






















")






 Промышленность
ПромышленностьПохожие презентации:








")

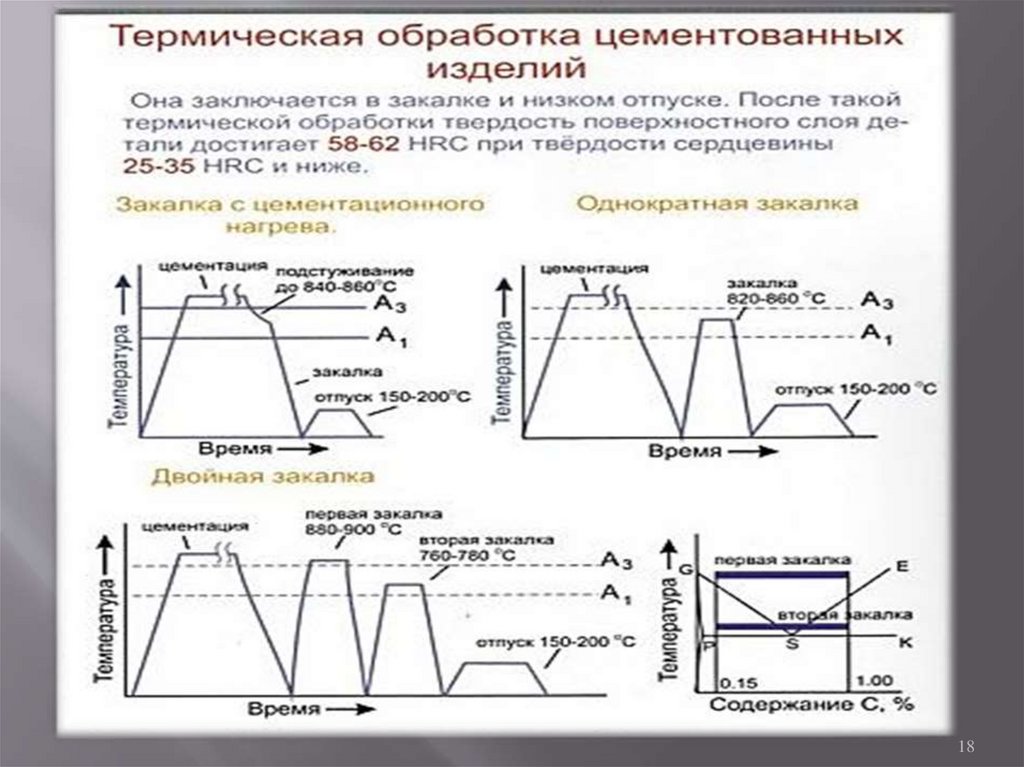
Термомеханическая и химико-термическая обработка стали
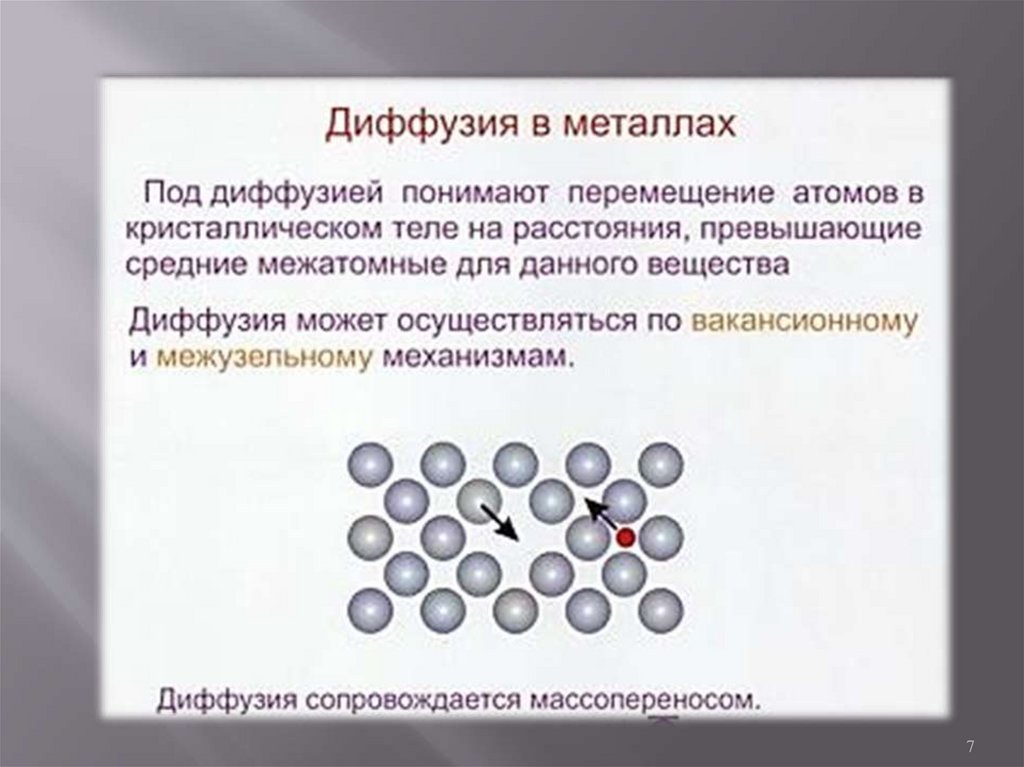
1. Термомеханическая и химикотермическая обработка стали
12. Термомеханическая обработка
Включает в себя пластическую деформацию, которая влияет на формированиеструктуры во время термического воздействия на металл. После ТМО в сплаве
образуется структура с повышенной плотностью дефектов кристаллического строения,
что ведет к получению новых механических свойств
2
3.
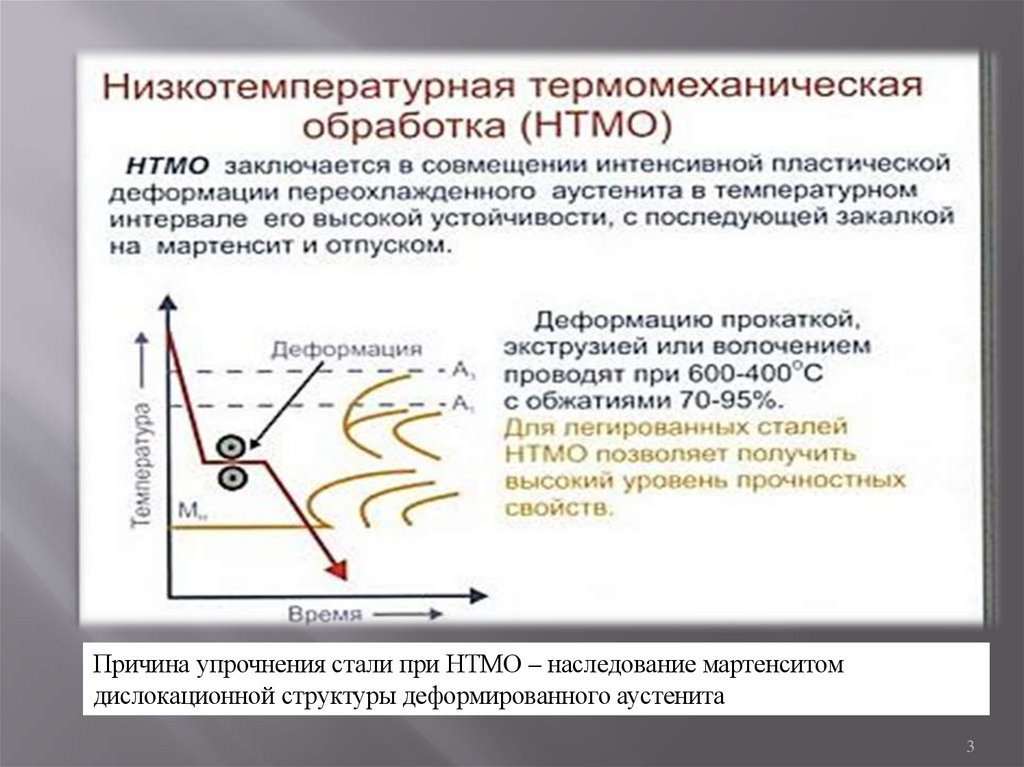
Причина упрочнения стали при НТМО – наследование мартенситомдислокационной структуры деформированного аустенита
3
4.
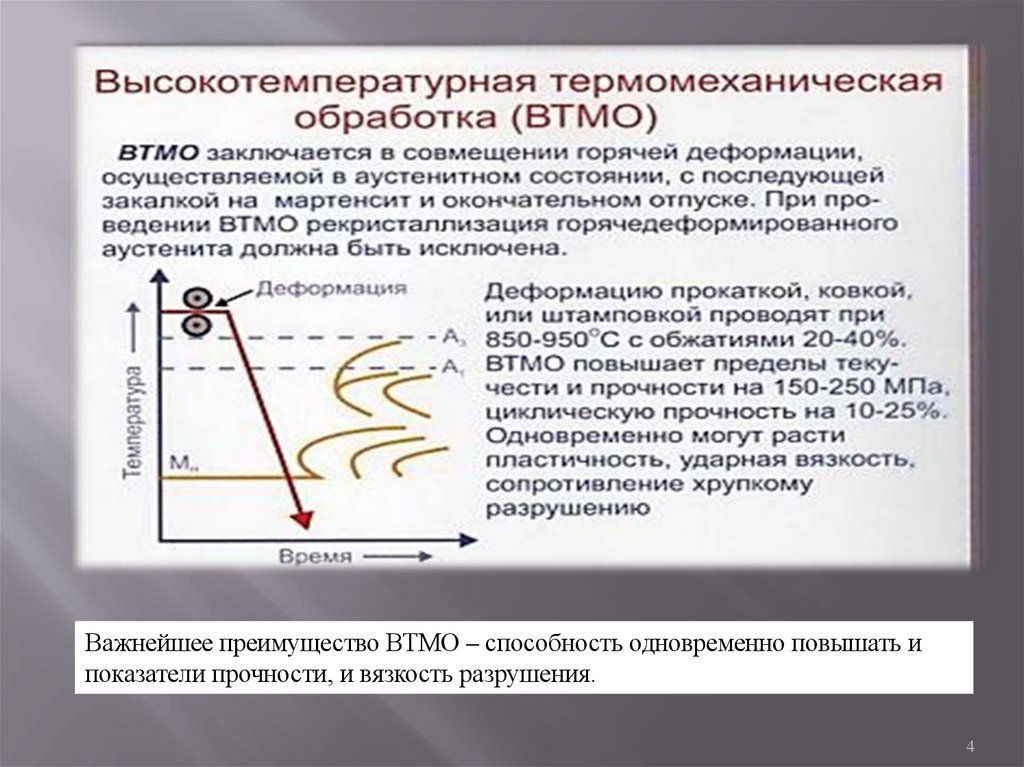
Важнейшее преимущество ВТМО – способность одновременно повышать ипоказатели прочности, и вязкость разрушения.
4
5.
56.
67.
78.
89.
910.
1011. 1 – цементационный ящик; 2 – карбюризатор; 3 – образцы свидетели; 4 – детали.
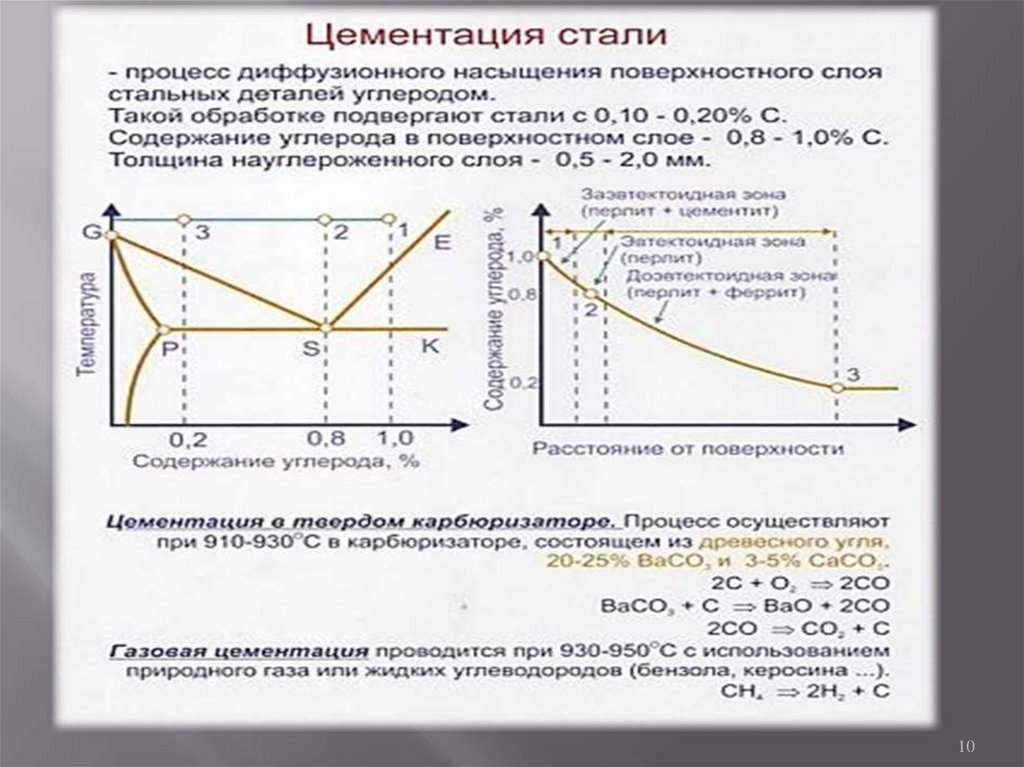
1112. Цементация стали
1213. Технологические параметры процесса цементации
Температура930-950 С
Продолжительность
8-10 часов
Охлаждение вместе с печью
13
14. Изменение структуры и свойств поверхности деталей при цементации
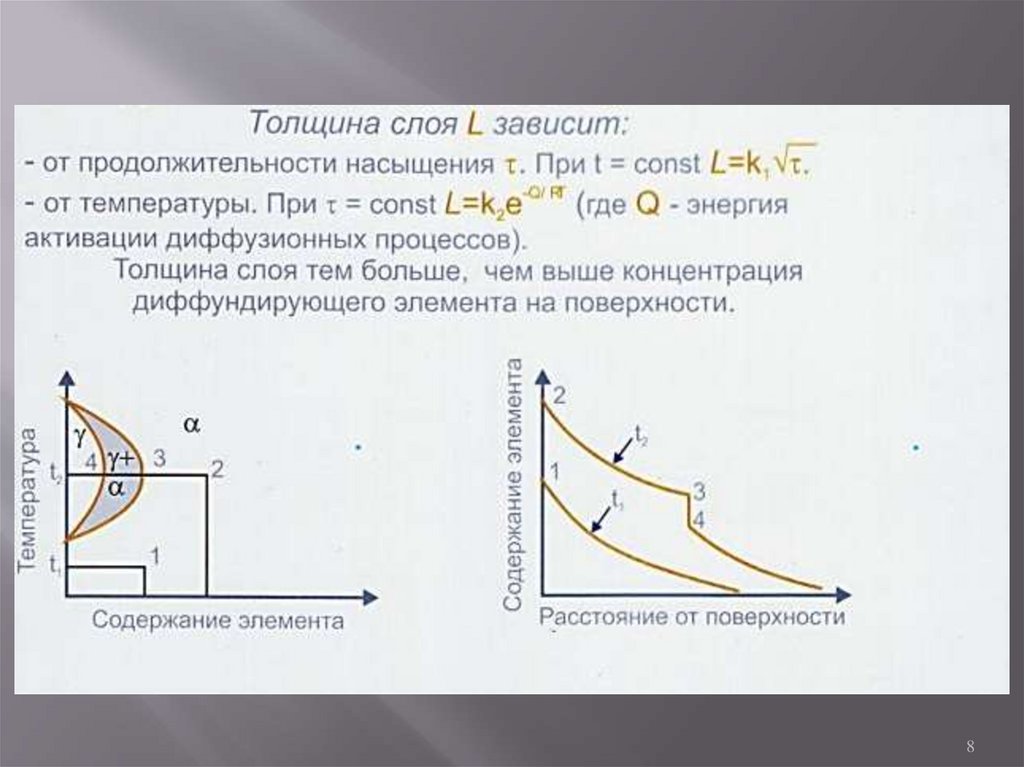
1415. Зависимость толщины слоя от температуры и продолжительности процесса
1516. Микроструктура стали в исходном состоянии
Феррит + Перлит16
17. Микроструктура поверхности детали после цементации
1718.
1819. Микроструктура поверхности детали поле цементации и термообработки
1920. Микроструктура стали 16ХГ после цементации
2021. Детали подвергаемые цементации
2122.
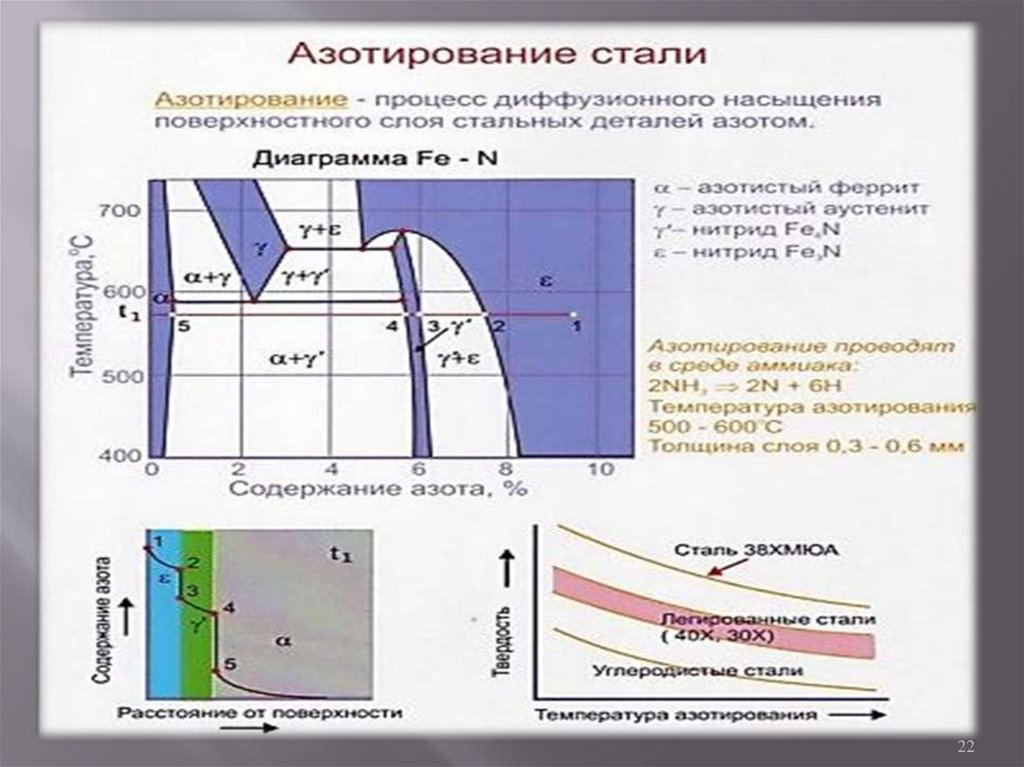
2223. Диаграмма состояния Fe-N и строение азотированного слоя.
Насыщению азотомподвергают
среднеуглеродистые
легированные стали,
содержащие хром (Сг),
молибден (Мо), ванадий
(V), вольфрам (W) и
алюминий (А1) и
приобретающие особо
высокую твердость и
износостойкость. При
этом образуются
нитриды Сг2N, Mo2N,
VN и др., которые,
повышают твердость
азотированного слоя.
23
24. Микроструктура поверхности после азотирования
2425. Сравнение
ЦЕМЕНТАЦИЯПосле цементации
необходима ТО;
продолжительность меньше;
упрочненный слой
получается более глубоким и
допускает большие удельные
давления при эксплуатации;
твердость в 1,5 - 2,0 раза
меньше;
твердость сохраняется при
нагреве только до 180 – 125 С
АЗОТИРОВАНИЕ
Азотирование проводится
после ТО;
Продолжительность
больше;
Слой меньше;
Твердость больше;
сохраняет твердость до 400
– 450 С.
25
26.
2627. Микроструктура стали 08кп после нитроцементации
2728. Нитроцеметация а- общий вид; б- поверхность; с- сердцевина
2829. Сульфоазотирование
одновременное насыщение поверхности изделийазотом, углеродом и серой
применяют для улучшения приработки,
повышения износостойкости и противозадирных
свойств, особенно при «сухом» и «полусухом»
трении
Процесс осуществляется при 560-620 С в
атмосфере аммиака и эндогаза с добавками
серосодержащих веществ H2S, CS2 и SO2
29
30. Борирование
- химико-термическая обработка насыщением поверхностных слоев стальныхизделий бором при температурах 900...950°С с образованием боридов.
Проводят с целью повышения износостойкости в условиях сухого трения и
абразивного изнашивания
30
31. Силицирование поверхностное или объёмное насыщение материала кремнием
позволяет повысить жаростойкость, т.е. сопротивление поверхности окислениюпри высоких температурах.
31
32. Металлизация
Цель - изменение состава, структуры исвойств поверхностного слоя стали
Новые свойства поверхности:
• высокая жаростойкость,
• коррозионная стойкость,
• повышенная износостойкость
• повышенная твердость.
32
33. Алитирование применяют при изготовлении клапанов автомобильных двигателей, лопаток и сопел газовых турбин
Новое свойство: высокаяокалиностойкость до
температуры 1100°С и
сопротивление
атмосферной коррозии
Твердость
алитированного слоя до
500 HV, износостойкость
низкая.
Структура
алитированного слоя
представляет собой
твердый раствор
алюминия в a-железе.
33
34. Алитирование защита от окисления при высоких температурах (700—900 °C и выше)
3435. Хромирование используется повышения жаростойкости, твердости и износостойкости, повышения коррозионной и эрозионной стойкости
Структура хромированного слоя зависит от содержания в стали углерода. Ввысокоуглеродистых сталях образуются карбиды железа.
Все карбидообразующие легирующие элементы - вольфрам, молибден, титан,
ванадий и т. д., увеличивают глубину хромированного слоя.
35
36.
Карбохромирование —для повышениятвердости, износостойкости, жаропрочности,
коррозионной стойкости материала.
Хромосилицирование —для повышенной
окалиностойкости и кислотостойкости,
повышенного сопротивления эрозии в области
высоких температур.
Хромоалитирование —для создания в
поверхности детали слоев с повышенной, по
отношению к хромированным деталям,
жаростойкостью, достигающей 900°С, и
эрозионной стойкостью.
36
37. Титанирование применяется для повышения коррозионной стойкости и кислотостойкости стали.
3738. Цинкова́ние покрытие металла слоем цинка для защиты от коррозии
3839. Толщина цинкового слоя зависит от температуры и продолжительности процесса цинкования и колеблется от 50 мкм до 1,5 мм
3940. Цинкова́ние Подходит для ровных или с небольшим изгибом поверхностей, не подверженным механическим воздействиям
4041.
https://onlinetestpad.com/mvopx4bpisvui41