


 Механика
Механика Промышленность
ПромышленностьПохожие презентации:



")






Влияние способов клёпки на ресурс клёпаных соединений
1.
Министерство образования и науки Российской Федерациифедеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
Нижегородский государственный технический университет
им. Р.Е. Алексеева
ИНСТИТУТ ТРАНСПОРТНЫХ СИСТЕМ
Презентация на тему: «Влияние способов клёпки
на ресурс клёпаных соединений»
Выполнил : студент гр. С13 – ЛА - 1
Теленков Павел
Проверил: Курников Николай
Александрович
Нижний Новгород
2017
2.
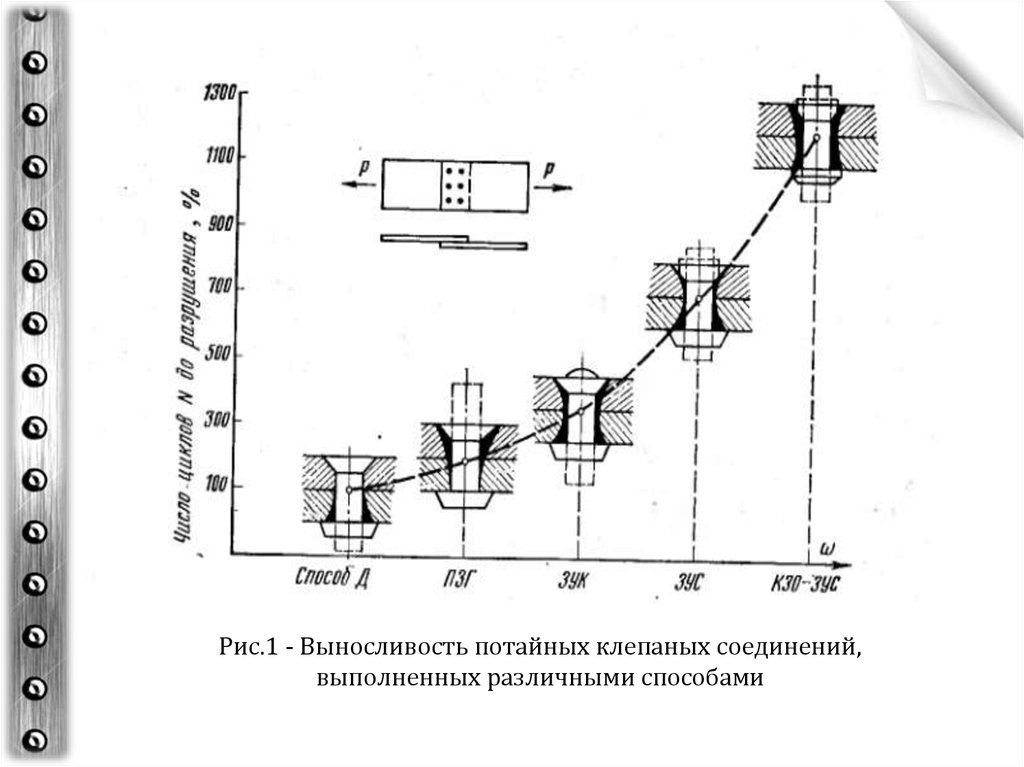
Рис.1 - Выносливость потайных клепаных соединений,выполненных различными способами
3.
Методы снижения наибольших напряжений:Упрочнение стенок отверстия в детали
Повышение чистоты поверхности при
образовании отверстия
Снятие и упрочнение фасок на кромках
отверстия
4.
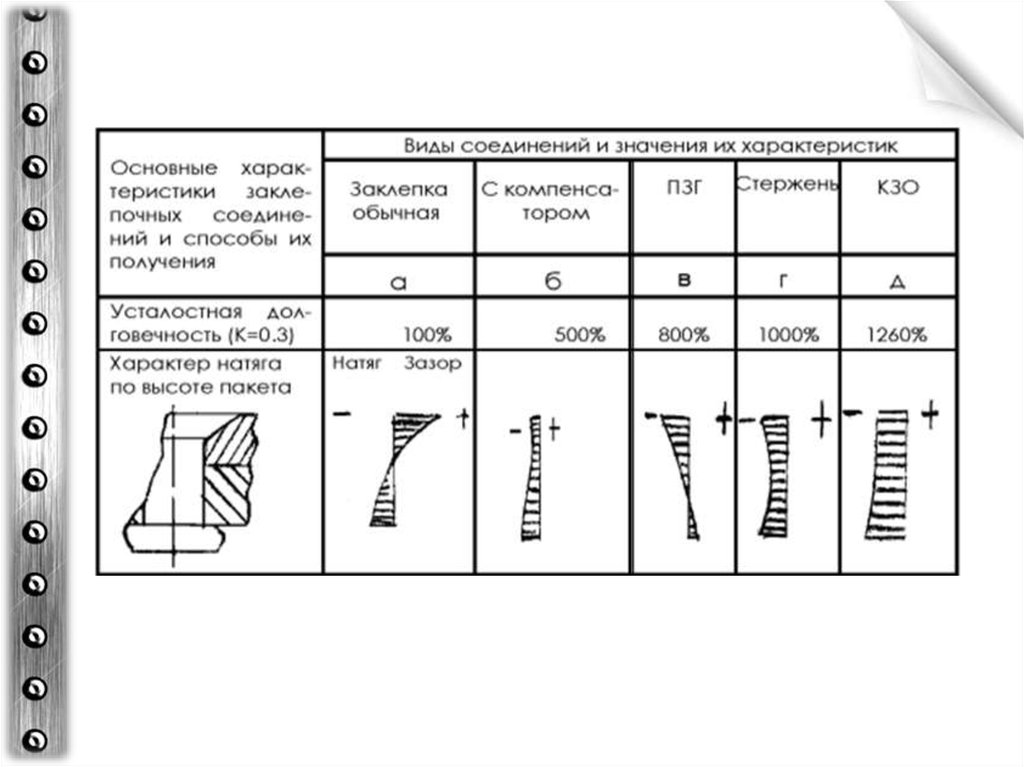
Способ «Д»: клепка обычными стержневымизаклепками; усилие клепки прессом изменяется по
толщине
пакета,
достигая
максимального
значения
в
зоне
замыкающей
головки.
Выносливость при этом способе клепки условно
принимается за 100%.
5.
Способ «ПЗГ»: упрочнение зенкованного листа,происходит
повышение
выносливости
при
разрушении соединения при вибрационных
нагрузках по зенкованному листу. Основной
особенностью этого метода является то, что
расклепывается потайная коническая головка,
которая в этом случае является замыкающей.
Рис.2 – Схема установки заклёпки с ПЗГ ( 1 - боек клепального молотка, 2 – замыкающая
головка, 3 – соединяемые листы, 4 - закладная головка, 5 - опора).
6.
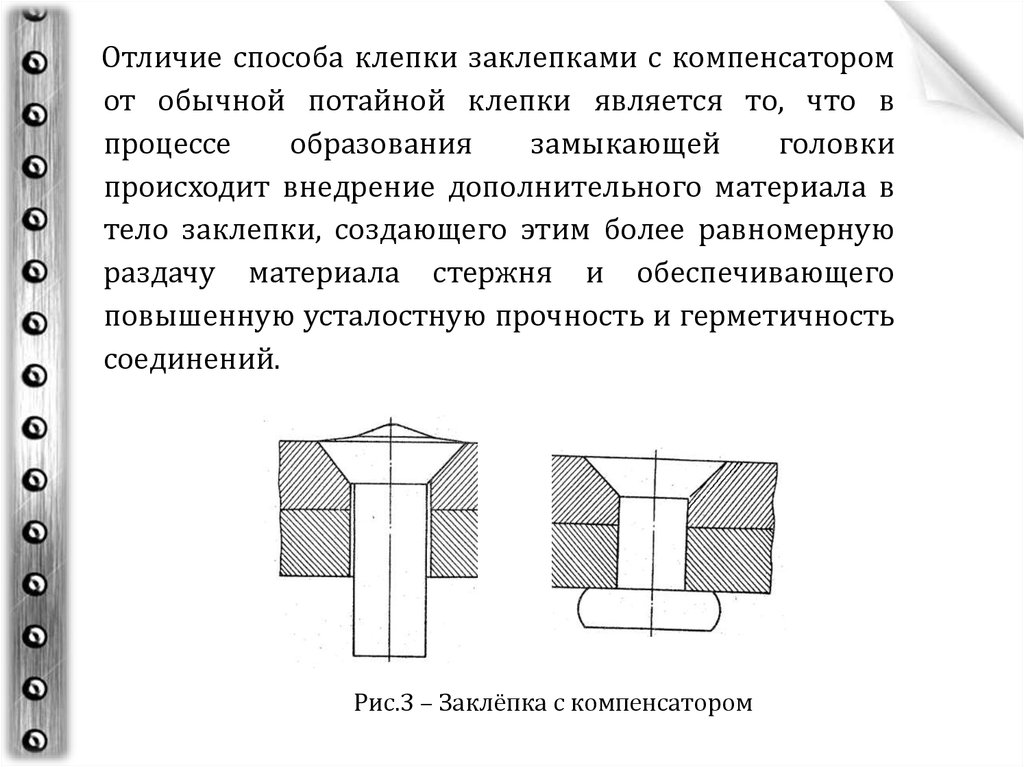
Отличие способа клепки заклепками с компенсаторомот обычной потайной клепки является то, что в
процессе
образования
замыкающей
головки
происходит внедрение дополнительного материала в
тело заклепки, создающего этим более равномерную
раздачу материала стержня и обеспечивающего
повышенную усталостную прочность и герметичность
соединений.
Рис.3 – Заклёпка с компенсатором
7.
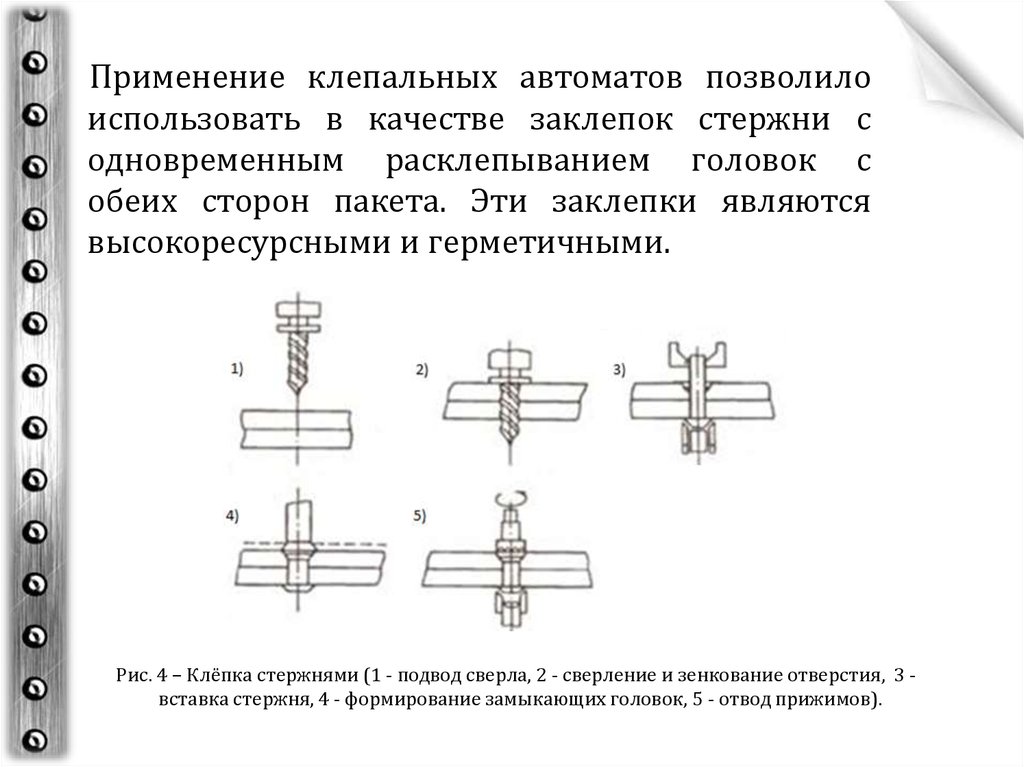
Применение клепальных автоматов позволилоиспользовать в качестве заклепок стержни с
одновременным расклепыванием головок с
обеих сторон пакета. Эти заклепки являются
высокоресурсными и герметичными.
Рис. 4 – Клёпка стержнями (1 - подвод сверла, 2 - сверление и зенкование отверстия, 3 вставка стержня, 4 - формирование замыкающих головок, 5 - отвод прижимов).
8.
Наиболее перспективным методом выполнениясоединений,
является
клепка
повышенным
давлением. Сущность метода заключается в
создании конечного давления (усилия) клепки,
значительно большего, чем при обычном способе.
Повышенное
давление
необходимо
для
интенсивного перетекания материала в процессе
пластической деформации из зоны образуемой
головки заклепки в глубь пакета.
9.
21
3
5
4
P1
P1
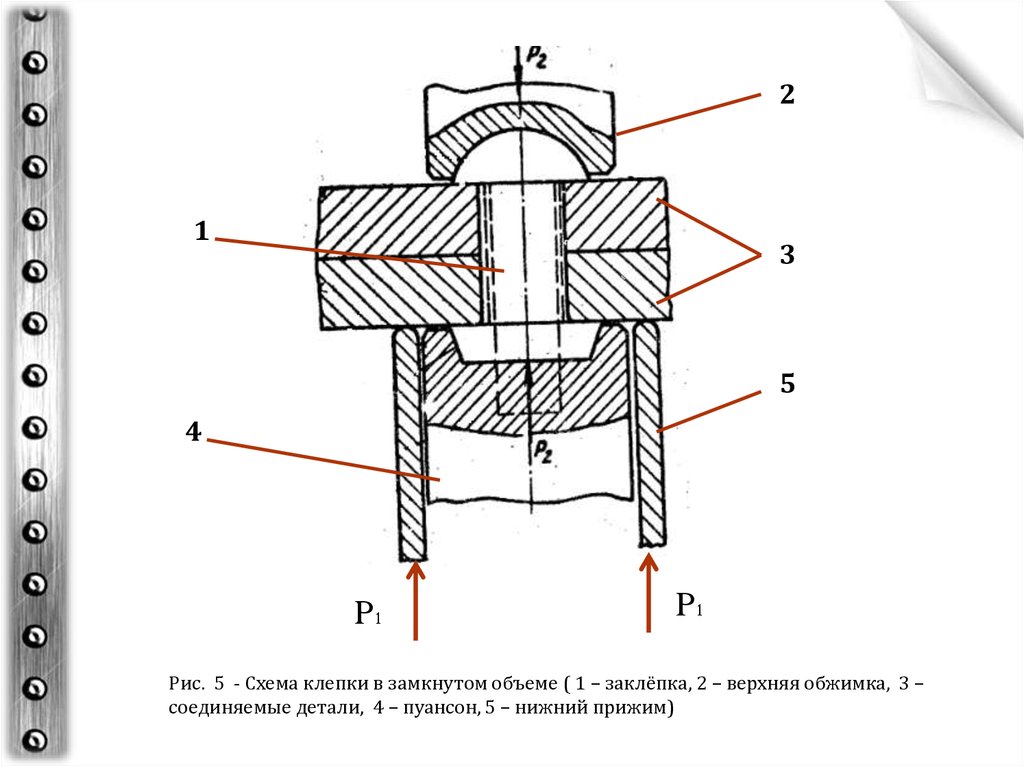
Рис. 5 - Схема клепки в замкнутом объеме ( 1 – заклёпка, 2 – верхняя обжимка, 3 –
соединяемые детали, 4 – пуансон, 5 – нижний прижим)
10.
11.
В целях предотвращения возникновениязаусенцев и образования наплывов по кромкам
отверстий при клёпке повышенным давлением
следует
предусмотреть
предварительное
сжатие пакета усилием, соизмеримым с
необходимым усилием для образования
замыкающей головки.
12.
Особенностью напряженно-деформированногосостояния клёпаных соединений КМ является
возрастание концентрации напряжений около
отверстий при действии технологических
начальных напряжений и, как следствие,
снижение
прочности
и
долговечности
соединений.
13.
Основы КМ (малодеформационной клёпки):использование заклёпок переменной жёсткости
применение ограничивающих элементов
(шайбы, втулки и др.)
реализация способов клёпки, обеспечивающих
локализацию пластических деформаций в
области замыкающей головки заклёпки (клёпка
давлением с раскаткой, клёпка с наложением
ультразвуковых колебаний, клёпка с нагревом)