




 Строительство
СтроительствоПохожие презентации:










Контроль качества монтажа металлоконструкций подвесных подкрановых путей
1.
Контроль качества монтажаметаллоконструкций
подвесных подкрановых
путей
Выпускная квалификационная работа магистра
по направлению 08.04.01 Строительство,
профиль Контроль и надзор в строительстве
Выполнил студент группы СТм-3803-03-20 Сергеев К. Н.
Руководитель – заведующий кафедрой строительного производства,
к.т.н., Чаганов А. Б.
2.
Актуальность темы (проблематика)Тема выбрана на основе профессионального опыта
автора, а также в связи с частым выявлением
нарушений и недостатков монтажа конструкций на
реальных производственных условиях.
3.
Цель исследованияПроведение мероприятий по контролю качества монтажа
металлоконструкций подкрановых путей в складском
здании города Кирова.
Задачи исследования
Изучение теоретических основ контроля качества
монтажа
Изучение нормативно-правовой базы и стандартов
контроля качества
Обзор технологий и методов контроля качества монтажа
Анализ основных дефектов при монтаже и факторов
влияния
Проведение экспериментального исследования качества
монтажных работ на реальном объекте
4.
Объект исследованияПроцесс монтажа металлоконструкций подвесных
подкрановых путей в промышленном строительстве
Предмет исследования
методы и технологии контроля качества монтажа
металлоконструкций подвесных подкрановых путей,
направленные на обеспечение соответствия
геометрических, прочностных и эксплуатационных
параметров нормативным требованиям
Научная новизна
практическое исследование контроля качества монтажа
металлоконструкций подвесных подкрановых путей с
целью выявления нарушений и оценки рисков и ошибок
при монтажных работах
5.
Нормативно-техническая базаФЗ от 27.12.2002 № 184-ФЗ «О техническом регулировании»
ФЗ от 30.12.2009 № 384-ФЗ «Технический регламент о
безопасности зданий и сооружений»
ГОСТ 23118-2012 «Конструкции стальные строительные.
Общие технические условия»
ГОСТ Р 54257-2010 «Надежность строительных конструкций и
оснований. Основные положения и требования»
СП 70.13330.2012 (СНиП 3.03.01-87) «Несущие и ограждающие
конструкции»
СП 20.13330.2016 «Нагрузки и воздействия»
ГОСТ Р 56944 – 2016 «Краны грузоподъемные. Пути
рельсовые крановые надземные. Общие технические
условия»
6.
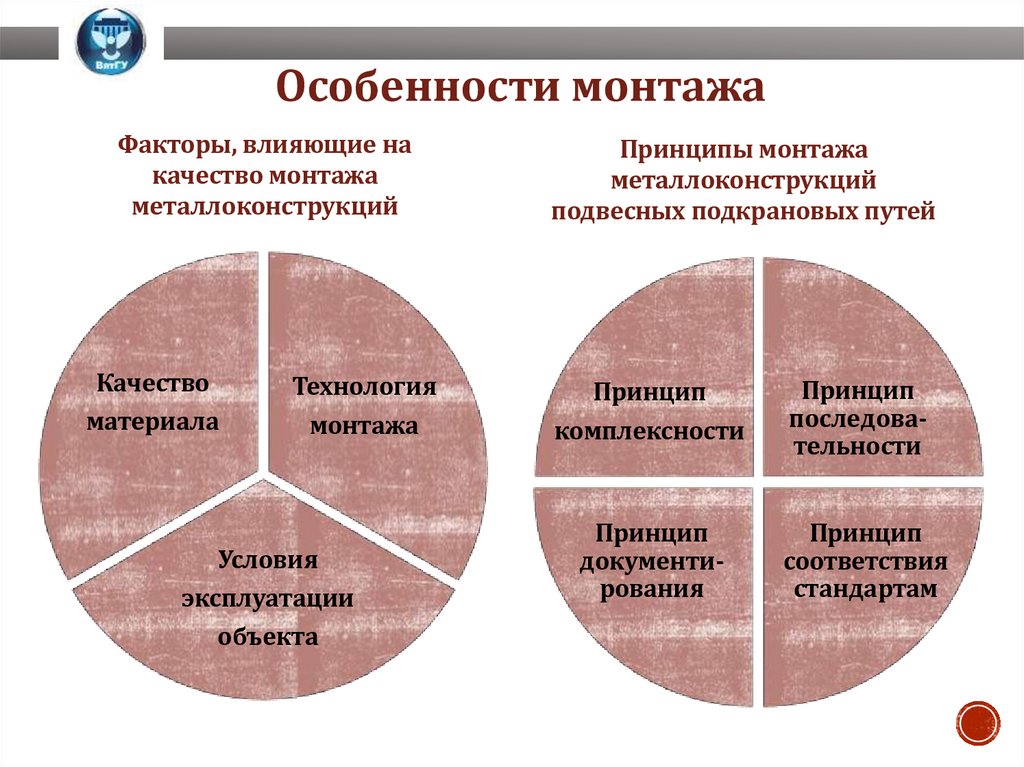
Особенности монтажаФакторы, влияющие на
качество монтажа
металлоконструкций
Качество
материала
Технология
монтажа
Условия
эксплуатации
объекта
Принципы монтажа
металлоконструкций
подвесных подкрановых путей
Принцип
комплексности
Принцип
последовательности
Принцип
документирования
Принцип
соответствия
стандартам
7.
Методы контроляИнструментальные
методы контроля
качества монтажа
металлоконструкций
Оптические
нивелиры
Лазерные
сканеры
Координатноизмерительные
НК и РК в монтаже подкрановых путей
Критерий
Неразрушающий
контроль (НК)
Разрушающий
контроль (РК)
Принцип
Физические
волны/поля без
разрушения
Нагрузка до
разрушения образца
Точность
0,1–2 мм (дефекты)
0,1–1% (свойства
материала)
Применение
Готовая конструкция
(швы, болты)
Образцы материалов
Скорость
Высокая (часы)
Низкая (дни)
Стоимость
(руб./тест)
1 000–10 000
5 000–50 000
Преимущества
Без повреждений, на
объекте
Точные
механические
данные
Недостатки
Косвенные данные,
квалификация
Разрушение,
выборочность
Стандарты
ГОСТ 14782
(ультразвук)
ГОСТ 1497
(растяжение),
Доля в
монтаже
80–90% (ежедневно)
10–20%
(сертификация)
Системы (КИС)
8.
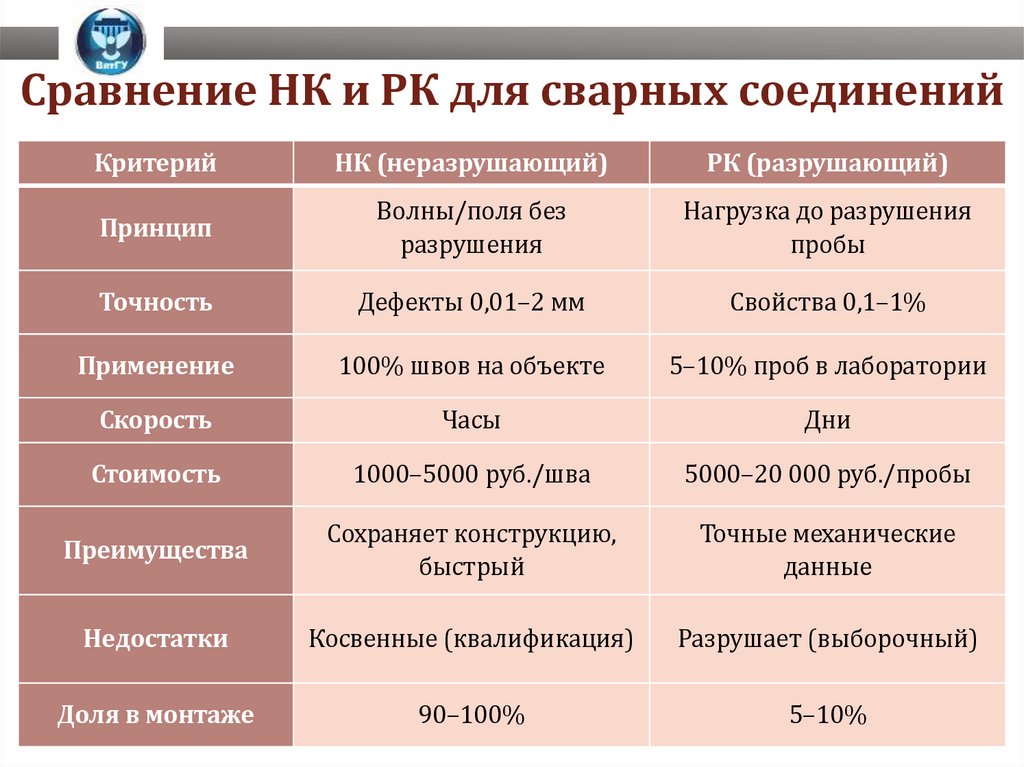
Сравнение НК и РК для сварных соединенийКритерий
НК (неразрушающий)
РК (разрушающий)
Принцип
Волны/поля без
разрушения
Нагрузка до разрушения
пробы
Точность
Дефекты 0,01–2 мм
Свойства 0,1–1%
Применение
100% швов на объекте
5–10% проб в лаборатории
Скорость
Часы
Дни
Стоимость
1000–5000 руб./шва
5000–20 000 руб./пробы
Преимущества
Сохраняет конструкцию,
быстрый
Точные механические
данные
Недостатки
Косвенные (квалификация)
Разрушает (выборочный)
Доля в монтаже
90–100%
5–10%
9.
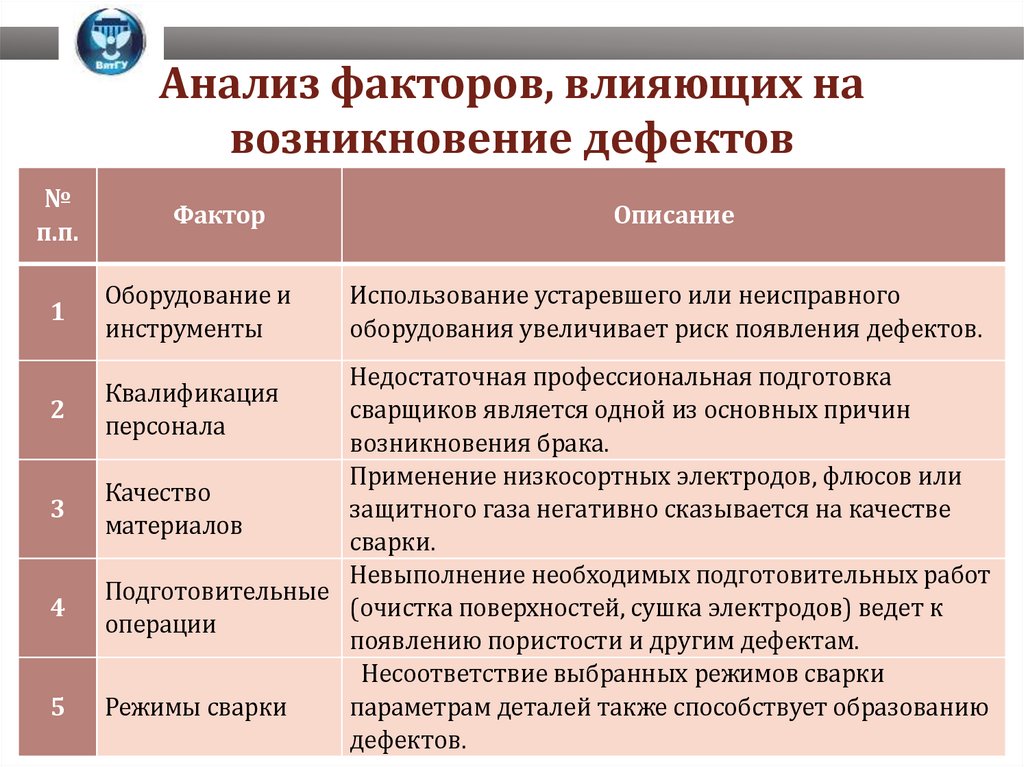
Анализ факторов, влияющих навозникновение дефектов
№
п.п.
Фактор
1
Оборудование и
инструменты
2
Квалификация
персонала
3
4
5
Описание
Использование устаревшего или неисправного
оборудования увеличивает риск появления дефектов.
Недостаточная профессиональная подготовка
сварщиков является одной из основных причин
возникновения брака.
Применение низкосортных электродов, флюсов или
Качество
защитного газа негативно сказывается на качестве
материалов
сварки.
Невыполнение необходимых подготовительных работ
Подготовительные
(очистка поверхностей, сушка электродов) ведет к
операции
появлению пористости и другим дефектам.
Несоответствие выбранных режимов сварки
Режимы сварки
параметрам деталей также способствует образованию
дефектов.
10.
Основные техническиехарактеристики исследуемого объекта
Адрес – г. Киров, ул. Мостовая, 25;
Функциональное назначение здания – производственное (склад);
Количество этажей – 1;
Размер здания в осях – 54,0х18,0м;
Высота здания до низа стальных ж/б балок – 10,8м;
Форма здания – прямоугольная;
Уровень ответственности здания – нормальный;
Степень огнестойкости – II;
Класс конструктивной пожарной опасности здания – С0;
Класс конструктивной пожарной опасности строительных конструкций – К0;
Класс функциональной пожарной опасности здания – Ф5.1;
Материал каркаса – сборный ж/б;
Сопряжение балок с колоннами – шарнирное.
11.
Начало монтажных работФотофиксация выставления отметок
Оборудование, используемое
при проведении
практического
исследования
12.
Фотофиксация монтажа подкрановых путей13.
Фотофиксация смонтированныхподкрановых балок
14.
Антикоррозионные составы,используемые на объекте
Обезжириватель
Грунтовка
Краска
15.
Выводы по исследованиюВсе элементы объекта смонтированы качественно, отклонения в
пределах нормы
Геометрические размеры соответствуют стандартам
Конструкции
материалы
изготовлены
точно,
использованы
качественные
Сварные швы прочные и герметичные, соответствуют ГОСТ
Антикоррозионная защита выполнена корректно, продлевает срок
службы
Монтаж проведен профессионалами с современным оборудованием
Технология соблюдена, исключены повреждения и деформации
16.
Рекомендации по исследованиюПовышение качества монтажа:
Повышение квалификации персонала
Применение цифровых инструментов мониторинга
Оптимизация логистических схем поставки
Внедрение современных материалов и решений
Четкая регламентация приёмки участков
Совершенствование системы контроля:
Автоматизация контроля геометрии и прочности
Увеличение объёма выборочного контроля
Регулярные внутренние инспекции
Создание базы данных типичных ошибок
Переход на электронный документооборот