

























































 Промышленность
ПромышленностьПохожие презентации:










Слесарное дело (основы технологии машиностроения)
1.
Слесарное делоСтарший преподаватель
к.т.н. Наконечная Ксения Васильевна
Контакты:
nakonechnaya.k@gubkin.ru
Ауд. 117-А,
2.
• Роль и место слесарных работ в промышленном производстве• Профессия «слесарь» на современном машиностроительном
предприятии является одной из наиболее распространенных.
• Каждая из групп слесарей характеризуется специфическими для
их работы знаниями и профессиональными умениями. Однако
основной базой для каждого слесаря является владение
общеслесарными операциями, представляющими собой
«каркас», «кирпичики» слесарного мастерства. К ним относятся
разметка, рубка, правка, гибка, резка, опиливание, сверление,
зенкерование и развертывание отверстий, нарезание резьбы.
3. Классификация и маркировка сталей
•Сталями принято называтьсплавы железа с углеродом, если
углерода содержится до 2,14%.
4. Классификация сталей по химическому составу
•Углеродистая, если в марке нет буквлегирующих элементов: Ст5, 45, У8А.
•Легированная, если в марке есть буквы
легирующих элементов: 40Х, ХВСГ.
5. Обозначение легирующих элементов, входящих в состав стали
• А – азот• К – кобальт
• Т – титан
• Б – ниобий
• М – молибден
• Ф – ванадий
• В – вольфрам
• Н – никель
• Х - хром
• Г – марганец
• П – фосфор
• Ц – цирконий
• Д – медь
• Р – бор
• Ю – алюминий
• Е – селен
• С – кремний
• Ч – редкоземельные Ме
6. Классификация сталей по назначению
• Конструкционная, если марка начинается сдвух цифр или с букв Ст: Ст4, 30, 40Х.
• Инструментальная, если марка начинается
с одной цифры или в начале марки цифр
нет: 6ХВГ, ХВГ, У13А.
• С особыми свойствами (нержавеющие
20Х13, жаропрочные 15ХМ, жаростойкие
Х8СМ).
7. Классификация сталей по качеству
• Обыкновенного качества, если вначале марки есть буквы Ст: Ст6.
• Качественная, если в начале
марки нет букв Ст, а в конце нет
буквы А: 45, У7.
• Высококачественная, если в
конце марки есть буква А: У8А,
30ХМА.
8. Содержание углерода в стали
• Буквы Ст в начале марки указывают, чтохимический состав по марке не определяется: Ст3.
• Две цифры в начале марки показывают сотые
доли процента углерода: 50.
• Одна цифра в начале марки или цифры после
начальной буквы У показывают десятые доли
процента углерода: 5ХНСВ, У13.
• Отсутствие цифр в начале марки (кроме марок,
начинающихся с буквы У) указывает на наличие
около одного процента углерода: Х.
9. Содержание легирующих элементов в стали
• Отсутствие цифр после букв легирующих элементовуказывает на наличие около одного процента легирующих
элементов: 40ХС.
• Цифры после букв легирующих элементов показывают
целые единицы процента легирующих элементов: Х13.
10. Расшифровка марок сталей
45– сталь углеродистая (нет букв легирующих элементов),
конструкционная (марка начинается с двух цифр), качественная (нет
букв Ст в начале, а в конце нет буквы А). В стали примерно 0,45%
углерода (две цифры в начале марки).
У8А
– сталь углеродистая (нет букв легирующих элементов),
инструментальная (в начале марки нет цифр), высококачественная (в
конце марки буква А). В стали примерно 0,8% углерода (одна цифра в
начале марки).
30ХГС – сталь легированная (есть буквы легирующих элементов),
конструкционная (марка начинается с двух цифр), качественная (в
начале нет букв Ст, а в конце нет буквы А). В стали примерно 0,3%
углерода (две цифры в начале марки), до 1% хрома (Х), марганца (Г),
кремния (С), на что указывает отсутствие цифр после букв легирующих
элементов.
Ст5
– сталь углеродистая (нет букв легирующих элементов),
конструкционная (марка начинается с букв Ст), обыкновенного качества
( в начале есть буквы Ст). Химический состав по марке не определяется
(буквы Ст в начале марки).
11.
• К основным механическим свойствам относятсяпрочность, пластичность, твердость и износостойкость.
• Под прочностью понимается способность материала
сопротивляться деформации или разрушению под
действием внешних сил.
• Пластичность - это способность твердых материалов
изменять без разрушения форму и размеры под
влиянием внешней нагрузки, устойчиво сохраняя
полученную форму и размеры после снятия нагрузки.
• Твердость - это способность материала сопротивляться
проникновению в него инородного тела, например,
шарика при испытании материала на твердость по
методу Бринелля.
• Износостойкость - это способность материала
сопротивляться поверхностному разрушению под
действием внешнего трения.
12. Методы определения твердости
HBHRC
HV
13.
14.
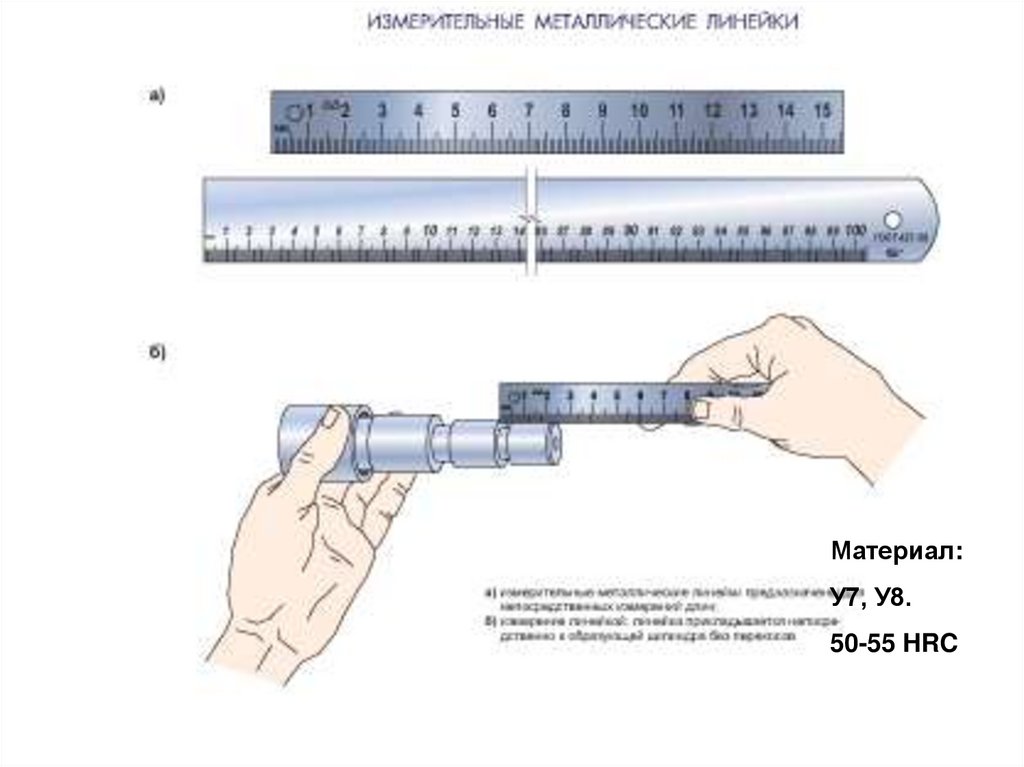
•Контрольно-измерительныеинструменты
Приемы использования измерительной линейки:
а - неправильный; б, в- правильные
15.
Материал:У7, У8.
50-55 HRC
16.
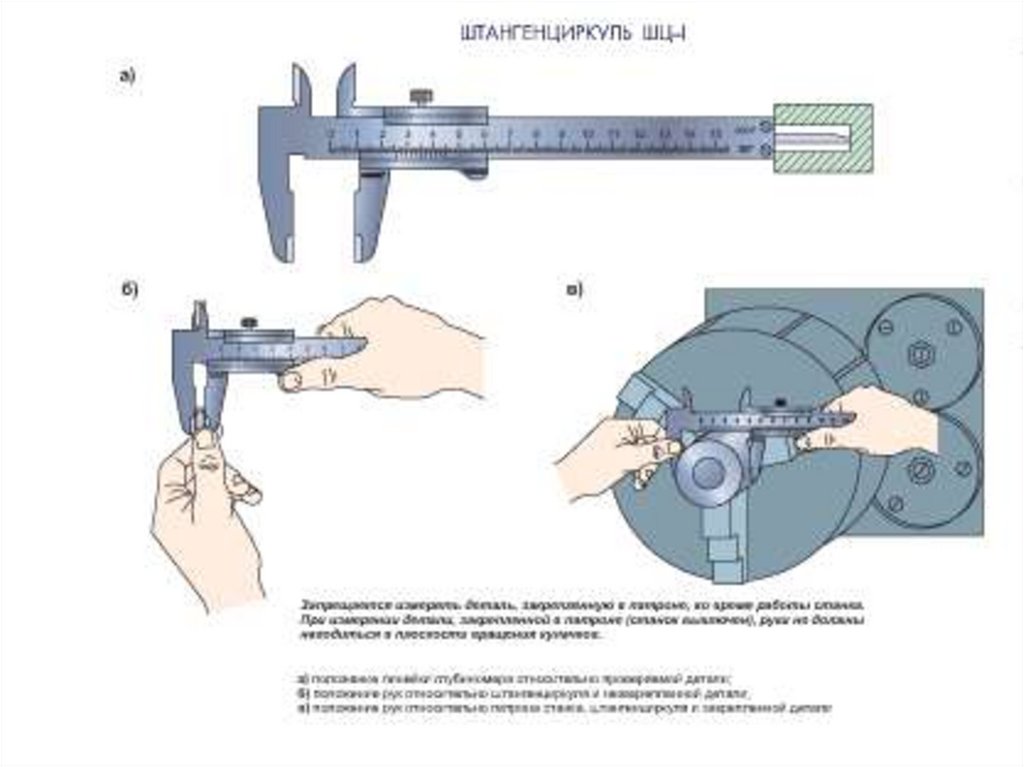
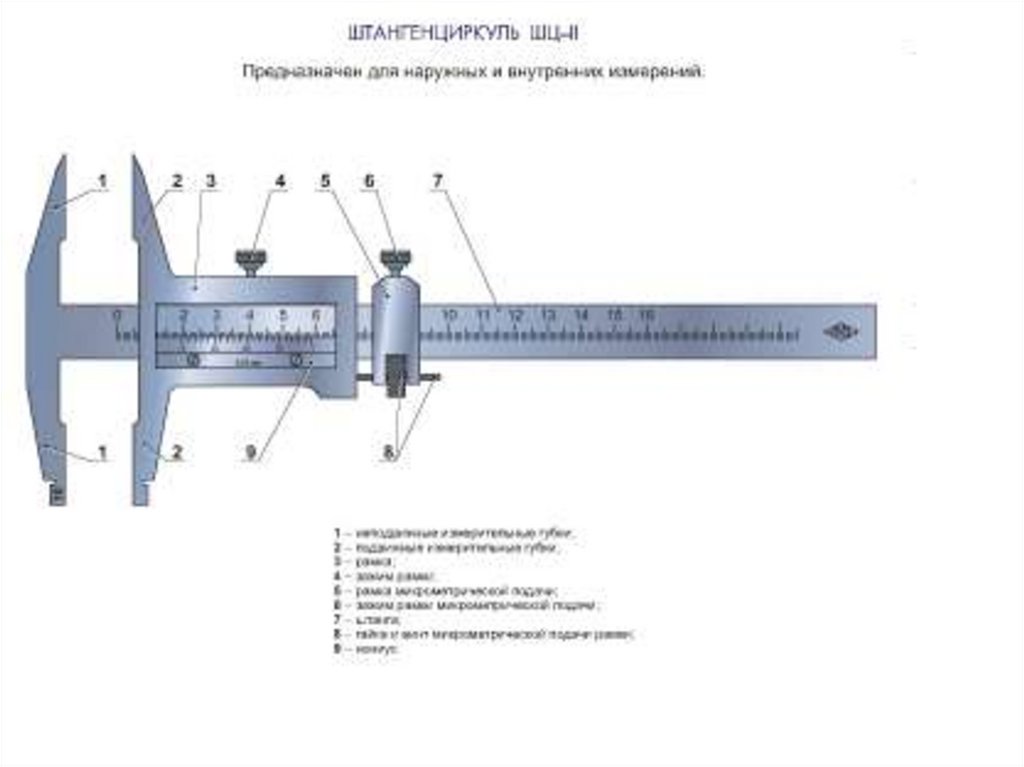
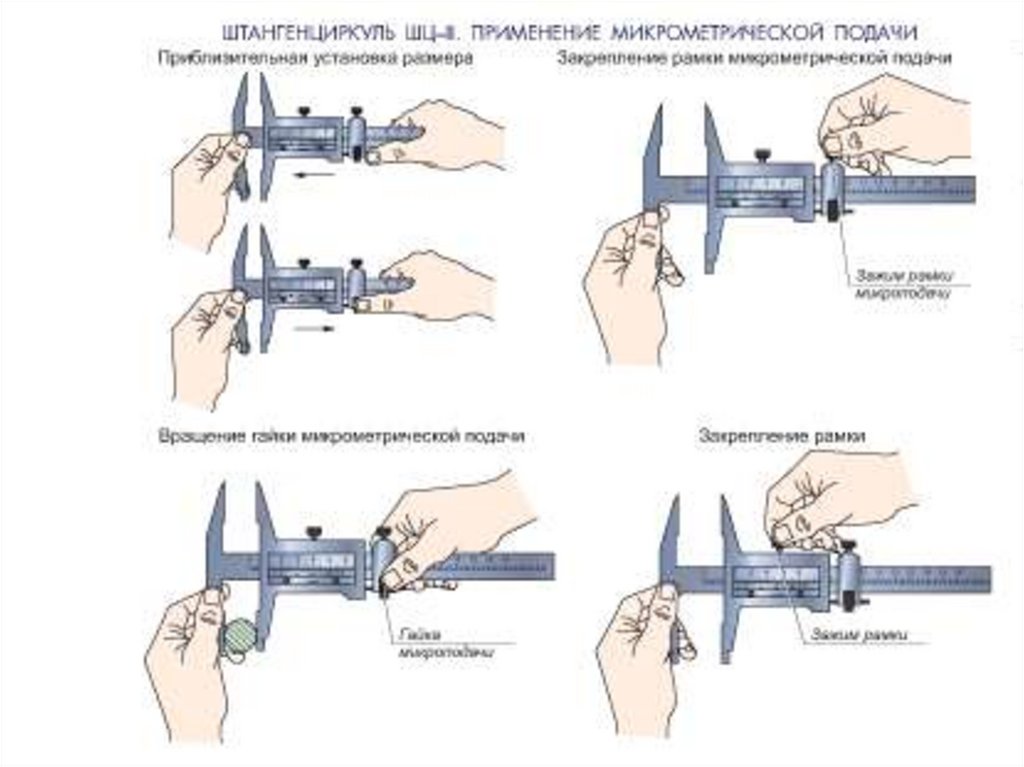
Штангенинструменты предназначены для абсолютных измерений линейныхразмеров. Штангенциркуль предназначен для измерения наружных и
внутренних размеров
Материал:
У7А, У8А.
56-62 HRC
17.
18.
19.
20.
21.
22.
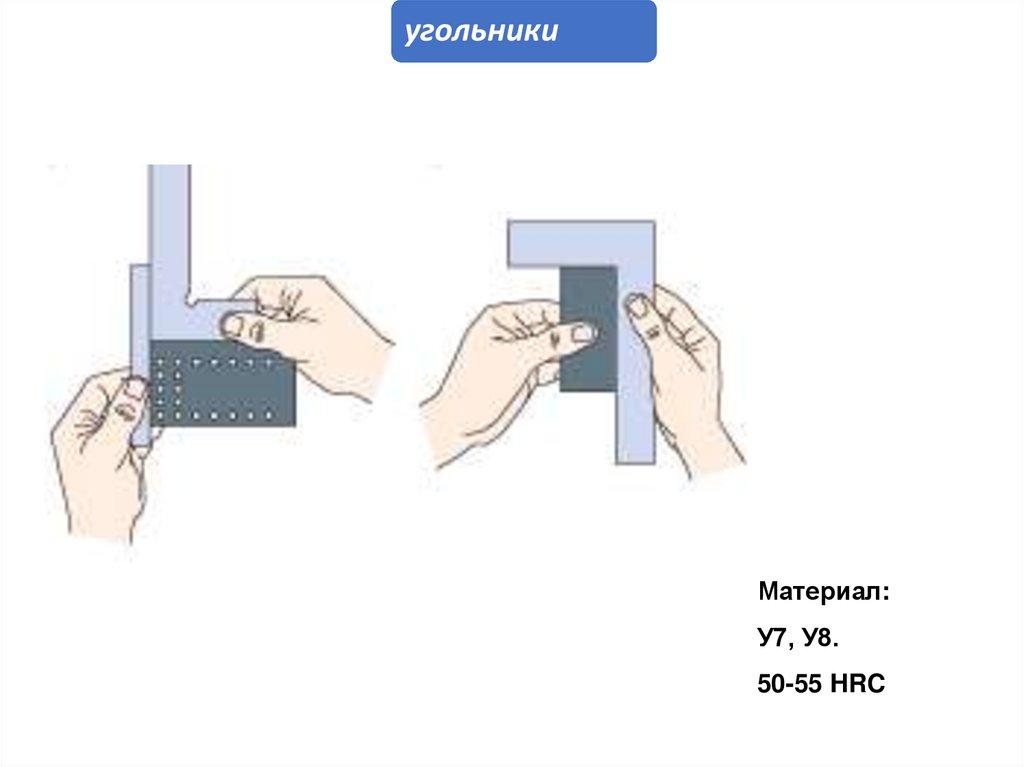
угольникиМатериал:
У7, У8.
50-55 HRC
23. Разметка
Разметка - это операция по нанесению на поверхностьзаготовки линий (рисок), определяющих контуры
изготавливаемой детали.
В зависимости от особенностей технологического
процесса различают плоскостную и пространственную
разметки.
Плоскостную разметку применяют при обработке
листового материала, а также деталей, на которые
разметочные риски наносят в одной плоскости.
Пространственная разметка - это нанесение рисок на
поверхностях заготовки, связанных между собой
взаимным расположением.
24. Инструменты, приспособления и материалы, применяемые при разметке
Чертилки являютсянаиболее простым
инструментом для
нанесения контура
детали на
поверхность
заготовки и
представляют собой
стержень с
заостренным концом
рабочей части.
Материал:
У10, У12.
52-56 HRC
Чертилки:
а — односторонняя с кольцом; б — односторонняя с ручкой;
в - двусторонняя; г -двусторонняя с ручкой
25.
• Рейсмас и штангенрейсмас используют для нанесениярисок на вертикальной плоскости заготовки.
26.
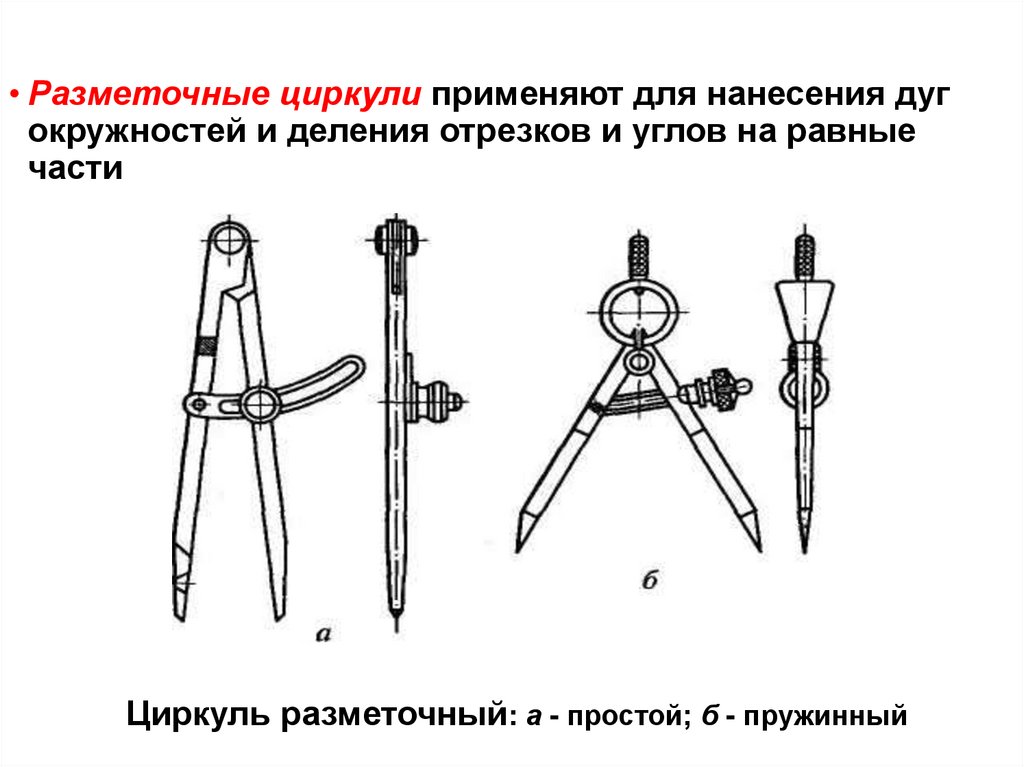
• Разметочные циркули применяют для нанесения дугокружностей и деления отрезков и углов на равные
части
Циркуль разметочный: а - простой; б - пружинный
27.
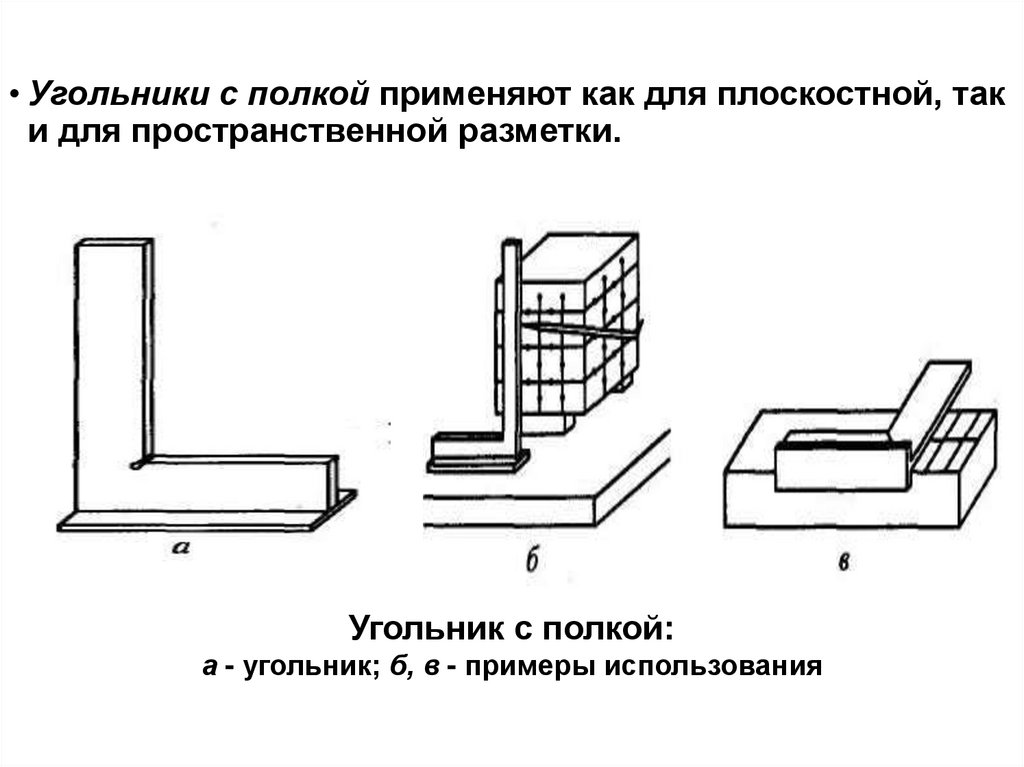
• Угольники с полкой применяют как для плоскостной, таки для пространственной разметки.
Угольник с полкой:
а - угольник; б, в - примеры использования
28.
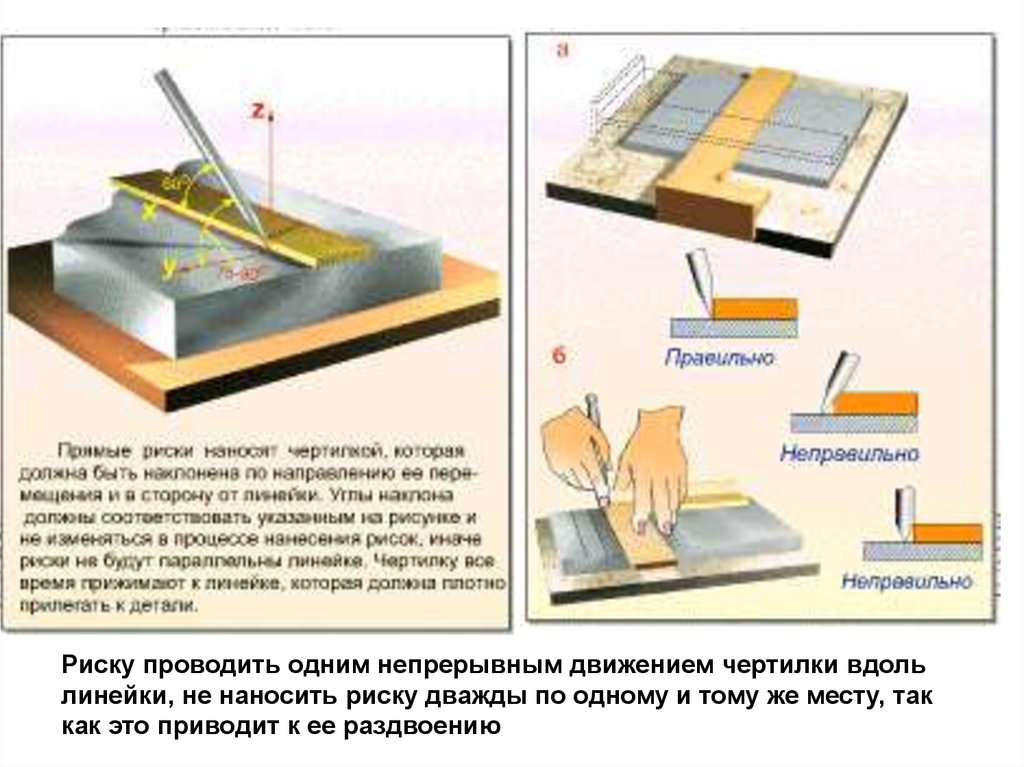
Риску проводить одним непрерывным движением чертилки вдольлинейки, не наносить риску дважды по одному и тому же месту, так
как это приводит к ее раздвоению
29.
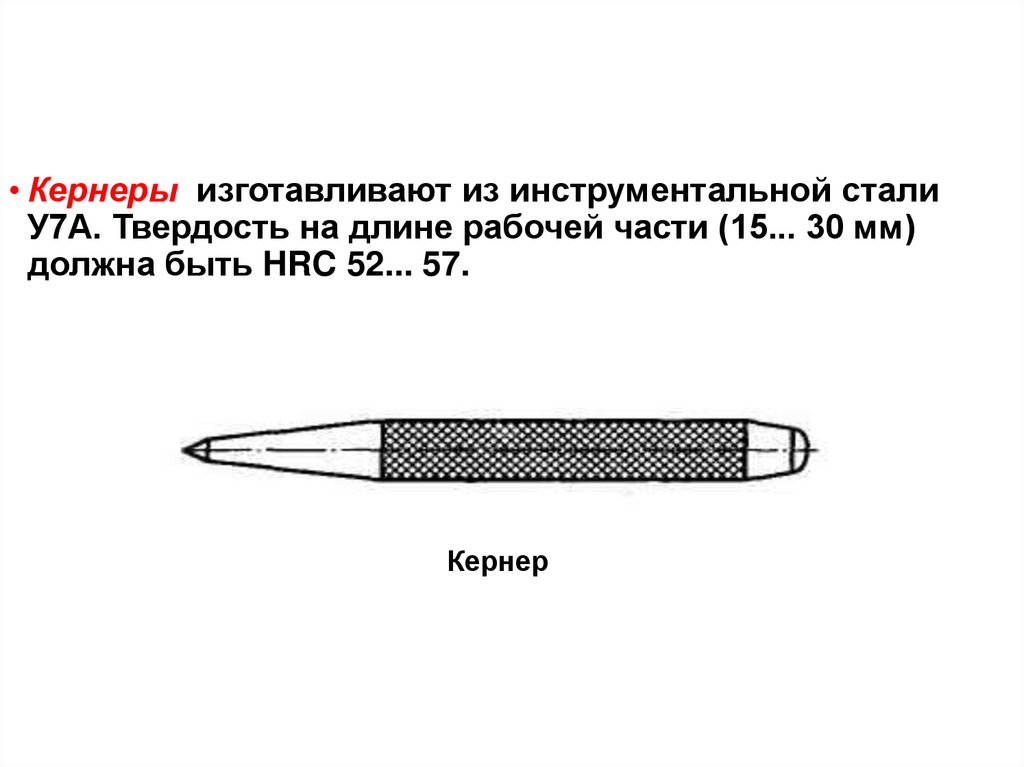
• Кернеры изготавливают из инструментальной сталиУ7А. Твердость на длине рабочей части (15... 30 мм)
должна быть HRC 52... 57.
Кернер
30.
31.
• Вначале определяют базу, от которой будут наноситсяриски.
• Риски при разметке обычно наносят в следующем
порядке. Сначала все горизонтальные, затем
вертикальные, после этого наклонные, и в последнюю
очередь - окружности, дуги и закругления.
• Убедившись в правильности разметки, все линии
накернивают для того, чтобы они не стерлись при
обработке детали.
• Керны должны быть неглубокими и разделяться
разметочными рисками пополам.
• Разметка производится несколькими способами: по
чертежу, по шаблону, по образцу и по месту.
32. Рубка
Рубкой называется операция по снятию с заготовкислоя материала, а также разрубание металла
(листового, полосового, профильного) на части
режущими инструментами (зубилом, крейцмейселем
или канавочником при помощи молотка).
Рубкой выполняют следующие работы:
удаление лишних слоев материала с поверхностей
заготовок (обрубка литья, сварных швов, прорубание
кромок под сварку и пр.);
разрубание на части листового материала;
вырубку отверстий в листовом материале;
прорубание смазочных канавок и др.
33. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ РУБКЕ
Материал:У7А, У8А.
7ХФ, 8ХФ
Слесарное зубило
состоит из трех
частей: рабочей,
средней, ударной.
Как и при любой
обработке резанием,
режущая часть
инструмента
представляет собой
клин.
53-59 HRC
Зубило слесарное: а - общий вид зубила и его рабочей части; б угол заострения и действие сил; в - элементы резания при рубке; Р сила резания; w1, w2 - составляющие силы резания; β, β1, β2 - углы
заострения; γ - передний угол; а - задний угол; δ -угол резания
34.
35.
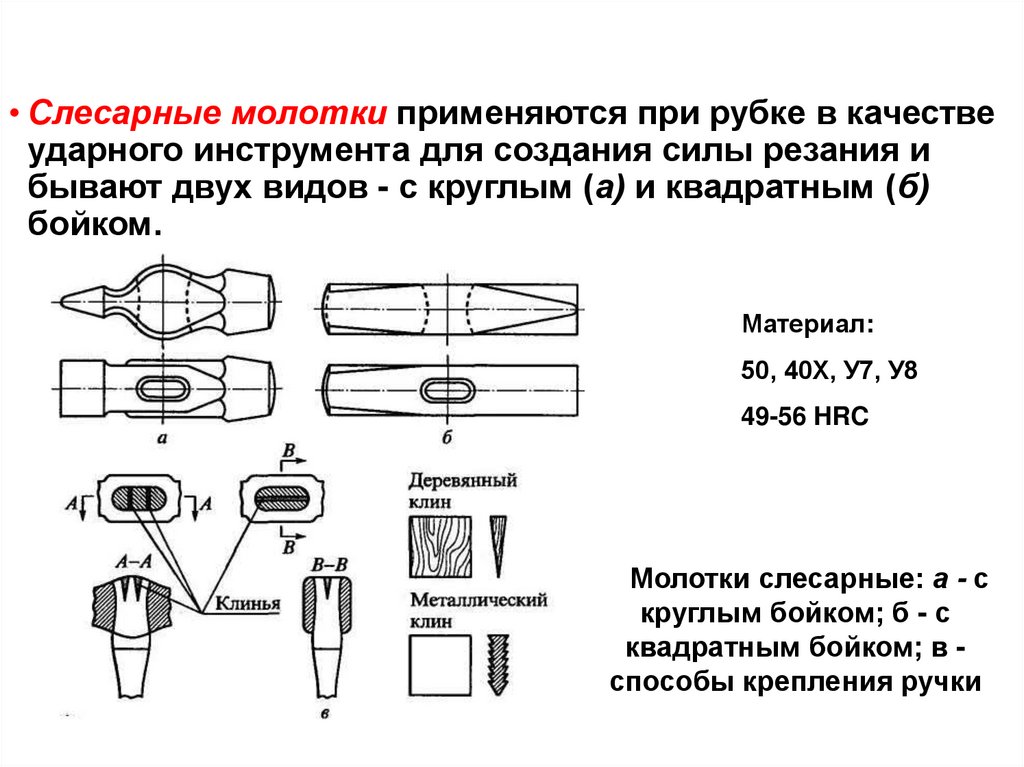
• Слесарные молотки применяются при рубке в качествеударного инструмента для создания силы резания и
бывают двух видов - с круглым (а) и квадратным (б)
бойком.
Материал:
50, 40Х, У7, У8
49-56 HRC
Молотки слесарные: а - с
круглым бойком; б - с
квадратным бойком; в способы крепления ручки
36.
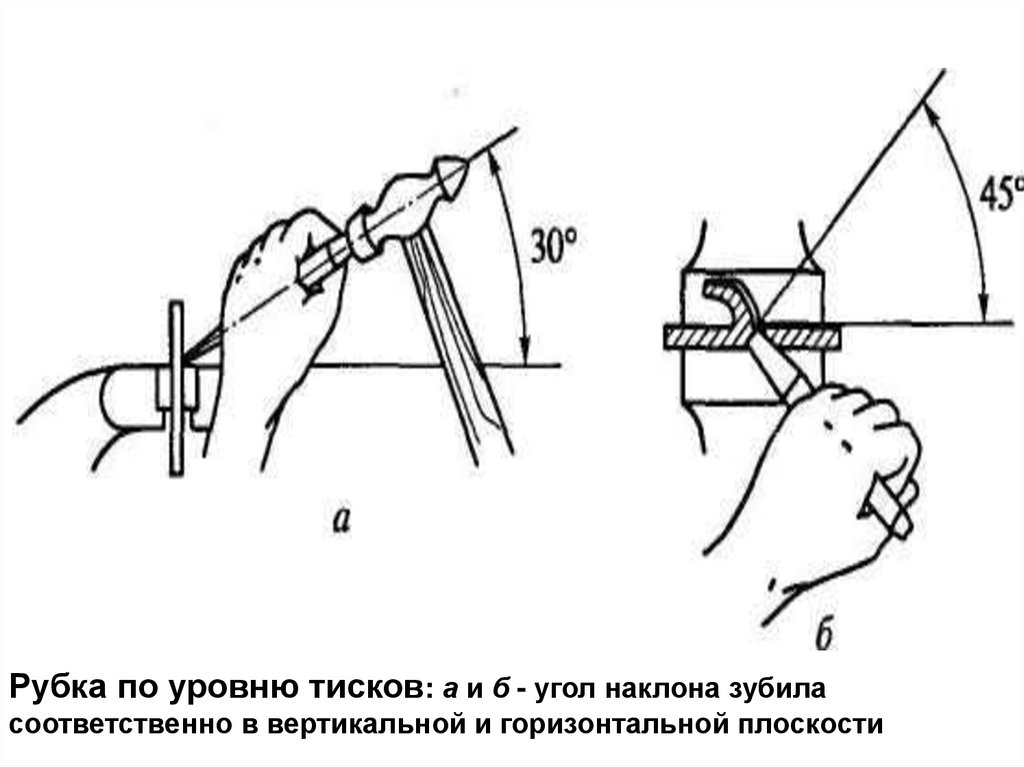
Рубка по уровню тисков: а и б - угол наклона зубиласоответственно в вертикальной и горизонтальной плоскости
37.
38. Правка металла
Правка металла – операция по устранениюотклонения и формы и расположения
отдельных частей заготовок
Правильная плита
39.
Молотки с мягкимивставками:
а - с призматической; б - с
цилиндрической: 1 штифт; 2 -боек; 3 рукоятка; 4 - корпус
Кувалды представляют собой молотки большой массы
(2,0... 5,0 кг) и используются для правки круглого и
профильного проката большого поперечного сечения в
тех случаях, когда сила удара, наносимого обычным
слесарным молотком, недостаточна для выправления
деформированной заготовки.
40.
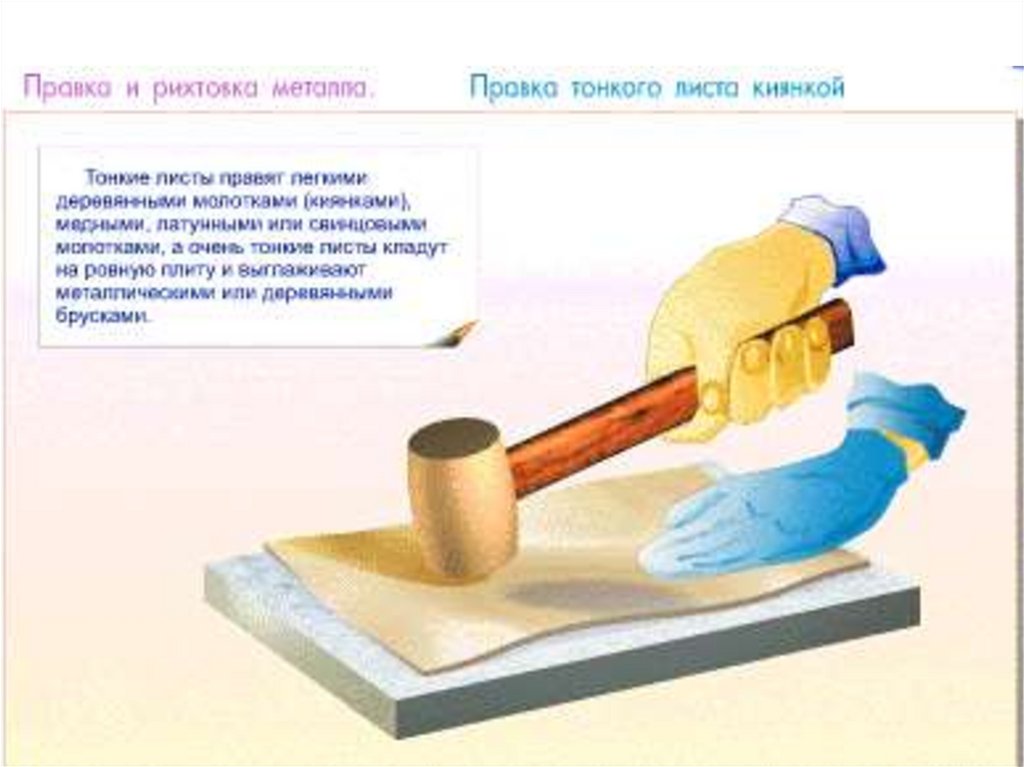
• Киянки - это молотки, ударная часть которых выполненаиз дерева твердых пород, ими правят листовой
материал из металлов высокой пластичности.
Характерная особенность правки киянками в том, что
они практически не оставляют следов на выправляемой
поверхности.
• Гладилки металлические или деревянные (из твердых
пород дерева: бук, дуб, самшит) предназначены для
выправления (выглаживания) листового материала
небольшой толщины (до 0,5 мм). Этот инструмент в
процессе обработки, как правило, не оставляет следов в
виде вмятин.
41. ОСНОВНЫЕ ПРАВИЛА ВЫПОЛНЕНИЯ РАБОТ ПРИ ПРАВКЕ
• При правке полосового и пруткового материала(круглого, квадратного или шестигранного сечения)
выправляемая деталь должна касаться правильной
плиты или наковальни не менее чем в двух точках.
Правка полосового и пруткового материала
42.
43.
44. Гибка
Гибкой (изгибанием) называется операция, в результате которойзаготовка принимает требуемую форму (конфигурацию) и
размеры за счет растяжения наружных слоев металла и сжатия
внутренних.
Гибка на оправке: а-в - последовательность выполнения
операции
45.
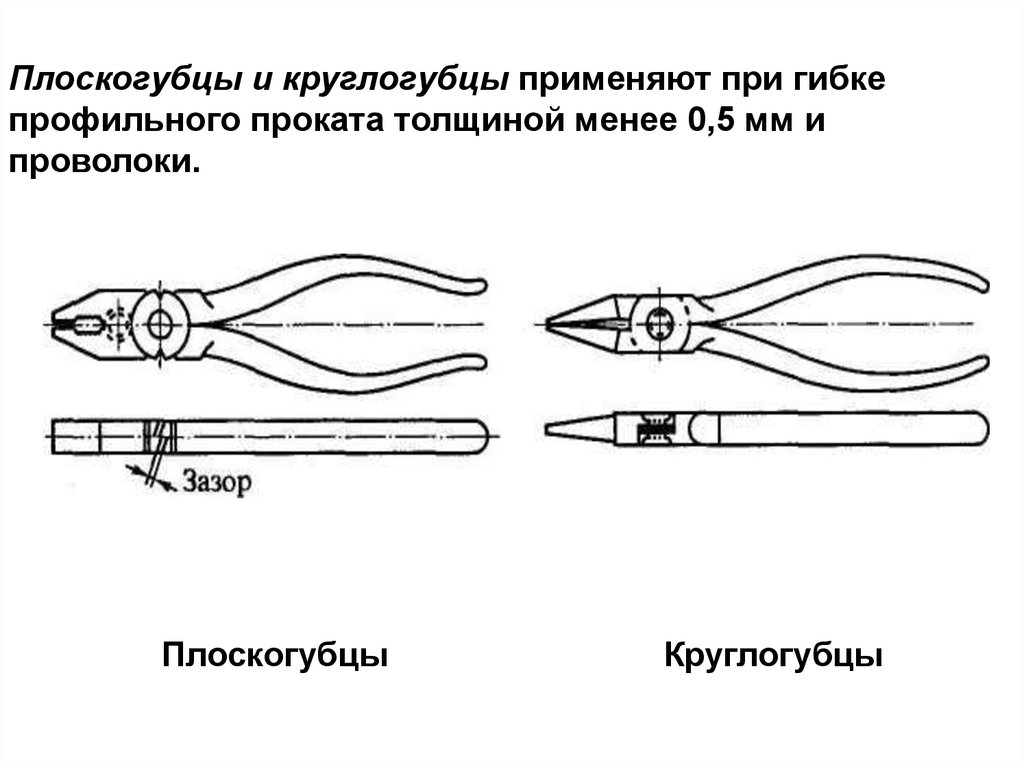
Плоскогубцы и круглогубцы применяют при гибкепрофильного проката толщиной менее 0,5 мм и
проволоки.
Плоскогубцы
Круглогубцы
46.
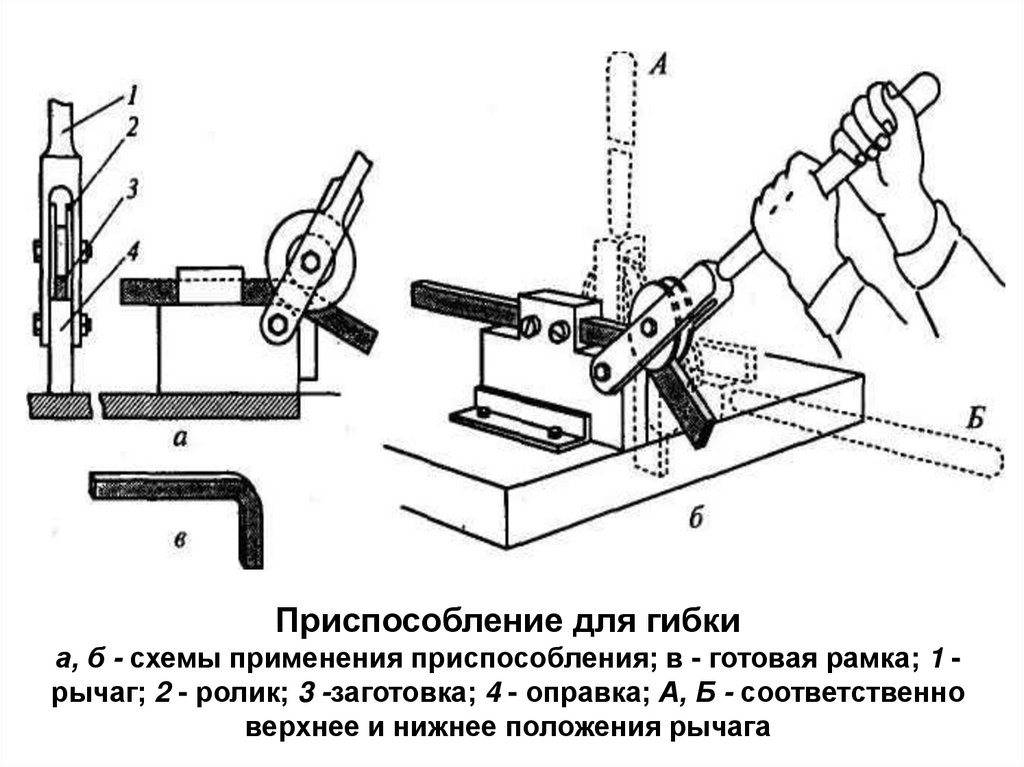
Приспособление для гибкиа, б - схемы применения приспособления; в - готовая рамка; 1 рычаг; 2 - ролик; 3 -заготовка; 4 - оправка; А, Б - соответственно
верхнее и нижнее положения рычага
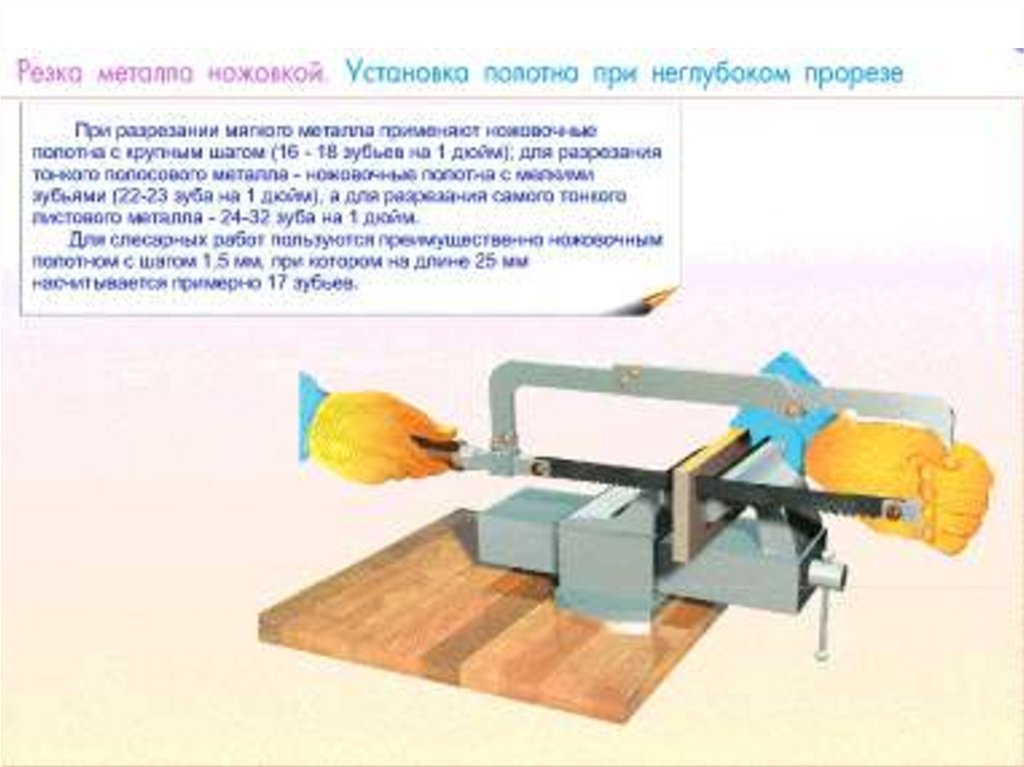
47. Резка металла
Разрезание - это операция, связанная сразделением материалов на части с помощью
ножовочного полотна, ножниц и другого
режущего инструмента.
В зависимости от применяемого инструмента
разрезание может осуществляться со снятием
стружки или без снятия.
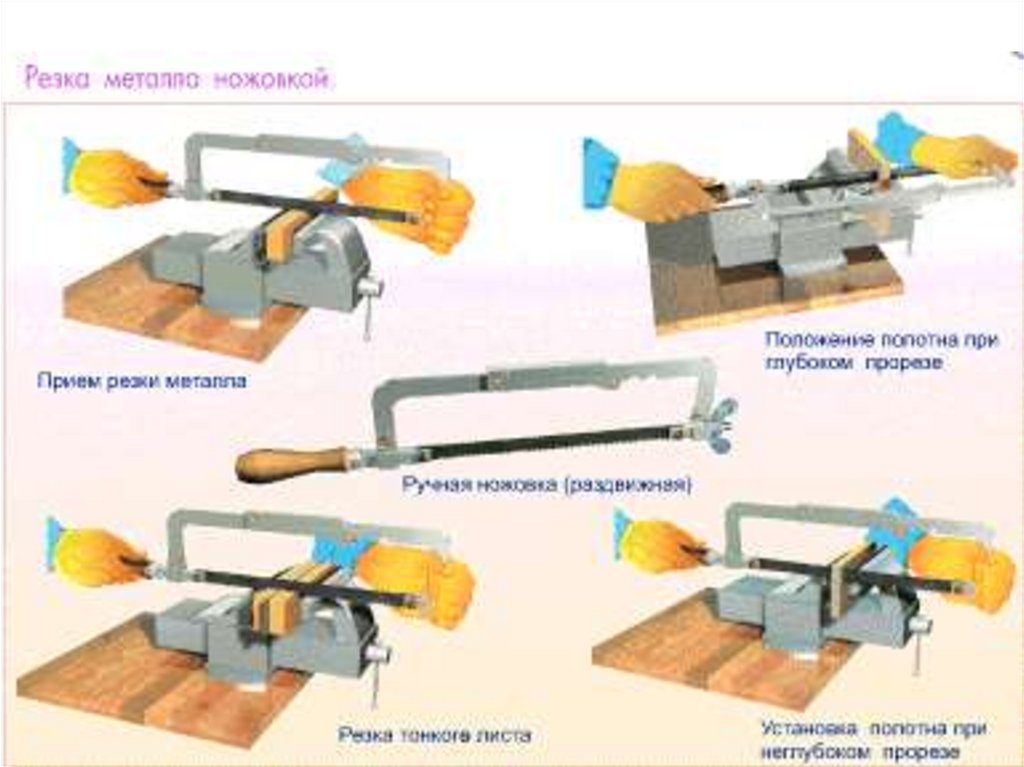
48. 2. ИНСТРУМЕНТЫ И ПРИСПОСОБЛЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ РЕЗКЕ
Ручные слесарные ножовкиРис. 2.53. Цельный ножовочный станок:
1- станок; 2 - рукоятка; 3 - штифты; 4 - ножовочное полотно; 5 головка крепления ножовочного полотна; 6 - натяжной винт с гайкой
49.
50.
Материал:У10А, У12, У12А, Х6ВФ, В2Ф
61-66 HRC
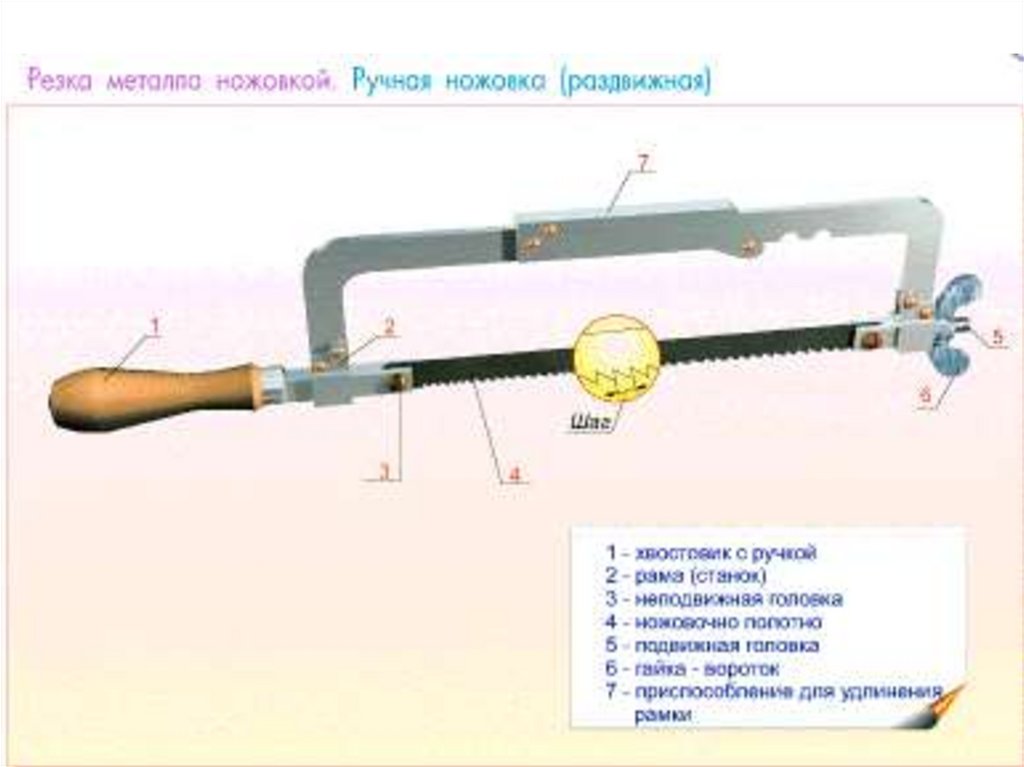
Раздвижной
ножовочный станок
Ножовочное полотно:
а — геометрические параметры ножовочного полотна: γ — передний
угол; α - задний угол; β - угол заострения; δ - угол резания;
б - разводка по зубу; в - разводка по полотну
51.
При разрезании необходимо соблюдать следующие требования:-при резании ножовочное полотно удерживать в горизонтальном
положении;
-в работе использовать не менее трех четвертей длины
ножовочного полотна;
-рабочие движения производить плавно, без рывков, примерно
40... 50 двойных ходов в минуту;
-в конце разрезания нажатие на ножовку ослабить и
поддерживать отрезанную часть рукой.
-во избежание поломки полотна и ранения рук при
резании не следует сильно нажимать на ножовку вниз.
-при выкрашивании зубьев ножовочного полотна работу
прекратить и заменить полотно на новое.
52.
53.
54.
55.
56.
57.
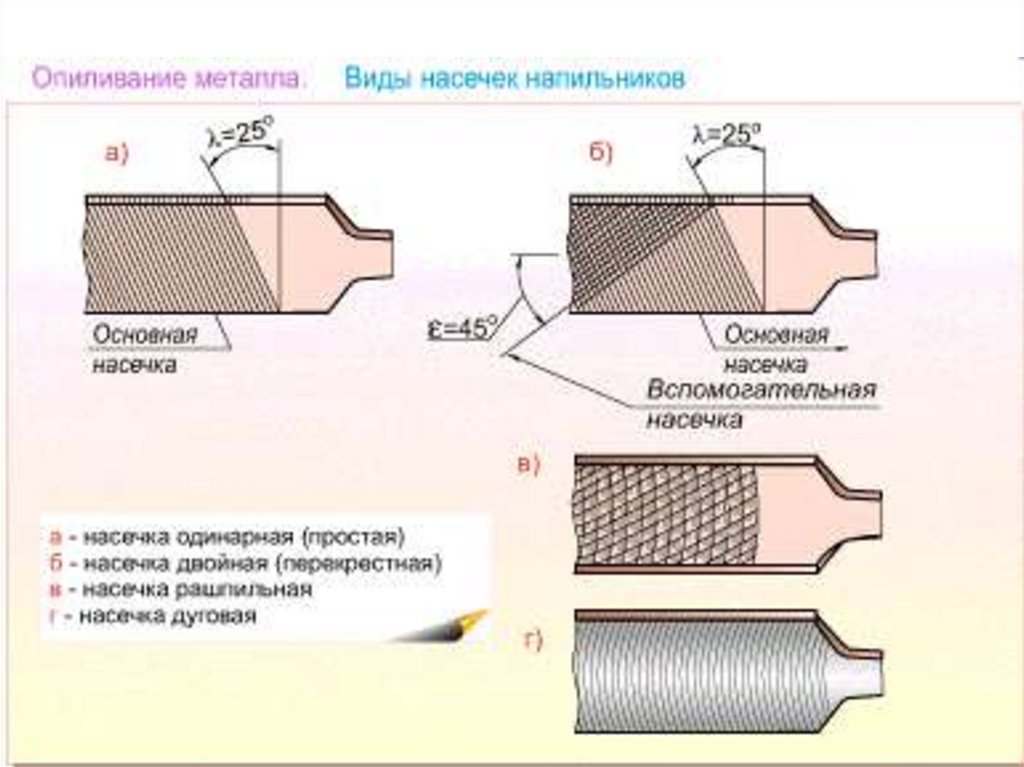
58. Опиливание
Опиливание - это операция по удалению с поверхности заготовкислоя материала при помощи режущего инструмента - напильника,
целью которой является придание заготовке заданных формы и
размеров, а также обеспечение заданной шероховатости
поверхности.
Различают черновое и чистовое опиливание.
59. ИНСТРУМЕНТЫ, ПРИМЕНЯЕМЫЕ ПРИ ОПИЛИВАНИИ
Основными рабочими инструментами, применяемымипри опиливании, являются напильники, рашпили и
надфили.
Рис. 3.1. Типы насечки:
а - одинарная; 6 - двойная; в - рашпильная
60.
61.
Напильники классифицируются в зависимости от числанасечек на 10 мм длины напильника на 6 классов.
Насечки имеют номера от 0 до 5, при этом чем меньше
номер насечки, тем больше расстояние между насечками
и соответственно крупнее зуб.
Материал, применяемый для изготовления напильников:
У12, У13, 13Х, ШХ15
55 HRC
62.
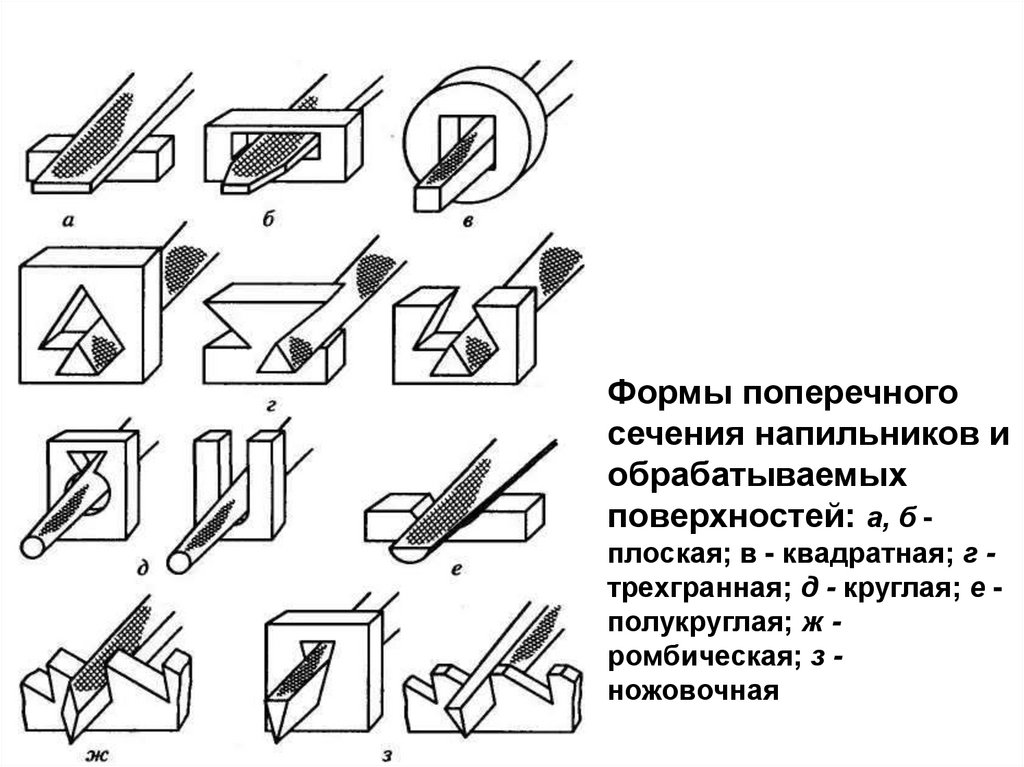
Формы поперечногосечения напильников и
обрабатываемых
поверхностей: а, б плоская; в - квадратная; г трехгранная; д - круглая; е полукруглая; ж ромбическая; з ножовочная
63.
Надфили: а, б - плоские; в —квадратный; г, д —
трехгранные; е — круглый; ж
— полукруглый; з —
оливообразный; и ромбический; к трапецеидальный;
л - галтельный
64.
65.
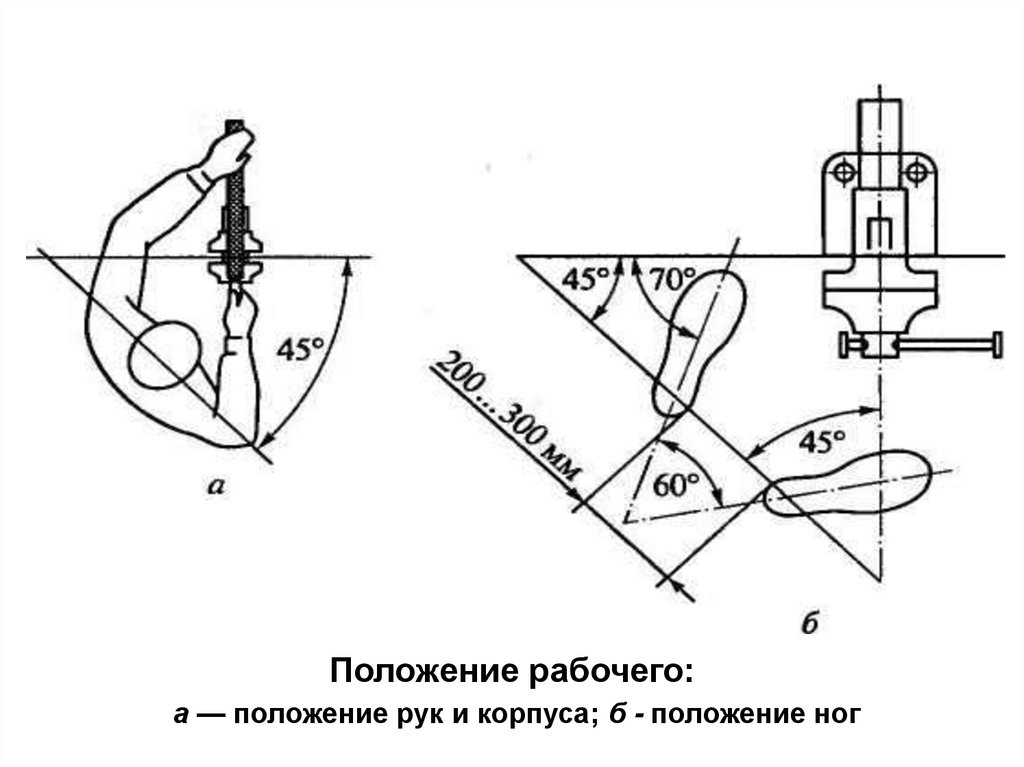
Положение рабочего:а — положение рук и корпуса; б - положение ног
66.
Положение рук при опиливании:а - на рукоятке; б - на носке; в - при опиливании
67.
68. Сущность процессов сверления, зенкерования и развертывания.
При обработке отверстий различают три основныхвида операций: сверление, зенкерование,
развертывание.
Сверление - это операция по образованию сквозных
и глухих отверстий в сплошном материале,
выполняемая при помощи режущего инструмента сверла.
Одной из разновидностей сверления является
рассверливание -увеличение диаметра отверстия,
просверленного ранее.
69.
Зенкерованием называется операция, связанная собработкой предварительно просверленных отверстий с
целью придания им более правильной геометрической
формы, а также достижения более высокой, по
сравнению со сверлением, точности (до 8-го квалитета) и
более низкой шероховатости (до Ra 1,25).
Развертывание - это операция по обработке ранее
просверленных отверстий с высокой степенью точности
(до 6-го квалитета) и малой шероховатостью (до Ra 0,63).
70. Инструменты и приспособления, применяемые, при обработке отверстий
Спиральное сверло: а - конструкция сверла; б - конструкциярабочей части; в - конструкция режущей части; 2φ - угол при
вершине; ώ- угол наклона винтовой канавки; α- главный задний угол;
γ- передний угол; ψ - угол наклона поперечной режущей кромки
71.
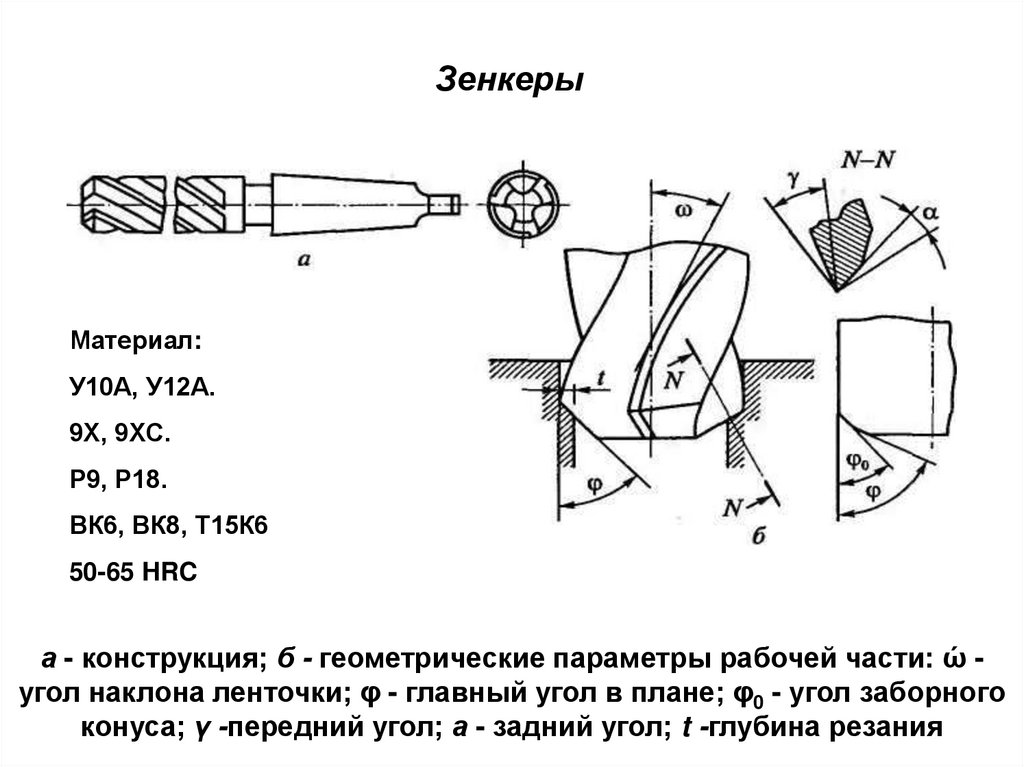
ЗенкерыМатериал:
У10А, У12А.
9Х, 9ХС.
Р9, Р18.
ВК6, ВК8, Т15К6
50-65 HRC
а - конструкция; б - геометрические параметры рабочей части: ώ угол наклона ленточки; φ - главный угол в плане; φ0 - угол заборного
конуса; γ -передний угол; а - задний угол; t -глубина резания
72.
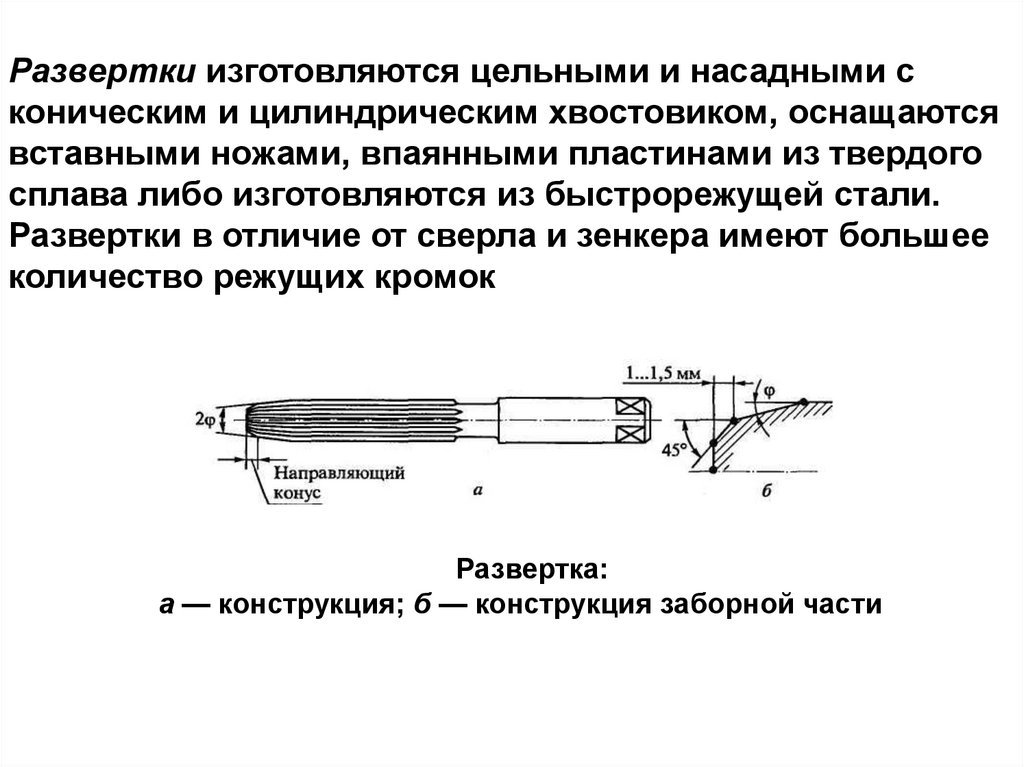
Развертки изготовляются цельными и насадными сконическим и цилиндрическим хвостовиком, оснащаются
вставными ножами, впаянными пластинами из твердого
сплава либо изготовляются из быстрорежущей стали.
Развертки в отличие от сверла и зенкера имеют большее
количество режущих кромок
Развертка:
а — конструкция; б — конструкция заборной части
73.
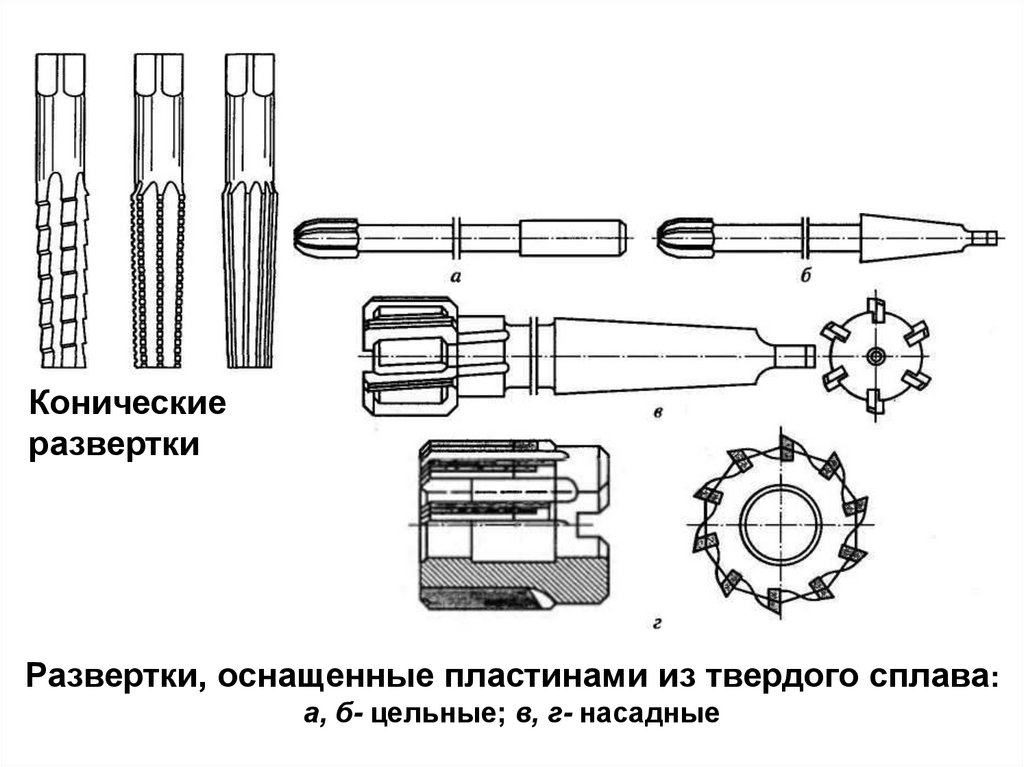
Коническиеразвертки
Развертки, оснащенные пластинами из твердого сплава:
а, б- цельные; в, г- насадные
74.
75.
76.
Рис. 3.72. Настольныйсверлильный станок:
а - обший вид; б - узел привода;
1 - стол; 2,8,10- рукоятки; 3 трехкулачковый патрон; 4 шпиндель; 5 - хомутик; 6 - лимб;
7 - кожух; 9 - электрический
двигатель; 11- головка; 12колонна; 13,15,24шарикоподшипники; 14-стакан;
16,22-шкивы; 17-переходная
втулка; 18 - муфта; 19 - фланец;
20 - винт; 21 - упорная шайба; 23
- шестерня; 25 - нониус
77. Продолжение 3 вопроса
Рис. 3.74. Радиально-сверлильный станок:а - общего назначения; б - с подвижной колонной; в - на
специальной тележке; г -переносной
78.
Правила безопасности при сверлении:-запрещается сверлить незакрепленную или
слабо закрепленную заготовку;
-следует убирать волосы под головной убор;
-необходимо тщательно застегивать обшлага на
рукавах;
-запрещается сильно нажимать на рычаг подачи
сверла, особенно при сверлении отверстий
малого диаметра;
-запрещается наклоняться близко к месту
сверления во избежание попадания стружки в
глаза;
-запрещается сдувать стружку.
79.
РезьбыНарезание резьбы – это образование винтовой
поверхности на наружной или внутренней
цилиндрической или конической поверхностях
детали.
Формой или профилем резьбы называется контур
выступа и впадины резьбы в плоскости ее осевого
сечения.
Широко применимы: треугольные, трапецивидные и
прямоугольные
80.
81.
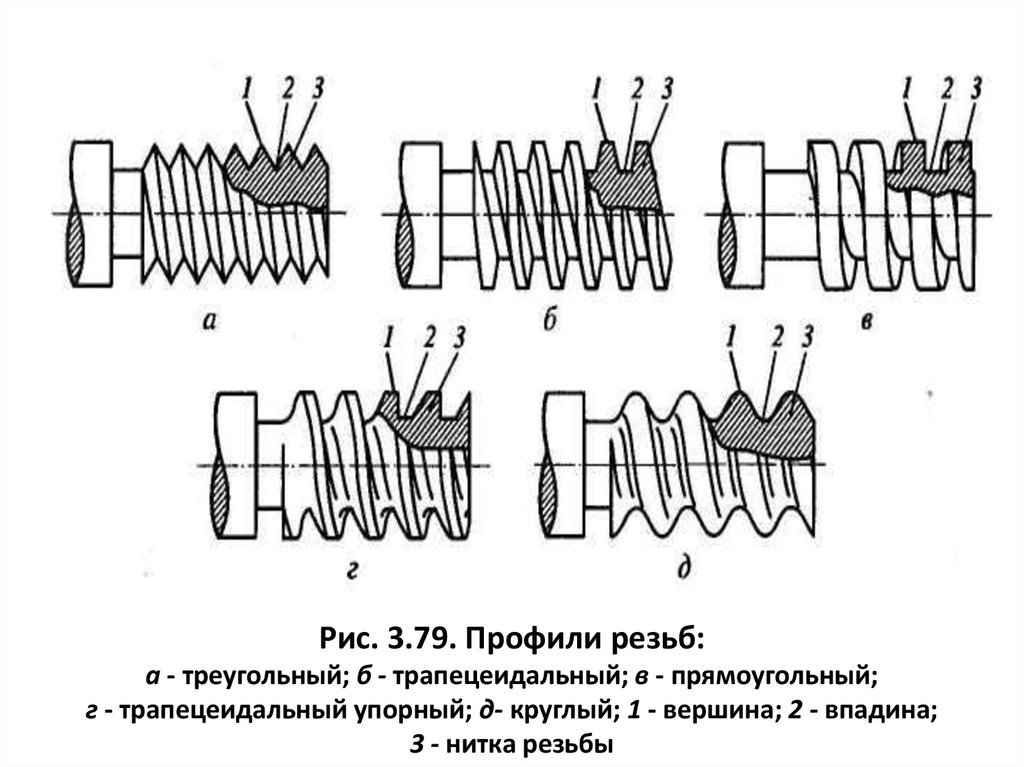
Рис. 3.79. Профили резьб:а - треугольный; б - трапецеидальный; в - прямоугольный;
г - трапецеидальный упорный; д- круглый; 1 - вершина; 2 - впадина;
3 - нитка резьбы
82.
Типы и системы резьбПо назначению резьбы делятся на крепежные и
специальные. К крепежным резьбам относятся
треугольные, а к специальным - прямоугольные,
трапецеидальные, упорные и круглые.
В машиностроении приняты три системы резьб:
метрическая, дюймовая и трубная.
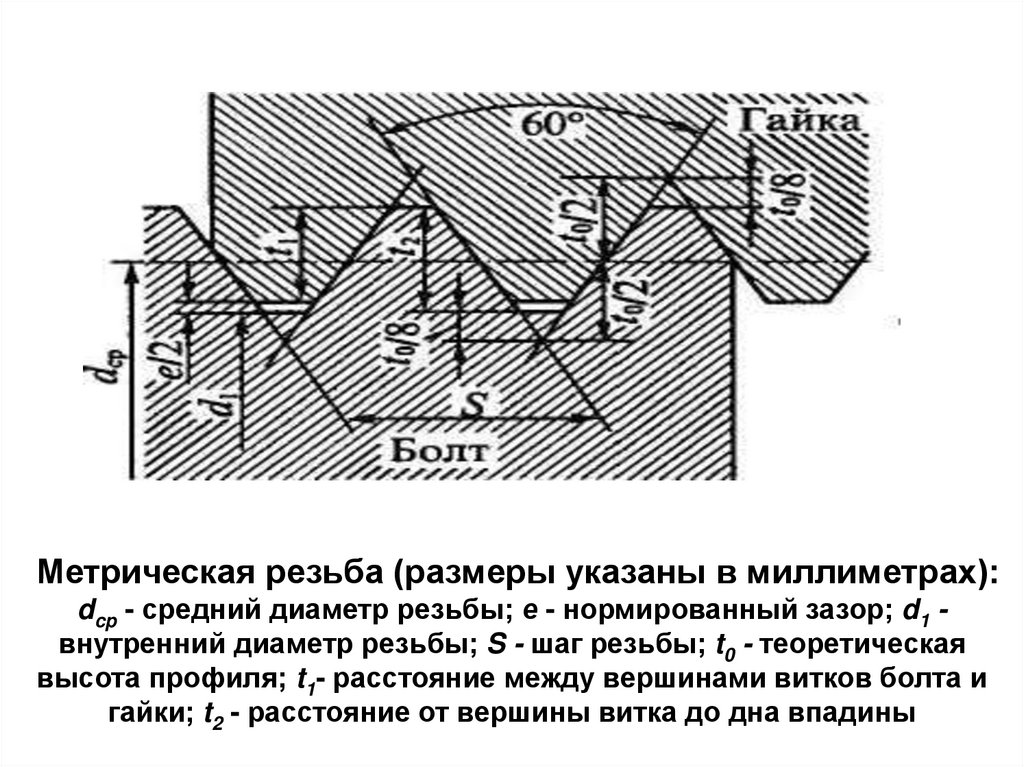
Метрическая резьба имеет профиль равностороннего
треугольника с углом при вершине 60°, вершины
выступов винта и гайки срезают во избежание заедания
резьбы при свинчивании.
Метрические резьбы бывают с крупным и мелким
шагом. Резьбы с крупным шагом обозначаются буквой М
и цифрой, соответствующей диаметру винта, например
М20. Метрические резьбы с мелким шагом также
обозначают буквой М и цифрами, расположенными через
знак умножения.
83.
Метрическая резьба (размеры указаны в миллиметрах):dcp - средний диаметр резьбы; е - нормированный зазор; d1 внутренний диаметр резьбы; S - шаг резьбы; t0 - теоретическая
высота профиля; t1- расстояние между вершинами витков болта и
гайки; t2 - расстояние от вершины витка до дна впадины
84.
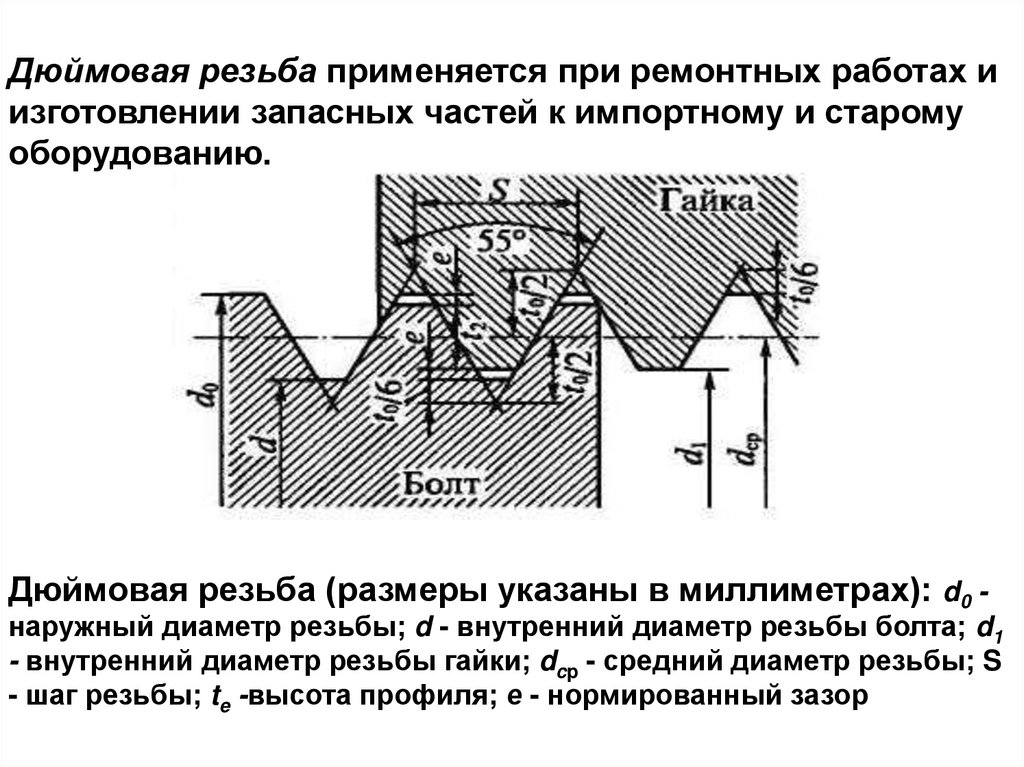
Дюймовая резьба применяется при ремонтных работах иизготовлении запасных частей к импортному и старому
оборудованию.
Дюймовая резьба (размеры указаны в миллиметрах): d0 -
наружный диаметр резьбы; d - внутренний диаметр резьбы болта; d1
- внутренний диаметр резьбы гайки; dcp - средний диаметр резьбы; S
- шаг резьбы; te -высота профиля; е - нормированный зазор
85.
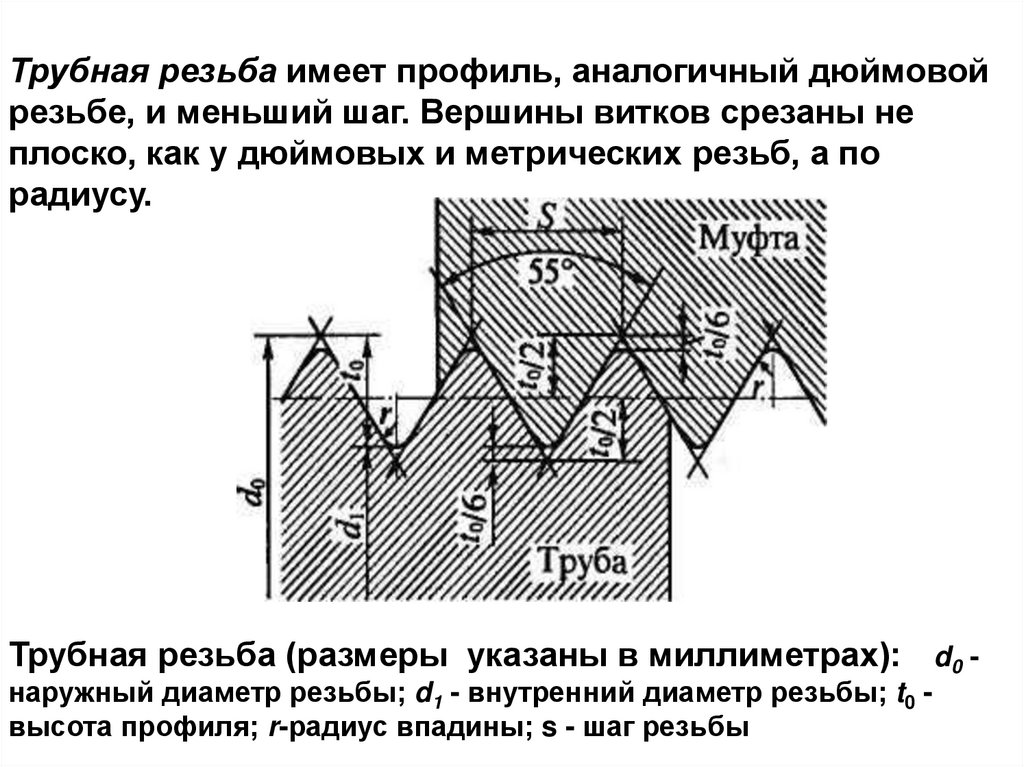
Трубная резьба имеет профиль, аналогичный дюймовойрезьбе, и меньший шаг. Вершины витков срезаны не
плоско, как у дюймовых и метрических резьб, а по
радиусу.
Трубная резьба (размеры указаны в миллиметрах): d0 наружный диаметр резьбы; d1 - внутренний диаметр резьбы; t0 высота профиля; r-радиус впадины; s - шаг резьбы
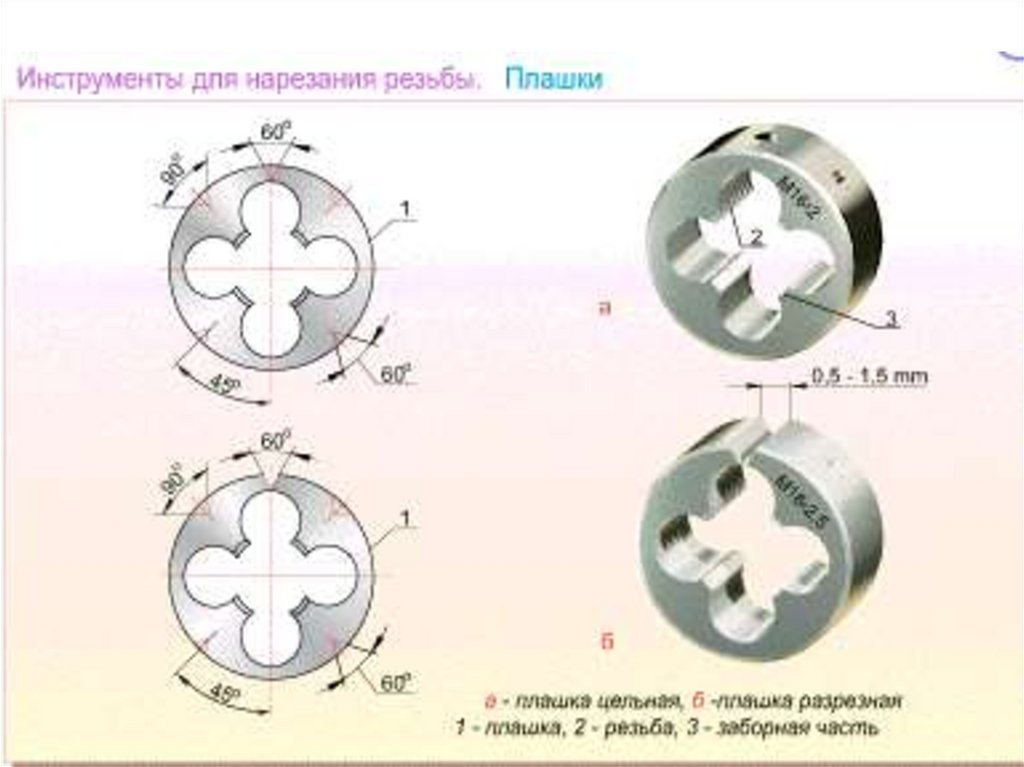
86. Инструменты для нарезания внутренних резьб.
Метчик представляет собой закаленный винт, на которомпрорезано несколько прямых или винтовых канавок,
образующих режущие кромки инструмента.
Метчик:
а - конструкция: 1 - нитка (виток);
2 - квадрат; 3 - хвостовик; 4 канавка; 5 - режущее перо;
Материал:
У11А, У12А, Р6М5К5
60-65 HRC
87.
88.
89. Инструменты для нарезания наружных резьб.
Для нарезания наружных резьб применяетсяспециальный инструмент - плашки.
При слесарном (ручном) нарезании наружных резьб
применяются плашки различных конструкций: круглые,
которые иногда называются лерками и раздвижные
(клуппы).
Круглая плашка: 1 заборная часть; 2 калибрующая часть; 3 стружечная канавка
90.
91.
Квадратная (раздвижная) плашка состоит из двухполовин, укрепляемых в специальной рамке с рукоятками
- клуппе, угловые выступы которого входят
соответственно в канавки плашки, удерживая ее
половинки.
Квадратная (раздвижная) плашка: 1 - клупп; 2 - плашка
92.
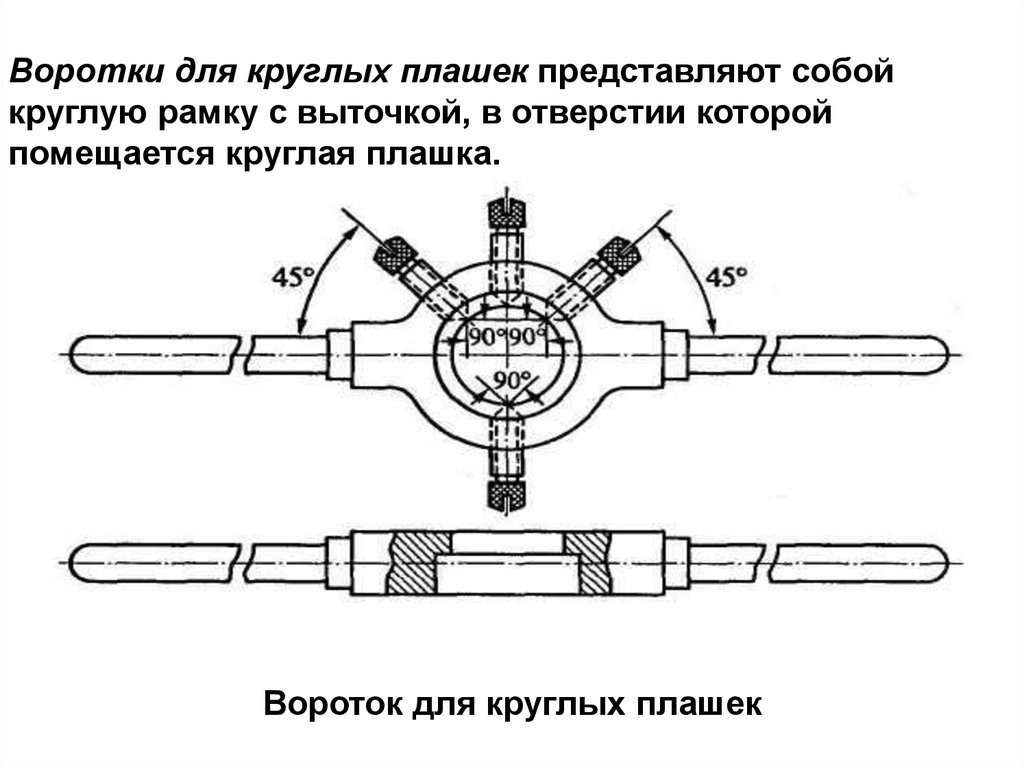
Воротки для круглых плашек представляют собойкруглую рамку с выточкой, в отверстии которой
помещается круглая плашка.
Вороток для круглых плашек
93.
94.
Правила нарезания внутренних резьб1.Перед нарезанием резьбы следует проверить:
-соответствие диаметра отверстия размеру нарезаемой резьбы.
Он должен соответствовать данным таблицы резьб;
-глубину отверстия для нарезания глухой резьбы. Она должна
соответствовать размеру, указанному на чертеже.
2. При врезании метчика нужно обеспечить перпендикулярность
его оси верхней плоскости заготовки, в которой нарезается резьба.
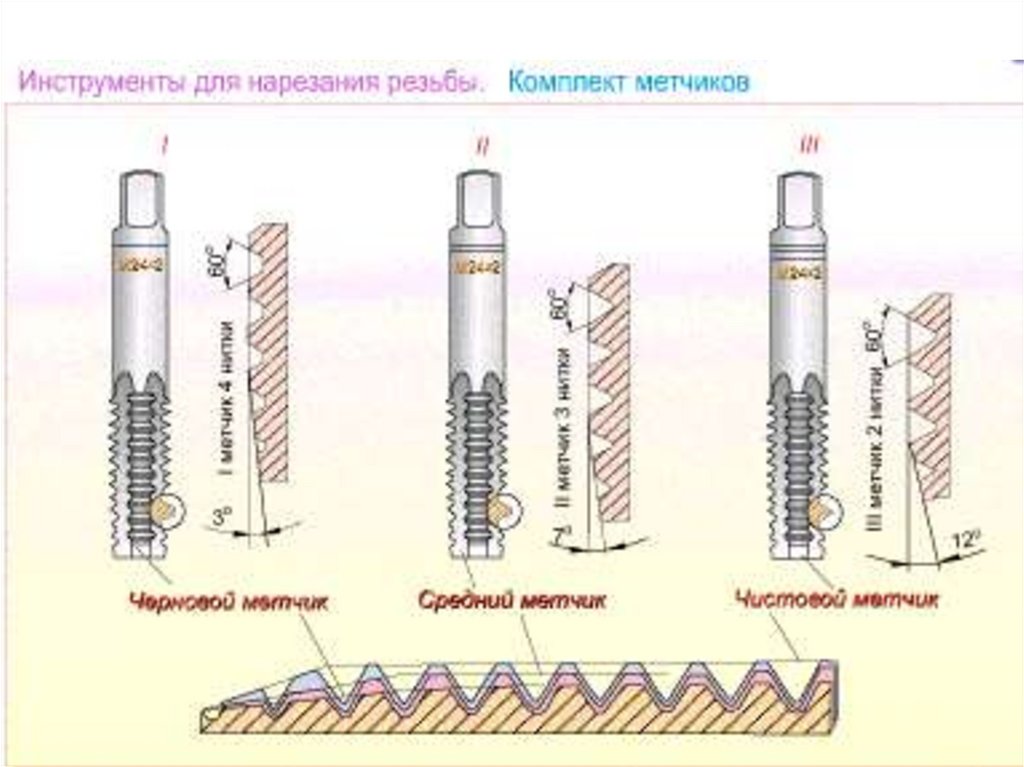
3.При нарезании резьбы следует использовать весь комплект
метчиков: первый - черновой; второй - получистовой; третий чистовой.
4. При нарезании резьбы в глухом отверстии необходимо
периодически очищать его от стружки.
5. Особую осторожность следует соблюдать при нарезании резьб
малого диаметра (5 мм и менее) во избежание поломки метчика.
95. Виды неразъемных соединений
СваркаСклеивание
Клепка
Пайка
Фальцевание
96. Заклёпочное соединение «Индустриально-судостроительный лицей»
Механическое соединение деталейпри помощи ряда заклепок
называется клепкой, а само
соединение - заклепочным швом.
Используется там, где сваривать
детали неудобно или соединяются
не свариваемые материалы.
Обеспечивает высокую стойкость в
условиях ударных и вибрационных
нагрузок. Заклепка представляет
собой цилиндрический стержень из
пластичного металла, на одном конце
которого выполнена головка,
называемая закладной.
97. Виды заклёпочных швов «Индустриально-судостроительный лицей»
Заклёпочным швы делятся на три видаПрочный шов имеет несколько рядов
заклёпок и применяется при клёпке балок,
колонн, мостов и т. д.
Плотный шов применяют для герметических
конструкций (резервуаров не подвергающихся
высоким давлениям) при небольших нагрузках.
Для герметичности шва используют прокладки
из пропитанной олифой бумаги или ткани.
Выполняют клёпку холодным способом.
Прочноплотный шов выполняют горячей
клёпкой с помощью клепальных машин с
последующей подчеканкой головок заклёпок и
кромкой листов.
98. Расположение заклепочных швов «Индустриально-судостроительный лицей»
Расположение заклепочных швовЗаклёпочные швы делятся на однорядные, лицей»
«Индустриально-судостроительный
двухрядные и многорядные, а в зависимости от
расположения заклёпок – на параллельные и шахматные
99. Классификация заклепок «Индустриально-судостроительный лицей»
Классификация заклепокВсе существующие конструкции можно условно
«Индустриально-судостроительный
лицей»
разделить на две группы – холодной и горячей клепки.
Заклепки холодного типа делаются из более мягких
и пластичных металлов, которые сравнительно легко
деформируются, принимая требуемую форму.
Заклепка горячего типа сделана из твердой стали,
поэтому в результате создаваемого давления
практически не меняет своей формы без
предварительного разогрева. Таким крепежи
используются в кораблестроении и станкостроении.
По конструкционным особенностям:
Обыкновенные;
Вытяжные с хвостиком;
Резьбовые.
100. «Индустриально-судостроительный лицей»
Обычные заклепкиОбычные
заклепки появились самыми первыми. Их
«Индустриально-судостроительный
легко узнать, поскольку они имеют форму гриба. Их
лицей»
металлический стержень украшен широкой шляпкой.
Такие заклепки считаются одними из самых прочных, но
сложных в монтаже. Данный тип крепежа может
применяться только в том случае, если требуется
соединение двух элементов с возможностью установки
клепки сквозь них. То есть с одного конца соединения
должен оставаться грибок, а с другой выходить хотя бы на
несколько миллиметров.
101. «Индустриально-судостроительный лицей»
Вытяжные заклепкиВытяжные клепки применяется в тех случаях, когда
«Индустриально-судостроительный
необходимо
соединить два металлических листа. Они
лицей»фиксацию заготовок,
позволяют обеспечить надежную
даже когда имеется доступ только к одной их стороне. Для
работы с ними применяется специальный пистолет
пневматического или механического типа. Также
существуют насадки на шуруповерт, которые также
позволяют работать с таким крепежом. Сама заклепка
представляет собой длинный металлический стержень, на
конце которого имеется алюминиевая гильза трубчатого
типа. Также может применяться другой мягкий металл.
102. «Индустриально-судостроительный лицей»
Резьбовые заклепкиРезьбовая заклепка является самой дорогой. Сам
крепеж«Индустриально-судостроительный
представляет собой полую гильзу, внутри которой
лицей»
нарезана резьба. Гильза непосредственно
вставляется в
подготовленное отверстие соединяемых деталей, после
чего внутрь закручивается стержень. После этого он
вырывается в сторону опорной поверхности, с которой
закручен. При этом гильза начинает сминаться, как в
случае с вытяжной. Как только требуемое качество
соединения достигнуто, стержень просто выворачивается.
103. Инструменты используемые при клепке «Индустриально-судостроительный лицей»
НатяжкаПоддержка
Обжимка
Натяжка - служит для сжатия соединяемых листов
перед клепкой.
Поддержка - служит опорой для закладной головки
заклепки.
Обжимка - служит для формирования замыкающей
головки, придания ей правильной формы.
104. «Индустриально-судостроительный лицей»
105.
Механизация процесса выполнениязаклепочных соединений