






















 Механика
МеханикаПохожие презентации:


")


")
")



Допуски и посадки гладких цилиндрических и плоских сопряжений
1.
Допуски и посадки гладких цилиндрических и плоскихсопДопуски и посадки
гладких цилиндрических
и плоских сопряжений
1
2. Соединение двух деталей
Детали с гладкимицилиндрическими поверхностями
2
Детали с плоскими
параллельными поверхностями
3. Размеры
Размер – числовое значение линейной величины (диаметра,длины и т.д.) в выбранных единицах измерения.
Действительный размер – размер элемента, установленный
измерением.
Предельные размеры – два предельно допустимых размера
элемента, между которыми должен находиться (или которым
может быть равен) действительный размер.
3
4. Размеры
Номинальный размер – основной размер детали, рассчитанный с учетомеё назначения и требуемой точности.
Номинальный размер соединений – общий (одинаковый) размер для
отверстия и вала, составляющих соединение.
Действительный размер – размер, полученный в результате измерения
готовой детали с допустимой степенью погрешности (допустимую
неточность изготовления устанавливают посредством предельных
размеров).
Предельными размерами– называются два граничных значения между
которыми должен находиться действительный размер.
4
5. Размеры
1 - номинальный размер;2 – наименьший предельный размер;
3 – наибольший предельный размер
5
6. Отклонение
Отклонение – алгебраическая разность между размером (действительным илипредельным) и соответствующим номинальным размером.
Основное отклонение – одно из двух предельных отклонений (верхнее или
нижнее), определяющее положение поля допуска относительно нулевой линии.
Основным является отклонение ближайшее к нулевой линии.
6
7. Допуск. Поле допуска
Допуск (Т) – разность между наибольшим и наименьшим предельнымиразмерами или алгебраическая разность между верхним и нижним отклонениями
(это абсолютная величина без знака).
Стандартный допуск (IТ) – любой из допусков, устанавливаемых ЕСДП.
Поле допуска — поле, ограниченное верхним и нижним отклонениями.
7
8. Посадка
Посадка – характер соединения двух деталей,определяемый разностью их размеров до сборки.
Посадки разделяют на три группы:
- посадки с зазором (подвижные посадки),
- посадки с натягом (неподвижные посадки),
- переходные посадки.
8
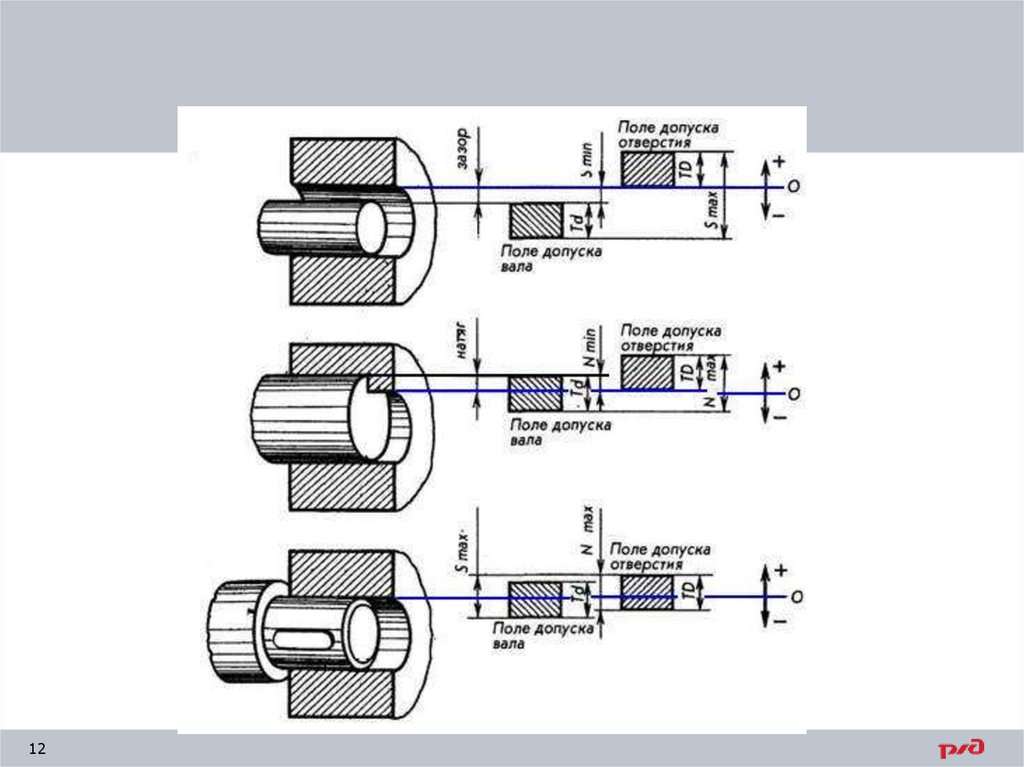
9. Посадка с зазором
Посадка при которой всегда образуется зазор в соединении,т.е. наименьший предельный размер отверстия больше
наибольшего предельного размера вала или равен ему.
При графическом изображении поле допуска отверстия
расположено над полем допуска вала.
9
10. Посадка с натягом
Посадка при которой всегда образуется натяг в соединении,т.е. наибольший предельный размер отверстия меньше
наименьшего предельного размера вала или равен ему.
При графическом изображении поле допуска отверстия
расположено под полем допуска вала.
10
11. Переходная посадка
Посадка при которой возможно получение как зазора, таки натяга в соединении, в зависимости от действительных
размеров отверстия и вала.
При графическом изображении поля допусков отверстия
и вала перекрываются полностью или частично.
11
12.
1213. Система отверстия
Посадки в системе отверстия – посадки, в которых требуемые зазорыи натяги получаются сочетанием различных полей допусков валов с
полем допуска основного отверстия.
Основная деталь - отверстие.
13
14. Система вала
Посадки в системе вала – посадки, в которых требуемые зазоры инатяги получаются сочетанием различных полей допусков отверстий
с полем допуска основного вала.
Основная деталь - вал.
14
15. Система отверстия и система вала
Система отверстия применяется чаще, поскольку достижениеопределенной степени точности проще и экономичнее.
Систему вала используют, когда валы изготавливают из калиброванного
материала или когда на одном сложном валу имеется большое
количество точных посадок.
Система отверстия - нижнее отклонение поля допуска основного
отверстия равно нулю.
Система вала - верхнее отклонение поля допуска основного
вала равно нулю.
15
16. Графическое изображение системы допусков
а – поля допусков валов:б – поля допусков отверстий:
16
1 – для посадки с зазором;
2, 3. 4 – для переходных посадок;
5 – для посадок с натягом;
1 – для посадки с зазором;
2, 3, 4 – для переходных посадок;
5 – для посадок с натягом
17. Квалитет
Допуск размера - разность между наибольшим и наименьшим предельнымиразмерами.
Величина допуска зависит от номинального размера и квалитета, который
обозначается цифрами.
Квалитет (класс точности) - это совокупность допусков, соответствующих
одинаковой степени точности для всех номинальных размеров.
В ГОСТ установлено 19 квалитетов 01, 0, 1, 2, 3, ..., 17.
С возрастанием номера квалитета допуск увеличивается.
Допуск в каждом квалитете ЕСДП обозначается двумя буквами латинского
алфавита (IT) с добавлением квалитета.
Например: IТ5 - обозначает допуск для 5-го квалитета.
Положение поля допуска относительно нулевой линии обозначается буквами
латинского алфавита (А, В, С и т. д.)
17
18. Схема расположения полей допусков
а) посадка в системеотверстия
б) посадка в системе
вала
18
19. Обозначение полей допусков по группам
1920. Системы допусков и посадок
Система отверстияСистема вала
1 – допуски на изготовление валов для различных посадок;
2 – допуски на изготовление отверстий для различных посадок.
20
21. Графические изображения полей допусков
2122. Обозначение полей допусков и посадок на чертежах
Поля допусковПосадки
22