 Промышленность
ПромышленностьПохожие презентации:










55
1.
Особенности сверл енияотверстий на ф резерны х
станках с ЧПУ
2.
В ведение: Почему сверление на ф резерны х станках с ЧПУ —это особы й процесс
Сверление на фрезерных станках с ЧПУ — это не просто
вспомогательная операция, а ключевой этап точной
механообработки, требующий особого внимания к деталям и
технологиям.
Сверление — критически важная операция для создания
функциональных деталей.
Станки с ЧПУ позволяют интегрировать сверление и фрезерование,
значительно повышая общую эффективность производства.
Выбор правильного инструмента, режимов резания и технологии
сверления напрямую влияет на качество, точность и шероховатость
обрабатываемых отверстий.
3.
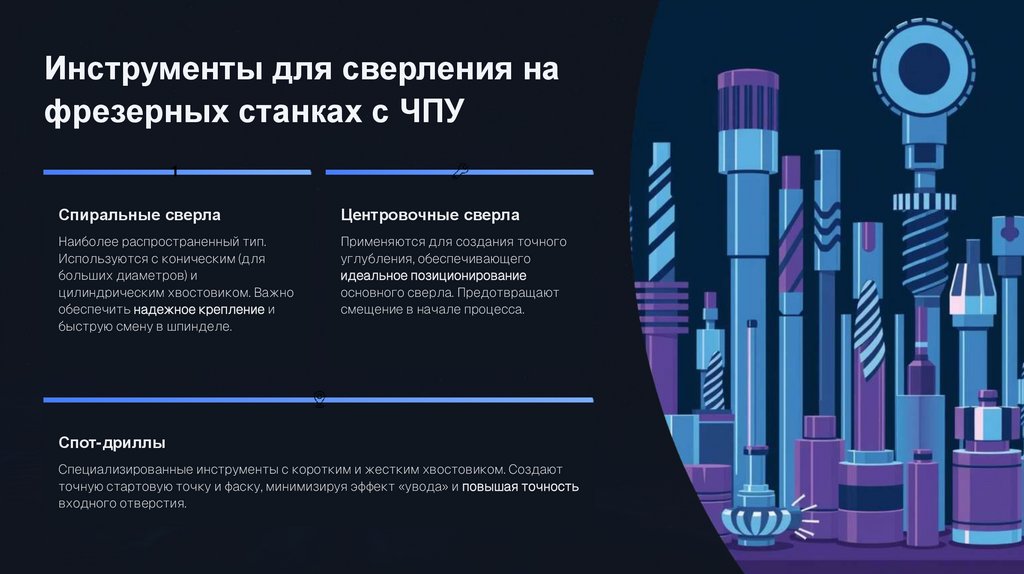
Инструменты для сверления нафрезерных станках с ЧПУ
1
Спиральные сверла
Центровочные сверла
Наиболее распространенный тип.
Используются с коническим (для
больших диаметров) и
цилиндрическим хвостовиком. Важно
обеспечить надежное крепление и
быструю смену в шпинделе.
Применяются для создания точного
углубления, обеспечивающего
идеальное позиционирование
основного сверла. Предотвращают
смещение в начале процесса.
Спот-дриллы
Специализированные инструменты с коротким и жестким хвостовиком. Создают
точную стартовую точку и фаску, минимизируя эффект «увода» и повышая точность
входного отверстия.
4.
Технологические особенности сверления нафрезерных станках
Вращение инструмента
Управление стружкой
Быстрая смена патронов
В отличие от токарных станков, на
фрезерных станках с ЧПУ
вращается сам инструмент, а
заготовка остается неподвижной
(или перемещается по осям X-Y).
Необходима механическая подача
и периодическое выполнение
цикла «вывод сверла — очистка»
(пекирование) для эффективного
удаления стружки из зоны
резания.
Использование высокоточных и
быстросменных патронов
(например, цанговых) позволяет
минимизировать время простоя и
значительно повысить общую
производительность.
Эффективность сверления на ЧПУ определяется не только скоростью резания, но и оптимизацией вспомогательных
движений, таких как подвод, отвод и смена инструмента.
5.
Глубокое сверление: вызовы и решения1
2
3
1
Вызов: Большая глубина
Глубина отверстия часто превышает его диаметр в 10, а иногда и в 30 раз (L/D > 10).
Это создает проблемы с отводом стружки и перегревом.
2
Решение: Сверла с внутренним СОЖ
Использование специальных глубоких сверл, подающих охлаждающую жидкость
прямо к зоне резания через внутренние каналы, критически важно для
стабилизации процесса.
3
Технологии BTA и Гандрил
Для сверления сверхглубоких и высокоточных отверстий применяются
специализированные методы, такие как BTA (Boring and Trepanning Association) и
гандриллинг (gun drilling).
Глубокое сверление требует жесткого контроля за
режимами, чтобы избежать вибраций и поломки
инструмента.
6.
Охл аждение и удаление стружки — залогкачества и дол говечности инструмента
Контрол ь давл ения
В нутренний подвод СОЖ
Обеспечивает эффективное
охлаждение режущей кромки и
вымывание стружки из глубоких
отверстий. Это значительно
продлевает срок службы
инструмента.
Высокое давление и достаточный
объем подачи СОЖ необходимы
для поддержания стабильной
температуры и предотвращения
заклинивания инструмента
стружкой.
Предотв ращение пробл ем
Правильный подвод СОЖ помогает
минимизировать риск перегрева,
чрезмерных вибраций и засорения
канавок, что критично для качества
стенок отверстия.
7.
Типичны е проблемы присверлении и способы их
предотв ращения
Слом сверл а
Возникает при слишком высокой подаче или недостаточной скорости вращения.
Предотвращение: точный расчет режимов резания и использование циклов
пекирования (прерывистая подача).
Смещение и неточность
Сверло «уходит» в начале обработки, особенно на наклонных поверхностях.
Предотвращение: обязательное использование центровочных или спот-сверл для
создания точной стартовой точки.
Б ы стры й износ кромки
Часто связан с неправильным углом заточки или недостаточным охлаждением.
Предотвращение: регулярный контроль инструмента, применение сверл из
высококачественных материалов (например, CBN).
8.
Особенности сверления различныхматериалов
Нержавеющая сталь
Алюминий и сплавы
Требует низких скоростей и
высокой подачи для
предотвращения наклепа.
Критически важно
интенсивное охлаждение и
жесткая оснастка.
Нуждаются в высоких
скоростях и сверлах с
полированными канавками
для легкого отвода мягкой
стружки. Часто
используется смазкаохлаждение.
Композиты и
пластики
Требуют специальных
геометрий сверл (с низким
углом спирали), чтобы
избежать расслоения,
сколов и перегрева
материала.
Тонкие листы
Применяются ступенчатые
или листовые сверла, а
также подкладные
материалы, чтобы
предотвратить
деформацию и задиры на
выходе.
9.
Практические рекомендациии современные тренды
Инструмент с покрытием
Использование сверл с CBN-шлифовкой и PVD/CVD-покрытиями
значительно повышает износостойкость и качество обработанной
поверхности отверстий.
Автоматизация и мониторинг
Внедрение автоматической смены инструмента и систем
мониторинга процесса сверления (контроль крутящего момента и
вибраций) повышает стабильность.
Цифровое моделирование
Применение ПО для симуляции режимов резания и оптимизации
траектории движения инструмента позволяет прогнозировать
результаты и предотвращать брак до начала работы.
10.
Ключ к успешному сверлениюЭф ф ектив ное СОЖ
Контроль подачи и давления
охлаждающей жидкости.
Удаление стружки
Оптимизация циклов
пекирования и отвода
стружки.
В недрение инноваций
Точны й инструмент
Постоянное обучение и
применение новых технологий.
Тщательный выбор сверла и
оснастки.
2
1
3
4
Соблюдение этих принципов обеспечивает высокую точность, качество и долговечность инструмента при сверлении отверстий на
фрезерных станках с ЧПУ.