










 Промышленность
ПромышленностьПохожие презентации:










Презентация к диплому Егоров 2
1. Разработка технологического процесса обработки выходного вала редуктора на станке с ЧПУ, оснащённого системой мониторинга
(ФГБОУ ВО «МГТУ «СТАНКИН»)Институт «Производственных технологий и
инжиниринга»
Кафедра «Высокоэффективные технологии
обработки»
Разработка технологического процесса обработки
выходного вала редуктора на станке с ЧПУ,
оснащённого системой мониторинга износа
инструментов.
Студент
Научный руководитель
Егоров С.М.
д.т.н. Козочкин М.П.
Москва, 2024 г.
2. Цель: Разработка технологического процесса обработки выходного вала редуктора на станке с ЧПУ, оснащённого системой мониторинга
износа инструментовЗадачи:
1) Разработать конструкторскую документацию на изделие
«Редуктор цилиндрический одноступенчатый вертикальный»
2) Разработать технологический процесс изготовления детали
редуктора «Вал выходной».
3) Определить рациональное место установки датчика вибрации на
обрабатывающем центре KTL 52/500 для создания системы
диагностики состояния режущего инструмента.
4) Дать примеры с описанием работы системы диагностики при
фрезеровании.
3.
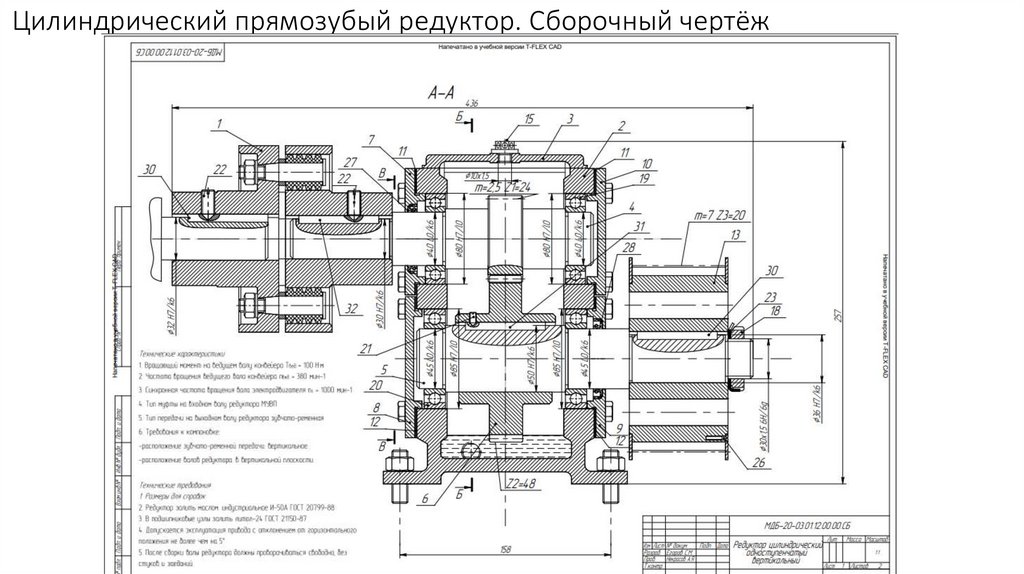
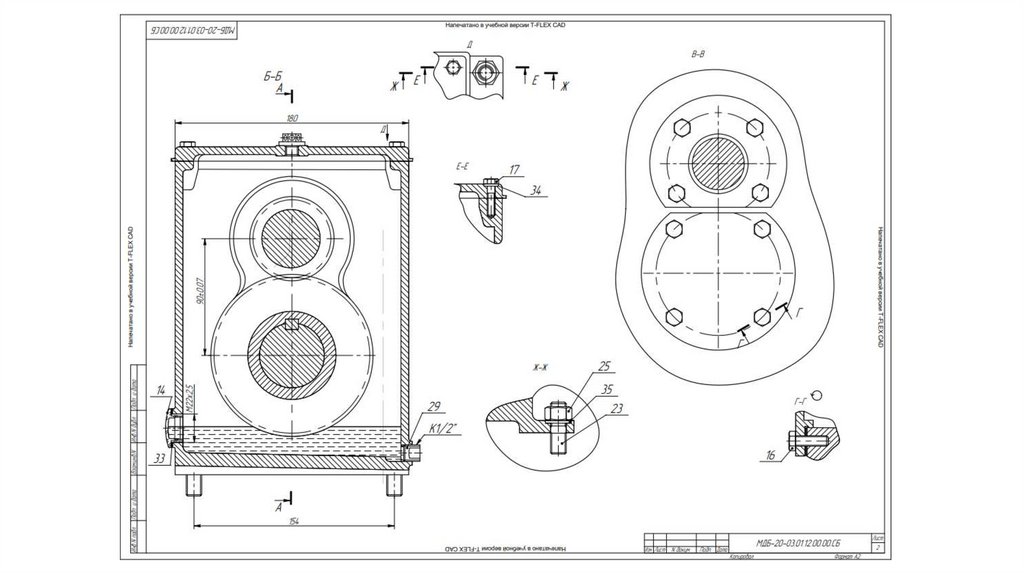
Цилиндрический прямозубый редуктор. Сборочный чертёж4.
5. Размерная цепь
6. Деталь- «Вал выходной»
7. Технологические наладки
8. Токарно-фрезерный центр с наклонной станиной KTL 52/500
Внешний вид токарнофрезерного центраРевольверная головка
Рабочее пространство станка
Шпиндельная бабка
9. Система виброакустической диагностики
Акселерометр и его схемаФункциональная схема системы
ВА диагностики
10. Расположение акселерометров на станке
Положение акселерометра на основанииревольверной головки для контроля токарных
операций.
Положение акселерометра на корпусе
ШБ для контроля фрезерных
операций
11. ВА диагностика шпоночной фрезы
Повреждения фрезИзмерение износа зуба фрезы
Обработка шпоночных пазов
12. ВА диагностика торцевой фрезы
Октавные спектры при фрезерованииострой и изношенной фрезами.
Пример записи вибраций во времени в октавной полосе 2
кГц при встречном фрезеровании новой (верхний график) и
изношенной торцевыми фрезами.
13. Заключение:
• Спроектированы и рассчитаны детали одноступенчатого редуктора спрямозубой передачей.
• Разработан технологический процесс изготовления детали «Вал
выходной».
• Определено рациональное место установки датчика вибрации на
обрабатывающем центре KTL 52/500 для создания системы
диагностики состояния режущего инструмента.
• Использована системы вибродиагностики для контроля состояния
инструмента при работе на обрабатывающем центре: выбрано
расположение акселерометра, алгоритм обработки вибросигнала.
• Приведены примеры ВА диагностики фрез на станках с ЧПУ.