





 — послойное построение изделия из расплавленной пластиковой нити")
, пленок (технология")


 Педагогика
ПедагогикаПохожие презентации:










Аддитивные технологии. Применяемые материалы
1. Аддитивные технологии. Применяемые материалы
Преподаватель: Басалаев Г.Г.2023
2.
• Аддитивные технологии производства (АТ)позволяют изготавливать любое изделие послойно
на основе компьютерной 3D-модели.
Такой
процесс создания объекта также называют
«выращиванием»
из-за
постепенности
изготовления.
Если
при
традиционном
производстве вначале мы имеем заготовку, от
которой отсекаем все лишнее либо деформируем ее,
то в случае с АТ из ничего (а точнее, из аморфного
расходного материала) выстраивается новое
изделие. В зависимости от технологии объект
может строиться снизу-вверх или, наоборот,
получать различные свойства.
2
3.
• Аддитивные технологии (от английскогоAdditive Fabrication) – обобщенное название
технологий, предполагающих изготовление
изделия по данным цифровой модели (или
CAD-модели)
методом
послойного
добавления (add, англ. – добавлять) отсюда
и название материала
3
4. Общую схему аддитивного производства можно изобразить в виде следующей последовательности:
45.
56. Сравнение маршрутной технологии получения детали методами литья под давлением и по аддитивной технологии
67. Таблица 1 – Технические характеристики АБС- и ПЛА-пластиков
ХарактеристикиABS
PLA
Плотность
1,05 г/см³
1,25 г/см³
Предел прочности на разрыв
30 МПа
40 МПа
Ударная вязкость
8-20 КДж/м²
16 Дж/м
Температура размягчения
~100°C
~50°C
Температура плавления
~220°C
~180°C
Показатель текучести расплава
(220°C/10 кг)
5–9 г/10 мин
–
7
8. Сегодня можно выделить следующие технологии аддитивного производства:
• FDM (Fused deposition modeling) — послойноепостроение изделия из расплавленной пластиковой
нити. Это самый распространенный способ 3Dпечати в мире, на основе которого работают
миллионы 3D-принтеров — от самых дешевых до
промышленных систем трехмерной печати. FDMпринтеры работают с различными типами
пластиков, самым популярным и доступным из
которых является ABS. Изделия из пластика
отличаются высокой прочностью, гибкостью,
прекрасно подходят для тестирования продукции,
прототипирования, а также для изготовления
готовых к эксплуатации объектов.
8
9. FDM – процесс послойного наложения расплавленной полимерной нити. FDM-система позволит превратить концепцию изделия в реальный
экземпляр, проверить его насоответствие форме и размерам и даже смоделировать работоспособность изделия, не
прибегая к излишним временным и материальным затратам
Принципиальная схема
технологии FDM
Раскладка расплавленного
материала через экструдер
9
10. Примеры FDM (Fused deposition modeling) — послойное построение изделия из расплавленной пластиковой нити
1011.
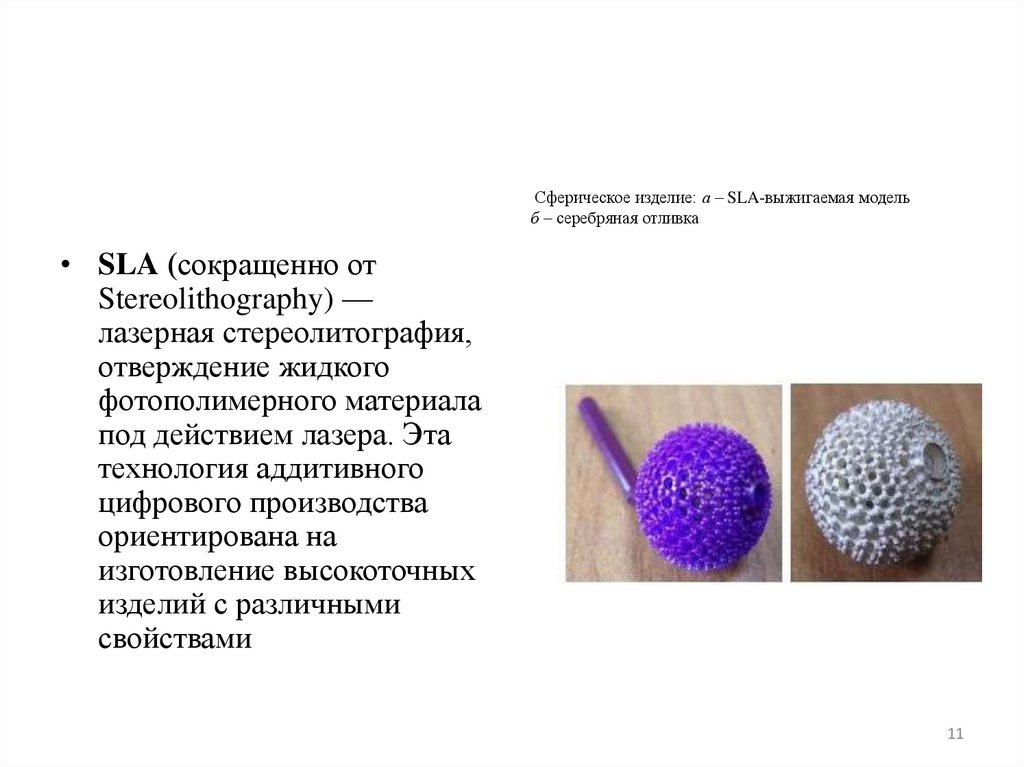
Сферическое изделие: а – SLA-выжигаемая модельб – серебряная отливка
• SLA (сокращенно от
Stereolithography) —
лазерная стереолитография,
отверждение жидкого
фотополимерного материала
под действием лазера. Эта
технология аддитивного
цифрового производства
ориентирована на
изготовление высокоточных
изделий с различными
свойствами
11
12.
• SLS(Selective
laser
sintering)
—
селективное
лазерное
спекание
полимерных порошков. С помощью этой
технологии можно получать большие
изделия с различными физическими
свойствами
(повышенная
прочность,
гибкость, термостойкость и др)
12
13. Полимерные материалы для аддитивных технологий могут применяться в виде порошков, прутков (технология FDM), пленок (технология
PSL). Наиболеераспространены порошковые и прутковые полимерные полуфабрикаты для
аддитивных технологий
Полимерные прутковые
материалы для FDM-технологий
ABS
Акрилонитрилбутадиенстирол,
АБС – это ударопрочная
техническая
термопластическая смола на
основе сополимера акрилонитрила с бутадиеном и
стиролом. Этот пластик
непрозрачен, легко
окрашивается в разные цвета
13
14.
• Достоинства ABS: долговечность, ударопрочность иотносительная эластичность, нетоксичность, влаго- и
маслостойкость, стойкость к щелочам и кислотам, широкий
диапазон эксплуатационных температур: от −40 °С до +90 °С, у
модифицированных марок до 103…113 °С. К достоинствам
следует отнести и невысокую стоимость, растворимость в
ацетоне, что позволяет не только склеивать детали из ABS, но
также сглаживать с помощью ацетона неровную поверхность.
По механической прочности, жесткости, ударной вязкости и
теплостойкости АВS-пластик превосходит другие сополимеры
стирола, а также ударопрочный полистирол. Характеризуется
хорошей
износостойкостью,
высокой
размерной
стабильностью. Он хорошо поддается сварке. Поверхности из
АВS-пластика пригодны для вакуумной металлизации и
напыления гальванического покрытия.
14
15.
• Недостатки ABS: несовместимость с пищевымипродуктами, особенно горячими, поскольку при
определенных условиях (высокой температуре)
может выделять циановодород; неустойчивость к
ультрафиолетовому излучению (не рекомендуется
оставлять под прямыми солнечными лучами).
• Рабочая температура выше, чем у PLA и находится
в диапазоне 210…270 °С. Термоусадка заметно
выше, чем у PLA. Более хрупкий, чем PLA. При
работе с нитью ABS ощущается слабый запах.
Кроме того, для лучшего прилипания первого слоя
модели к рабочему столу требуется подогревать
стол примерно до 110 °С
15
16. Марки, составы и нормативные документы на промышленные порошки для аддитивных технологий
Российский стандарт03Х17Н13М2
ВТ6
АЛ2(АК12)
16
17. Вопросы для конспектирования:
• Внимательно прочитайте источник• Дать определение АТ
• Составить общую схему АТ
• Определить, в чем заключается различие
между технологией АТ и способом
изготовления деталей из традиционных
материалов
• Перечислить технологии АТ (с кратким
прояснением)
• Подготовить конспект к сдаче на проверку
17