
 Педагогика
ПедагогикаПохожие презентации:





")




Организация учебной практики по ручной дуговой сварке в рамках программы «Профессионалитет»
1.
Мастерапроизводственного
обучения
ПРОФЕССИОНАЛИТЕТ - 2025
2.
ПРОФЕССИОНАЛИТЕТ - 2025Итоговая аттестационная работа
по ДПП ПК «Особенности реализации новой образовательной технологии
«Профессионалитет» в деятельности мастеров производственного
обучения среднего профессионального образования»
Ф.И.О.
Новикова Елена Валерьевна
Код П / С 15.01.05
КГАПОУ «Красноярский техникум сварочных
МЕСТО
РАБОТЫ технологий и энергетики»
2
3.
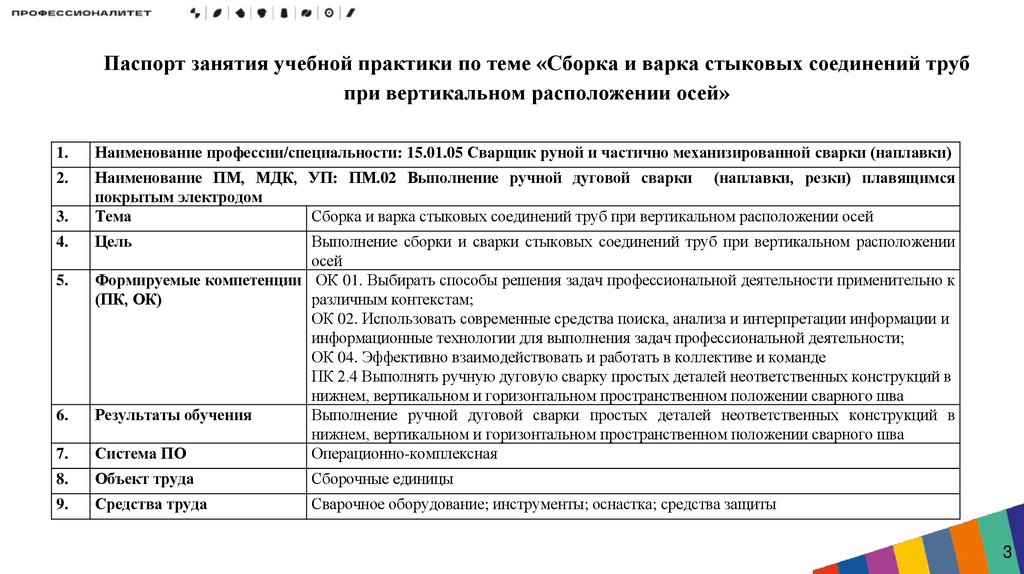
Паспорт занятия учебной практики по теме «Сборка и варка стыковых соединений трубпри вертикальном расположении осей»
1.
Наименование профессии/специальности: 15.01.05 Сварщик руной и частично механизированной сварки (наплавки)
2.
3.
Наименование ПМ, МДК, УП: ПМ.02 Выполнение ручной дуговой сварки (наплавки, резки) плавящимся
покрытым электродом
Тема
Сборка и варка стыковых соединений труб при вертикальном расположении осей
4.
Цель
7.
Выполнение сборки и сварки стыковых соединений труб при вертикальном расположении
осей
Формируемые компетенции ОК 01. Выбирать способы решения задач профессиональной деятельности применительно к
(ПК, ОК)
различным контекстам;
ОК 02. Использовать современные средства поиска, анализа и интерпретации информации и
информационные технологии для выполнения задач профессиональной деятельности;
ОК 04. Эффективно взаимодействовать и работать в коллективе и команде
ПК 2.4 Выполнять ручную дуговую сварку простых деталей неответственных конструкций в
нижнем, вертикальном и горизонтальном пространственном положении сварного шва
Результаты обучения
Выполнение ручной дуговой сварки простых деталей неответственных конструкций в
нижнем, вертикальном и горизонтальном пространственном положении сварного шва
Система ПО
Операционно-комплексная
8.
Объект труда
Сборочные единицы
9.
Средства труда
Сварочное оборудование; инструменты; оснастка; средства защиты
5.
6.
3
4.
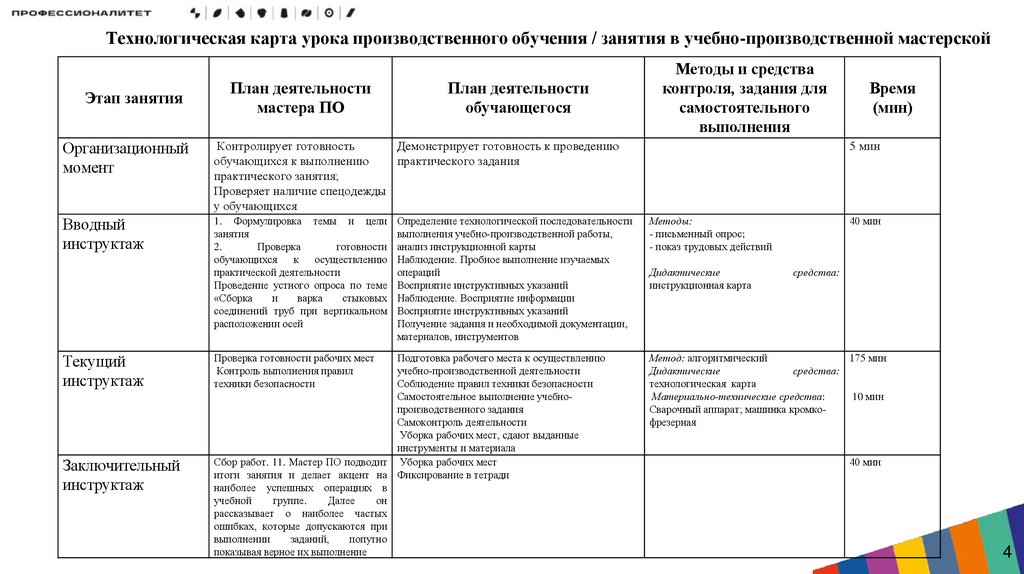
Технологическая карта урока производственного обучения / занятия в учебно-производственной мастерскойЭтап занятия
План деятельности
мастера ПО
План деятельности
обучающегося
Организационный
момент
Контролирует готовность
Демонстрирует готовность к проведению
обучающихся к выполнению
практического задания
практического занятия;
Проверяет наличие спецодежды
у обучающихся
Вводный
инструктаж
1. Формулировка темы и цели
занятия
2.
Проверка
готовности
обучающихся
к
осуществлению
практической деятельности
Проведение устного опроса по теме
«Сборка
и
варка
стыковых
соединений труб при вертикальном
расположении осей
Текущий
инструктаж
Заключительный
инструктаж
Проверка готовности рабочих мест
Контроль выполнения правил
техники безопасности
Определение технологической последовательности
выполнения учебно-производственной работы,
анализ инструкционной карты
Наблюдение. Пробное выполнение изучаемых
операций
Восприятие инструктивных указаний
Наблюдение. Восприятие информации
Восприятие инструктивных указаний
Получение задания и необходимой документации,
материалов, инструментов
Подготовка рабочего места к осуществлению
учебно-производственной деятельности
Соблюдение правил техники безопасности
Самостоятельное выполнение учебнопроизводственного задания
Самоконтроль деятельности
Уборка рабочих мест, сдают выданные
инструменты и материала
Сбор работ. 11. Мастер ПО подводит Уборка рабочих мест
итоги занятия и делает акцент на Фиксирование в тетради
наиболее успешных операциях в
учебной
группе.
Далее
он
рассказывает о наиболее частых
ошибках, которые допускаются при
выполнении
заданий,
попутно
показывая верное их выполнение
Методы и средства
контроля, задания для
самостоятельного
выполнения
Время
(мин)
5 мин
Методы:
- письменный опрос;
- показ трудовых действий
Дидактические
инструкционная карта
40 мин
средства:
Метод: алгоритмический
175 мин
Дидактические
средства:
технологическая карта
Материально-технические средства:
10 мин
Сварочный аппарат; машинка кромкофрезерная
40 мин
4
5.
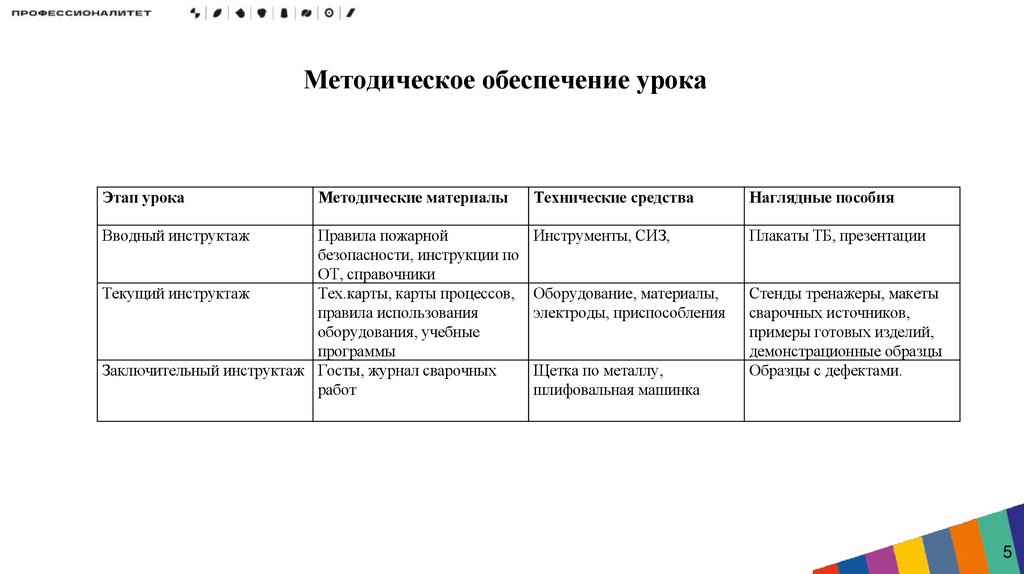
Методическое обеспечение урокаЭтап урока
Вводный инструктаж
Методические материалы
Правила пожарной
безопасности, инструкции по
ОТ, справочники
Текущий инструктаж
Тех.карты, карты процессов,
правила использования
оборудования, учебные
программы
Заключительный инструктаж Госты, журнал сварочных
работ
Технические средства
Наглядные пособия
Инструменты, СИЗ,
Плакаты ТБ, презентации
Оборудование, материалы,
электроды, приспособления
Стенды тренажеры, макеты
сварочных источников,
примеры готовых изделий,
демонстрационные образцы
Образцы с дефектами.
Щетка по металлу,
шлифовальная машинка
5
6.
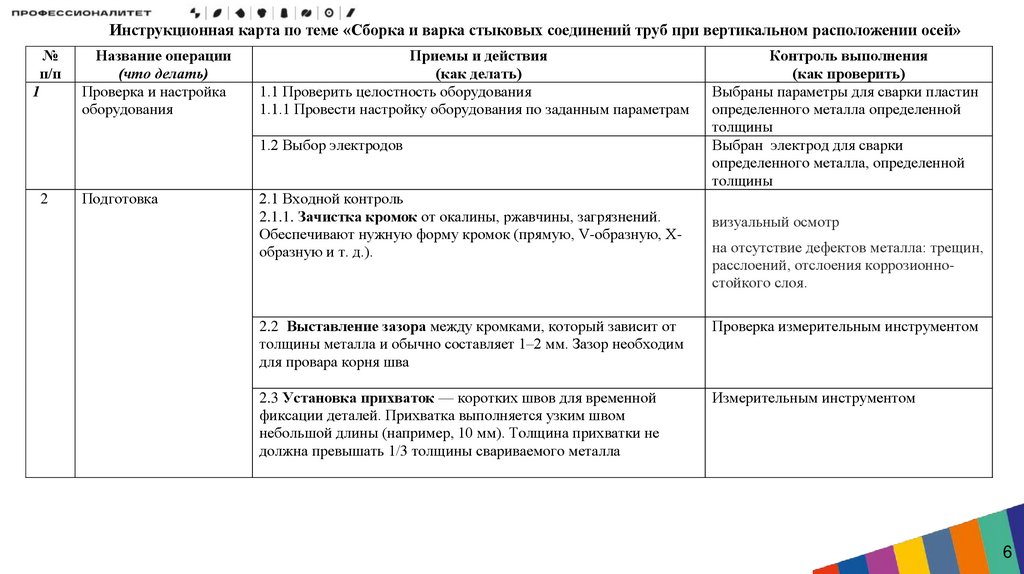
Инструкционная карта по теме «Сборка и варка стыковых соединений труб при вертикальном расположении осей»№
п/п
1
Название операции
(что делать)
Проверка и настройка
оборудования
Приемы и действия
(как делать)
1.1 Проверить целостность оборудования
1.1.1 Провести настройку оборудования по заданным параметрам
1.2 Выбор электродов
2
Подготовка
2.1 Входной контроль
2.1.1. Зачистка кромок от окалины, ржавчины, загрязнений.
Обеспечивают нужную форму кромок (прямую, V-образную, X
образную и т. д.).
Контроль выполнения
(как проверить)
Выбраны параметры для сварки пластин
определенного металла определенной
толщины
Выбран электрод для сварки
определенного металла, определенной
толщины
визуальный осмотр
на отсутствие дефектов металла: трещин,
расслоений, отслоения коррозионностойкого слоя.
2.2 Выставление зазора между кромками, который зависит от
толщины металла и обычно составляет 1–2 мм. Зазор необходим
для провара корня шва
Проверка измерительным инструментом
2.3 Установка прихваток — коротких швов для временной
фиксации деталей. Прихватка выполняется узким швом
небольшой длины (например, 10 мм). Толщина прихватки не
должна превышать 1/3 толщины свариваемого металла
Измерительным инструментом
6
7.
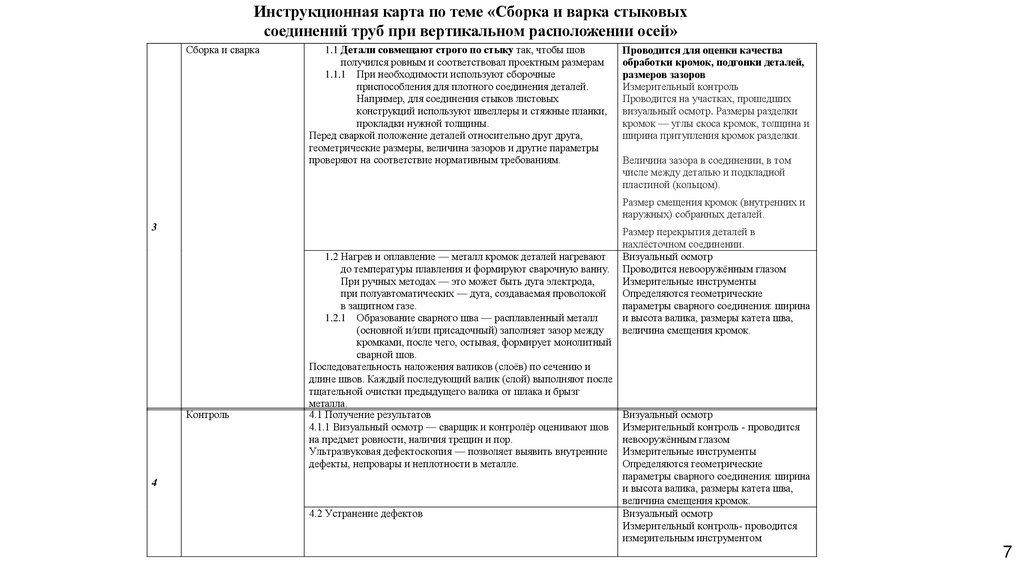
Инструкционная карта по теме «Сборка и варка стыковыхсоединений труб при вертикальном расположении осей»
Сборка и сварка
1.1 Детали совмещают строго по стыку так, чтобы шов
получился ровным и соответствовал проектным размерам
1.1.1 При необходимости используют сборочные
приспособления для плотного соединения деталей.
Например, для соединения стыков листовых
конструкций используют швеллеры и стяжные планки,
прокладки нужной толщины.
Перед сваркой положение деталей относительно друг друга,
геометрические размеры, величина зазоров и другие параметры
проверяют на соответствие нормативным требованиям.
Проводится для оценки качества
обработки кромок, подгонки деталей,
размеров зазоров
Измерительный контроль
Проводится на участках, прошедших
визуальный осмотр. Размеры разделки
кромок — углы скоса кромок, толщина и
ширина притупления кромок разделки.
Размер смещения кромок (внутренних и
наружных) собранных деталей.
Размер перекрытия деталей в
нахлёсточном соединении.
Визуальный осмотр
Проводится невооружённым глазом
Измерительные инструменты
Определяются геометрические
параметры сварного соединения: ширина
и высота валика, размеры катета шва,
величина смещения кромок.
3
Контроль
1.2 Нагрев и оплавление — металл кромок деталей нагревают
до температуры плавления и формируют сварочную ванну.
При ручных методах — это может быть дуга электрода,
при полуавтоматических — дуга, создаваемая проволокой
в защитном газе.
1.2.1 Образование сварного шва — расплавленный металл
(основной и/или присадочный) заполняет зазор между
кромками, после чего, остывая, формирует монолитный
сварной шов.
Последовательность наложения валиков (слоёв) по сечению и
длине швов. Каждый последующий валик (слой) выполняют после
тщательной очистки предыдущего валика от шлака и брызг
металла.
4.1 Получение результатов
4.1.1 Визуальный осмотр — сварщик и контролёр оценивают шов
на предмет ровности, наличия трещин и пор.
Ультразвуковая дефектоскопия — позволяет выявить внутренние
дефекты, непровары и неплотности в металле.
4
4.2 Устранение дефектов
Величина зазора в соединении, в том
числе между деталью и подкладной
пластиной (кольцом).
Визуальный осмотр
Измерительный контроль - проводится
невооружённым глазом
Измерительные инструменты
Определяются геометрические
параметры сварного соединения: ширина
и высота валика, размеры катета шва,
величина смещения кромок.
Визуальный осмотр
Измерительный контроль- проводится
измерительным инструментом
7
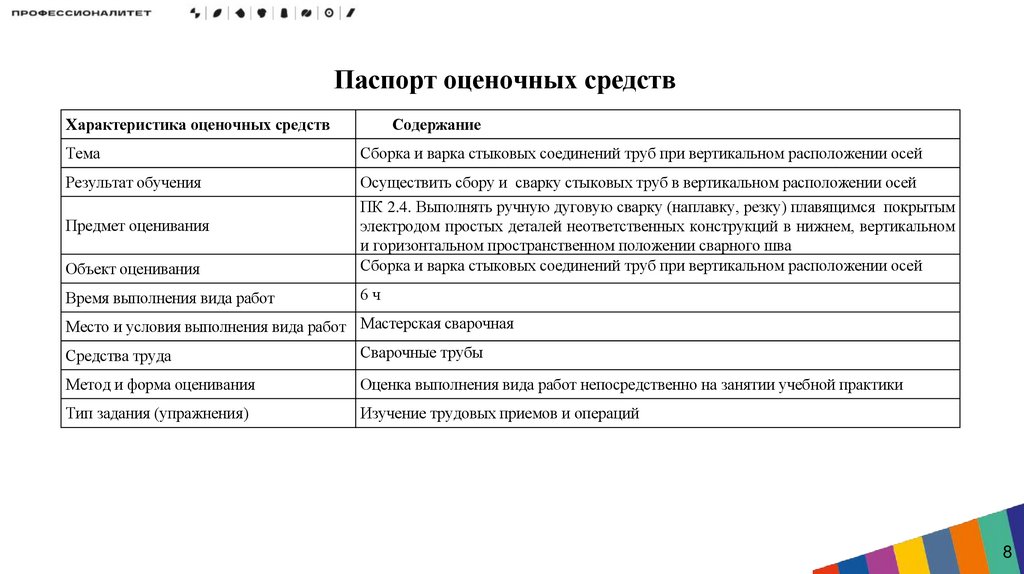
8.
Паспорт оценочных средствХарактеристика оценочных средств
Содержание
Тема
Сборка и варка стыковых соединений труб при вертикальном расположении осей
Результат обучения
Осуществить сбору и сварку стыковых труб в вертикальном расположении осей
Объект оценивания
ПК 2.4. Выполнять ручную дуговую сварку (наплавку, резку) плавящимся покрытым
электродом простых деталей неответственных конструкций в нижнем, вертикальном
и горизонтальном пространственном положении сварного шва
Сборка и варка стыковых соединений труб при вертикальном расположении осей
Время выполнения вида работ
6ч
Предмет оценивания
Место и условия выполнения вида работ Мастерская сварочная
Средства труда
Сварочные трубы
Метод и форма оценивания
Оценка выполнения вида работ непосредственно на занятии учебной практики
Тип задания (упражнения)
Изучение трудовых приемов и операций
8
9.
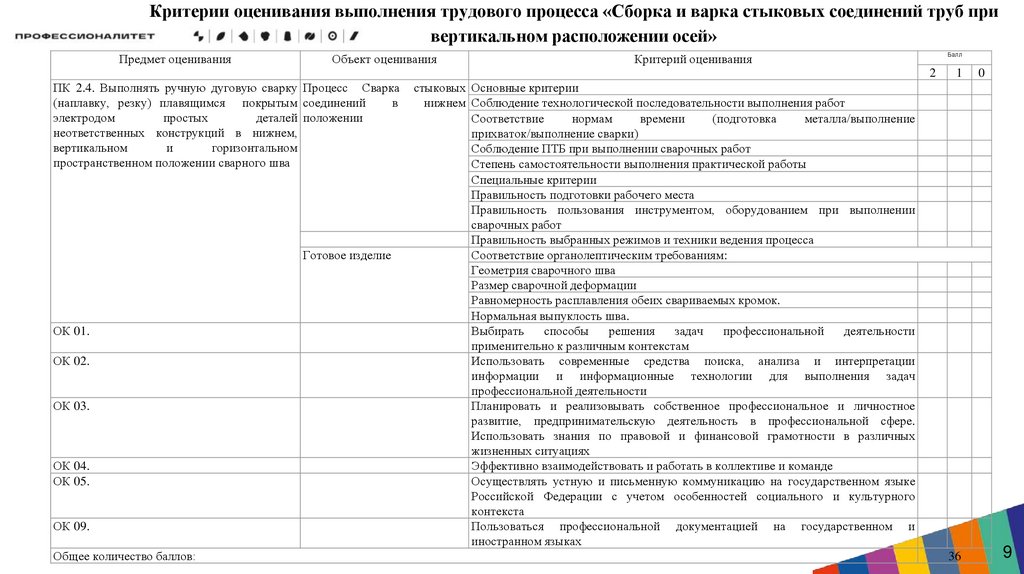
Критерии оценивания выполнения трудового процесса «Сборка и варка стыковых соединений труб привертикальном расположении осей»
Предмет оценивания
Объект оценивания
Балл
Критерий оценивания
2
ПК 2.4. Выполнять ручную дуговую сварку Процесс Сварка
(наплавку, резку) плавящимся покрытым соединений
в
электродом
простых
деталей положении
неответственных конструкций в нижнем,
вертикальном
и
горизонтальном
пространственном положении сварного шва
Готовое изделие
ОК 01.
ОК 02.
ОК 03.
ОК 04.
ОК 05.
ОК 09.
Общее количество баллов:
1
стыковых Основные критерии
нижнем Соблюдение технологической последовательности выполнения работ
Соответствие
нормам
времени
(подготовка
металла/выполнение
прихваток/выполнение сварки)
Соблюдение ПТБ при выполнении сварочных работ
Степень самостоятельности выполнения практической работы
Специальные критерии
Правильность подготовки рабочего места
Правильность пользования инструментом, оборудованием при выполнении
сварочных работ
Правильность выбранных режимов и техники ведения процесса
Соответствие органолептическим требованиям:
Геометрия сварочного шва
Размер сварочной деформации
Равномерность расплавления обеих свариваемых кромок.
Нормальная выпуклость шва.
Выбирать
способы
решения
задач
профессиональной
деятельности
применительно к различным контекстам
Использовать современные средства поиска, анализа и интерпретации
информации и информационные технологии для выполнения задач
профессиональной деятельности
Планировать и реализовывать собственное профессиональное и личностное
развитие, предпринимательскую деятельность в профессиональной сфере.
Использовать знания по правовой и финансовой грамотности в различных
жизненных ситуациях
Эффективно взаимодействовать и работать в коллективе и команде
Осуществлять устную и письменную коммуникацию на государственном языке
Российской Федерации с учетом особенностей социального и культурного
контекста
Пользоваться профессиональной документацией на государственном и
иностранном языках
36
0
9
10.
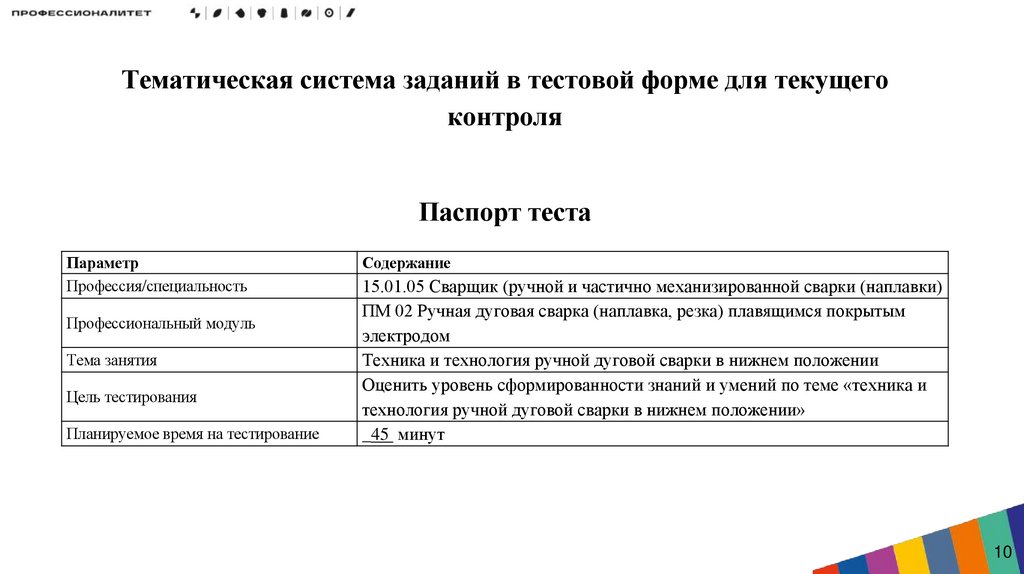
Тематическая система заданий в тестовой форме для текущегоконтроля
Паспорт теста
Параметр
Профессия/специальность
Профессиональный модуль
Тема занятия
Цель тестирования
Планируемое время на тестирование
Содержание
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ 02 Ручная дуговая сварка (наплавка, резка) плавящимся покрытым
электродом
Техника и технология ручной дуговой сварки в нижнем положении
Оценить уровень сформированности знаний и умений по теме «техника и
технология ручной дуговой сварки в нижнем положении»
_45 минут
10
11.
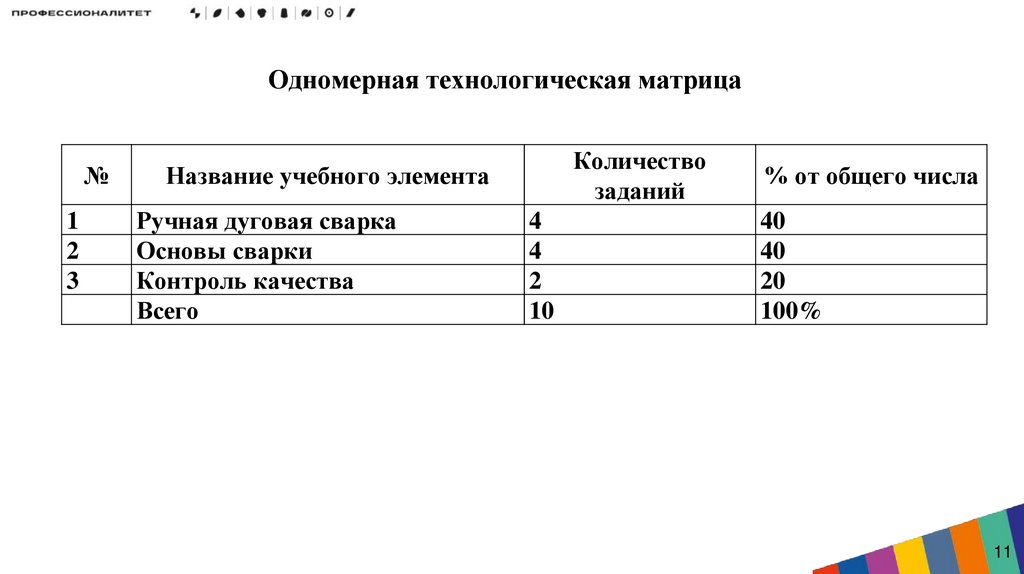
Одномерная технологическая матрица№
1
2
3
Количество
заданий
Название учебного элемента
Ручная дуговая сварка
Основы сварки
Контроль качества
Всего
4
4
2
10
% от общего числа
40
40
20
100%
11
12.
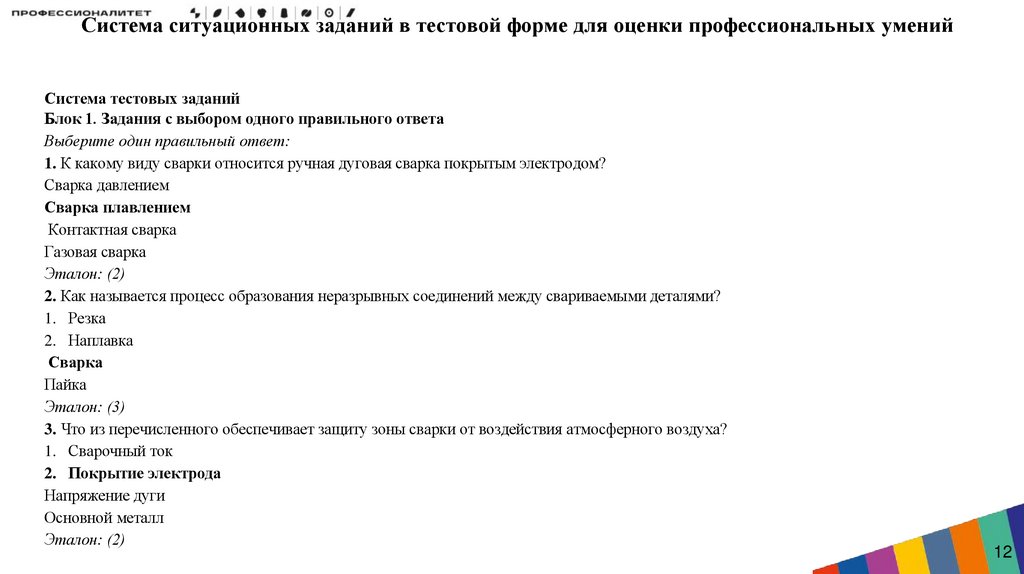
Система ситуационных заданий в тестовой форме для оценки профессиональных уменийСистема тестовых заданий
Блок 1. Задания с выбором одного правильного ответа
Выберите один правильный ответ:
1. К какому виду сварки относится ручная дуговая сварка покрытым электродом?
Сварка давлением
Сварка плавлением
Контактная сварка
Газовая сварка
Эталон: (2)
2. Как называется процесс образования неразрывных соединений между свариваемыми деталями?
1. Резка
2. Наплавка
Сварка
Пайка
Эталон: (3)
3. Что из перечисленного обеспечивает защиту зоны сварки от воздействия атмосферного воздуха?
1. Сварочный ток
2. Покрытие электрода
Напряжение дуги
Основной металл
Эталон: (2)
12
13.
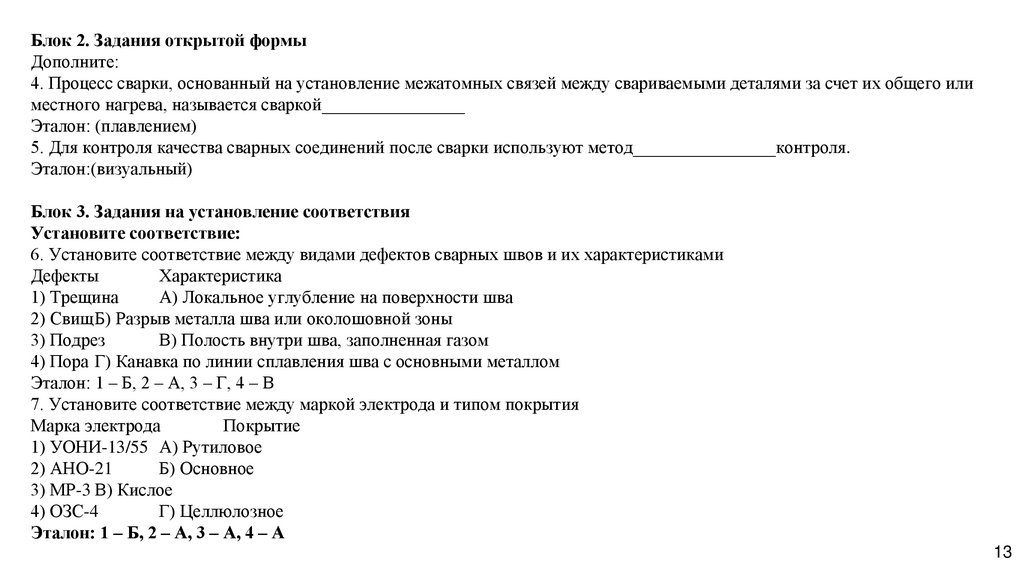
Блок 2. Задания открытой формыДополните:
4. Процесс сварки, основанный на установление межатомных связей между свариваемыми деталями за счет их общего или
местного нагрева, называется сваркой________________
Эталон: (плавлением)
5. Для контроля качества сварных соединений после сварки используют метод________________контроля.
Эталон:(визуальный)
Блок 3. Задания на установление соответствия
Установите соответствие:
6. Установите соответствие между видами дефектов сварных швов и их характеристиками
Дефекты
Характеристика
1) Трещина
А) Локальное углубление на поверхности шва
2) СвищБ) Разрыв металла шва или околошовной зоны
3) Подрез
В) Полость внутри шва, заполненная газом
4) Пора Г) Канавка по линии сплавления шва с основными металлом
Эталон: 1 – Б, 2 – А, 3 – Г, 4 – В
7. Установите соответствие между маркой электрода и типом покрытия
Марка электрода
Покрытие
1) УОНИ-13/55 А) Рутиловое
2) АНО-21
Б) Основное
3) МР-3 В) Кислое
4) ОЗС-4
Г) Целлюлозное
Эталон: 1 – Б, 2 – А, 3 – А, 4 – А
13
14.
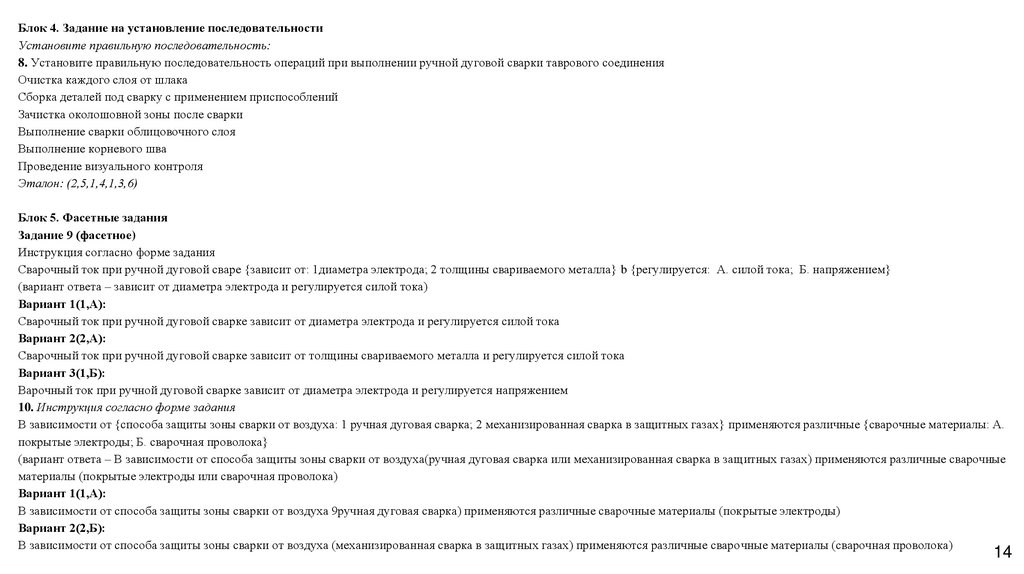
Блок 4. Задание на установление последовательностиУстановите правильную последовательность:
8. Установите правильную последовательность операций при выполнении ручной дуговой сварки таврового соединения
Очистка каждого слоя от шлака
Сборка деталей под сварку с применением приспособлений
Зачистка околошовной зоны после сварки
Выполнение сварки облицовочного слоя
Выполнение корневого шва
Проведение визуального контроля
Эталон: (2,5,1,4,1,3,6)
Блок 5. Фасетные задания
Задание 9 (фасетное)
Инструкция согласно форме задания
Сварочный ток при ручной дуговой сваре {зависит от: 1диаметра электрода; 2 толщины свариваемого металла} b {регулируется: А. силой тока; Б. напряжением}
(вариант ответа – зависит от диаметра электрода и регулируется силой тока)
Вариант 1(1,А):
Сварочный ток при ручной дуговой сварке зависит от диаметра электрода и регулируется силой тока
Вариант 2(2,А):
Сварочный ток при ручной дуговой сварке зависит от толщины свариваемого металла и регулируется силой тока
Вариант 3(1,Б):
Варочный ток при ручной дуговой сварке зависит от диаметра электрода и регулируется напряжением
10. Инструкция согласно форме задания
В зависимости от {способа защиты зоны сварки от воздуха: 1 ручная дуговая сварка; 2 механизированная сварка в защитных газах} применяются различные {сварочные материалы: А.
покрытые электроды; Б. сварочная проволока}
(вариант ответа – В зависимости от способа защиты зоны сварки от воздуха(ручная дуговая сварка или механизированная сварка в защитных газах) применяются различные сварочные
материалы (покрытые электроды или сварочная проволока)
Вариант 1(1,А):
В зависимости от способа защиты зоны сварки от воздуха 9ручная дуговая сварка) применяются различные сварочные материалы (покрытые электроды)
Вариант 2(2,Б):
В зависимости от способа защиты зоны сварки от воздуха (механизированная сварка в защитных газах) применяются различные сварочные материалы (сварочная проволока)
14
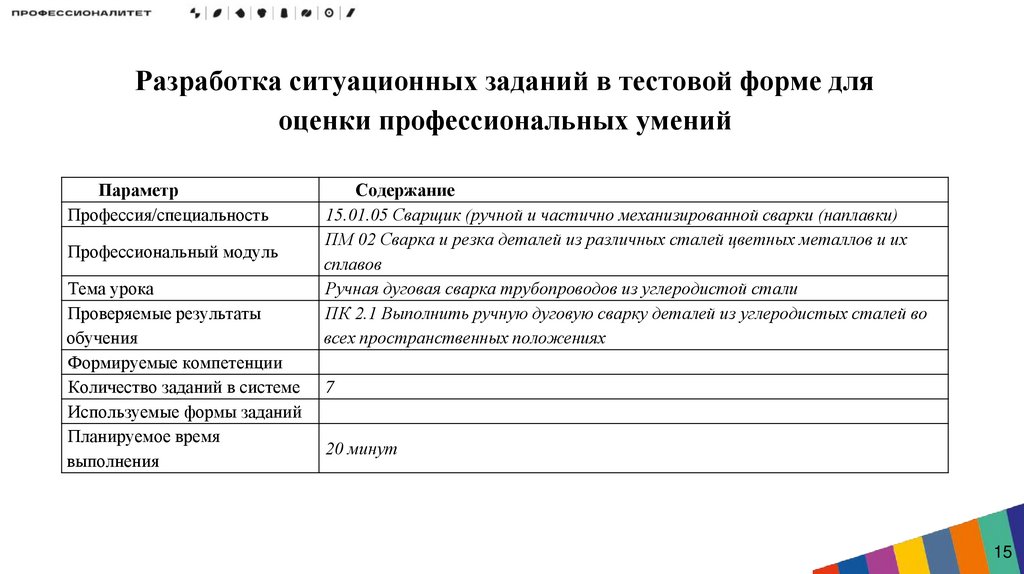
15.
Разработка ситуационных заданий в тестовой форме дляоценки профессиональных умений
Параметр
Профессия/специальность
Профессиональный модуль
Тема урока
Проверяемые результаты
обучения
Формируемые компетенции
Количество заданий в системе
Используемые формы заданий
Планируемое время
выполнения
Содержание
15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ 02 Сварка и резка деталей из различных сталей цветных металлов и их
сплавов
Ручная дуговая сварка трубопроводов из углеродистой стали
ПК 2.1 Выполнить ручную дуговую сварку деталей из углеродистых сталей во
всех пространственных положениях
7
20 минут
15
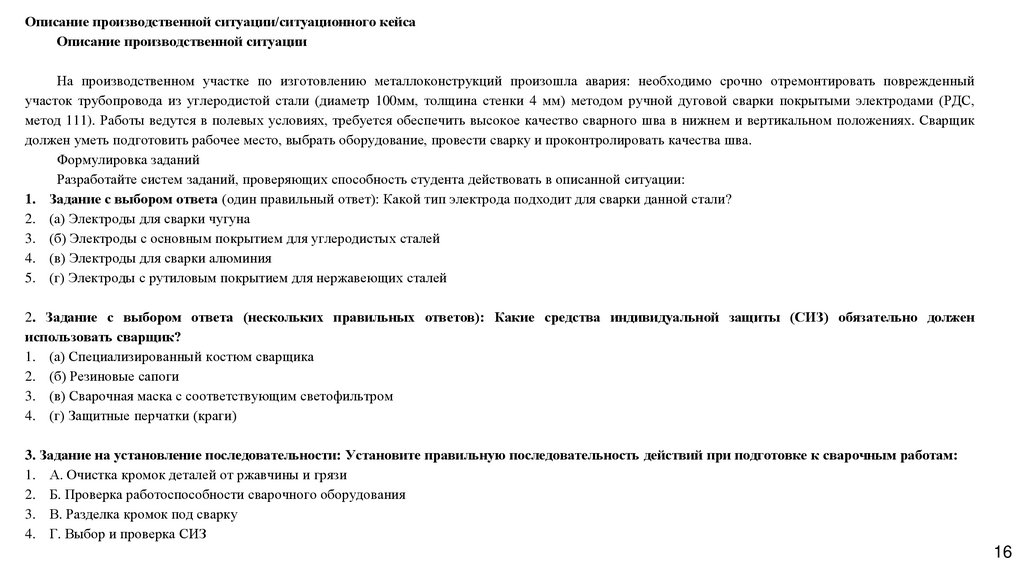
16.
Описание производственной ситуации/ситуационного кейсаОписание производственной ситуации
На производственном участке по изготовлению металлоконструкций произошла авария: необходимо срочно отремонтировать поврежденный
участок трубопровода из углеродистой стали (диаметр 100мм, толщина стенки 4 мм) методом ручной дуговой сварки покрытыми электродами (РДС,
метод 111). Работы ведутся в полевых условиях, требуется обеспечить высокое качество сварного шва в нижнем и вертикальном положениях. Сварщик
должен уметь подготовить рабочее место, выбрать оборудование, провести сварку и проконтролировать качества шва.
Формулировка заданий
Разработайте систем заданий, проверяющих способность студента действовать в описанной ситуации:
1. Задание с выбором ответа (один правильный ответ): Какой тип электрода подходит для сварки данной стали?
2. (а) Электроды для сварки чугуна
3. (б) Электроды с основным покрытием для углеродистых сталей
4. (в) Электроды для сварки алюминия
5. (г) Электроды с рутиловым покрытием для нержавеющих сталей
2. Задание с выбором ответа (нескольких правильных ответов): Какие средства индивидуальной защиты (СИЗ) обязательно должен
использовать сварщик?
1. (а) Специализированный костюм сварщика
2. (б) Резиновые сапоги
3. (в) Сварочная маска с соответствующим светофильтром
4. (г) Защитные перчатки (краги)
3. Задание на установление последовательности: Установите правильную последовательность действий при подготовке к сварочным работам:
1. А. Очистка кромок деталей от ржавчины и грязи
2. Б. Проверка работоспособности сварочного оборудования
3. В. Разделка кромок под сварку
4. Г. Выбор и проверка СИЗ
16
17.
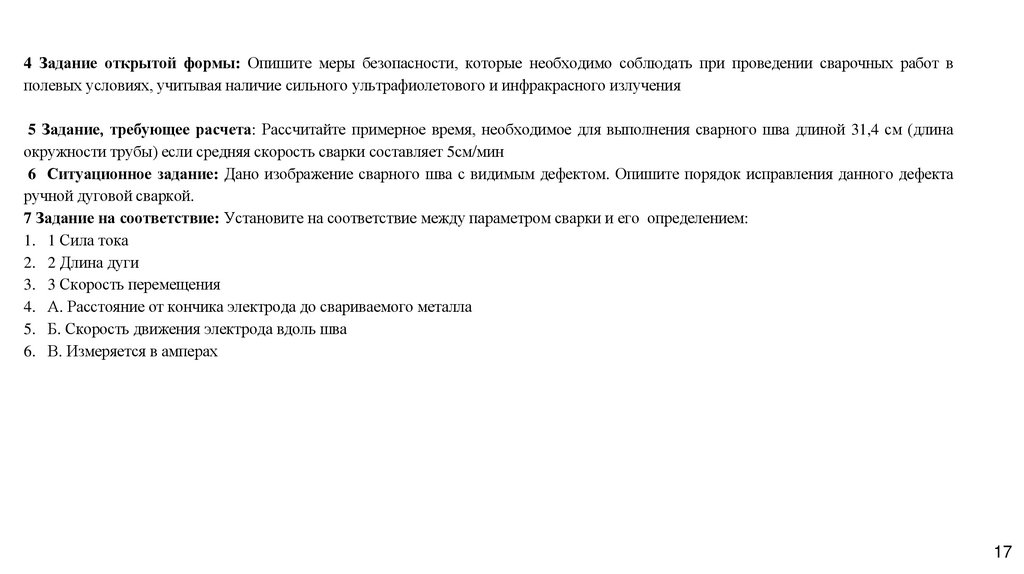
4 Задание открытой формы: Опишите меры безопасности, которые необходимо соблюдать при проведении сварочных работ вполевых условиях, учитывая наличие сильного ультрафиолетового и инфракрасного излучения
5 Задание, требующее расчета: Рассчитайте примерное время, необходимое для выполнения сварного шва длиной 31,4 см (длина
окружности трубы) если средняя скорость сварки составляет 5см/мин
6 Ситуационное задание: Дано изображение сварного шва с видимым дефектом. Опишите порядок исправления данного дефекта
ручной дуговой сваркой.
7 Задание на соответствие: Установите на соответствие между параметром сварки и его определением:
1. 1 Сила тока
2. 2 Длина дуги
3. 3 Скорость перемещения
4. А. Расстояние от кончика электрода до свариваемого металла
5. Б. Скорость движения электрода вдоль шва
6. В. Измеряется в амперах
17
18.
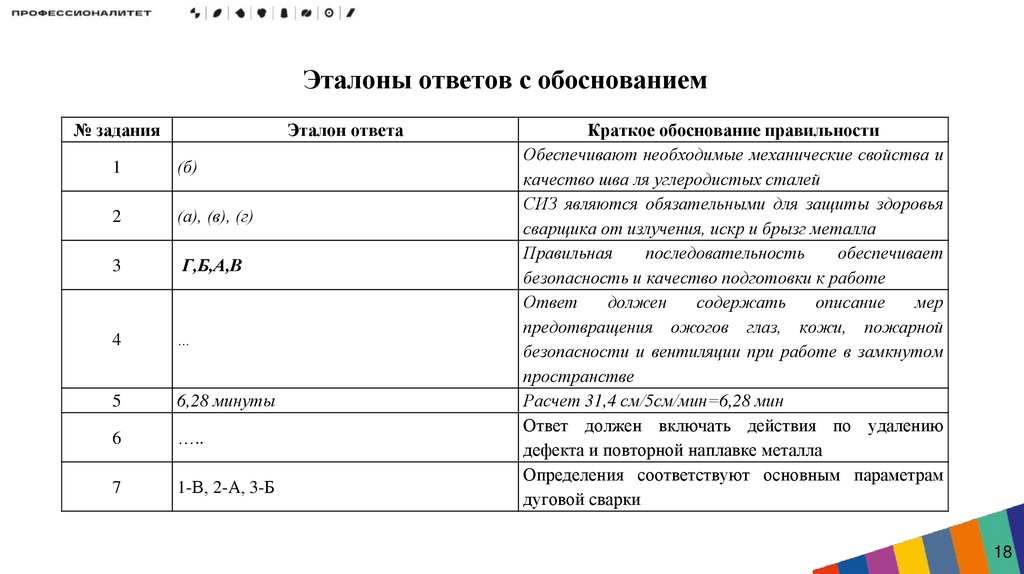
Эталоны ответов с обоснованием№ задания
Эталон ответа
1
(б)
2
(а), (в), (г)
3
Г,Б,А,В
4
…
5
6,28 минуты
6
…..
7
1-В, 2-А, 3-Б
Краткое обоснование правильности
Обеспечивают необходимые механические свойства и
качество шва ля углеродистых сталей
СИЗ являются обязательными для защиты здоровья
сварщика от излучения, искр и брызг металла
Правильная
последовательность
обеспечивает
безопасность и качество подготовки к работе
Ответ
должен
содержать
описание
мер
предотвращения ожогов глаз, кожи, пожарной
безопасности и вентиляции при работе в замкнутом
пространстве
Расчет 31,4 см/5см/мин=6,28 мин
Ответ должен включать действия по удалению
дефекта и повторной наплавке металла
Определения соответствуют основным параметрам
дуговой сварки
18