






 Программное обеспечение
Программное обеспечениеПохожие презентации:










Ведение технологического процесса на аддитивных установках. Введение в урок
1.
Введение в урок:Ведение
технологического
процесса на
аддитивных установках
Ознакомимся с основами работы FDMпринтеров и подготовки моделей к печати.
2.
История и основныеконцепции технологии FDM
FDM-технология разработана в 1988 году Чаком
Халлом, обеспечивая послойное создание
изделий из термопластика. Она широко
применяется в прототипировании, медицине и
образовании благодаря простоте и доступности.
2
3.
Принцип работы FDM-принтераПластиковая нить нагревается
до расплава и подается через
сопло, формируя тонкий слой на
платформе. Температура и
скорость подачи контролируются
для точности.
Объект создается послойно:
каждый следующий слой
наносится поверх предыдущего,
обеспечивая формирование
объемной модели согласно
цифровому шаблону.
Системы управления регулируют
движение по осям XYZ, скорости и
количество подаваемого
материала, что напрямую влияет
на качество и скорость печати.
3
4.
Преимущества и ограничения FDMНизкая стоимость оборудования и расходных
материалов делает FDM доступной технологией
для широкого круга пользователей и
организаций.
Поддержка множества материалов позволяет
использовать FDM для различных задач — от
моделей до функциональных прототипов.
Ограничения включают сравнительно невысокое
разрешение печати и необходимость внешней
постобработки для достижения качественной
поверхности.
Сложные геометрические формы требуют
поддержки при печати, что увеличивает время и
материал, однако развитие технологий
постепенно снижает эти ограничения.
4
5.
Основные компоненты FDM-принтераЭкструдер: сердце печати
Экструдер отвечает за расплавление и подачу пластика
через сопло. Его конструкция и нагревательный элемент
влияют на стабильность подачи материала и качество
печати.
Платформа и механика движения
Платформа служит основанием для модели и часто
оснащена нагревом для улучшения адгезии. Механизмы
перемещения обеспечивают точное позиционирование
сопла и стола в пространстве XYZ.
5
6.
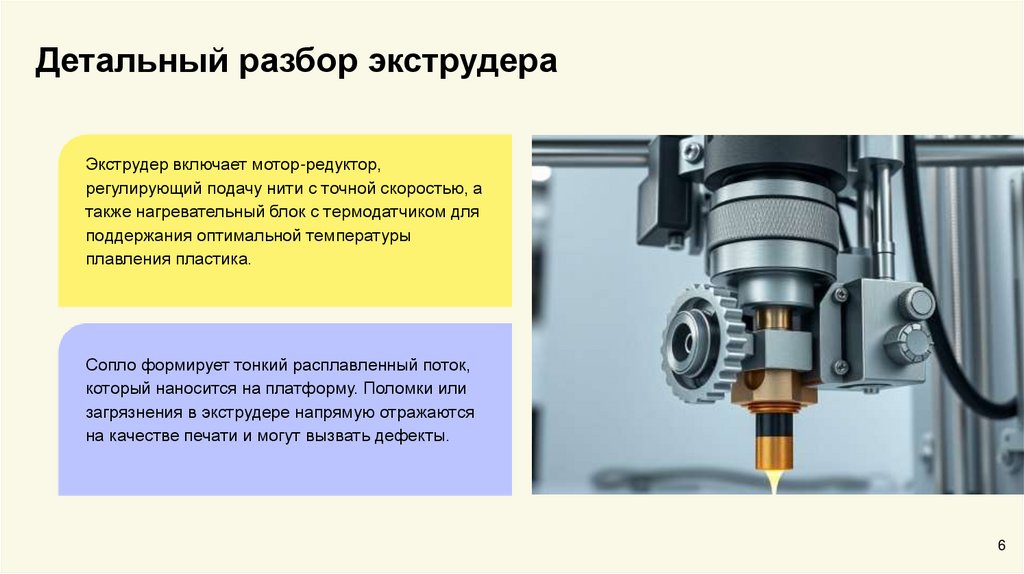
Детальный разбор экструдераЭкструдер включает мотор-редуктор,
регулирующий подачу нити с точной скоростью, а
также нагревательный блок с термодатчиком для
поддержания оптимальной температуры
плавления пластика.
Сопло формирует тонкий расплавленный поток,
который наносится на платформу. Поломки или
загрязнения в экструдере напрямую отражаются
на качестве печати и могут вызвать дефекты.
6
7.
Конструкция стола и его функции1. Стол обеспечивает стабильную основу для
модели и предотвращает деформации при
остывании пластика. Некоторые столы оснащены
нагревом, что улучшает адгезию и уменьшает
коробление.
2. Автоматическое выравнивание стола повышает
точность первого слоя, а тип покрытия поверхности
влияет на сцепление материала и качество печати.
7
8.
Механизмы перемещения и их характеристикиПривод и направляющие
Координатное позиционирование
Шаговые двигатели и системы ремней или
винтовой передачи обеспечивают плавное и
точное перемещение компонентов принтера,
что критично для качества слоя.
Трехосевая система XYZ позволяет точно
управлять положением сопла и платформы по
горизонтали и вертикали, гарантируя
соответствие модели цифровому файлу.
8
9.
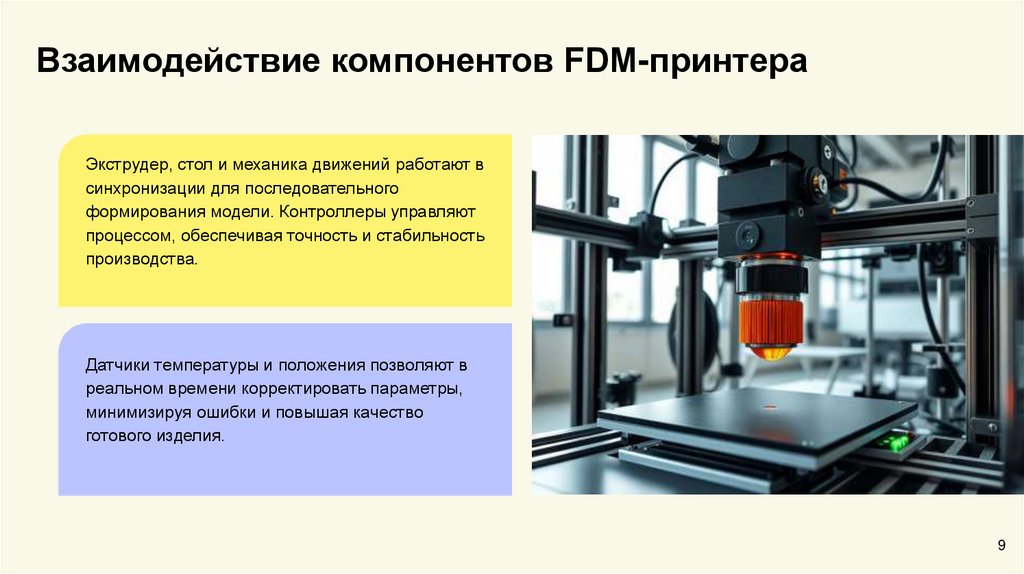
Взаимодействие компонентов FDM-принтераЭкструдер, стол и механика движений работают в
синхронизации для последовательного
формирования модели. Контроллеры управляют
процессом, обеспечивая точность и стабильность
производства.
Датчики температуры и положения позволяют в
реальном времени корректировать параметры,
минимизируя ошибки и повышая качество
готового изделия.
9
10.
Влияние температуры экструдера на качество печатиОптимальная температура нагрева
обеспечивает максимальную прочность и
детализацию моделей из PLA и ABS.
Выбор правильной температуры критичен:
слишком низкая — плохой сплав, слишком
высокая — дефекты и ухудшение
структуры.
Исследование качества печати, 2023
10
11.
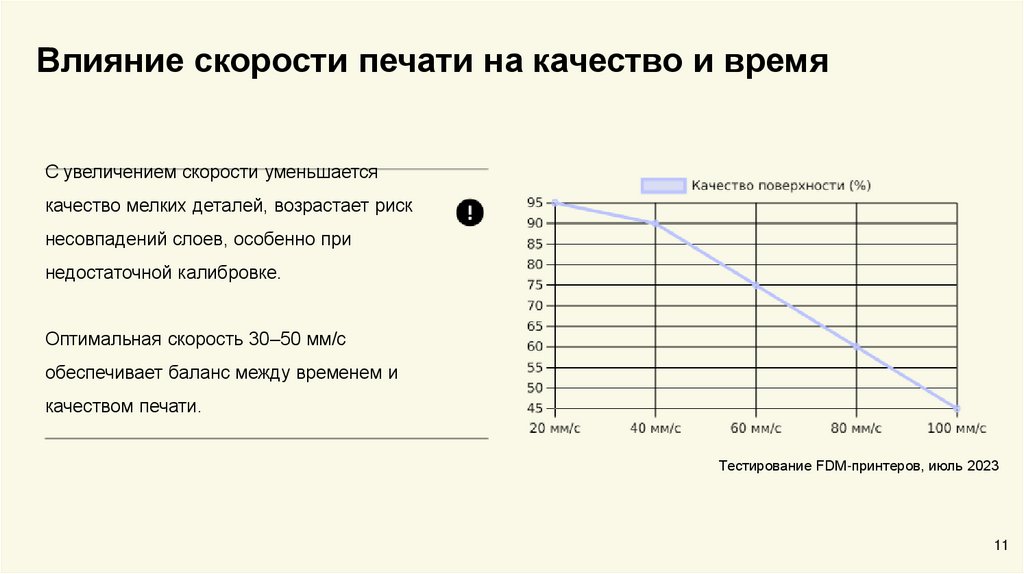
Влияние скорости печати на качество и времяС увеличением скорости уменьшается
качество мелких деталей, возрастает риск
несовпадений слоев, особенно при
недостаточной калибровке.
Оптимальная скорость 30–50 мм/с
обеспечивает баланс между временем и
качеством печати.
Тестирование FDM-принтеров, июль 2023
11
12.
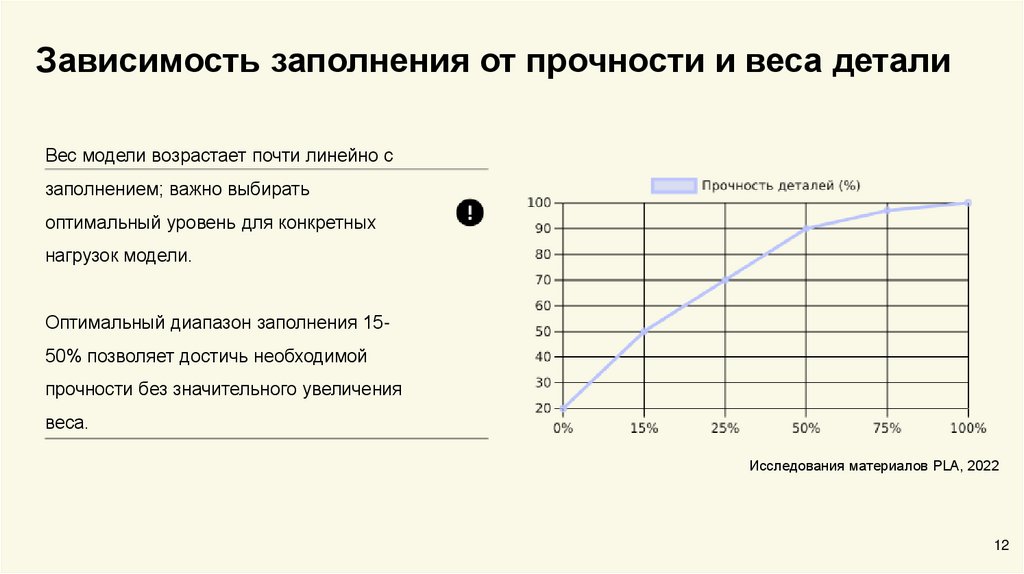
Зависимость заполнения от прочности и веса деталиВес модели возрастает почти линейно с
заполнением; важно выбирать
оптимальный уровень для конкретных
нагрузок модели.
Оптимальный диапазон заполнения 1550% позволяет достичь необходимой
прочности без значительного увеличения
веса.
Исследования материалов PLA, 2022
12
13.
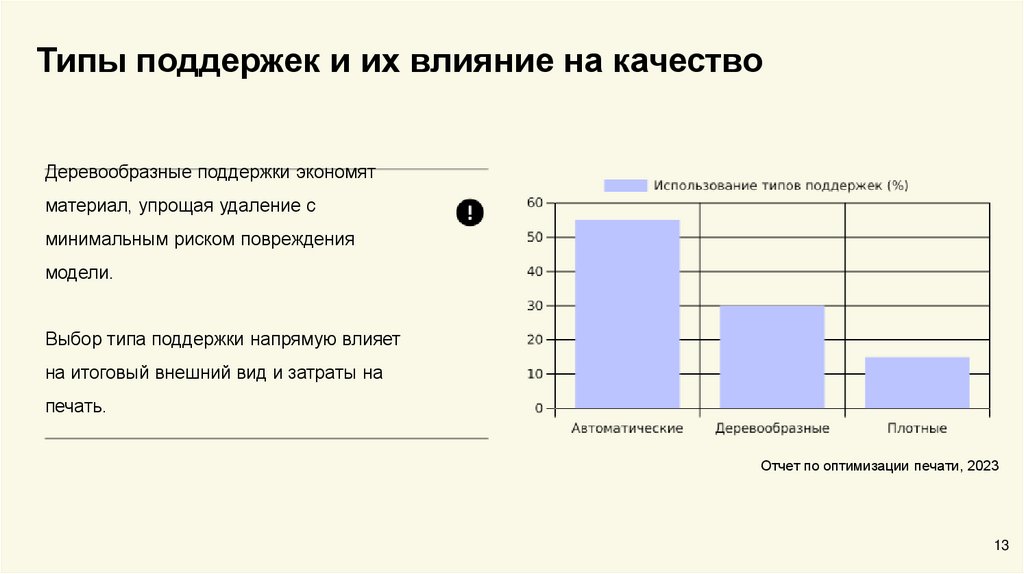
Типы поддержек и их влияние на качествоДеревообразные поддержки экономят
материал, упрощая удаление с
минимальным риском повреждения
модели.
Выбор типа поддержки напрямую влияет
на итоговый внешний вид и затраты на
печать.
Отчет по оптимизации печати, 2023
13
14.
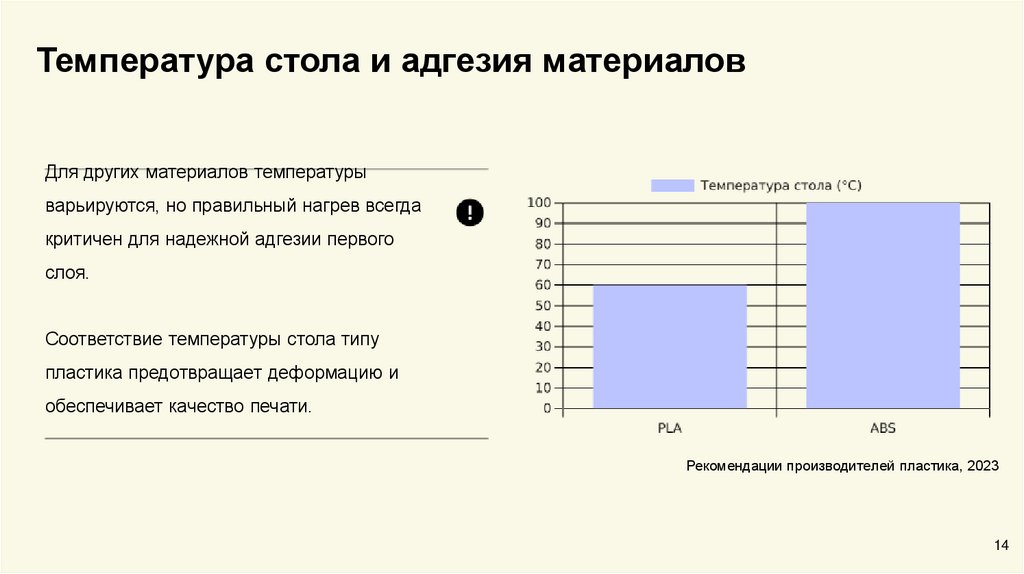
Температура стола и адгезия материаловДля других материалов температуры
варьируются, но правильный нагрев всегда
критичен для надежной адгезии первого
слоя.
Соответствие температуры стола типу
пластика предотвращает деформацию и
обеспечивает качество печати.
Рекомендации производителей пластика, 2023
14
15.
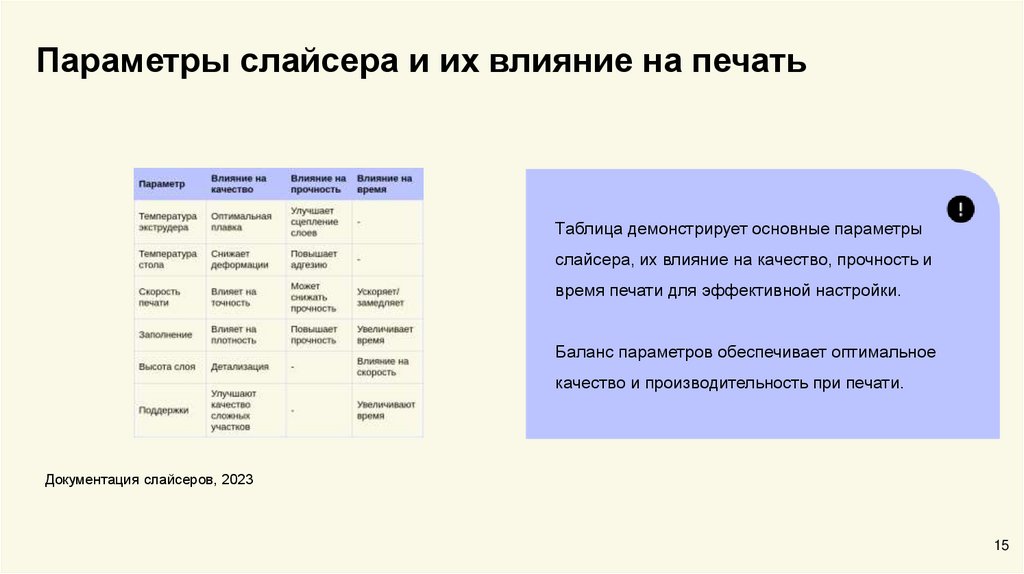
Параметры слайсера и их влияние на печатьТаблица демонстрирует основные параметры
слайсера, их влияние на качество, прочность и
время печати для эффективной настройки.
Баланс параметров обеспечивает оптимальное
качество и производительность при печати.
Документация слайсеров, 2023
15
16.
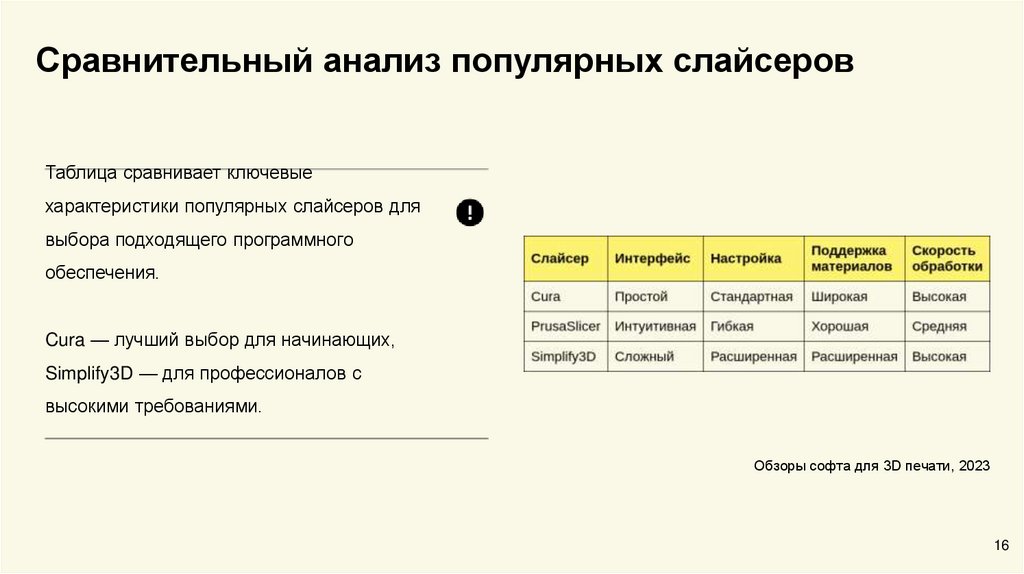
Сравнительный анализ популярных слайсеровТаблица сравнивает ключевые
характеристики популярных слайсеров для
выбора подходящего программного
обеспечения.
Cura — лучший выбор для начинающих,
Simplify3D — для профессионалов с
высокими требованиями.
Обзоры софта для 3D печати, 2023
16
17.
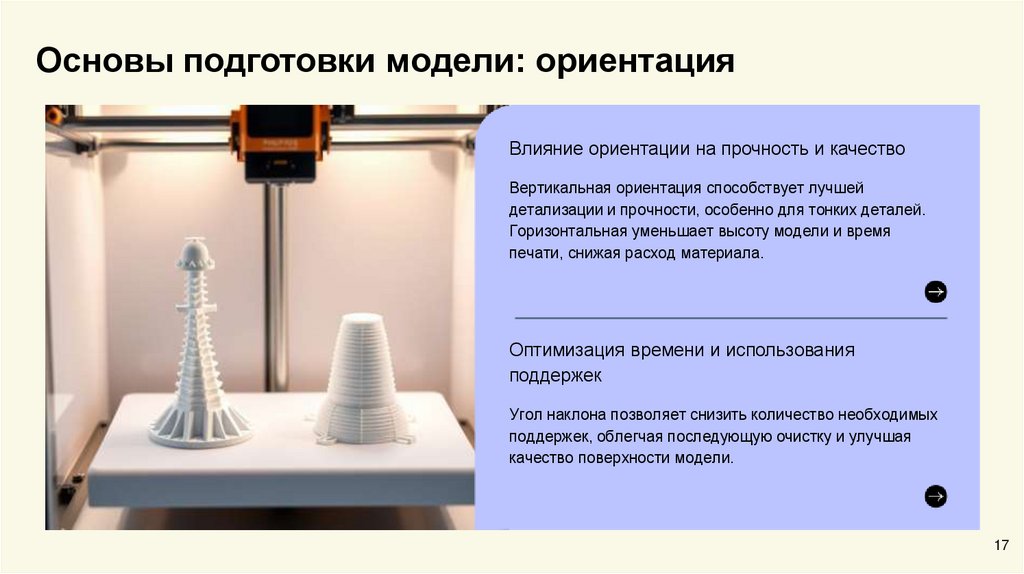
Основы подготовки модели: ориентацияВлияние ориентации на прочность и качество
Вертикальная ориентация способствует лучшей
детализации и прочности, особенно для тонких деталей.
Горизонтальная уменьшает высоту модели и время
печати, снижая расход материала.
Оптимизация времени и использования
поддержек
Угол наклона позволяет снизить количество необходимых
поддержек, облегчая последующую очистку и улучшая
качество поверхности модели.
17
18.
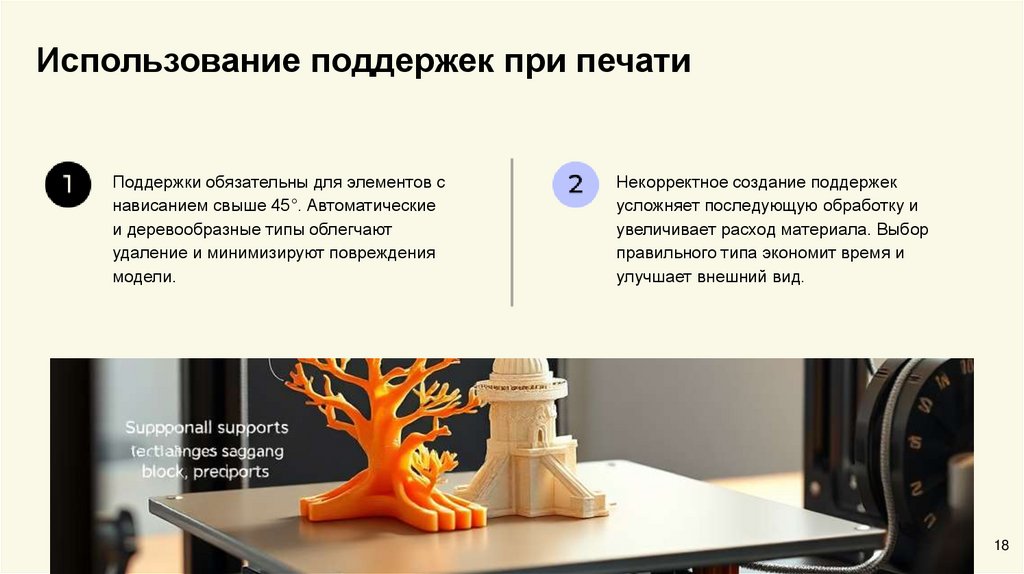
Использование поддержек при печатиПоддержки обязательны для элементов с
нависанием свыше 45°. Автоматические
и деревообразные типы облегчают
удаление и минимизируют повреждения
модели.
Некорректное создание поддержек
усложняет последующую обработку и
увеличивает расход материала. Выбор
правильного типа экономит время и
улучшает внешний вид.
18
19.
Влияние заполнения на структуру деталиВысокое заполнение повышает прочностные
характеристики и вес детали, снижая её гибкость,
что необходимо для функциональных элементов
с нагрузками.
Низкое заполнение делает изделия легче и
экономит материал, но уменьшает устойчивость
к нагрузкам. Выбор зависит от требований к
изделию.
19
20.
Примеры успешной и неудачной подготовки моделиУдачная подготовка и её особенности
Ошибки при подготовке и последствия
Оптимальная ориентация с минимальными
поддержками и сбалансированным заполнением
даёт качественные детали с минимумом
дефектов и оптимальным временем печати.
Неправильный выбор ориентации вызывает
деформации, а чрезмерные или сложные
поддержки осложняют очистку и могут
повредить изделие.
20
21.
Подготовка моделей разных геометрий в слайсереДля моделей с цилиндрической формой важно подобрать оптимальную толщину слоя и
скорость подачи, что влияет на точность внешнего контура и качество поверхностей.
Витиевые и сложные архитектурные элементы требуют аккуратной настройки плотности
заполнения и ориентации, чтобы избежать деформаций и обеспечить устойчивость.
Использование поддержек должно соответствовать сложности геометрии: минимизация
количества для удобства очистки при одновременном сохранении качества печати
нависающих частей.
21
22.
Контрольные вопросы для закрепления материалаКакие основные этапы создания FDMмодели и как история развития технологии
влияет на современное оборудование?
Как параметры слайсера, такие как
температура, скорость и заполнение,
воздействуют на конечное качество
печати?
Объясните роль и функции ключевых
компонентов принтера: экструдера, стола и
механики.
В каких случаях необходимо использовать
поддержки, и как правильный выбор
ориентации модели влияет на успех
печати?
22
23.
Заключение и ключевые рекомендацииОсвоение принципов работы FDM-принтера и правильная настройка слайсера
критически важны для качества печати. Регулярные тесты и тщательная подготовка
моделей обеспечивают стабильные и высококачественные результаты.