










 Реклама
РекламаПохожие презентации:










Выбор материала и разработка технологии обработки валка для горячей пластической деформации алюминиевых сплавов
1. Курсовая работа на тему: «Выбор материала и разработка технологии обработки валка для горячей пластической деформации
Министерство науки и высшего образования Российской ФедерацииФедеральное государственное автономное образовательное учреждение высшего образования
«Московский государственный технический университет
имени Н.Э. Баумана
(национальный исследовательский университет)»
(МГТУ им. Н.Э. Баумана)
Курсовая работа на тему:
«Выбор материала и разработка технологии обработки
валка для горячей пластической деформации
алюминиевых сплавов»
Студент: Лямин С.А.
Группа: МТ8-72Б
Руководитель курсовой работы: Смирнов А.Е.
2. Чертеж детали
1) Шестигранник 26h14: передачакрутящего момента.
2) Ø45: опорные поверхности
самоустанавливающихся подшипников
скольжения
3) Рабочая часть: поверхность ролика,
требующая высокой чистоты обработки
(Ra 0,2) для минимизации трения и
износа при контакте с другим
элементом(все, что подлежит полировке).
4) канавки (на участках слева и справа от
рабочей части): маслоуловительные
канавки для подшипников качения.
3. Условия эксплуатации
1) Температура прокатки ≤ 450 °С2) Эпизодические термические удары
3) Высокие контактные нагрузки
4) Безударный характер нагрузки
5) Циклическое нагружение
6) Интенсивное изнашивание
7) Электрохимическая коррозия
4. Проверочный расчет
Выберем нагрузку для прокатного валка:На ролик в процессе горячей прокатки
алюминиевых сплавов действуют следующие силы
и моменты:
1) Сила обжатия Py – это радиальная сила, с
которой ролик давит на прокатываемый материал,
вызывая его пластическую деформацию.
2)Сила трения Pтр – это тангенсальная сила,
возникающая в зоне контакта ролика с
материалом, которая обеспечивает захват и
протаскивание материала через прокатный стан.
3)Крутящий момент Мкр – это прикладываемый
момент вращения, необходимый для преодоления
сил трения.
Рабочая температура:
Примем температуру, подходящую для
большинства деформируемых алюминиевых
сплавов (5ххх и 6ххх серии), Траб=450 °С
5. Проверочный расчет
1) Сила обжатия Py=kf*b*(Rср*Δh)^0,5, гдеkf - сопротивление деформации сплава при
температуре ГП, примем kf=113 МПа
b – ширина полосы в зоне контакта, b=92,6 мм
R – радиус рабочего участка ролика, Rср = 41,69 мм
Δh- абсолютное обжатие за один проход, примем
Δh=4 мм
Тогда Py= 113 МПа*92,6 мм*(41,69 мм*4
мм)^0,5=135000 Н
2)Сила трения
Pтр= Py*μ, где μ- коэффициент трения для горячей
прокатки алюминиевых сплавов, примем μ=0,3
Тогда Pтр= 135 Кн*0,3 =40500 Н
3)Крутящий момент Мкр= Pтр*Rср= 40,5 Кн* 41,69
мм=1688,4 Н*м
Тогда при данной нагрузке коэффициент запаса по
пределу текучестив опасном сечении равен: n=1,085
6. Силовой расчет
σ0,2 = 1246 МПа * 1,085 = 1350 МПаσв = 1246 МПа * 1,235 = 1540 МПа
7.
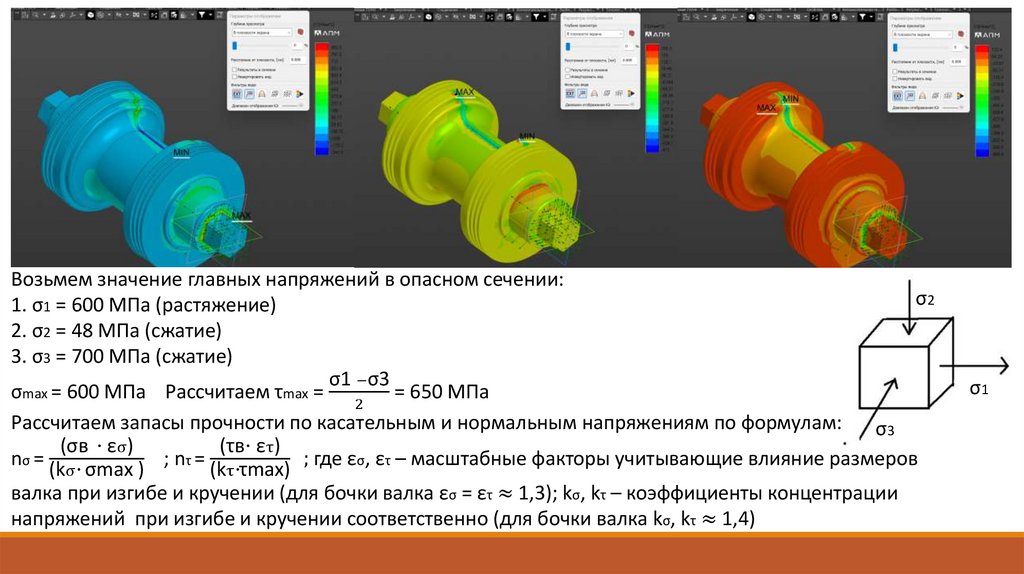
Возьмем значение главных напряжений в опасном сечении:σ2
1. σ1 = 600 МПа (растяжение)
2. σ2 = 48 МПа (сжатие)
3. σ3 = 700 МПа (сжатие)
σ1 −σ3
σmax = 600 МПа Рассчитаем τmax =
= 650 МПа
2
Рассчитаем запасы прочности по касательным и нормальным напряжениям по формулам:
σ3
(σв ⋅ εσ)
(τв⋅ ετ)
nσ =
; nτ =
; где εσ, ετ – масштабные факторы учитывающие влияние размеров
(kσ⋅ σmax )
(kτ⋅τmax)
валка при изгибе и кручении (для бочки валка εσ = ετ ≈ 1,3); kσ, kτ – коэффициенты концентрации
напряжений при изгибе и кручении соответственно (для бочки валка kσ, kτ ≈ 1,4)
σ1
8. Силовой расчет
Подставим все в формулы nσ и nτ:nσ =
1540 МПа ⋅ 1,3
1350 МПа ⋅1,3
= 2,38 ; nτ =
= 1,93
1,6⋅ 600 МПа
1,4⋅ 650 МПа
Коэффициент запаса выносливости:
nσ∗nτ
4,5696
ny =
=
= 1,5
(nσ^2 +nτ^2)^0,5 3,0642
ny = σ-1 / σa ; где σa – амплитуда напряжений цикла =
σmax−σmin
2
Предел выносливости: σ-1 = σa * ny = 503 МПа * 1,5 = 755 МПа
=
1246−240
= 503 Мпа
2
9. Требования к материалу
1) Предел текучести (σ0,2) ≥ 1350 МПа2) Предел выносливости (σ-1) ≥ 755 МПа
3) Предел прочности (σв) ≥ 1540 МПа
4) Ударная вязкость : KCU ≥ 0,38 МДж/м^2
5) Твердость 500… 600 HV
6) Износостойкость: Высокая
10. Группы материалов
Группа материалаВысокопрочные
штамповочные стали
для горячего
деформирования
Инструментальные
стали высокой
твердости и
износостойкости
Альтернативные
высокопрочные стали
Марка
Рекомендуемый вид ТО
σ0,2, МПа
σ-1, МПа
σв, Мпа
KCU, Дж/см² HV, МПа
Износостойкость
Условная цена
4Х5МФС
Отжиг: 840-880 °С (3-5 ч), медленное охлаждение
Закалка: 1020-1050 °C (0.5-1 ч) в масло
Отпуск: 580-620°C (2x2 ч)
1520-1580
710-740
1780-1850
0,42-0,50
650-670
Высокая
260,8
5ХНМ
Отжиг: 800-840 °C (4-6 ч), охлаждение с печью
Закалка: 860-890 °C (1-1.5 ч) - в масле до 200 °С, далее на воздухе
Отпуск: 520-580°C (2x2 ч)
1550-1620
730-760
1800-1880
0,40-0,48
660-680
Высокая
115,65
5Х2СВ
Отжиг: 800-840 °C (4-6ч)
Закалка: 880-920 °C (0.5-1.5ч) - в масле
Отпуск: 200-250 °C (2x2ч)
1500-1570
700-730
1700-1780
0,40-0,45
650-675
Высокая
167,35
4Х5В2ФС
Отжиг: 840-880°C (3-5ч), медленное охлаждение.
Закалка: 1080-1120°C (0.5-1.5ч) в масле.
Отпуск: 580-620°C (2x2.5ч)
1540-1600
720-750
1790-1860
0,45-0,55
655-675
Высокая
440,1
Р6М5
(быстрорежущая)
Отжиг: 820-860°C (2-4 ч), охлаждение с печью
Закалка (ступенчатая): 1200-1230°C (5-10мин) - в соляной ванне 550- 560
°C (5-15мин), затем на воздухе.
Отпуск: 550-570°C (3x1 ч)
1620-1700
760-800
1880-1950
0,40-0,48
680-700
Очень высокая
1380,79
Х12МФ (штамповая
сталь холодной
деформации)
Отжиг: 800-840 °C (4-6 ч), охлаждение с печью
Закалка: 1000-1030 °C (0,5-1,5 ч) – в масло.
Отпуск: 180-250 °C (2x2 ч)
1500-1580
700-740
1700-1780
0,40-0,46
670-690
Очень высокая
330,35
3Х2В8Ф
(штамповая)
Отжиг: 850-880 °C (3-5ч), медленное охлаждение.
Закалка: 1120-1160°C (0,5-1 ч) – в масло.
Отпуск: 600-650 °C (2x2 ч)
1580-1650
740-780
1820-1900
0,40-0,50
665-685
Высокая
1212,13
7Х3(штамповая)
Отжиг: 800-840 °C (4-6 ч), медленное охлаждение.
Закалка: 900-930 °C (0,5-1 ч) – в масло.
Отпуск: 160-200 °C (2x2 ч)
1500-1560
700-720
1700-1760
0,40-0,44
650-670
Высокая
73,1
60ХН
(конструкционная)
Отжиг: 850-880 °C (3-5 ч), медленное охлаждение.
Закалка: 860-890 °C (0,5-1 ч) – в масло.
Отпуск: 200-250 °C (2x2 ч)
1550-1630
720-750
1800-1880
0,40-0,47
660-680
Высокая
88,44
11. Матрица оптимизации
Зададим весовые коэффициенты– Предел текучести (σ0.2, МПа) – K1 = 0,3
– Твердость (HV, МПа) – K2 = 0,30
Марка
σ0.2,
стали
(X1*К1)
(X2*К2)
2*0,3=0,6
1*0,2=0,2
– Условная цена – K3 = 0,2
4Х5МФС
– Предел выносливости (σ-1, МПа) – K4 = 0,1
– Ударная вязкость (KCU, МДж/м²) – K5 = 0,1
5ХНМ
5Х2СВ
4Х5В2ФС
МПа HV,
4*0,3=1,2
1*0,3=0,3
3*0,3=0,9
МПа
2*0,2=0,4
4*0,2=0,8
3*0,2=0,6
Цена
σ-1, МПа KCU, МДж/м² ∑
Мес
(X3*К3)
(X4*К4)
(X5*К5)
то
2*0,2=0,
2*0,1=0,
3*0,1=0,3
1,7
4
4
2
4*0,2=0,
4*0,1=0,
2*0,1=0,2
3
1
8
4
3*0,2=0,
1*0,1=0,
1*0,1=0,1
1,9
3
6
1
1*0,2=0,
3*0,1=0,
4*0,1=0,4
2,4
2
2
3