







 Промышленность
ПромышленностьПохожие презентации:






")



Дефекты сварных швов и соединений
1. Дефекты сварных швов и соединений
ДЕФЕКТЫ СВАРНЫХШВОВ И СОЕДИНЕНИЙ
2.
■ Сварка – один из основных способов соединения металлических конструкций. Ееиспользуют как в домашнем хозяйстве, стройке и ремонте, так и в
производственной, военной и даже космической отраслях. Чем более
ответственное соединение – тем выше требования к его прочности, качеству и
надежности.
■ По разным причинам в сварных соединениях могут встречаться дефекты,
которые снижают их прочность, герметичность и долговечность, что критически
важно для безопасности эксплуатации изделий и конструкций.
3. Дефекты сварных швов представляют собой отклонения от требований стандартов и технических условий, возникающие при выполнении
сварочных работ. Основные причины дефектов сварных соединений –некачественные материалы и инструменты, неверная техника и режимы
сварки.
4. Качество сварки и сварных швов регламентируются специальными требованиями и стандартами, например, ГОСТ 30242-97 «Дефекты
КАЧЕСТВО СВАРКИ И СВАРНЫХ ШВОВ РЕГЛАМЕНТИРУЮТСЯ СПЕЦИАЛЬНЫМИТРЕБОВАНИЯМИ И СТАНДАРТАМИ, НАПРИМЕР, ГОСТ 30242-97 «ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ
СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ. КЛАССИФИКАЦИЯ, ОБОЗНАЧЕНИЕ И ОПРЕДЕЛЕНИЯ». ЭТОТ
ДОКУМЕНТ ОПРЕДЕЛЯЕТ ВИДЫ ДЕФЕКТОВ, ИХ ДОПУСТИМОСТЬ И МЕТОДЫ КОНТРОЛЯ.
СРЕДИ НАИБОЛЕЕ ЗНАЧИМЫХ ДОКУМЕНТОВ, РЕГЛАМЕНТИРУЮЩИХ ТРЕБОВАНИЯ К
КАЧЕСТВУ СВАРКИ И КОНТРОЛЮ ДЕФЕКТОВ, МОЖНО ВЫДЕЛИТЬ:
ГОСТ 30242-97 – ДЕФЕКТЫ СОЕДИНЕНИЙ ПРИ СВАРКЕ МЕТАЛЛОВ ПЛАВЛЕНИЕМ.
ГОСТ 5264-80 – РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ.
ГОСТ 16037-80 – СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ.
ГОСТ 14771-76 – ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ. СОЕДИНЕНИЯ СВАРНЫЕ.
ГОСТ 23118-2012 – КОНСТРУКЦИИ СТАЛЬНЫЕ СТРОИТЕЛЬНЫЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ
УСЛОВИЯ.
ГОСТ 3242-79 – СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА.
ГОСТ 14772-86 – КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ. СОЕДИНЕНИЯ СВАРНЫЕ. МЕТОДЫ
УЛЬТРАЗВУКОВЫЕ.
5.
■Виды дефектов сварных швов
■
Дефекты делятся на внешние (наблюдаемые визуально) и внутренние (выявляемые с использованием специальных методов
контроля). Они классифицируются по характеру, степени влияния на эксплуатационные свойства и требованиям к исправлению.
■
Наружные дефекты сварных швов
■
Эти дефекты проявляются на поверхности шва и обнаруживаются при тщательном визуальном осмотре или измерительными
приборами:
■
подрезы – углубления вдоль края шва;
■
наплывы – излишки металла шва на поверхности основного металла;
■
кратеры – углубления на поверхности шва;
■
прожоги – сквозные отверстия в металле.
■
Внутренние дефекты сварных швов
■
Находятся внутри шва или области нагрева, их обнаружение требует использования специализированных методов неразрушающего
контроля:
■
поры – пустоты внутри шва;
■
трещины – разрывы металла;
■
свищи – сквозные отверстия, соединяющие внутреннюю и внешнюю поверхность шва;
■
посторонние включения – наличие в структуре шва примесей шлака, грязи и т.д.
6. Классификация дефектов сварных соединений ГОСТ 30242-97 делит дефекты на допустимые и недопустимые. Перечислим основные виды
дефектов.Прожоги – чрезмерное
проплавление металла с
образованием отверстия. С обратной
стороны прожога может
образоваться наплыв. Дефект
возникает из-за избыточной
температуры, слишком медленного
ведения электрода, большого
расстояния между краями деталей.
Чаще встречается на тонких листах
металла. По ГОСТу допускается
только в некритичных соединениях.
7.
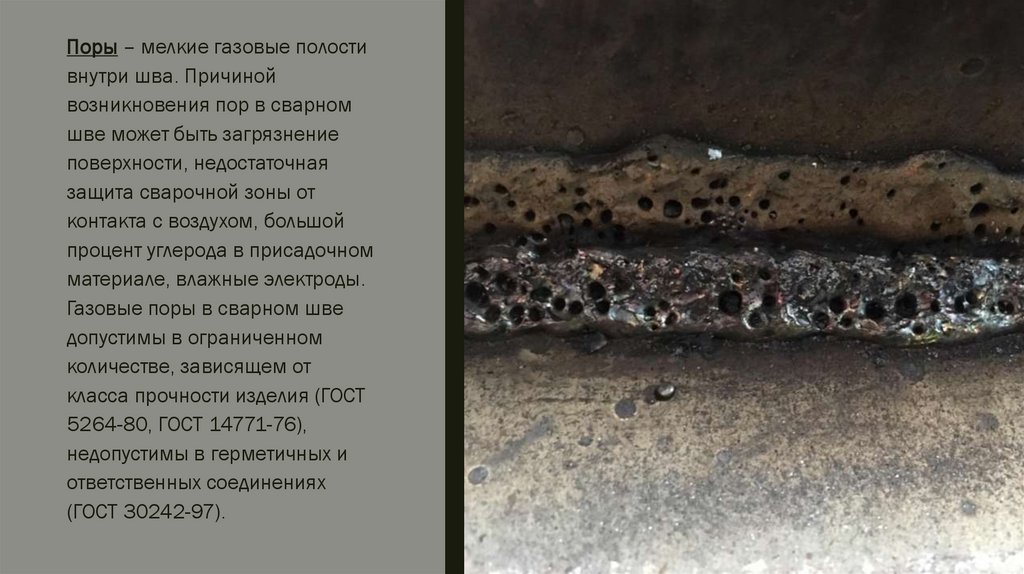
Поры – мелкие газовые полостивнутри шва. Причиной
возникновения пор в сварном
шве может быть загрязнение
поверхности, недостаточная
защита сварочной зоны от
контакта с воздухом, большой
процент углерода в присадочном
материале, влажные электроды.
Газовые поры в сварном шве
допустимы в ограниченном
количестве, зависящем от
класса прочности изделия (ГОСТ
5264-80, ГОСТ 14771-76),
недопустимы в герметичных и
ответственных соединениях
(ГОСТ 30242-97).
8.
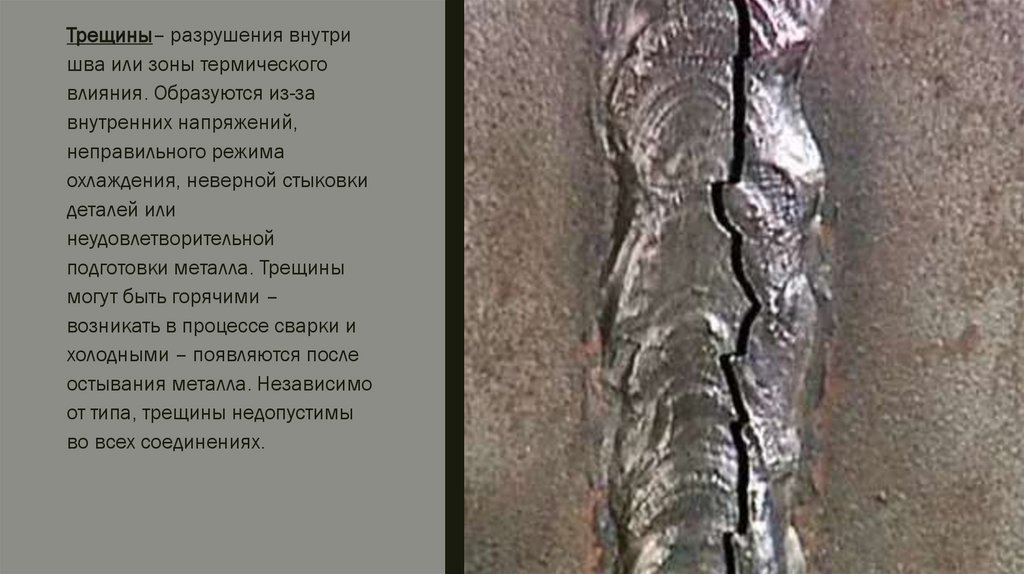
Трещины– разрушения внутришва или зоны термического
влияния. Образуются из-за
внутренних напряжений,
неправильного режима
охлаждения, неверной стыковки
деталей или
неудовлетворительной
подготовки металла. Трещины
могут быть горячими –
возникать в процессе сварки и
холодными – появляются после
остывания металла. Независимо
от типа, трещины недопустимы
во всех соединениях.
9.
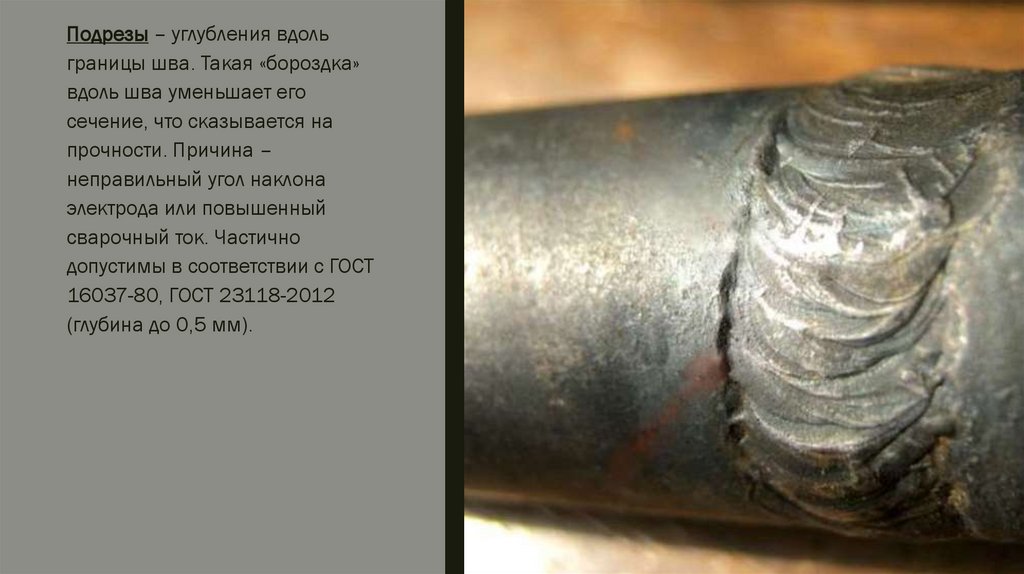
Подрезы – углубления вдольграницы шва. Такая «бороздка»
вдоль шва уменьшает его
сечение, что сказывается на
прочности. Причина –
неправильный угол наклона
электрода или повышенный
сварочный ток. Частично
допустимы в соответствии с ГОСТ
16037-80, ГОСТ 23118-2012
(глубина до 0,5 мм).
10.
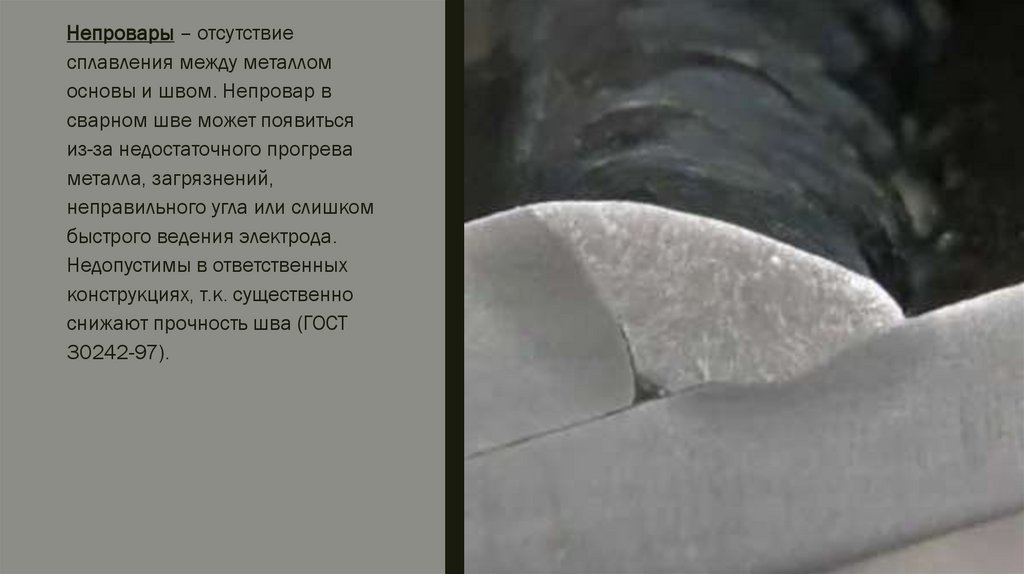
Непровары – отсутствиесплавления между металлом
основы и швом. Непровар в
сварном шве может появиться
из-за недостаточного прогрева
металла, загрязнений,
неправильного угла или слишком
быстрого ведения электрода.
Недопустимы в ответственных
конструкциях, т.к. существенно
снижают прочность шва (ГОСТ
30242-97).
11.
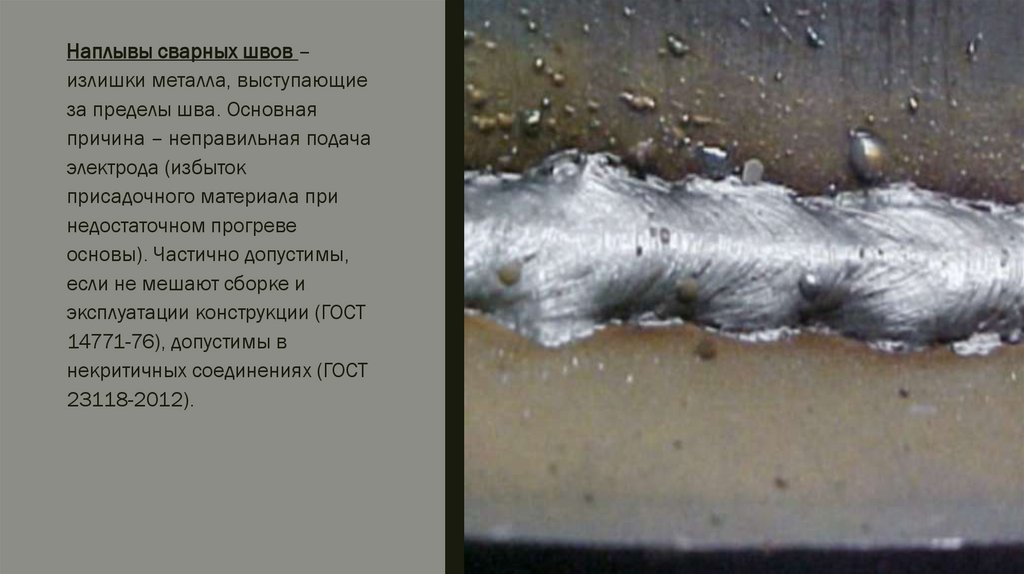
Наплывы сварных швов –излишки металла, выступающие
за пределы шва. Основная
причина – неправильная подача
электрода (избыток
присадочного материала при
недостаточном прогреве
основы). Частично допустимы,
если не мешают сборке и
эксплуатации конструкции (ГОСТ
14771-76), допустимы в
некритичных соединениях (ГОСТ
23118-2012).
12.
Кратеры – углубления на концесварочного шва. Возникают изза недостаточной заполненности
при завершении шва и являются
точками концентрации
напряжений. Допустимы с
ограничением по глубине (ГОСТ
3242-79).
13.
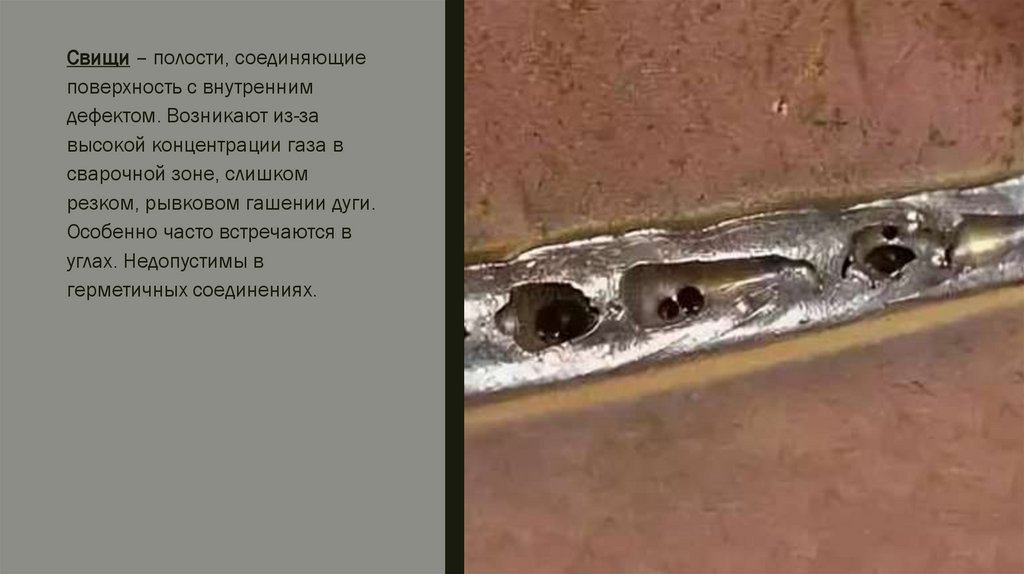
Свищи – полости, соединяющиеповерхность с внутренним
дефектом. Возникают из-за
высокой концентрации газа в
сварочной зоне, слишком
резком, рывковом гашении дуги.
Особенно часто встречаются в
углах. Недопустимы в
герметичных соединениях.
14.
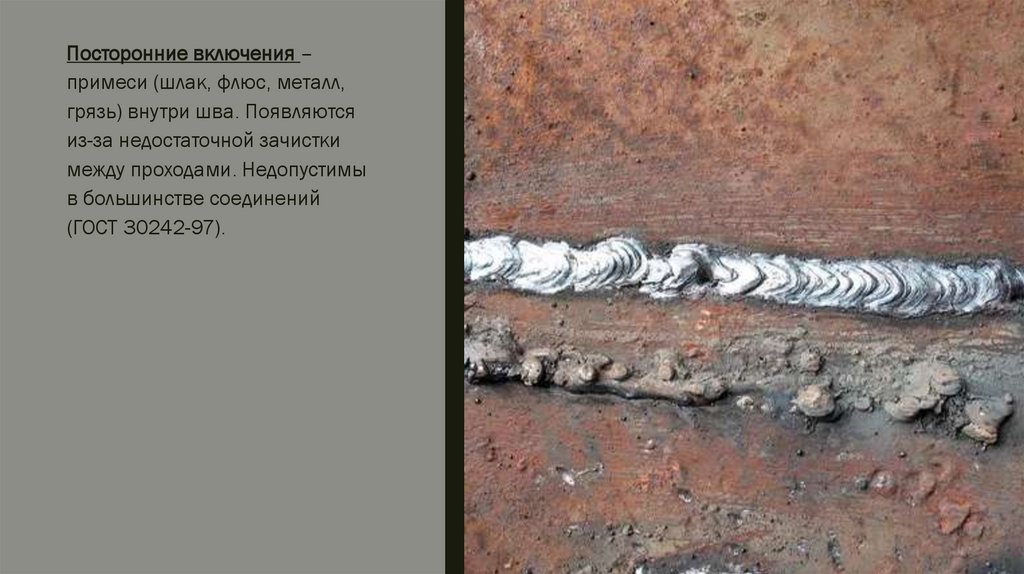
Посторонние включения –примеси (шлак, флюс, металл,
грязь) внутри шва. Появляются
из-за недостаточной зачистки
между проходами. Недопустимы
в большинстве соединений
(ГОСТ 30242-97).
15.
Неравномерная форма шва –причиной является
неустойчивый режим сварки и
неточное направление
электрода.
16.
■ Основные причины дефектов■ Недостаточная подготовка поверхности. Загрязнения, ржавчина или масло
затрудняют качественное сплавление металлов. Удаление загрязнений и окалины
перед сваркой предусмотрено ГОСТ 14782-86.
■ Нарушение режимов сварки. Неправильный выбор температуры, скорости
подачи электрода или защитного газа, или неподходящий электрический ток
приводит к дефектам.
■ Неквалифицированная работа сварщика. Ошибки оператора – частая причина
дефектов, особенно при работе со сложными материалами. Сварщики обязаны
соответствовать квалификационным требованиям ГОСТ 5264-80.
17. Методы выявления и исправления дефектов
■ Визуальный контроль качества сварных соединений■ Ультразвуковой контроль сварных швов
■ Радиографический контроль сварных швов
■ Магнитопорошковый контроль
18. Методы ремонта и устранения дефектов
Если после сварки обнаружены дефекты, конструкция или изделие считаются бракованными до ихустранения. Это особенно важно для ответственных соединений, несущих конструкций: рам,
обрешеток, каркасов.
Основные действия при ремонте:
■ Зачистка дефектных участков. Сварное соединение тщательно зачищают для последующей
повторной сварки.
■ Полная или частичная замена участка шва. При прожогах используется локальный нагрев с
последующей сваркой. Участок с трещиной, кратером, свищом или непроваром вырубают,
затем заваривают. Также полностью удаляют участок с наличием посторонних включений.
■ Наплавка металла. Применяется для устранения прожогов, кратеров или подрезов сварочного
шва.
■ Шлифовка и полировка. Применяется для удаления наплывов и подрезов, коррекции
поверхности. После этого важно проверить, нет ли под наплывом другого дефекта.
■ Контроль после ремонта. Проведение повторного контроля согласно требованиям ГОСТ.
19.
■ Качество сварных соединений напрямую влияет на эксплуатационныехарактеристики конструкций. Соблюдение требований стандартов,
использование современных методов контроля и квалифицированный персонал
обеспечивают надежность и безопасность сварочных работ. Применение
ГОСТов, таких как ГОСТ 30242-97, ГОСТ 5264-80 и ГОСТ 14782-86, является
залогом успешного выполнения сварочных операций.