















 Инженерная графика
Инженерная графикаПохожие презентации:










Разработка конструкторской и технологической документации на изготовление левой части переборки
1.
Краевое государственное автономное профессиональное образовательное учреждение«Дальневосточный судостроительный колледж»
Презентация к дипломному проекту на тему РАЗРАБОТКА КОНСТРУКТОРСКОЙ
И ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ НА ИЗГОТОВЛЕНИЕ ЛЕВОЙ ЧАСТИ
ПЕРЕБОРКИ В РАЙОНЕ 77 ШП. ССН – 130 -001
Выполнил: Воробьев А.А.
Руководитель: Антошин В.В.
Г. Большой Камень, 2025 г
2. Цель
2Цель
Целью данного ДП (дипломного проекта), является разработка проектной и
технологической документации на изготовление секции переборки судна
снабжения, а также систематизация полученных знаний и умений, что
способствует формированию профессиональных и общих компетенций.
3. Поставленные задачи для выполнения цели дипломного проекта
3Поставленные задачи
для выполнения цели
дипломного проекта
03
01
02
Изучить конструкцию
секции и
ознакомиться со
сборочносварочными
работами
Ознакомиться с
оборудованием и
оснасткой,
применяемых для
изготовления секции
Ознакомиться со
схемой сборочносварочного участка
04
05
06
Произвести расчёты
по нормированию
труда и разработать
технологию сборки и
сварки секции
Выполнить расчёт
переборки по
Правилам Регистра
Произвести расчёт
стоимости основных и
вспомогательных
материалов
07
08
09
Произвести расчёт
затрат на оплату
труда основных
производственных
рабочих
Произвести расчёт
полной
себестоимости
изготовления
конструкции
Ознакомиться с
техникой
безопасности и
пожарной
безопасности
4. Структура дипломного проекта
ВведениеОбщая часть
Расчётно-конструкторская
часть
Структура
дипломного проекта
Технологическая часть
Экономическая часть
Техника безопасности
Заключение
Список литературы
4
5. Общая часть
5Общая часть
Переборки – это вертикальные стенки,
служащие для разделения корпуса на
отсеки. По расположению в корпусе
переборки можно разделить на поперечные
и продольные(рис.1). Главные поперечные и
продольные переборки образуют отсеки в
корпусе судна и тем самым обеспечивают
его непотопляемость при повреждении.
Поэтому их относят к числу основных
конструкций корпуса. Главные продольные
переборки участвуют в создании общей
продольной прочности корпуса судна.
Главные поперечные переборки
обеспечивают местную прочность.
Рисунок. 1 Расположение главных продольных и поперечных
переборок на танкере
6.
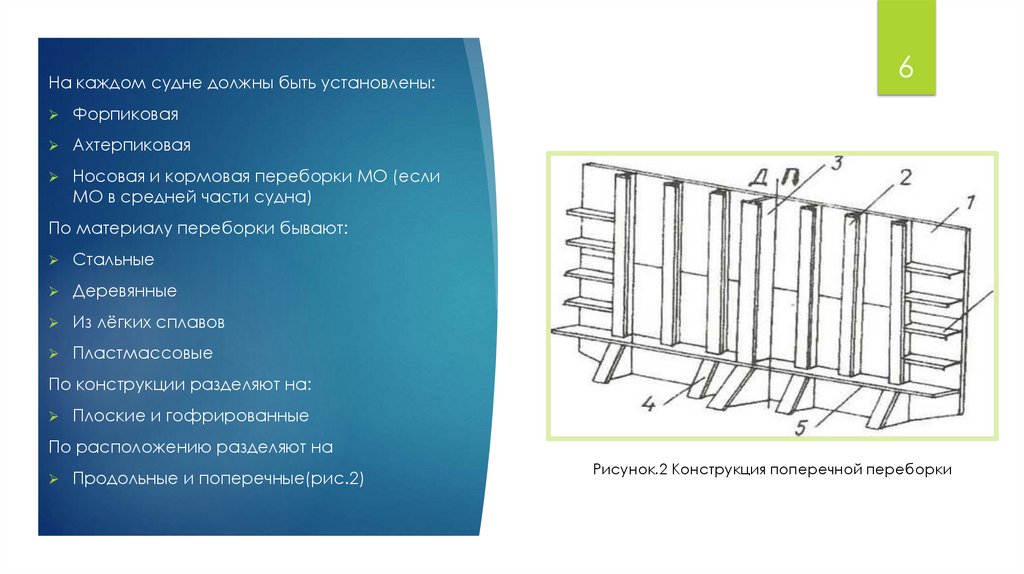
На каждом судне должны быть установлены:Форпиковая
Ахтерпиковая
Носовая и кормовая переборки МО (если
МО в средней части судна)
6
По материалу переборки бывают:
Стальные
Деревянные
Из лёгких сплавов
Пластмассовые
По конструкции разделяют на:
Плоские и гофрированные
По расположению разделяют на
Продольные и поперечные(рис.2)
Рисунок.2 Конструкция поперечной переборки
7. Материалы, применяемые для изготовления переборки
Основной материал:Судостроительная сталь марки D32
Преимущества стали D32:
Высокая прочность и пластичность
7
Химический состав стали D32
Хорошая свариваемость
Элемент
Углерод (C)
Устойчивость к воздействию низких температур
Марганец (Mn)
0,90–1,60
Повышенная ударная вязкость
Кремний (Si)
0,10–0,50
Медь (Cu)
≤ 0,35
Механические свойства:
Содержание, %
≤ 0,18
Предел прочности: 480–600 МПа
Предел текучести: ≥ 320 МПа
Хром (Cr)
≤ 0,20
Относительное удлинение: ≥ 22%
Никель (Ni)
≤ 0,40
Сера (S)
≤ 0,04
Фосфор (P)
≤ 0,04
Железо (Fe)
Основа (остаток)
Требования:
Сталь спокойная, нормализованная
Соответствие стандартам Регистра РФ и
международных классификационных обществ
Эффективная антикоррозионная защита
8. Технологическая часть
8Технологическая часть
Разработка технологии изготовления секции переборки.
Технологический процесс разработан в соответствии с нормативной документацией:
- РД 5.9092 – 81 Корпуса стальных судов. Основные положения по технологии изготовления.
- ОСТ 5.9092-91, Корпуса стальных судов. Основные положения по технологии изготовления;
- ОСТ
5.9912-93,
Корпуса
стальных
надводных судов. Типовые;
- технологические процессы изготовления узлов и секций корпуса;
- ОСТ 5.9079-90 Деформации сварных корпусных конструкций Нормы и методы контроля;
- РД 5.9621 – 81 Корпуса металлических судов. Правка сварных корпусных конструкций.
Основные положения.
9. Сборочные работы
9Сборочные работы
10. Проверочные работы
10Проверочные работы
11. Сварочные работы
11Сварочные работы
12. Технический контроль
12Технический контроль
13. Оборудование и оснастка для изготовления секции переборки
13• Сборочно-сварочные стенды:
• Металлические, с профильными
балками и Т-образными пазами
• Контрольно-измерительное оборудование:
• Оборудование для сварки и резки:
• Автоматические,
полуавтоматические и ручные
сварочные аппараты
• Чугунные плиты для точной разметки и
проверки узлов
• Газовые резаки, строгачи
• Оборудование для правки и зачистки:
• Правильные вальцы
• Наждачные станки, шлифмашины
• Прессы для правки тавровых балок
• Радиографы, гаммаграфы
• Оснастка и инструменты:
• Сборочные и фиксирующие
приспособления, прижимы, кондукторы
• Кувалды, сборочные ломики, чертилки,
угольники, рулетки
• Электромагнитные и вакуумные
прижимы, гидро- и пневмодомкраты
• Тонкий шнур с мелом для разметки
14.
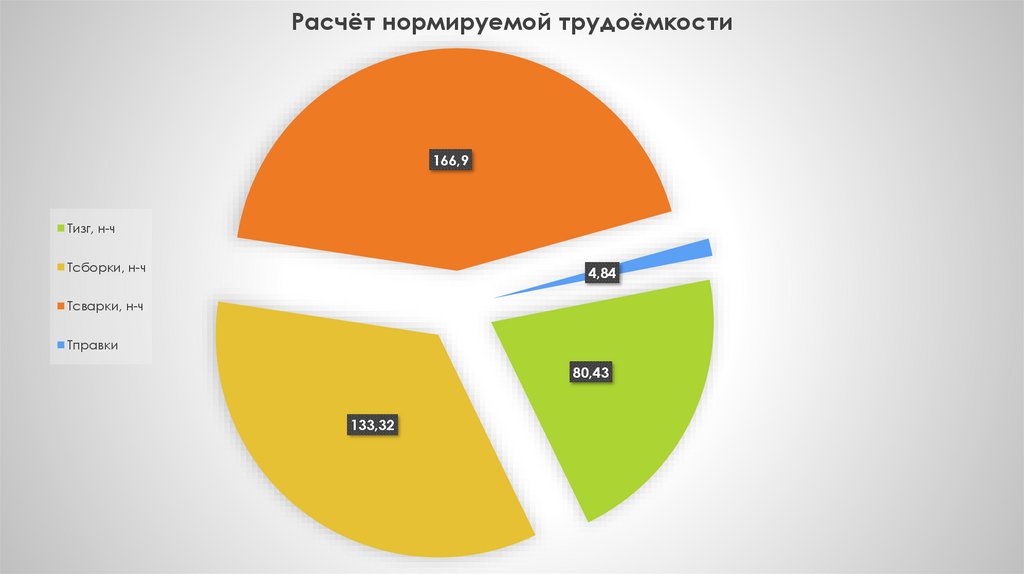
Расчёт нормируемой трудоёмкости14
166,9
Тизг, н-ч
Тсборки, н-ч
4,84
Тсварки, н-ч
Тправки
80,43
133,32
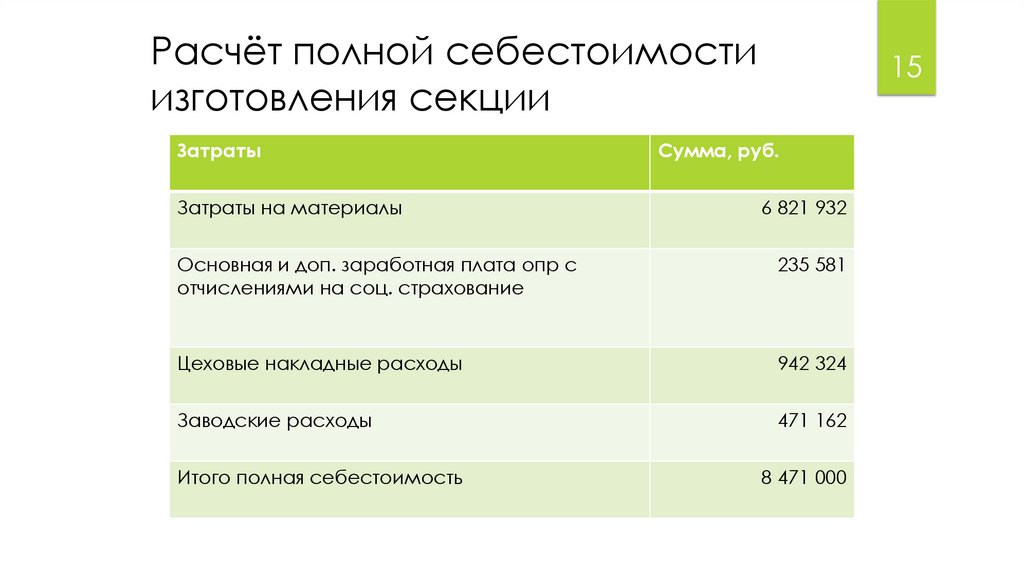
15.
Расчёт полной себестоимостиизготовления секции
Затраты
Затраты на материалы
15
Сумма, руб.
6 821 932
Основная и доп. заработная плата опр с
отчислениями на соц. страхование
235 581
Цеховые накладные расходы
942 324
Заводские расходы
471 162
Итого полная себестоимость
8 471 000
16. Охрана труда
Работать могут толькообученные, аттестованные,
совершеннолетние сотрудники.
• Использовать СИЗ: каски,
защита глаз, слуха, дыхания,
рук; спецодежда.
• Выполнять работы строго по
инструкциям и под контролем
мастера.
• Работать с исправным
инструментом, оборудованием
и оснасткой.
• Оборудование снабжать
сигнальной окраской, знаками
безопасности.
16
17. Охрана труда
Запрещается: находиться под
поднятыми грузами, работать
на конструкциях,
поддерживаемых краном,
использовать неисправные
баллоны, курить и применять
открытый огонь возле баллонов
с газом.
Сварочные работы — только с
вентиляцией, щитами и
ширмами, при наличии нарядадопуска.
Рабочее место содержать в
чистоте, не загромождать
отходами и инструментом.
17
18. Заключение
18Заключение
В данном ДП была разработана конструкторская
технологическая документация, а также технологический
процесс изготовления секции поперечной переборки ССН – 130
– 001 и систематизированы полученные знания и полученные
умения.
19. Список литературы и источников
19Список литературы и источников
1. ОСТ 5.9621-81 (Корпус металлических судов. Правка сварных корпусных
конструкций. Основные положения);
2. ОСТ 5.9914-83 (Корпуса стальных надводных судов. Типовые
технологические процессы изготовления корпусов судов на стапеле);
3. ОСТ5.9092-91 (Корпуса стальных судов. Основные положения по
технологии изготовления);
4. ОСТ5.9914-92 (Корпуса стальных надводных судов. Типовые
технологические процессы изготовления корпусов судов на стапеле);
5. ОСТ5.9912-93 (Корпуса стальных надводных судов. Типовые
технологические процессы изготовления узлов и секций корпуса);
6. Правила Классификации и постройки морских судов. Российский
морской регистр судоходства Санкт-Петербург 2013 г.
7. РД5.Р95079-91 (Технология изготовления стальных деталей корпусов
судов и других металлических сварных конструкций);
8. РД 5.9621-81 Корпуса металлических судов. Правка сварных
конструкций. Основные положения.
9. Адлерштейн Л.Ц. Судовой проверщик, 1964г.;
9. Алешин Н.П., Щербинский В.Г. Контроль качества сварных соединений.
М. Высшая школа, 1986.;
11. Голота Г.Ф. Техническое нормирование. Л. Судостроение 1987г.;
12. Горячев А.М., Подругин Е.М. Устройство и основы теории морских
судов. Л. Судостроение, 1971г.;