





































































 БЖД
БЖДПохожие презентации:










Техника безопасности
1.
2.
Техника безопасностиЛюбое обучение на производстве начинается с инструктажа по
технике безопасности
Участок шлифования пружин не является исключением у нас
существует 3 основных правила
Не допускать попадания конечностей в движимые, либо
которые могут начать движение механические узлы
Не выполнять незнакомые операции на оборудовании
Не выполнять операцию «Позиционирование» при
закрытом столе
3.
Первое знакомство с оборудованиемПервое знакомство с станком начинается с перевода
выключателя в положение «ON»
Включения кнопки «Пуск вспомогательный»
4.
Далее переводим выключатель пылесборника вположение «ON» и нажимаем кнопку «Пуск»
1
2
Станок готов к работе
5.
В первый день важно понять как правильно обращаться сконтрольно-измерительным оборудованием, полем
«Коррекция» и Комплектом Технической документации
Это позволит обучаться в процессе работы и снижает риски
появления несоответствующей продукции
6.
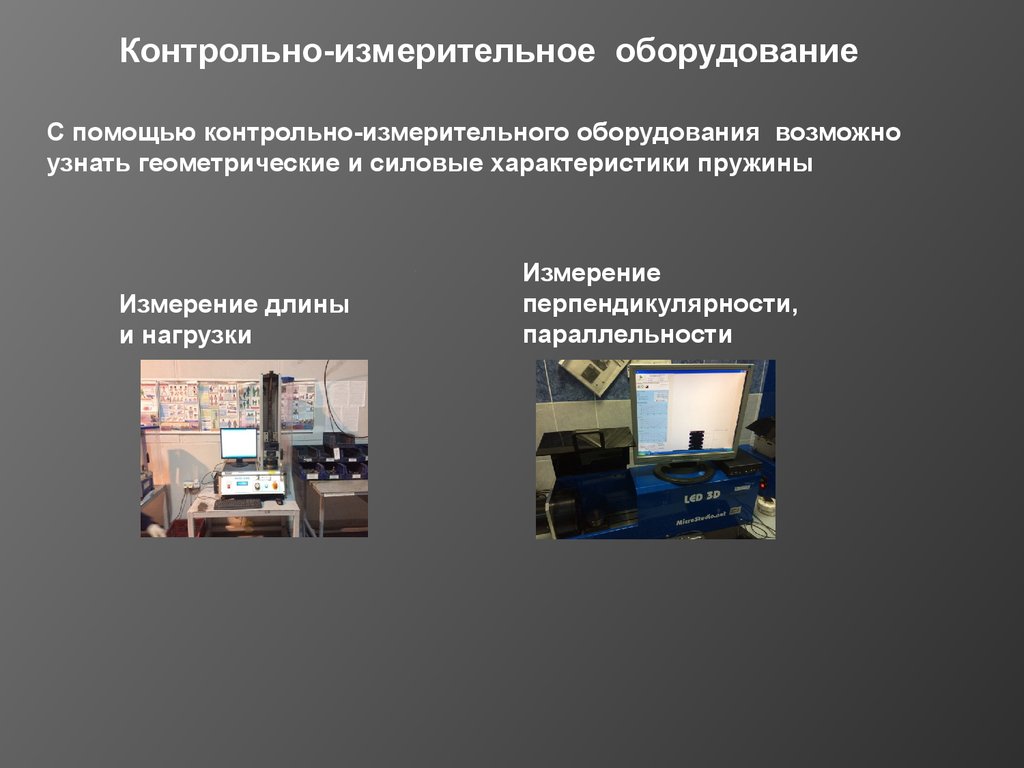
Контрольно-измерительное оборудованиеС помощью контрольно-измерительного оборудования возможно
узнать геометрические и силовые характеристики пружины
Измерение длины
и нагрузки
Измерение
перпендикулярности,
параллельности
7.
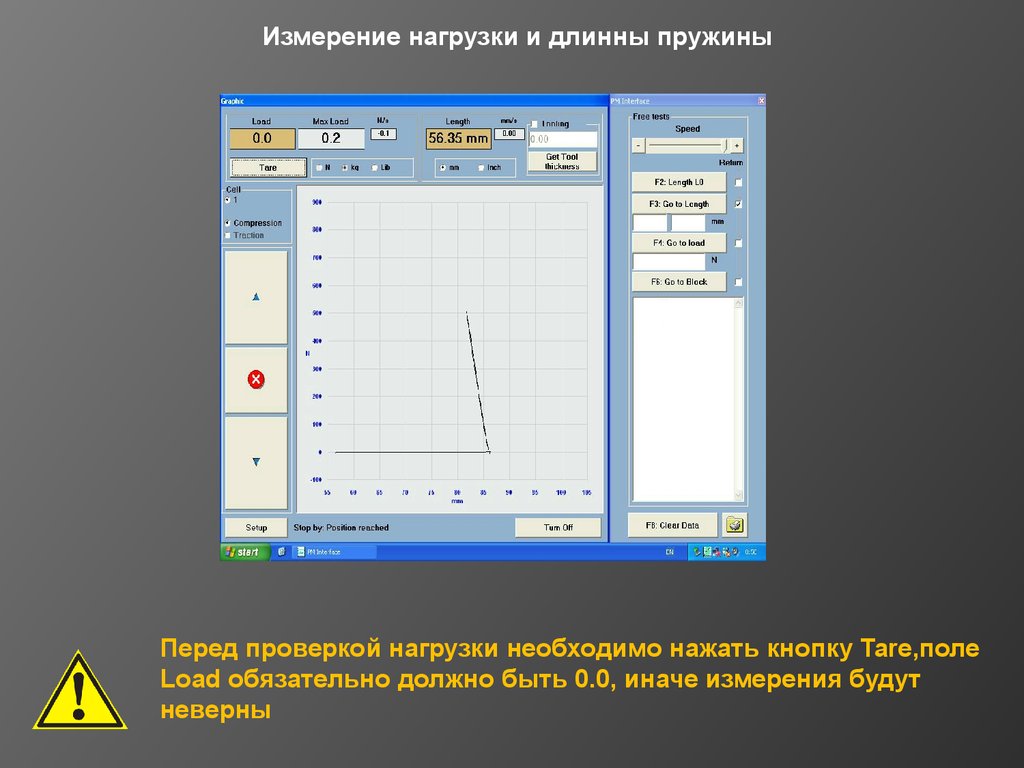
Измерение нагрузки и длинны пружиныПеред проверкой нагрузки необходимо нажать кнопку Tare,поле
Load обязательно должно быть 0.0, иначе измерения будут
неверны
8.
1.В зависимости от требований Технической документациивыберите единицу измерения нагрузки
1
2
2.Внесите в значение нагрузки в первое окно, если в комплекте
технической документации указа на вторая нагрузка то внесите ее в
следующие окно
9.
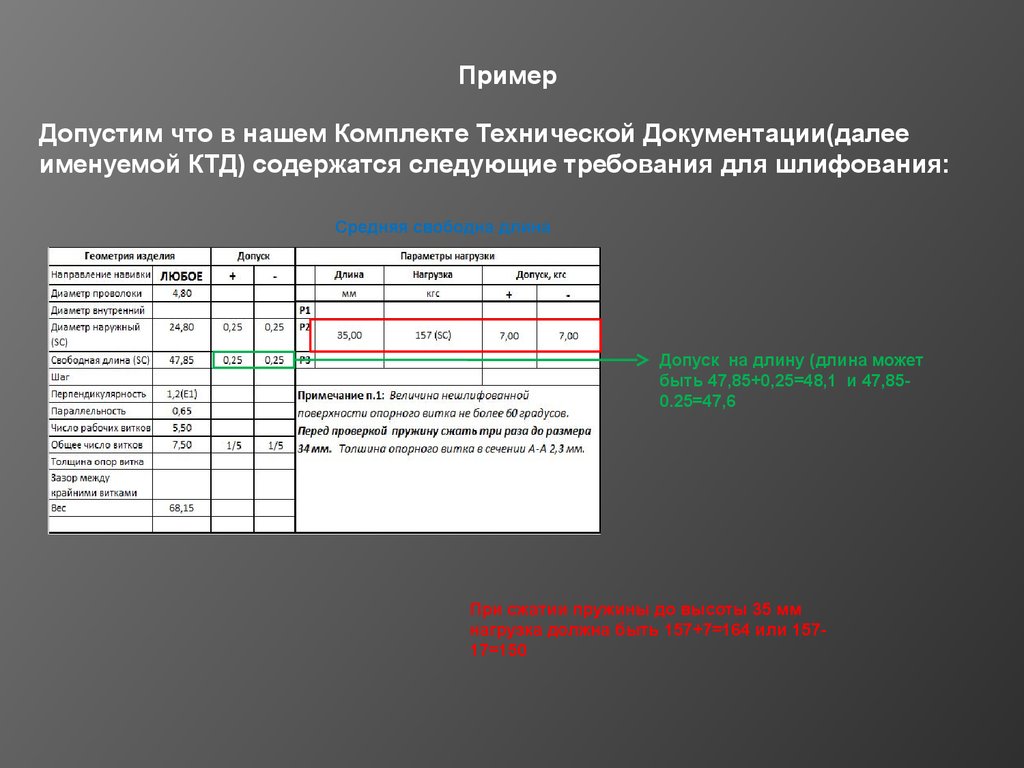
ПримерДопустим что в нашем Комплекте Технической Документации(далее
именуемой КТД) содержатся следующие требования для шлифования:
Средняя свободна длина
Допуск на длину (длина может
быть 47,85+0,25=48,1 и 47,850.25=47,6
При сжатии пружины до высоты 35 мм
нагрузка должна быть 157+7=164 или 15717=150
10.
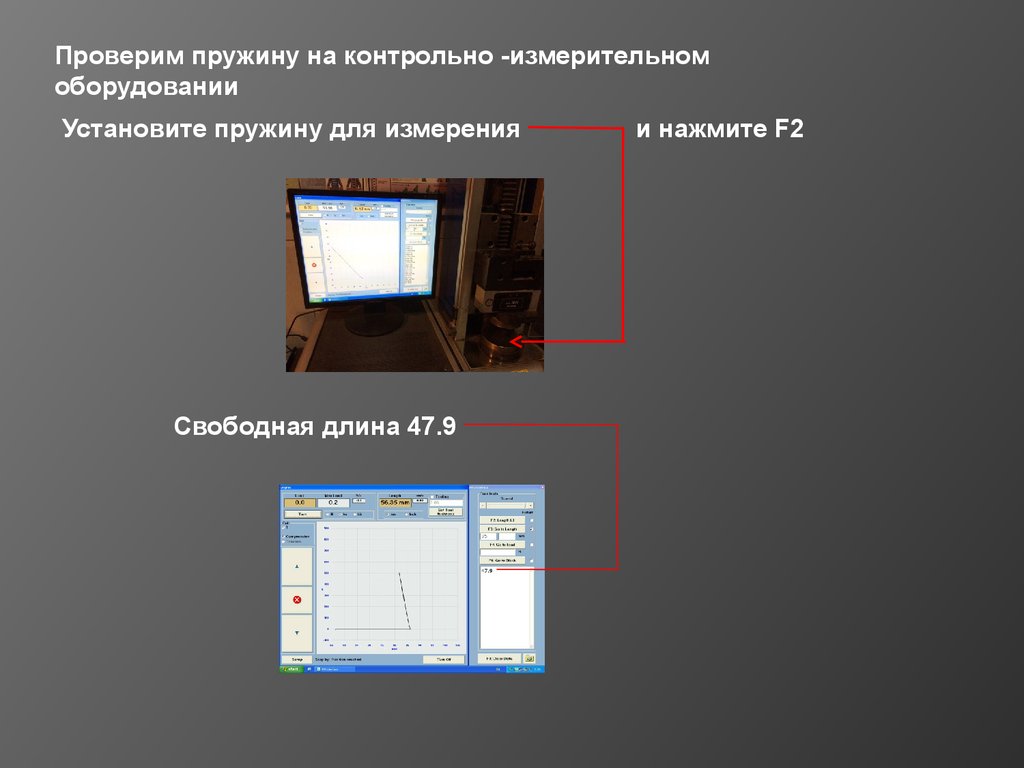
Проверим пружину на контрольно -измерительномоборудовании
Установите пружину для измерения
Свободная длина 47.9
и нажмите F2
11.
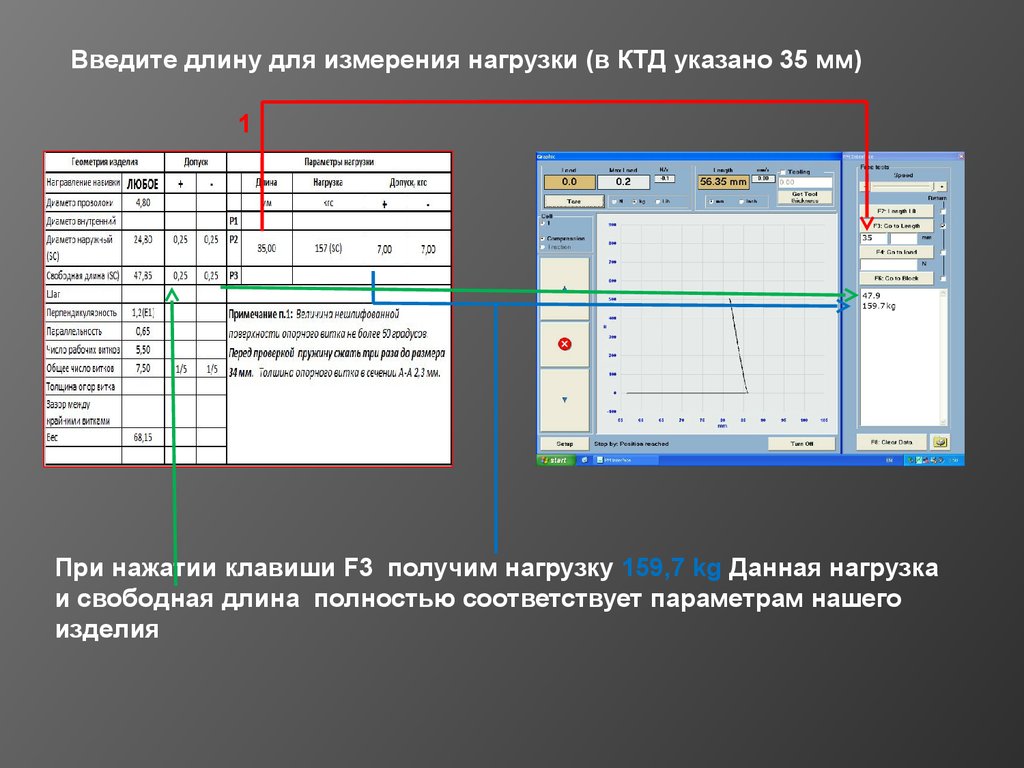
Введите длину для измерения нагрузки (в КТД указано 35 мм)1
При нажатии клавиши F3 получим нагрузку 159,7 kg Данная нагрузка
и свободная длина полностью соответствует параметрам нашего
изделия
12.
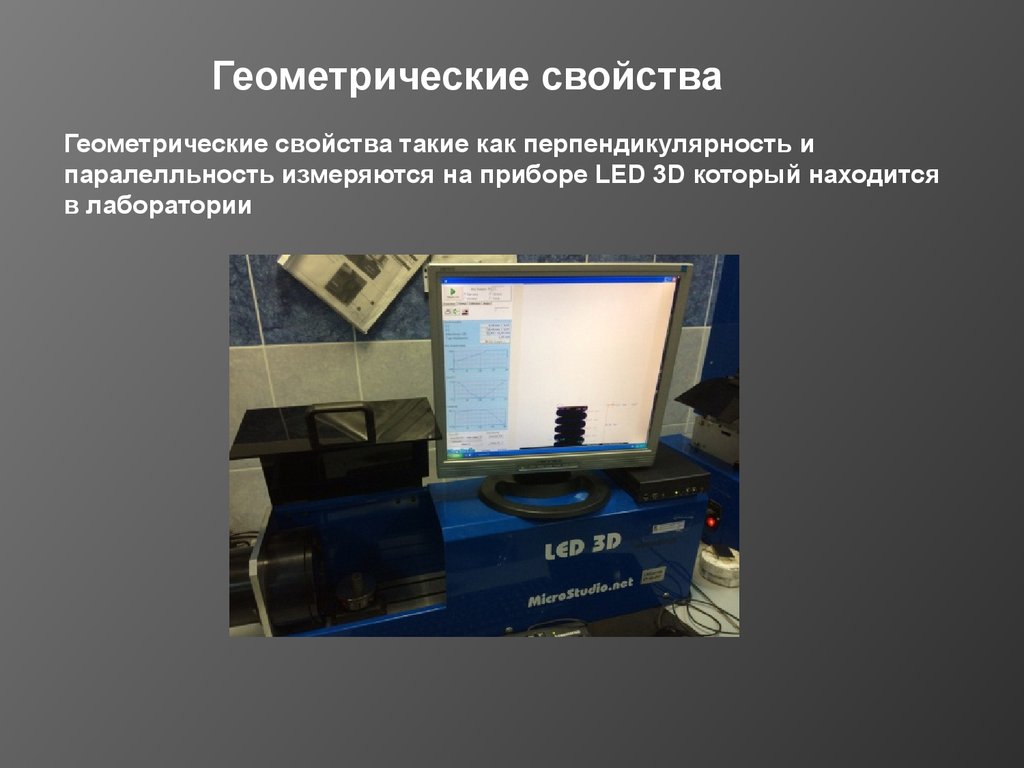
Геометрические свойстваГеометрические свойства такие как перпендикулярность и
паралелльность измеряются на приборе LED 3D который находится
в лаборатории
13.
Измерение геометрических свойствПерпендикулярность
Паралелльность
14.
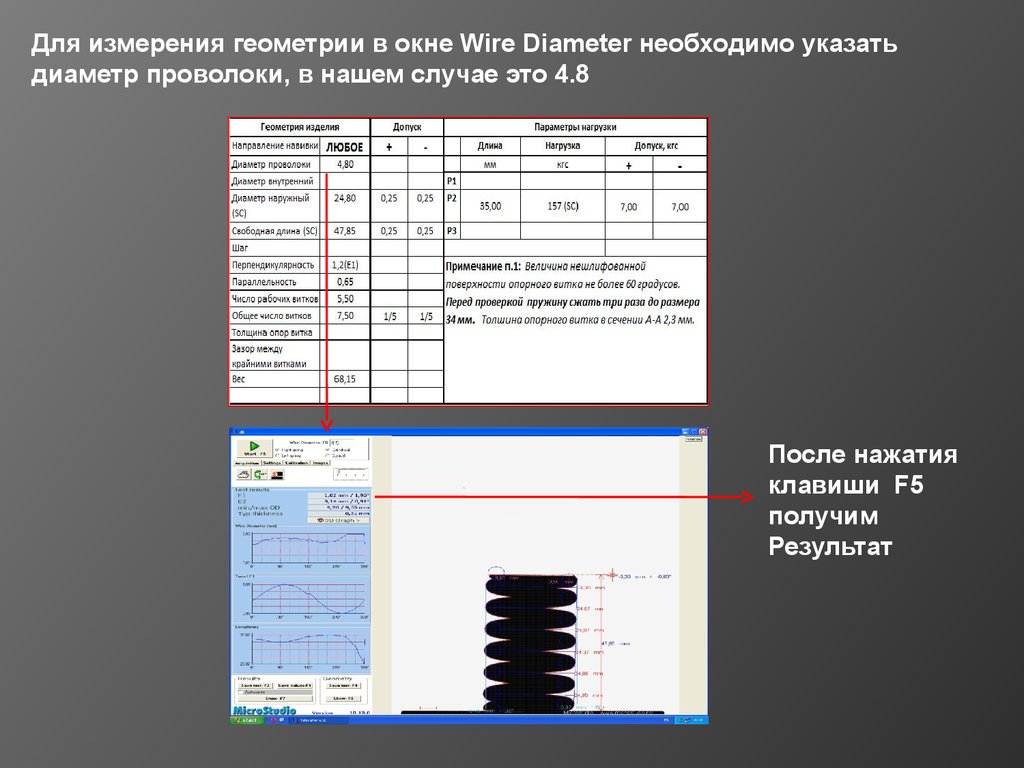
Для измерения геометрии в окне Wire Diameter необходимо указатьдиаметр проволоки, в нашем случае это 4.8
После нажатия
клавиши F5
получим
Результат
15.
16.
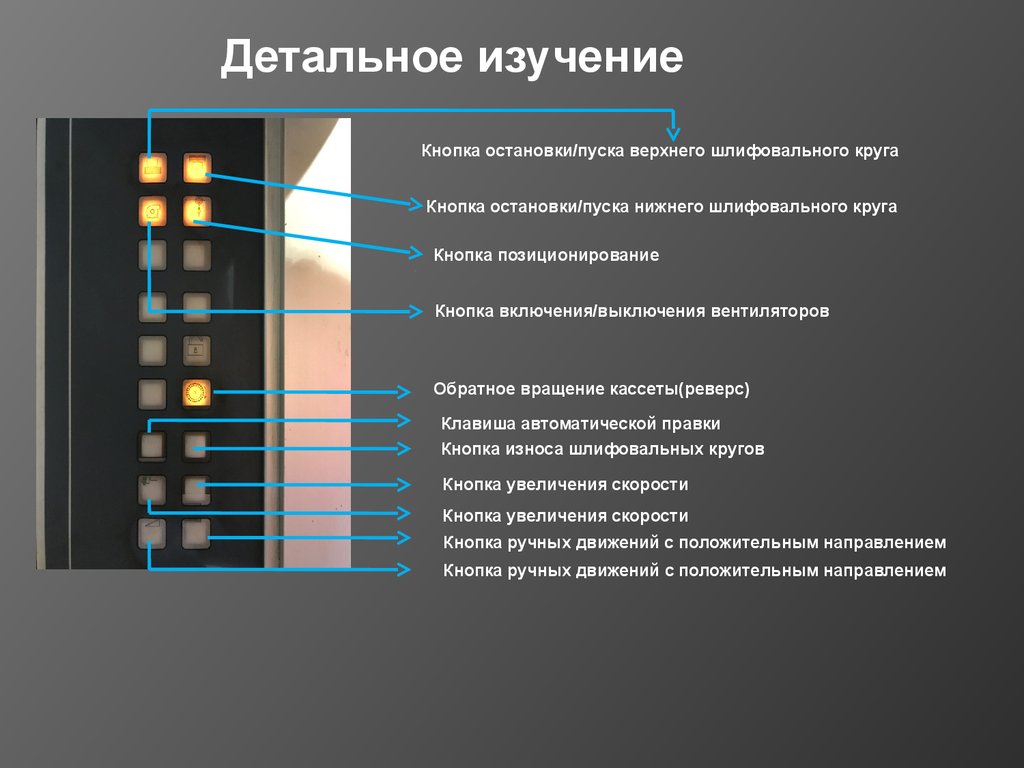
Детальное изучениеКнопка остановки/пуска верхнего шлифовального круга
Кнопка остановки/пуска нижнего шлифовального круга
Кнопка позиционирование
Кнопка включения/выключения вентиляторов
Обратное вращение кассеты(реверс)
Клавиша автоматической правки
Кнопка износа шлифовальных кругов
Кнопка увеличения скорости
Кнопка увеличения скорости
Кнопка ручных движений с положительным направлением
Кнопка ручных движений с положительным направлением
17.
Аварийная остановка-полностью блокирует все операции станкаОстановка вспомогательный-выключает оборудование
Пуск вспомогательный-включение оборудование
Защита-работает только в паре тумблером Защита Открытие/Закрытие .Для
открытия защиты удерживайте кнопку Защита и переведите тумблер в положение
1.Для закрытия защиты удерживайте кнопку Защита и переведите тумблер в
положение 2.
Остановка цикла-прерывает любую выполняемую операцию на оборудовании
Пуск цикла-выполняет пуск цикла/пуск цикла правки пружин
Разгрузка-открывает/закрывает разгрузочное окно
2
1
18.
19.
Разберем подробнее цифровые выраженияНачальная
длина
пружины
Безопасная высота
3 мм. Всегда должна
составлять 3-4 мм
Коррекция.С
ее помощью
изменяется
длина
готовой
пружины
Коэффициент
Давления
шлифования
Скорость
обработки
3мм/мин
Конечная Длина
пружины
Значение
позиции
верхней
подвижной
части
Скорость
вращения
кассеты после
цикла
Скорость вращения кассеты во
время цикла
Регулируемое значение скорости
вращения круга. С его помощью
можно изменять скорость вращения
круга
Время выхаживания(дошлифовка) Активна
после достижения верхним кругом
конечной длины пружины в нашем случае
это длина 47.85
20.
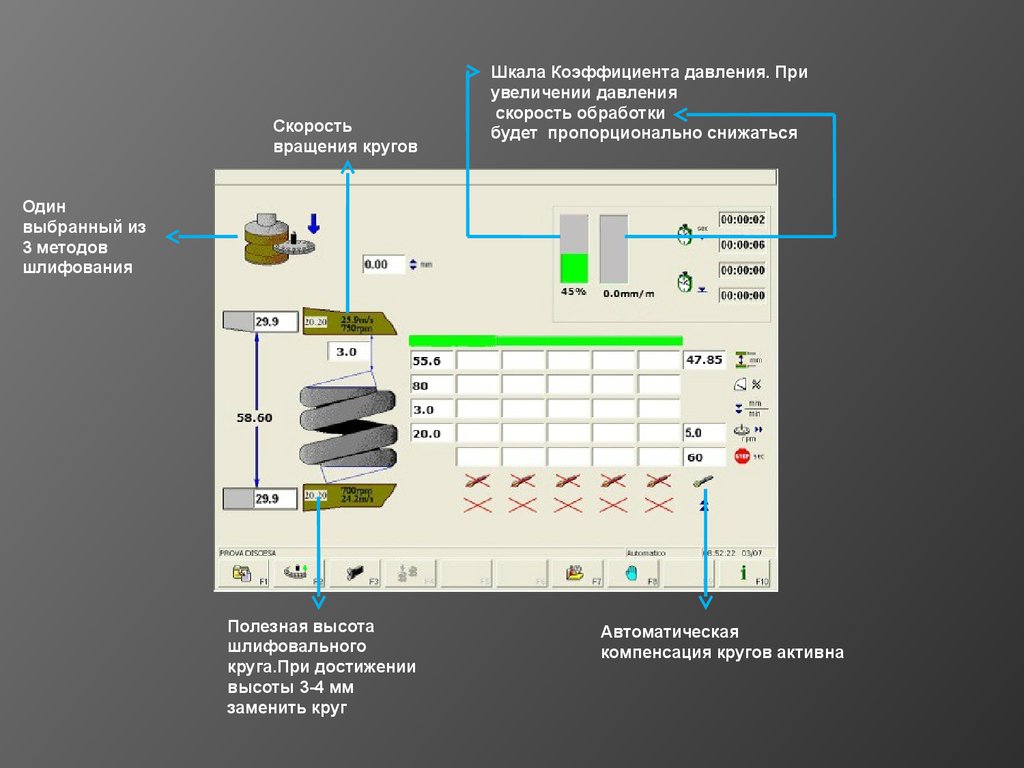
Скоростьвращения кругов
Шкала Коэффициента давления. При
увеличении давления
скорость обработки
будет пропорционально снижаться
Один
выбранный из
3 методов
шлифования
Полезная высота
шлифовального
круга.При достижении
высоты 3-4 мм
заменить круг
Автоматическая
компенсация кругов активна
21.
Редактирование программыВкладка Правка цикла
Ввод количества отверстий в
кассете
Выбор/создание программы
Автоматическая правка кругов
Ручные движения
Страница информации
22.
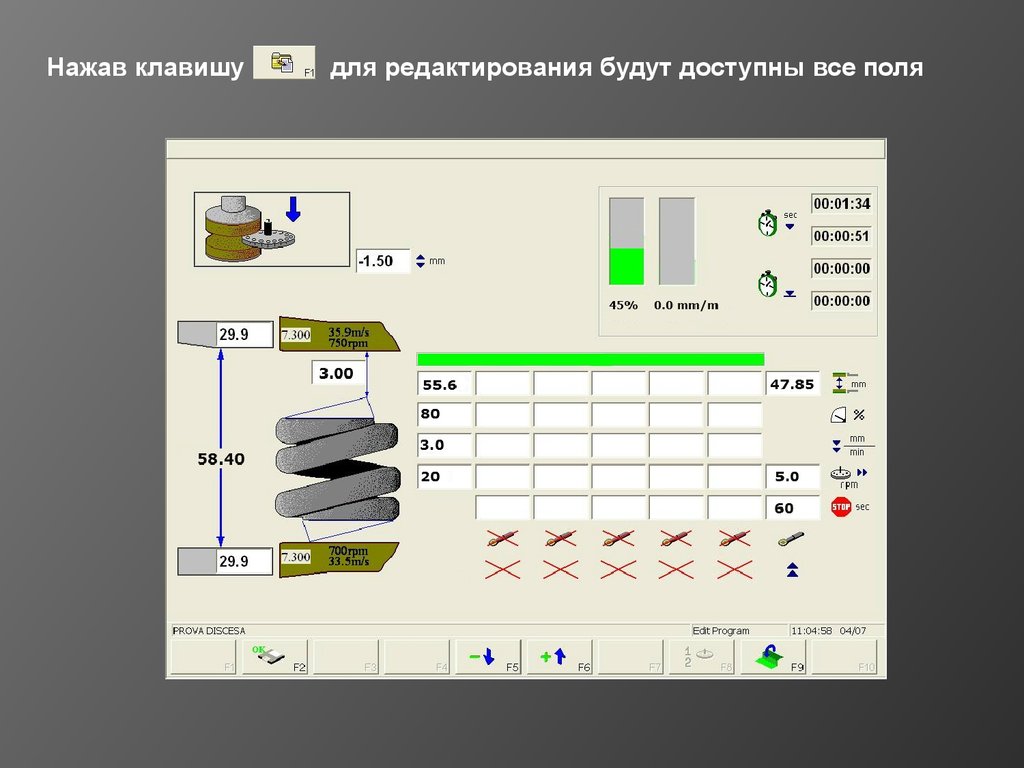
Нажав клавишудля редактирования будут доступны все поля
23.
Нажав клавишуперейдем на страницу Ввод отверстий
Количество используемых отверстий в ряду
Количество используемых рядов кассеты
24.
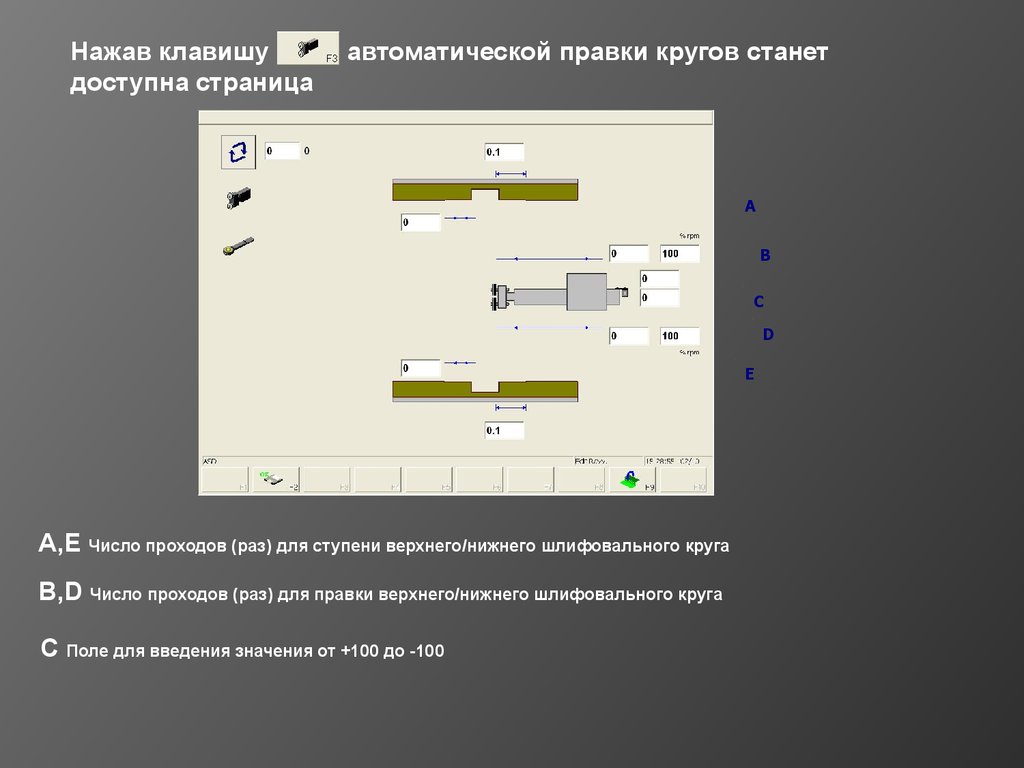
Нажав клавишудоступна страница
автоматической правки кругов станет
А
B
C
D
E
A,E Число проходов (раз) для ступени верхнего/нижнего шлифовального круга
B,D Число проходов (раз) для правки верхнего/нижнего шлифовального круга
C Поле для введения значения от +100 до -100
25.
КоррекцияКаждый рабочий час, а возможно и чаще оператору-наладчику
приходится сталкиваться этим полем .
26.
Рассмотрим примервы загрузили одну пробную пружину, после окончания цикла,
измерив изделие вы заметили свободная длина составляет 46.9 мм
вместо 47.85±0.25мм положенных по КТД измените значение
коррекции на с 0 на -0.95 чтобы получить изделие длиной 47.8547.9мм
27.
Цикл правкиЦикл правки существует для доработки высоты либо нагрузки
изделия, либо обоих пунктов сразу.
28.
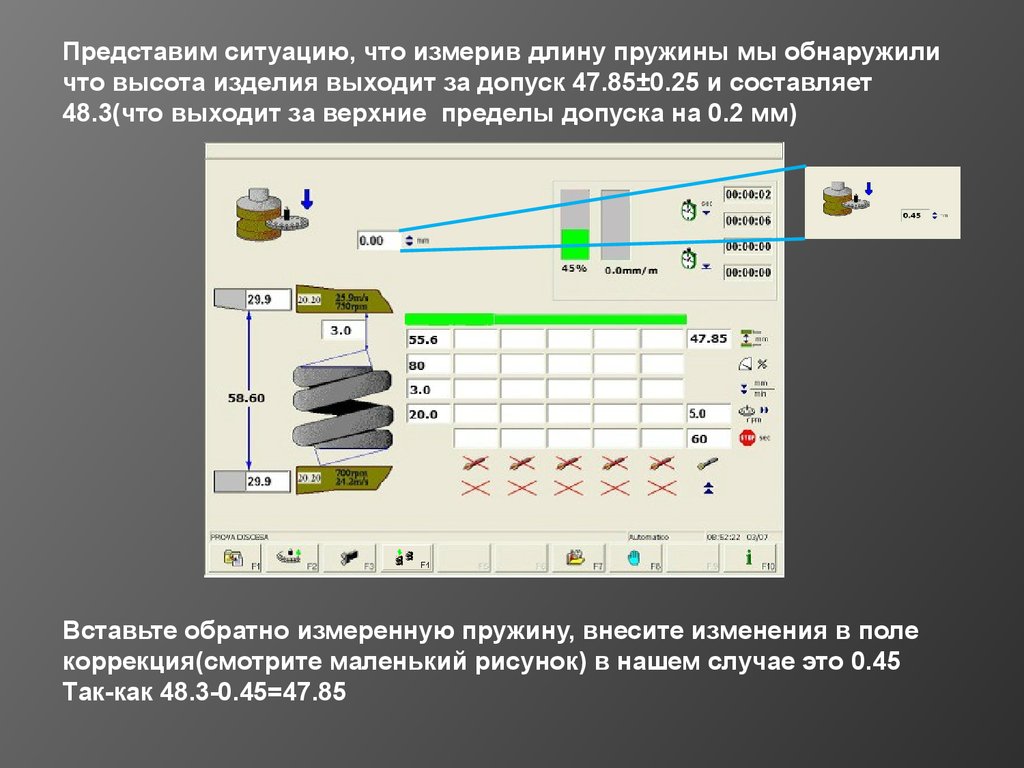
Представим ситуацию, что измерив длину пружины мы обнаружиличто высота изделия выходит за допуск 47.85±0.25 и составляет
48.3(что выходит за верхние пределы допуска на 0.2 мм)
Вставьте обратно измеренную пружину, внесите изменения в поле
коррекция(смотрите маленький рисунок) в нашем случае это 0.45
Так-как 48.3-0.45=47.85
29.
Нажав клавишу Правка цикла увидим следующее окно свозможностью внесения изменений
Внеся изменения в длину(48.3) и введя 20 секунд выхаживания
нажмите кнопку «Пуск цикла»
После проведения правки цикла обязательно проверьте длину
и нагрузки изделия, при недостаточной обработке повторите
действия еще раз
30.
31.
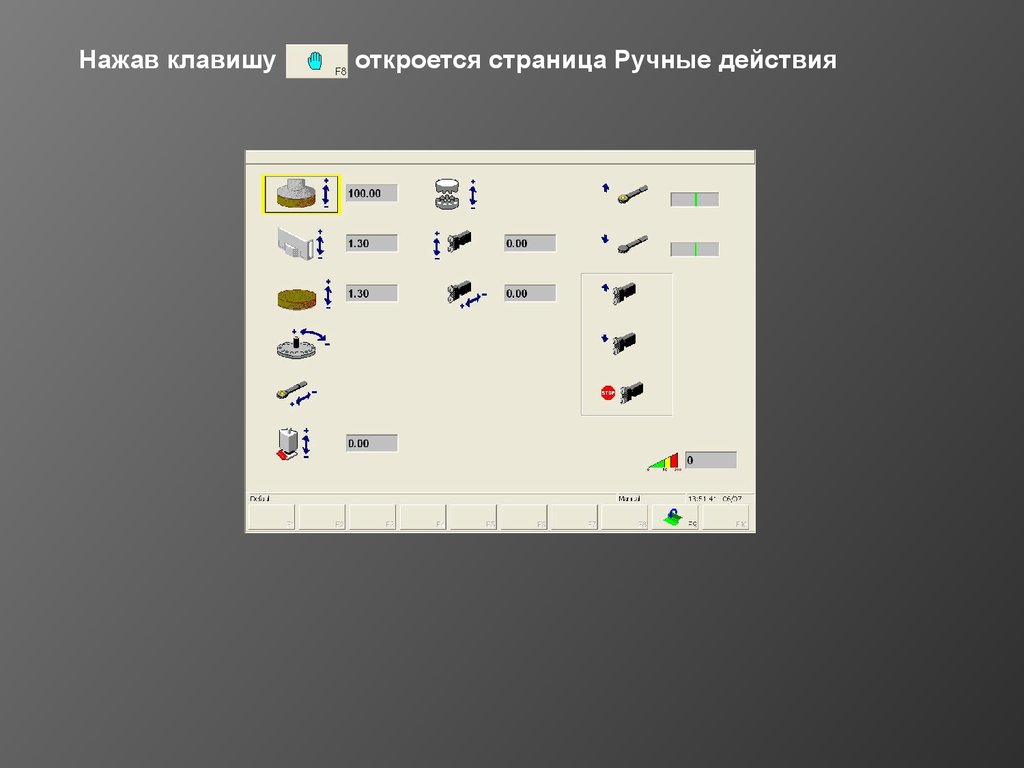
Нажав клавишуоткроется страница Ручные действия
32.
Описание появившихся на дисплее элементов и соответствующихфункций
Движение верхнего узла. Поле показывает положение, выраженное в мм
Движение защитного укрытия. Поле показывает позицию, выраженную в мм
Движение нижнего шлифовального круга. Поле показывает позицию, выраженную в мм
Скорость вращения загрузочной плиты
Движение щупа
33.
Движение узла EVCONПозиция верхнего щупа
Позиция нижнего щупа
Поле показывает скорость (в процентах) выбранных элементов (Актуально
только для ручных перемещений). Для увеличения или уменьшения
скорости нажимать соответственно на клавиши Vel+ e Vel -.
Горизонтальное движение узла правки (Х)
Вертикальное движение узла правки (Y)
34.
Выполняет один проход правки только на верхнем шлифовальном кругеВыполняет один проход правки только на нижнем шлифовальном круге
Заканчивает полуавтоматическую операцию правки
35.
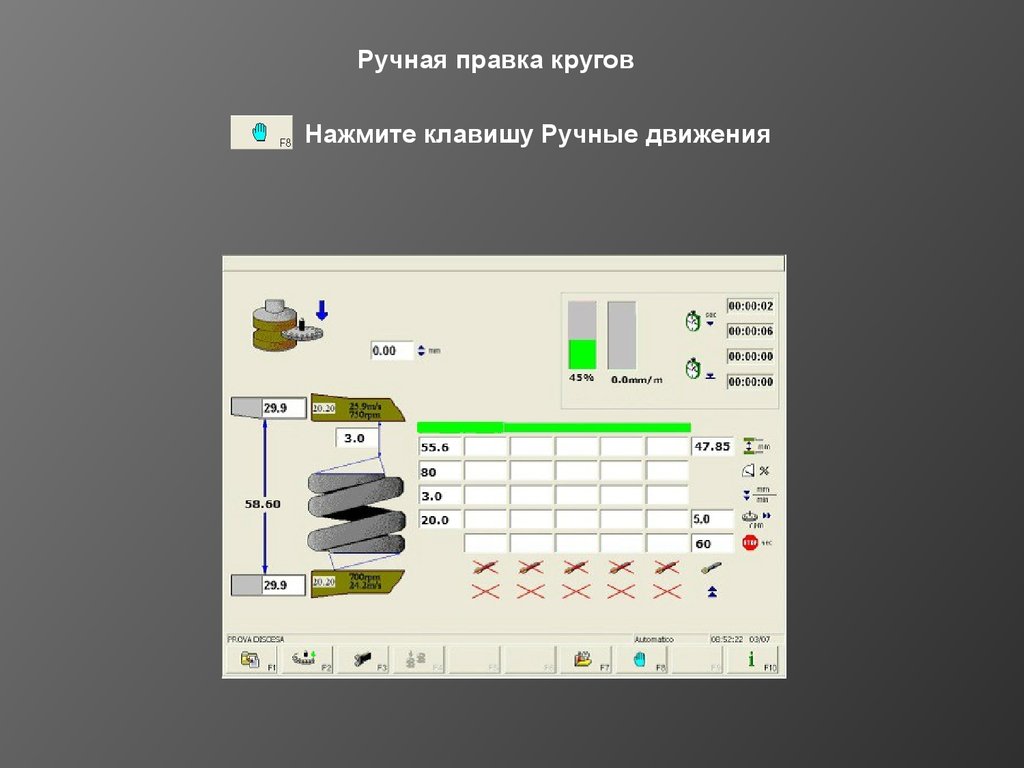
Ручная правка круговНажмите клавишу Ручные движения
36.
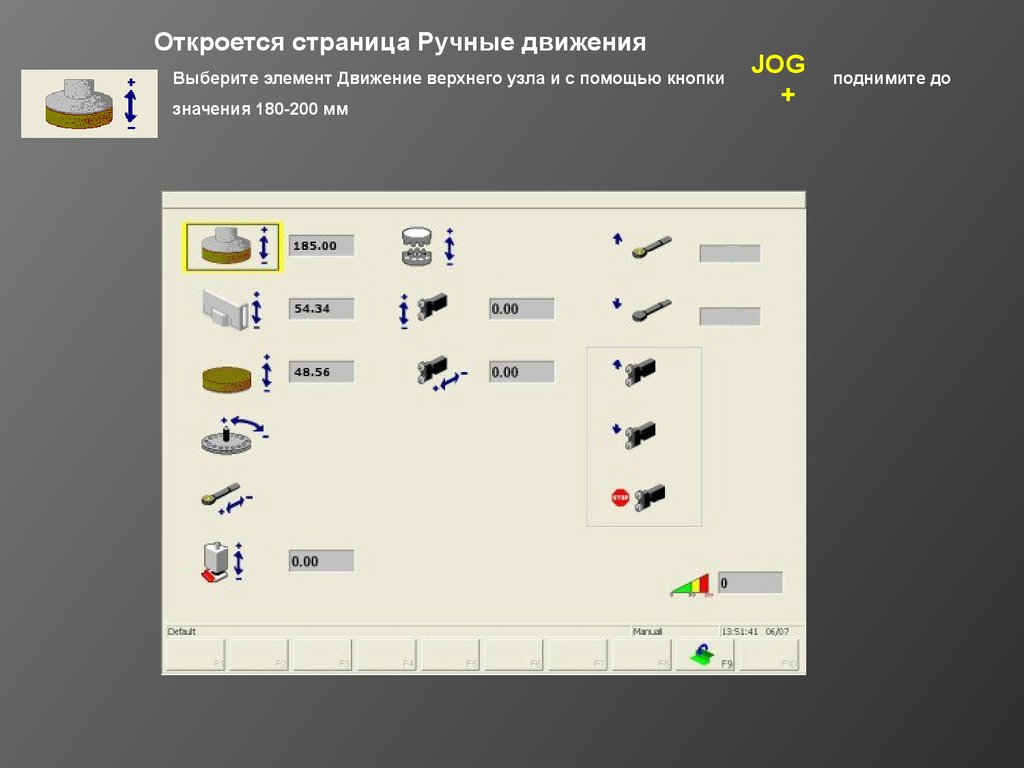
Откроется страница Ручные движенияВыберите элемент Движение верхнего узла и с помощью кнопки
значения 180-200 мм
JOG
+
поднимите до
37.
ВыберитеГоризонтальное движение узла правки (Х)
С помощью кнопки JOG
+
приведите узел в движение
38.
Доведите узел правки до начала круговИзбегайте столкновение узла правки с шлифовальным кругом!
39.
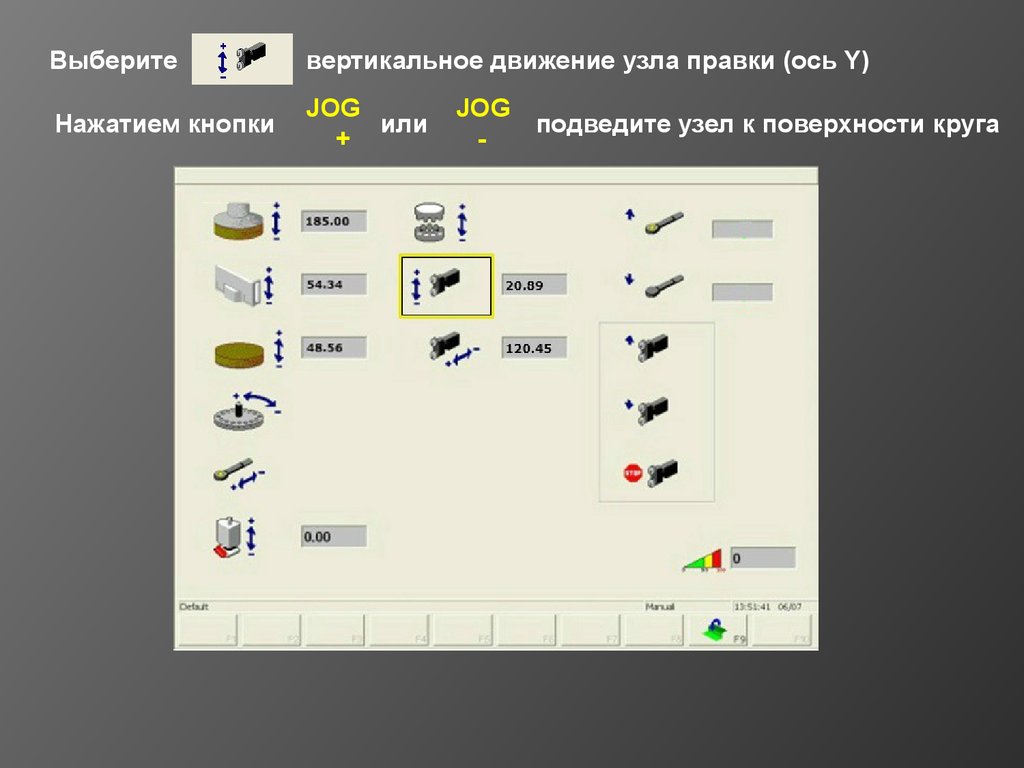
Выберитевертикальное движение узла правки (ось Y)
Нажатием кнопки
JOG
или
+
JOG
-
подведите узел к поверхности круга
40.
Подведите узел правки к поверхности шлифовального кругаодновременно вращая круг рукой,в обратную сторону от узла правки
чтобы избежать возможной травмы конечностей
Никогда не вращайте круг двигая руку к узлу правки!
Не допускайте большого давления узлом правки на круг!
41.
Закройте защитное устройство оператора и включите шлифовальныйкруг. В нашем случае это нижний круг. Примерно через минуту
начинайте правку круга
JOG
Выберете
приведите узел в
С помощью клавиши
+
движение и не отпускайте индикаторную кнопку пока она не потухнет.
JOG
После пропадания светового сигнала быстро нажмите
После выхода узла из зоны круга выберете
и измените
цифровое значение на -0.3 мм от изначального выражения. (В
случае правки верхнего шлифовального круга изменять цифровое
значение следует +0.3 мм)
Сделайте несколько циклов правки, обычно этого достаточно
42.
Видеоинструкция. Нажмите на воспроизведение43.
44.
После операции правка кругов обязательно заново установитеположение кругов.
Нажмите клавишу Ручные движения
45.
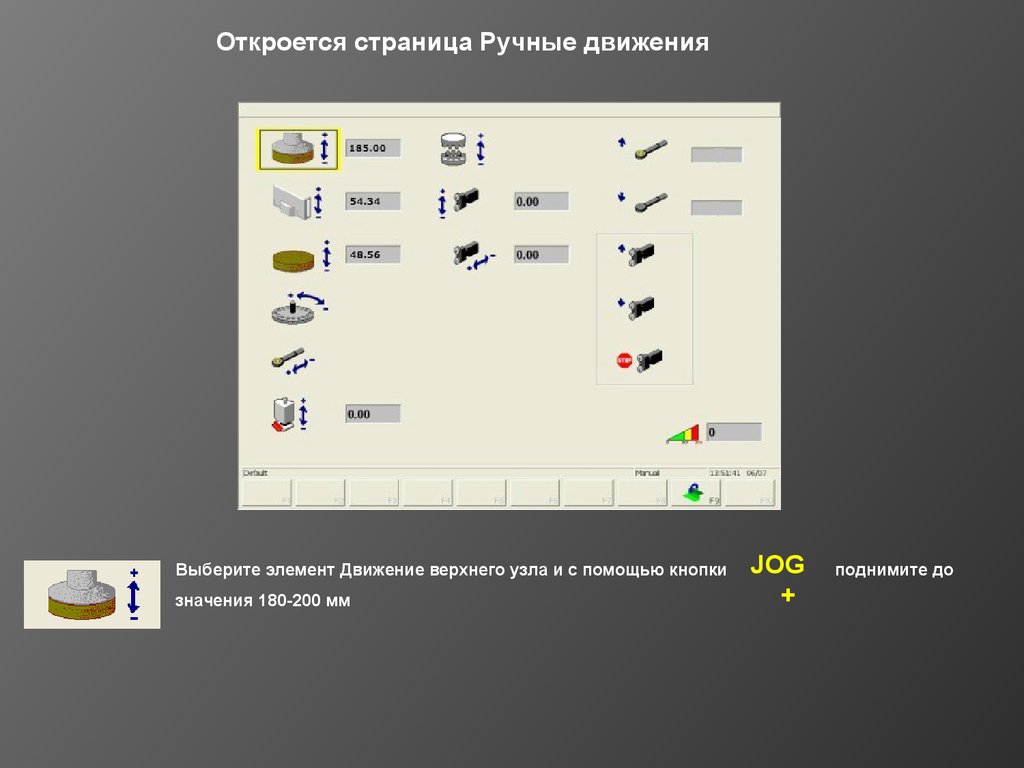
Откроется страница Ручные движенияВыберите элемент Движение верхнего узла и с помощью кнопки
значения 180-200 мм
JOG
+
поднимите до
46.
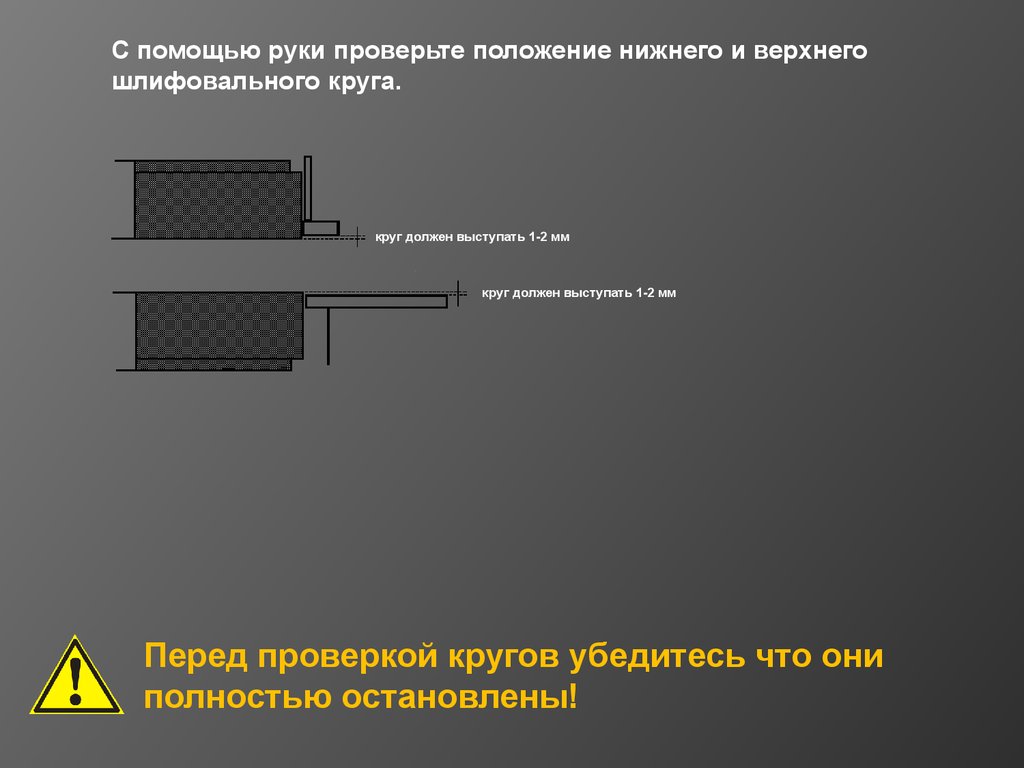
С помощью руки проверьте положение нижнего и верхнегошлифовального круга.
круг должен выступать 1-2 мм
круг должен выступать 1-2 мм
Перед проверкой кругов убедитесь что они
полностью остановлены!
47.
Если положение шлифовальных кругов вас не удовлетворяетна странице Ручных движений выберете иконку:
Движение защитного устройства. С
помощью кнопок JOG и JOG задайте нужное
+
положение верхнего круга
Движение нижнего круга. С помощью кнопок
JOG
+
и
JOG Задайте нужное положение нижнего круга
-
48.
После регулировки шлифовальных кругов необходимо чтобыоборудование смогло запомнить их расположение. Выберете иконку
движения щупа(указана на картинке) И включите шлифовальные круги,
спустя 50-60секунд можно выполнить следующею операцию
49.
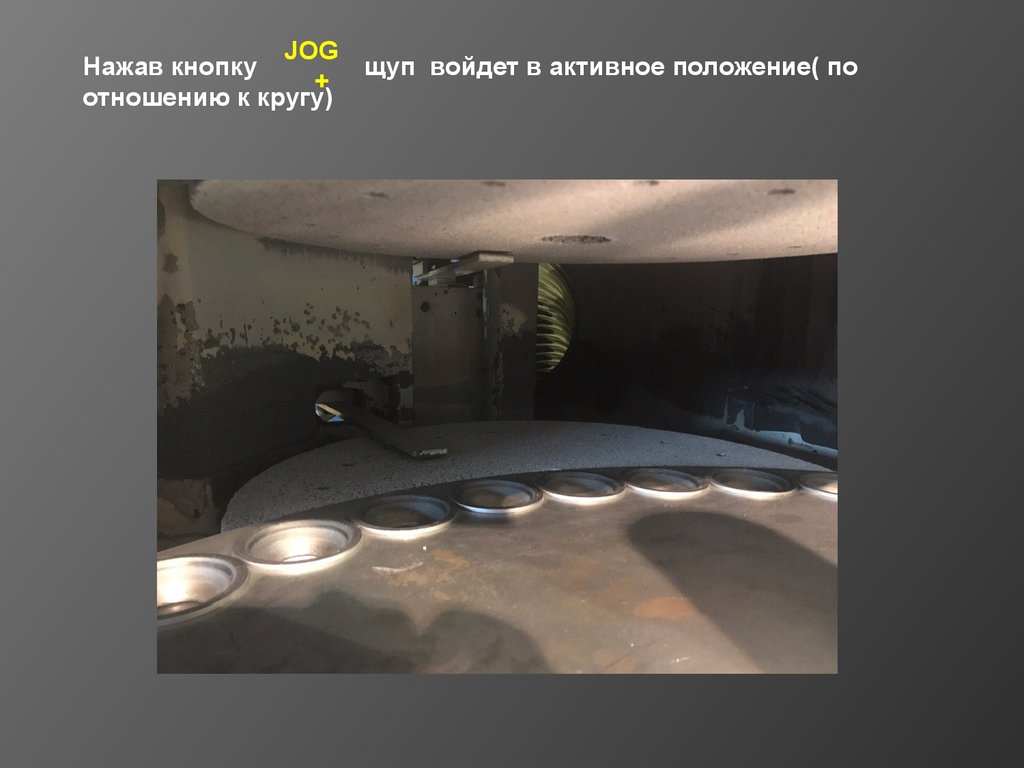
JOGНажав кнопку
+
отношению к кругу)
щуп войдет в активное положение( по
50.
Кликните в области верхнего щупа51.
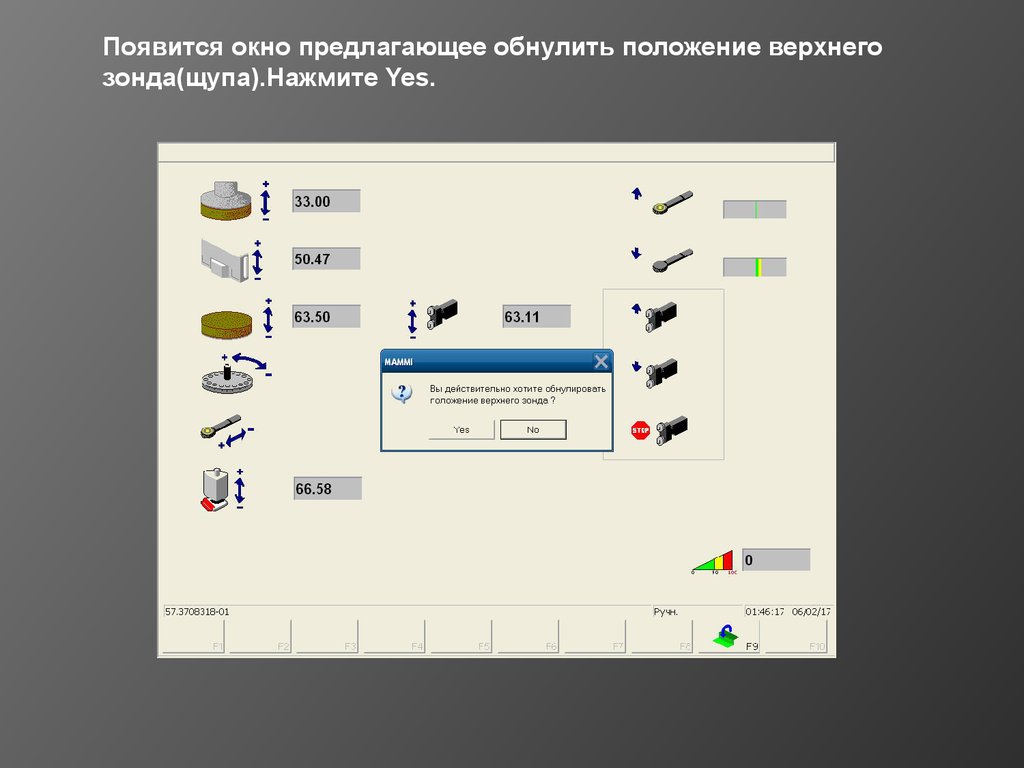
Появится окно предлагающее обнулить положение верхнегозонда(щупа).Нажмите Yes.
52.
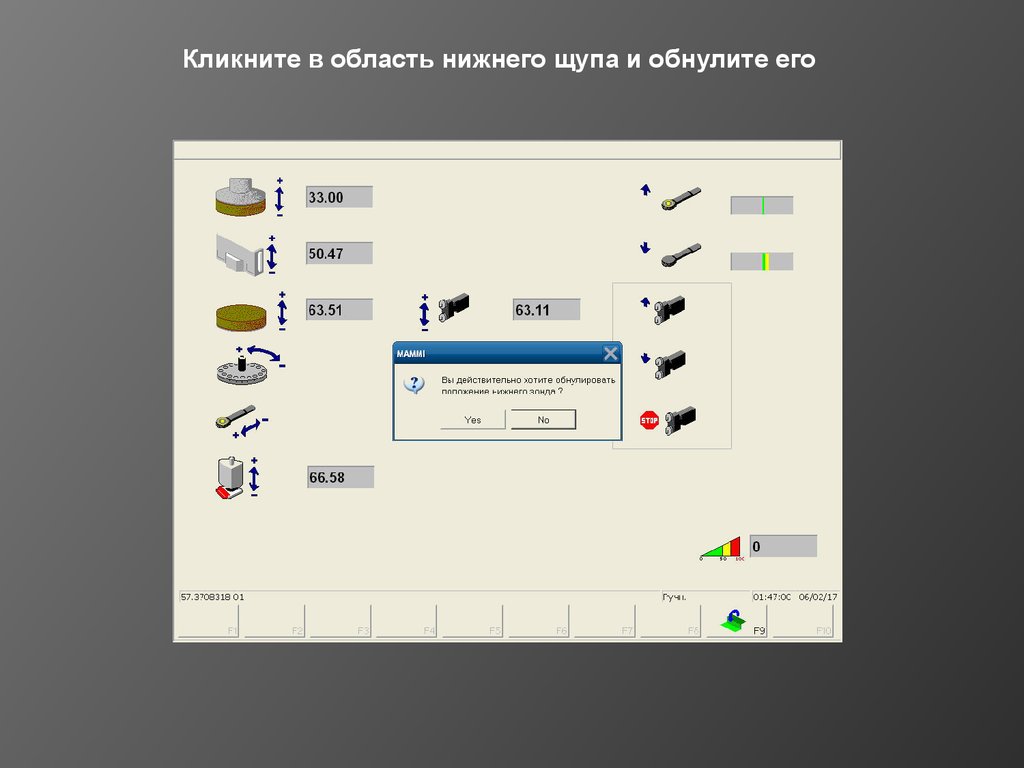
Кликните в область нижнего щупа и обнулите его53.
После обнуления щупов нажмите кнопку «Износ шлифовальногокруга»
Износ шлифовального круга
54.
После нажатия кнопки «Износ шлифовального круга»внимательно смотрите на полосографы нижнего и верхнего
щупа они должны быть только зеленого
цвета
55.
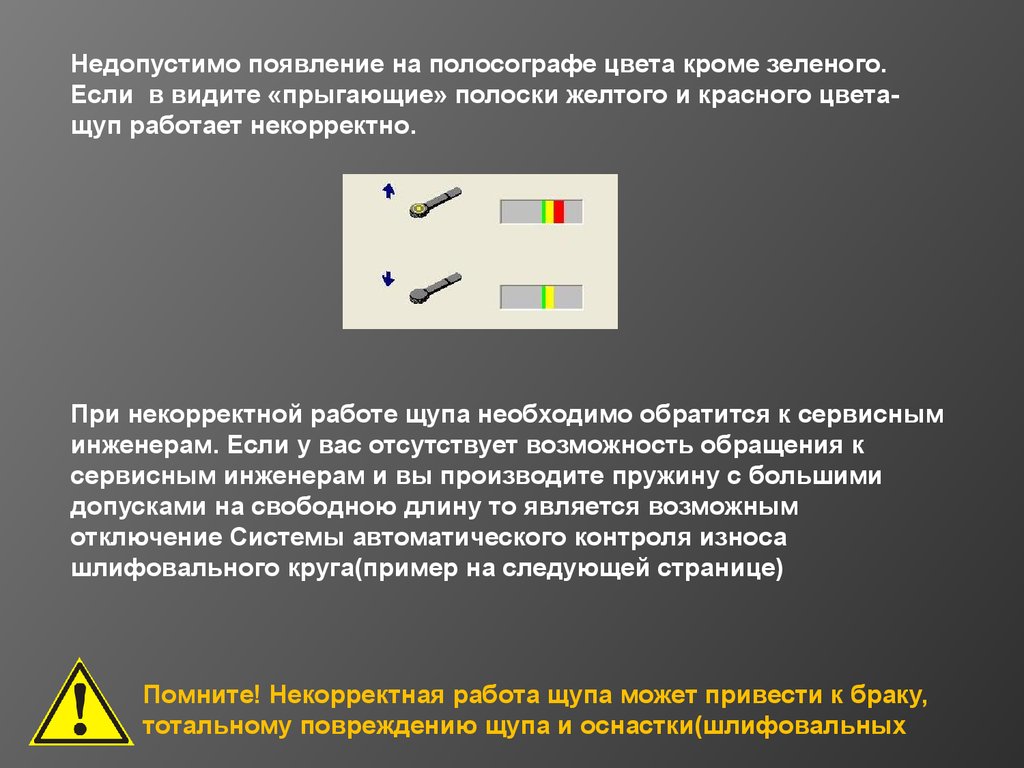
Недопустимо появление на полосографе цвета кроме зеленого.Если в видите «прыгающие» полоски желтого и красного цветащуп работает некорректно.
При некорректной работе щупа необходимо обратится к сервисным
инженерам. Если у вас отсутствует возможность обращения к
сервисным инженерам и вы производите пружину с большими
допусками на свободною длину то является возможным
отключение Системы автоматического контроля износа
шлифовального круга(пример на следующей странице)
Помните! Некорректная работа щупа может привести к браку,
тотальному повреждению щупа и оснастки(шлифовальных
56.
Запрет автоматического контроля износа шлифовальных кругов57.
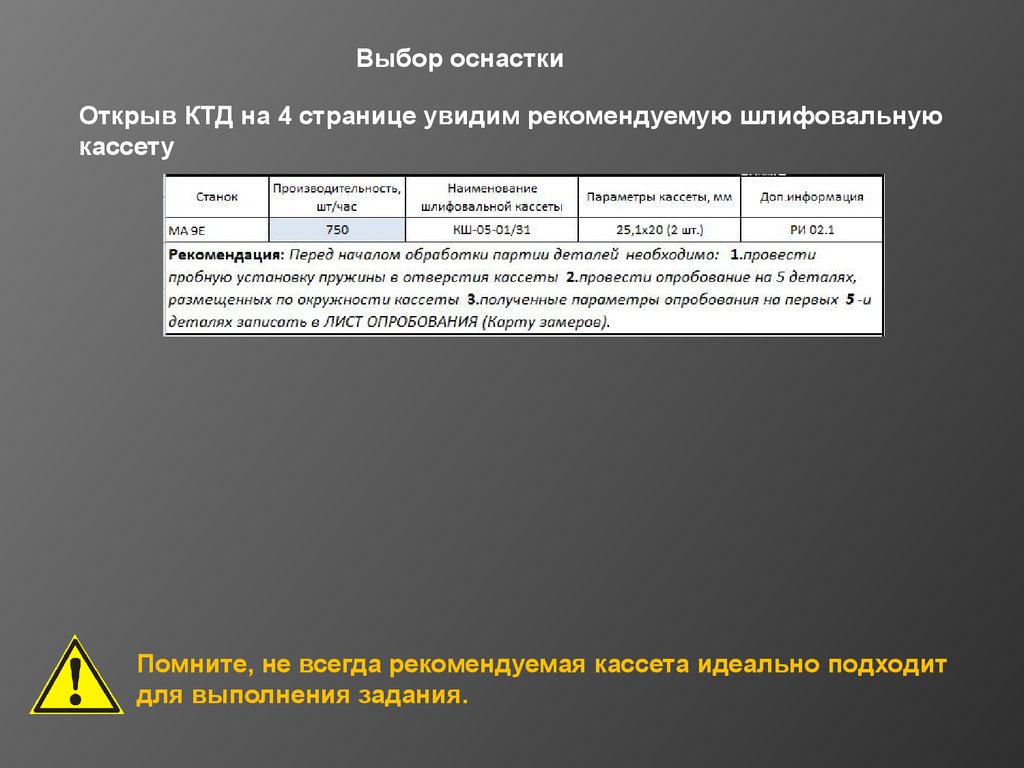
Выбор оснасткиОткрыв КТД на 4 странице увидим рекомендуемую шлифовальную
кассету
Помните, не всегда рекомендуемая кассета идеально подходит
для выполнения задания.
58.
Установите кассеты в зависимости от длинны пружины59.
Рассмотрим расчет высоты установки шлифовальной кассетыПод нижнюю кассету была выбрана подкладка в 2 мм
А-высота шлифовальной кассеты
В- высота шлифовальной кассеты подобрана с помощью
подкладок. А=В
В
А
60.
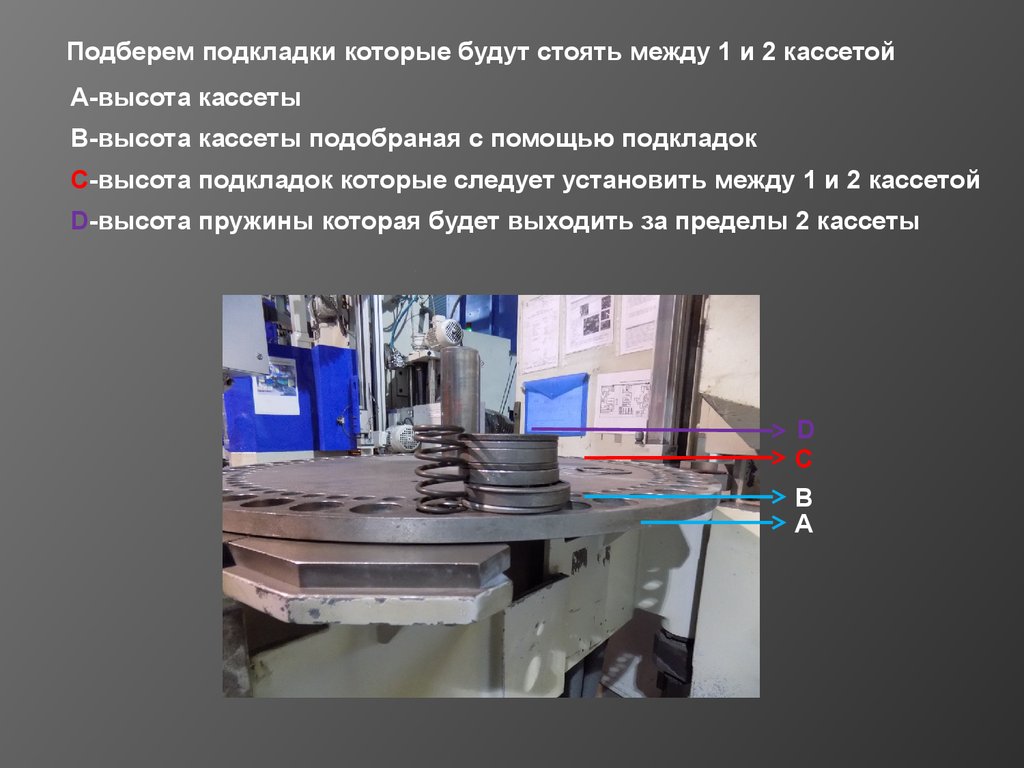
Подберем подкладки которые будут стоять между 1 и 2 кассетойА-высота кассеты
В-высота кассеты подобраная с помощью подкладок
С-высота подкладок которые следует установить между 1 и 2 кассетой
D-высота пружины которая будет выходить за пределы 2 кассеты
D
С
В
А
61.
Установим вторую кассетуПомните! Расчет установки оснастки полностью индивидуален
для каждой пружины!
62.
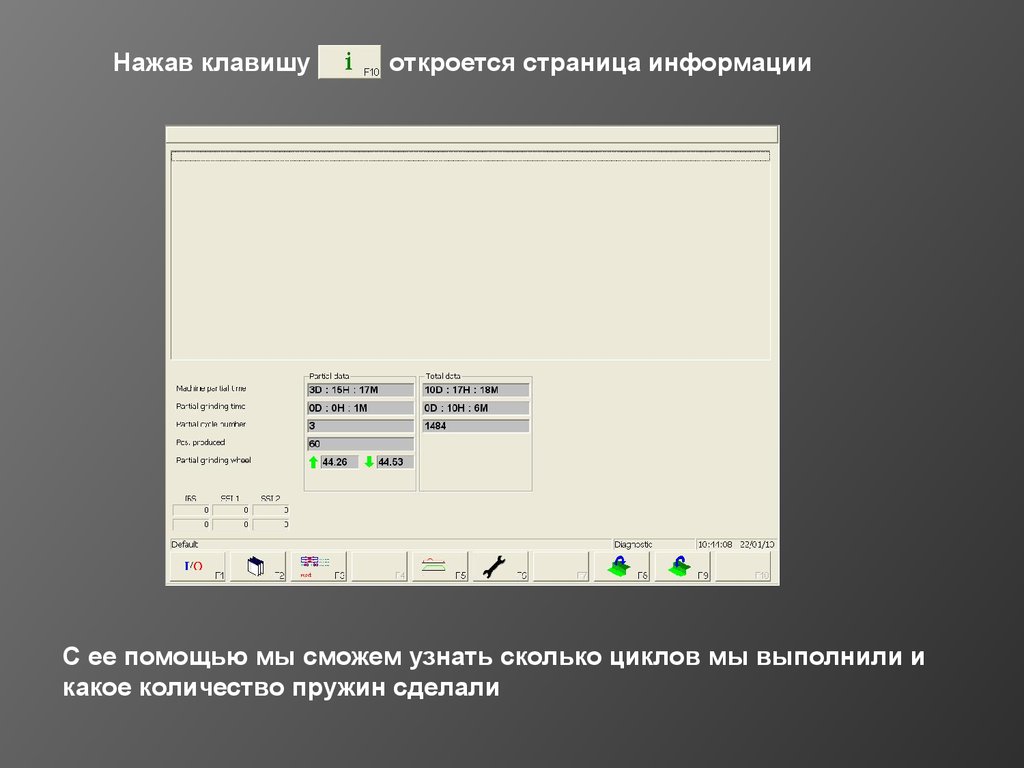
Нажав клавишуоткроется страница информации
С ее помощью мы сможем узнать сколько циклов мы выполнили и
какое количество пружин сделали
63.
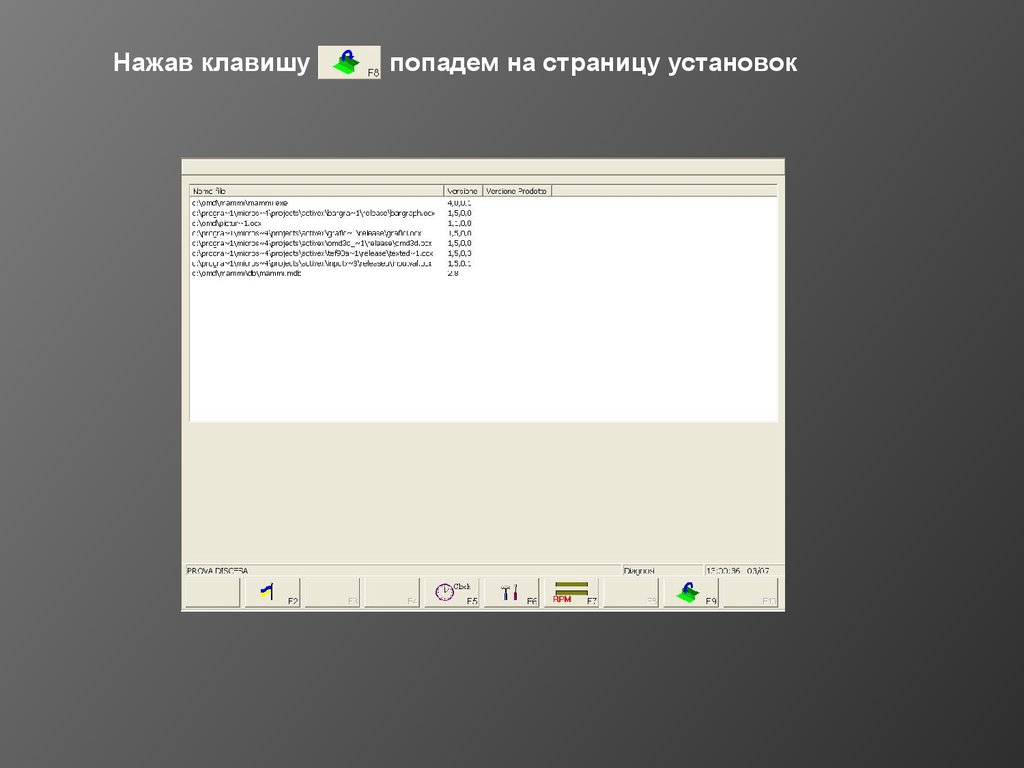
Нажав клавишупопадем на страницу установок
64.
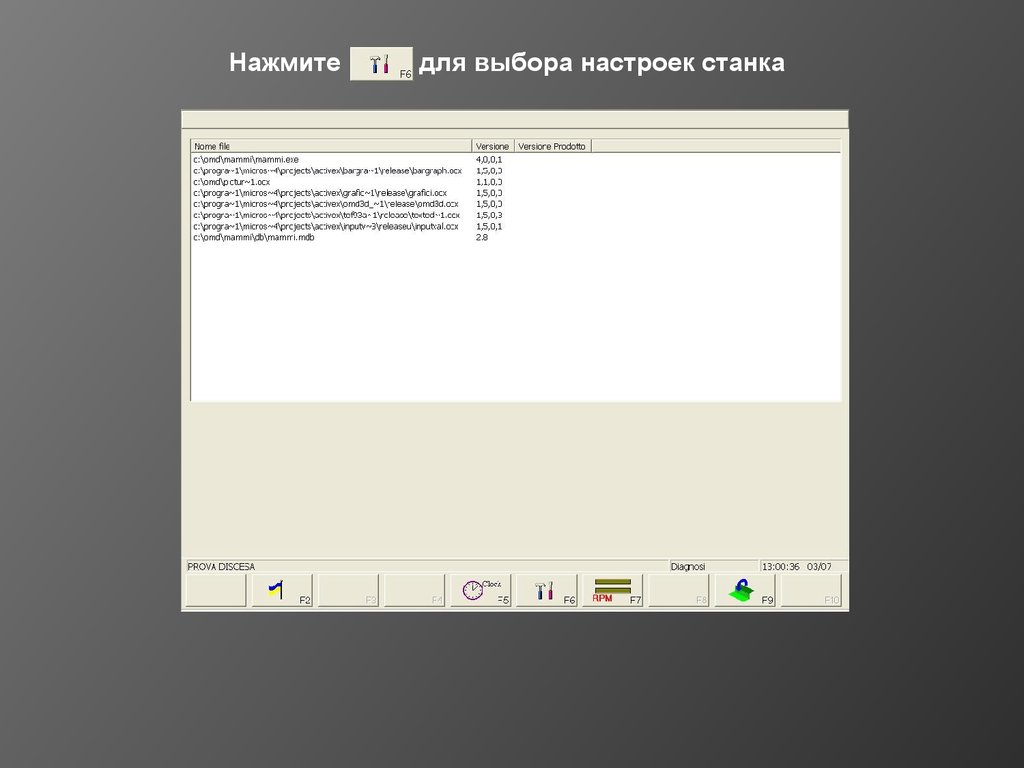
Нажмитедля выбора настроек станка
65.
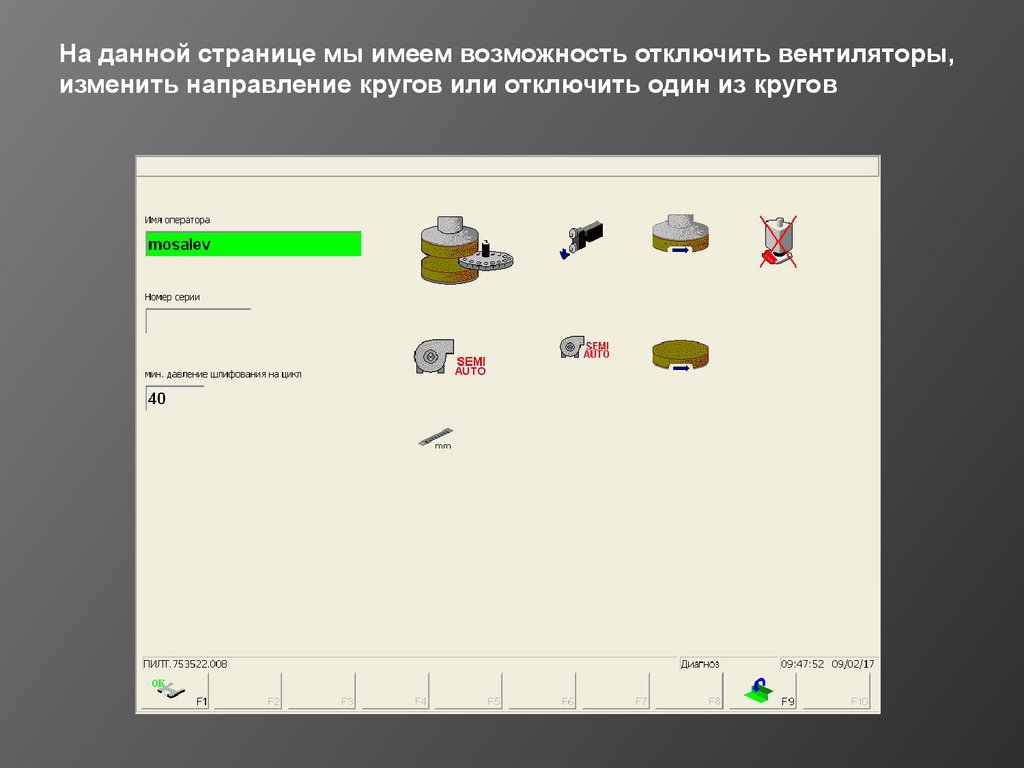
На данной странице мы имеем возможность отключить вентиляторы,изменить направление кругов или отключить один из кругов
66.
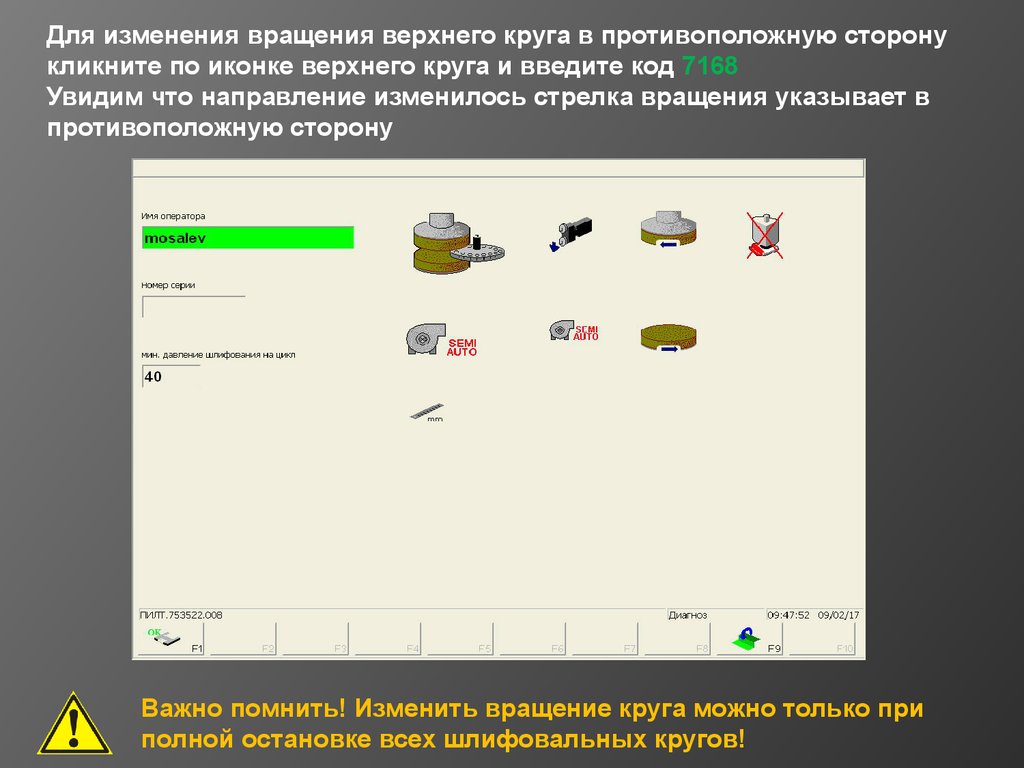
Для изменения вращения верхнего круга в противоположную сторонукликните по иконке верхнего круга и введите код 7168
Увидим что направление изменилось стрелка вращения указывает в
противоположную сторону
Важно помнить! Изменить вращение круга можно только при
полной остановке всех шлифовальных кругов!
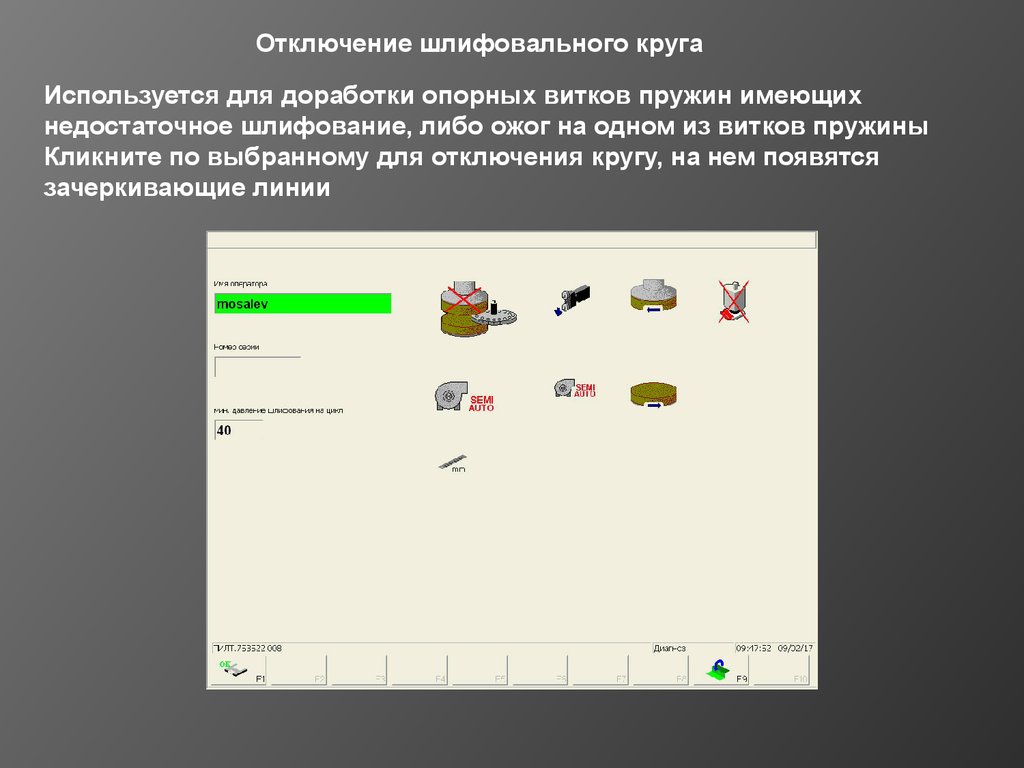
67.
Отключение шлифовального кругаИспользуется для доработки опорных витков пружин имеющих
недостаточное шлифование, либо ожог на одном из витков пружины
Кликните по выбранному для отключения кругу, на нем появятся
зачеркивающие линии
68.
Соосность оснасткиПри установке двух кассет всегда проверяйте насколько соосно
расположены отверстия.
69.
70.
71.
Способ с помощью глазЭтот способ прост и не требует дополнительных усилий
Представим что пружина имеет 2 точки А и В
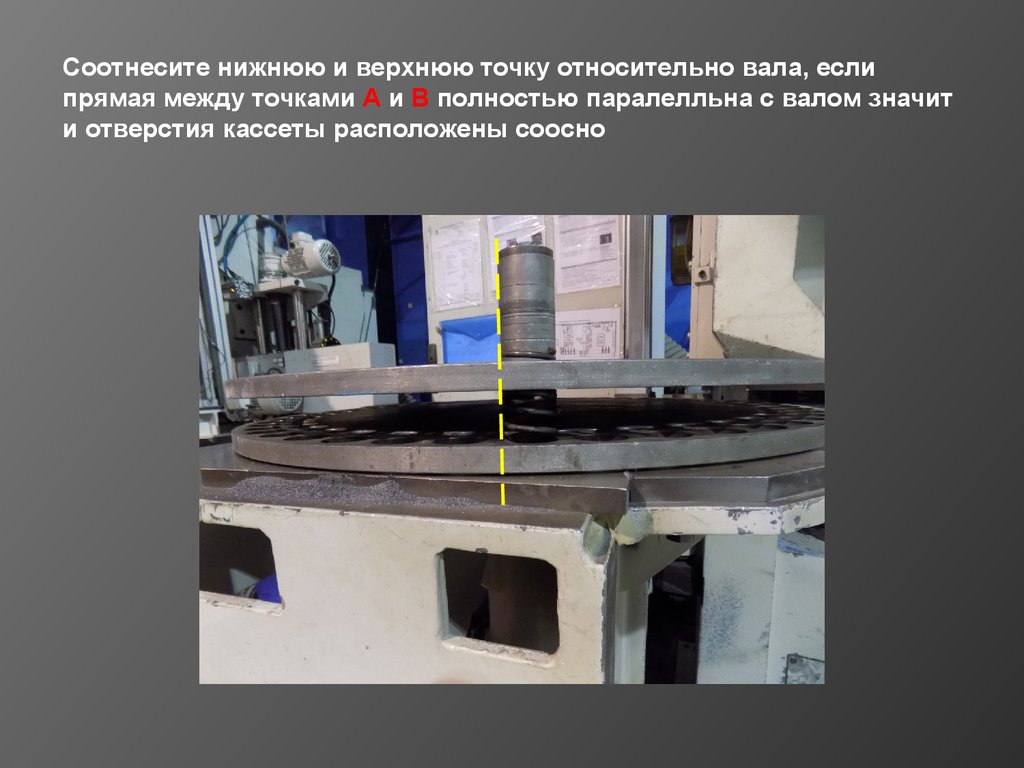
72.
Соотнесите нижнюю и верхнюю точку относительно вала, еслипрямая между точками А и В полностью паралелльна с валом значит
и отверстия кассеты расположены соосно
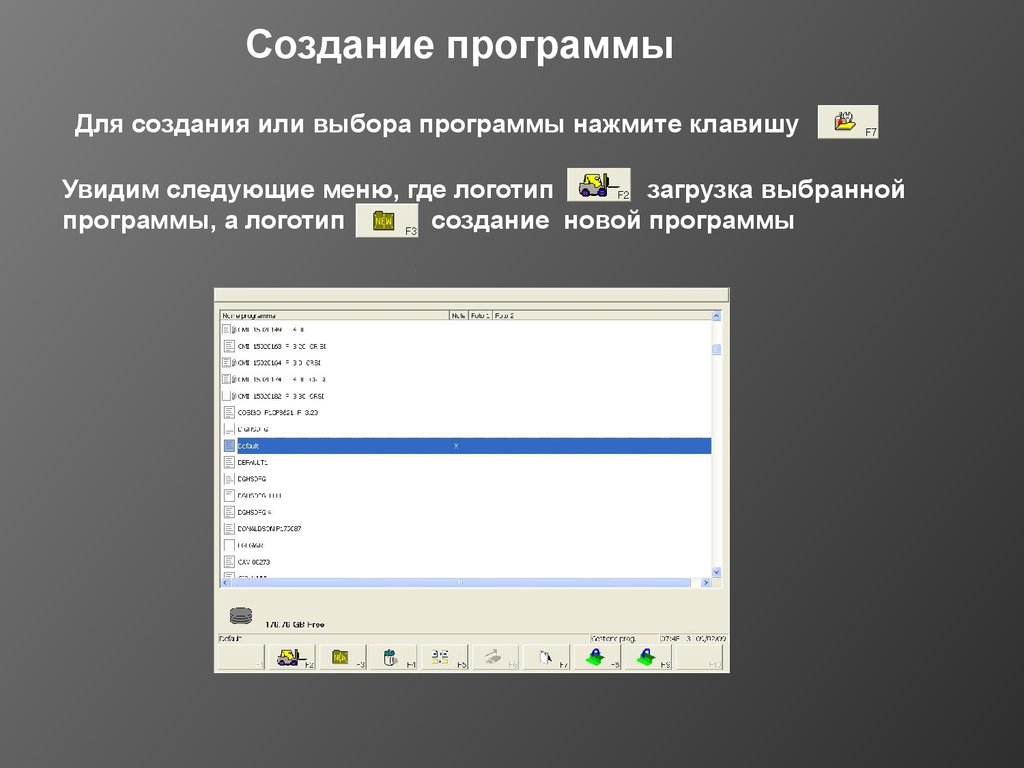
73.
Создание программыДля создания или выбора программы нажмите клавишу
Увидим следующие меню, где логотип
загрузка выбранной
программы, а логотип
создание новой программы
74.
Введите название программы в нижней строке75.
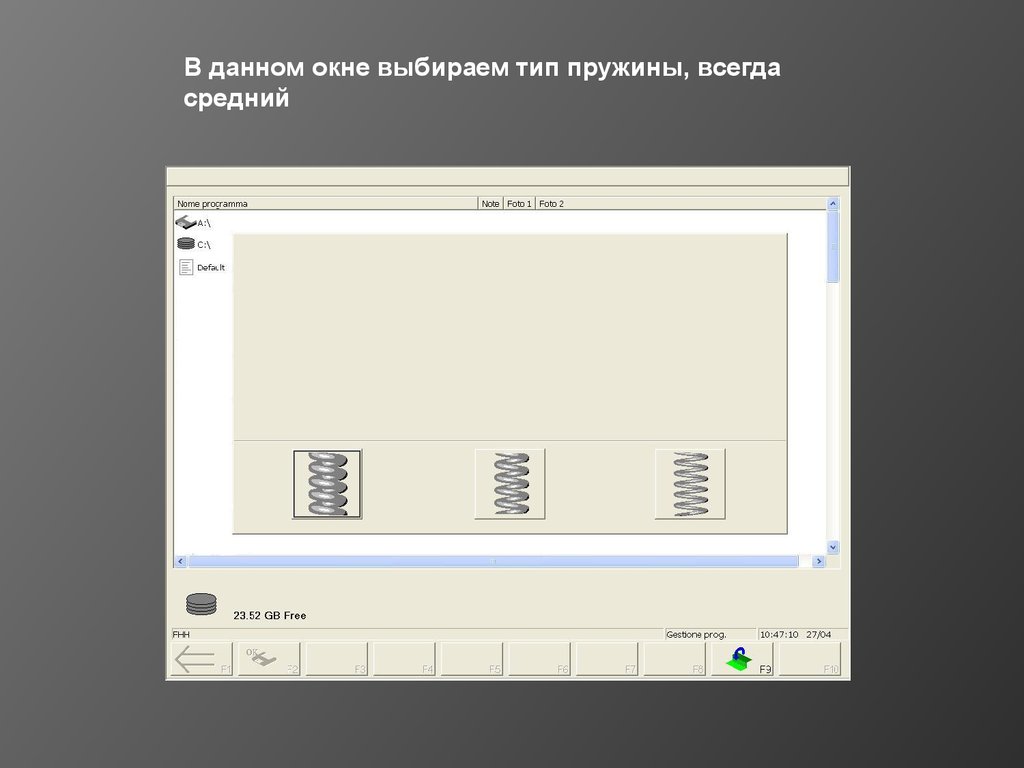
В данном окне выбираем тип пружины, всегдасредний
76.
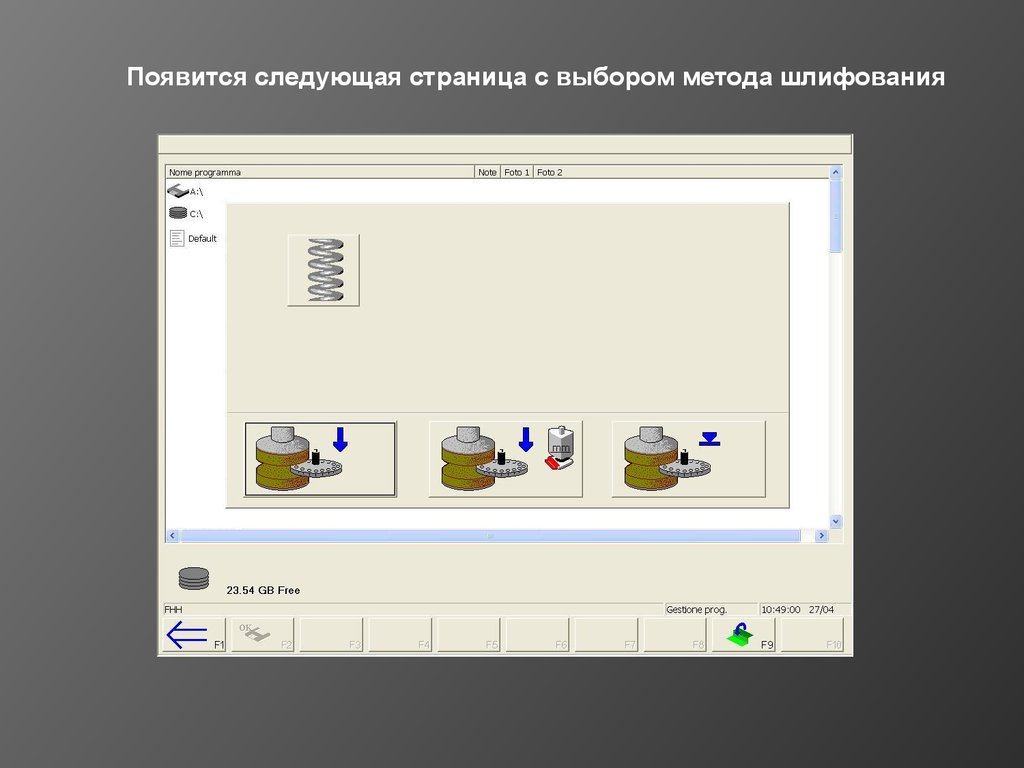
Появится следующая страница с выбором метода шлифования77.
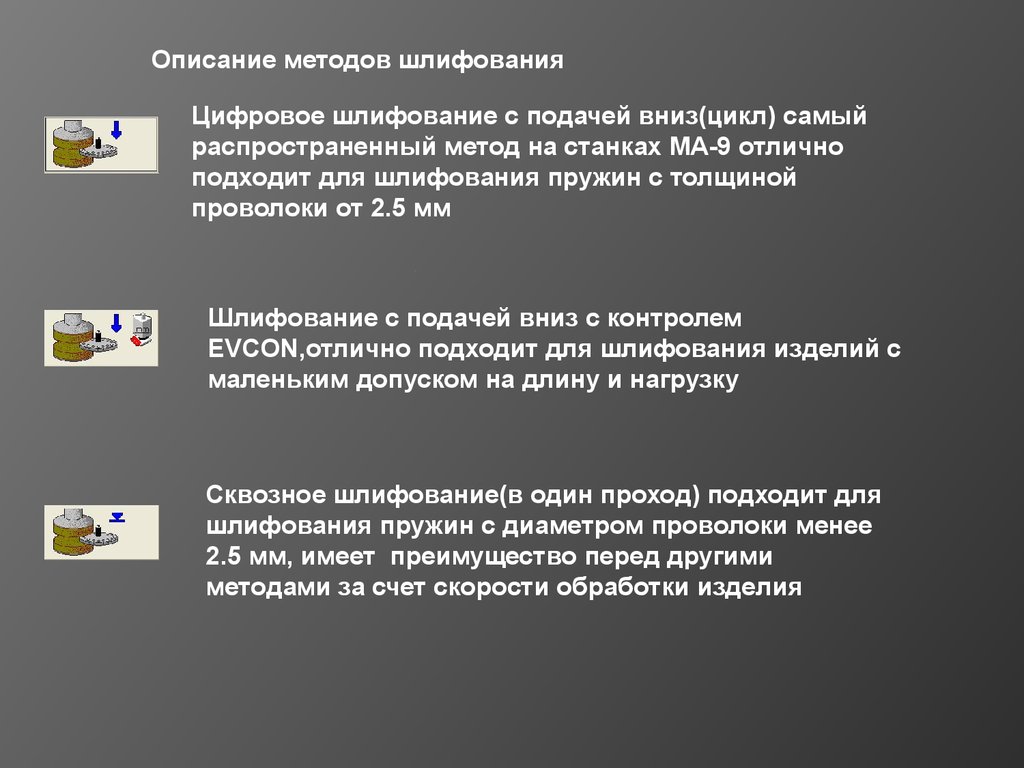
Описание методов шлифованияЦифровое шлифование с подачей вниз(цикл) самый
распространенный метод на станках МА-9 отлично
подходит для шлифования пружин с толщиной
проволоки от 2.5 мм
Шлифование с подачей вниз с контролем
EVCON,отлично подходит для шлифования изделий с
маленьким допуском на длину и нагрузку
Сквозное шлифование(в один проход) подходит для
шлифования пружин с диаметром проволоки менее
2.5 мм, имеет преимущество перед другими
методами за счет скорости обработки изделия
78.
Метод цифровое шлифованиеДля начала наладки цифровое шлифование нам понадобится узнать
длину необработанного изделия
79.
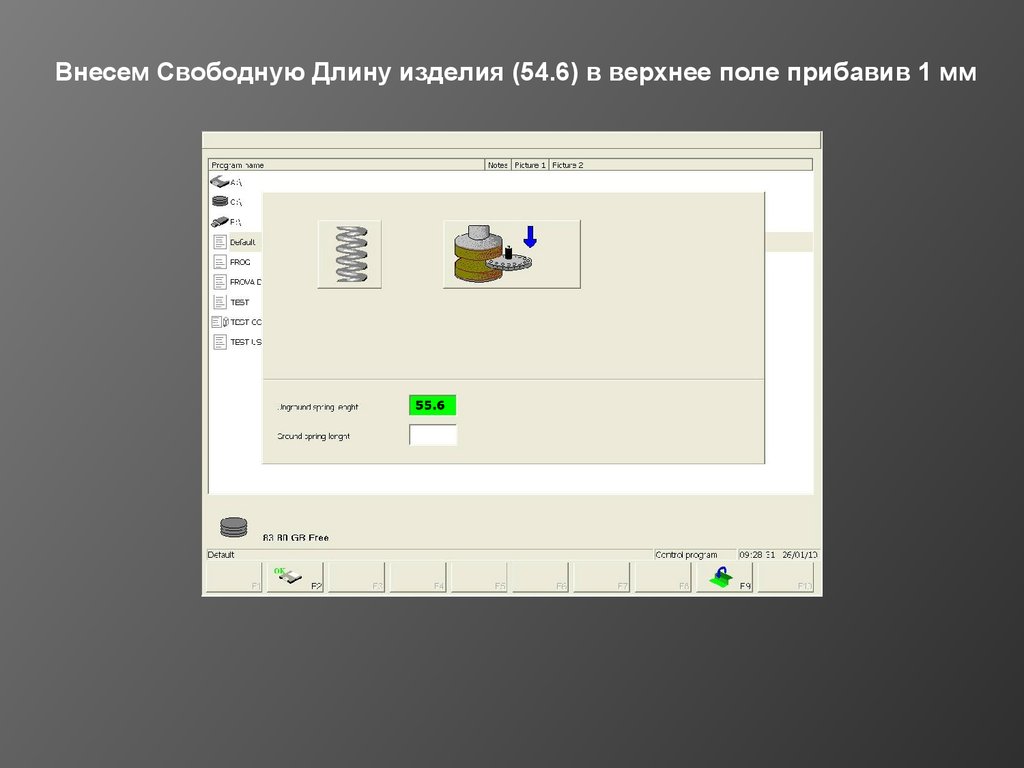
Внесем Свободную Длину изделия (54.6) в верхнее поле прибавив 1 мм80.
Найдем Свободную длину готового изделия81.
Внесем ее в нижнее поле и нажмем82.
Программа созданаНе забудьте установить правильное положение шлифовальных
кругов. Если вы забыли как это сделать вернитесь к странице 33-37.
Не забудьте провести операции с щупами. Страница 37-41.
Вставьте в кассету одну или несколько пружин и нажмите Пуск
цикла, внесите коррекцию в зависимости от получившейся длины.
Если вы забыли как это сделать вернитесь к странице 23-24.
83.
Вставьте 1-2 пружины в кассету и нажмите пуск циклаЕсли пружина не подходит под характеристики свободной длины
или нагрузки воспользуйтесь коррекцией.
Если завышена перпендикулярность/параллельность изделия
измените подачу указанную в mm/m(в нашем случае это 2.5) на
более низкую и добавьте время выхаживания (дошлифовка).
Если пружина гибкая то на перпендикулярность/параллельность
изделия напрямую зависит установка оснастки (шлифовальных
кассет)
Если у вас не получается перпендикулярность E2 то измените
вращение верхнего круга введя пароль 7168 Если вы забыли как
это сделать вернитесь на страницу 52
Если у вас получается разная шлифуемая поверхность
воспользуйтесь коррекцией вращения одного из кругов
(редактируйте скорость вращения)
84.
Шлифование с подачей вниз с контролем EVCON85.
Введем свободную длину нешлифованной и шлифованной пружиныиз КТД
86.
Откроется окно программыМаксимальная высота верхней точки шлифовальной кассеты
Выхаживание(дошлифовка) указана в миллиметрах
Поле коррекции
87.
Не забудьте установить правильное положение шлифовальныхкругов. Если вы забыли как это сделать вернитесь к странице 33-37.
Не забудьте провести операции с щупами. Страница 37-41.
Вставьте в кассету один полный ряд пружин и нажмите Пуск цикла,
внесите коррекцию в зависимости от получившейся длины.
Если вы забыли как это сделать вернитесь к странице 23-24.
88.
Заполните один ряд шлифовальной кассеты и нажмите пуск цикла.Если пружина не подходит под характеристики свободной длины
или нагрузки воспользуйтесь коррекцией.
Если завышена перпендикулярность/параллельность изделия
измените подачу указанную в mm/m(в нашем случае это 2.5) на
более низкую и добавьте время выхаживания (дошлифовка).
Если пружина гибкая то на перпендикулярность/параллельность
изделия напрямую зависит установка оснастки (шлифовальных
кассет)
Если у вас не получается перпендикулярность E2 то измените
вращение верхнего круга введя пароль 7168 (если круги вращаются
в одном направлении)Если вы забыли как это сделать вернитесь на
страницу 52
Если у вас получается разная шлифуемая поверхность
воспользуйтесь коррекцией вращения одного из кругов
(редактируйте скорость вращения)
Важно помнить! При работе с Evcon должен быть заполнен
минимум один ряд кассеты!
89.
Сквозное шлифование90.
У сквозного шлифования существует два основных поля дляредактирования:
Коррекция и Скорость вращения кассеты
91.
Как мы уже знаем от поля коррекция напрямую зависит свободнаядлина и нагрузка изделия.
Скорость вращения кассеты влияет качество на обработки изделия,
перпендикулярность и параллельность
Если у вас не получается перпендикулярность Е1 снизьте скорость
вращения шлифовальной кассеты. Проверьте вращение
шлифовальных кругов для хорошего результата Е1 они должны
вращаться в одном направлении. Попробуйте установить верхнюю
шлифовальную кассету выше, если это позволяет пружина.
Обязательно проверьте насколько соосно расположены отверстия
верхней и нижней кассеты.
Если не получается перпендикулярность Е2 измените вращение
одного из кругов если они вращаются в одну сторону пароль 7168
Также на значение перпендикулярности и параллельности влияет то
как вы установили оснастку. Попробуйте установить верхнюю
шлифовальную кассету выше, если это позволяет пружина.
Обязательно проверьте насколько соосно расположены отверстия
верхней и нижней кассеты.
92.
93.
94.
При выполнении опробования нередко бывают случаи когдаодин из опорных витков шлифуется больше другого
95.
Чтобы выяснить на каком из участков проблема с витками нужновставить пружину в кассету разными сторонами
На фотографии видно что вторая пружина(которая снизу) имеет
«сечку» на витке
96.
Вставим в кассету одну пружину «сечкой» вверх а другую«сечкой» вниз
97.
Если после окончания цикла мы увидим что верхние витки пружинысошлифованы по разному значит была неправильная навивка
98.
Если увидим что обе пружины прошлифовались только содной стороны достаточно а с другой недостаточно
выполните операцию правка кругов, если это не помогло
измените скорость вращения круга
99.
100.
101.
102.
103.
104.
105.
106.
Динамический предохранитель оборудованияДинамический предохранитель оборудования защищает станок от
ошибок оператора. Предохранитель состоит из нескольких болтов
и датчика находящихся на защитной крышке станка
107.
За счет своей конструкции динамический предохранительзащищает оборудование от воздействия чрезмерных нагрузок на
верхнюю часть станка таких как:
-Столкновение оснастки с шлифовальным кругом
-Столкновение шлифовальных кругов
При чрезмерной нагрузке болты ломаются, срабатывает
концевой датчик станок полностью блокируется на экране
появляется ошибка:
A15 СРАБАТЫВАНИЕ ПРЕДОХРАНИТЕЛЬНОГО УСТРОЙСТВА
УЗЛА ВЕРХНЕГО ШПИНДЕЛЯ
108.
Действия которые нужно произвести109.
Производитель OMD рекомендует изготавливать предохранительныеболты с диаметром в «талии» 5 мм
5 мм
Но ввиду несрабатывания оригинальных болтов в 2010 году когда
из-за неправильных действий оператора пострадала шлифовальная
кассета и загрузочный вал я рекомендую изготавливать
предохранительные болты с диметром в «талии» 2.5-3 мм
2.5-3мм