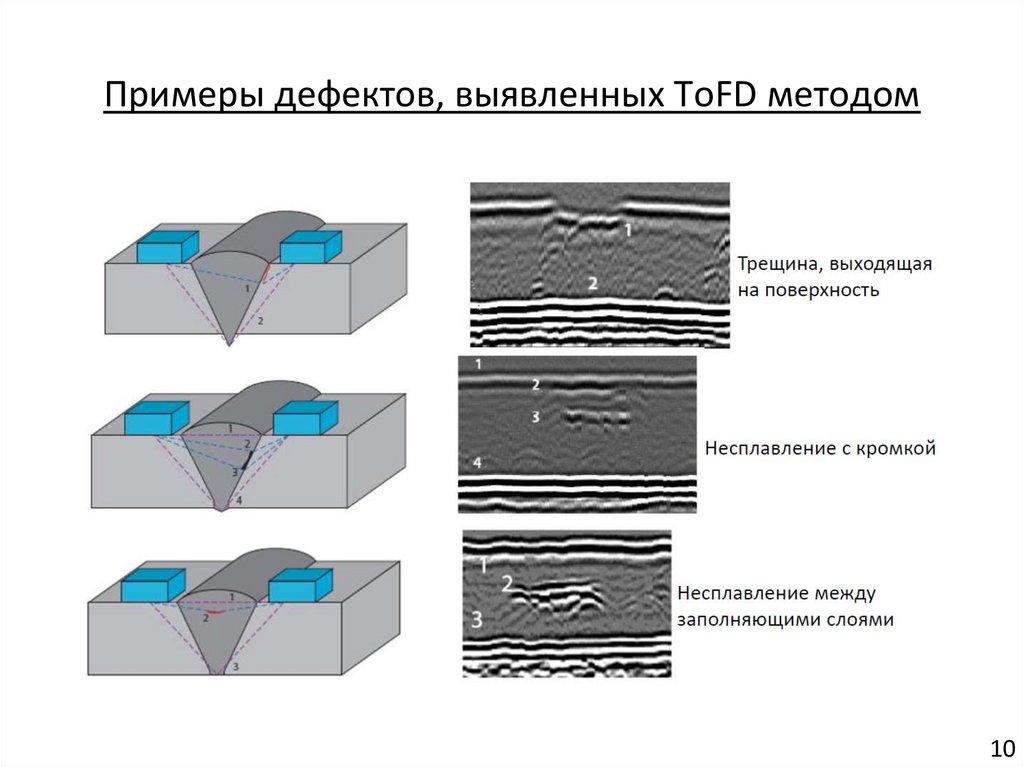
Примеры дефектов, выявленных ToFD методом10
20.
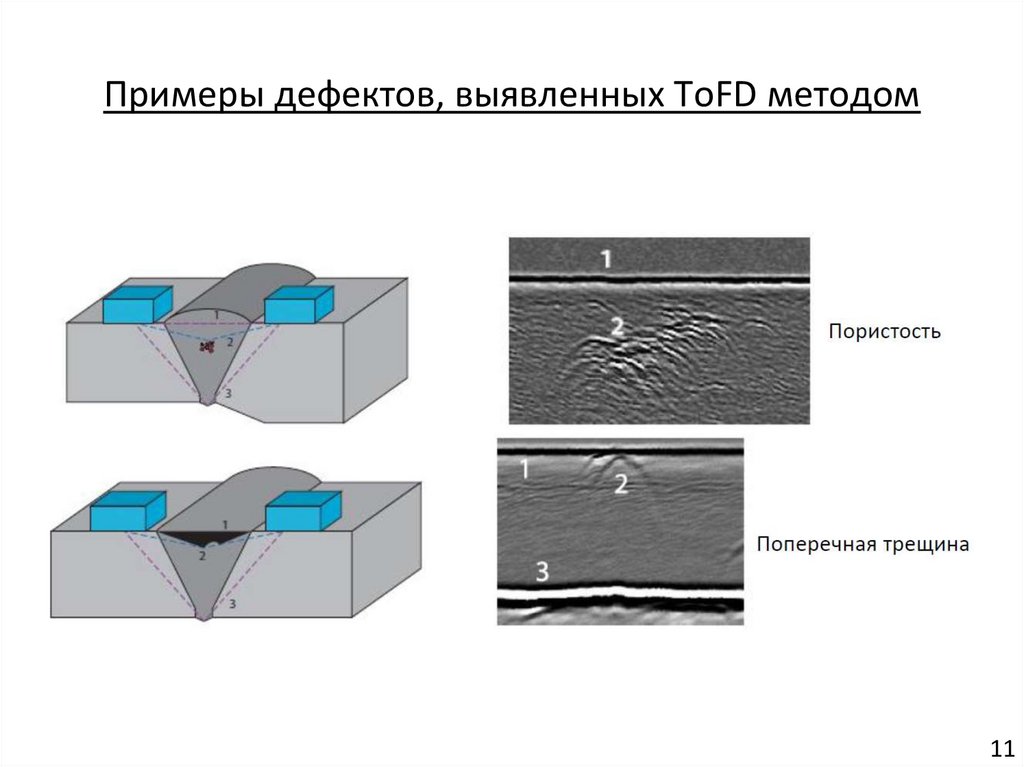
Примеры дефектов, выявленных ToFD методом11
21.
1222.
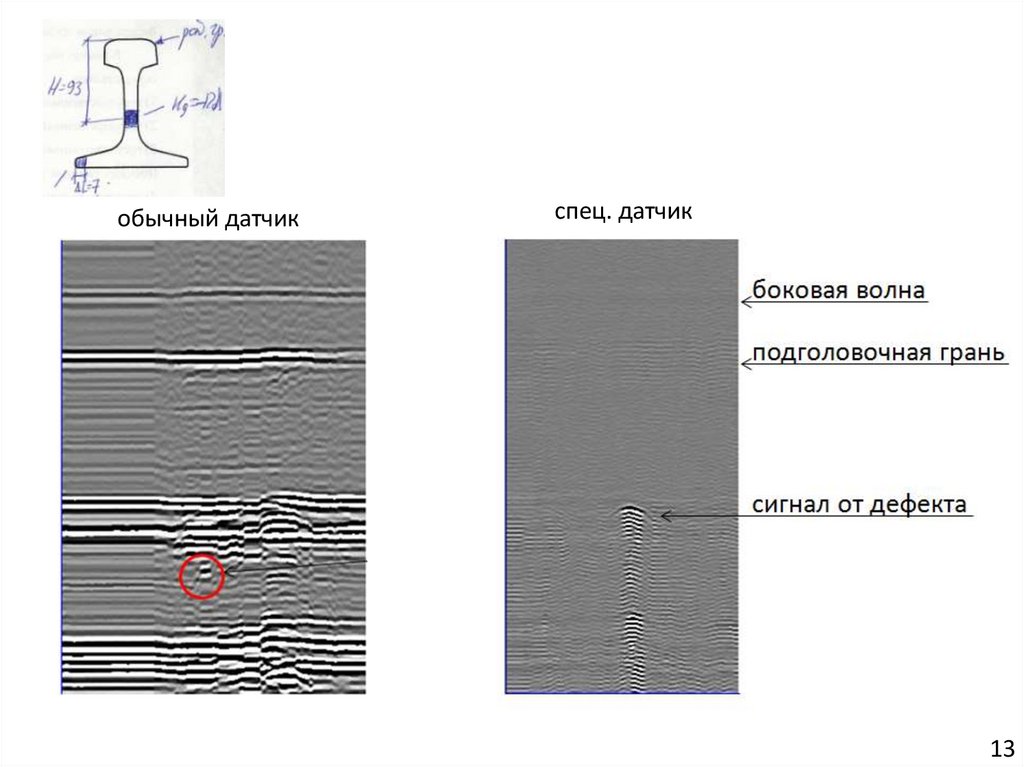
обычный датчикспец. датчик
13
23.
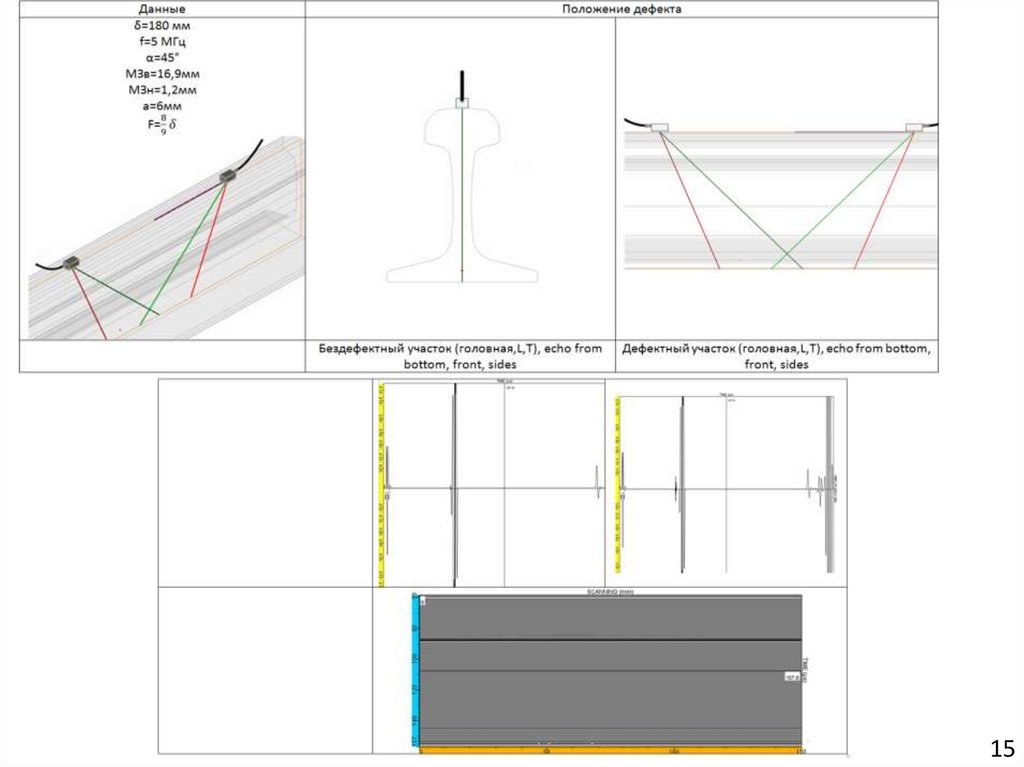
1424.
1525.
Рис.1 а) эскиз образца, б) U-образный паз.(S=0,14; 0,3; 0,4; 1,0; 2,0; 3,0; 4,0; 5,0; 7,0; 8,0)
16
26.
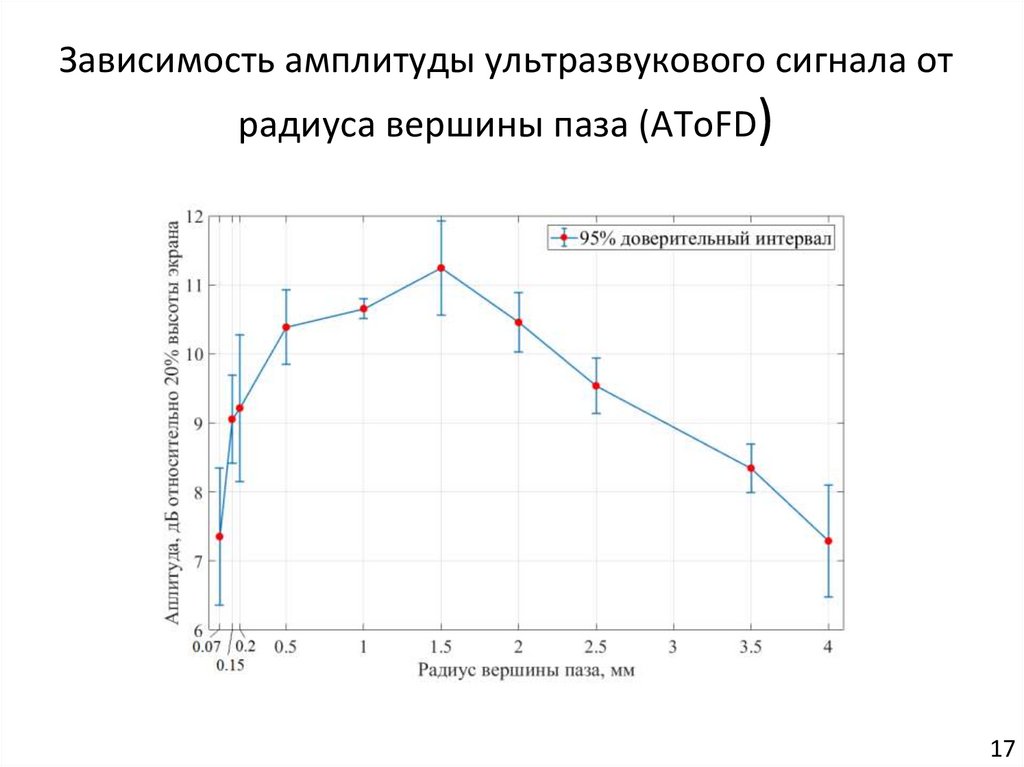
Зависимость амплитуды ультразвукового сигнала отрадиуса вершины паза (AToFD)
17