

 Промышленность
ПромышленностьПохожие презентации:










Технология изготовления детали «Штуцер» на автоматизированном оборудовании с ПУ
1.
Технология изготовлениядетали «Штуцер» на
автоматизированном
оборудовании с ПУ
Руководитель:Елохина Н.Н.
Разработал: Широнин Г.В.
Санкт-Петербургское государственное бюджетное профессиональное образовательное
учреждение "Электромашиностроительный колледж"
Санкт-Петербург
2016г.
2.
Место прохождения практикиМоя практика проходила на старейшем предприятии
г. Санкт-Петербурга “АО «ГОЗ Обуховский завод»”.
Завод был основан 4(16) мая 1863 года.
Был назван в честь русского ученого-металлурга
П.М.Обухова.
В настоящее время входит в состав концерна «Алмаз-Антей» и
основной продукцией являются пусковые установки систем
противовоздушной обороны малой, средней и большой дальности,
наземного и морского базирования.
Основным заказчиком является Министерство обороны РФ.
3.
4.
СтанокРаботал на универсальном
центровальном токарном станке
с ЧПУ MASTURN 550i.
Cистема числового программного
управления: Heidenhain manual
plus 620
5.
Деталь «Штуцер»Штуцер — патрубок для соединения
трубопровода, ёмкостей, вентилей и
других деталей газовых и жидкостных
передаточных преобразующих
систем.
В данном случае используется в
автоматическом пневмоклапане,
который открывает, закрывает подачу
воздуха. Изготавливается из Стали
40Х. Если пневмоклапан сделан из
нержавеющей стали, то он может
использоваться в гидравлике.
Используется практически во всех
изделиях произведенных на
предприятии.
6.
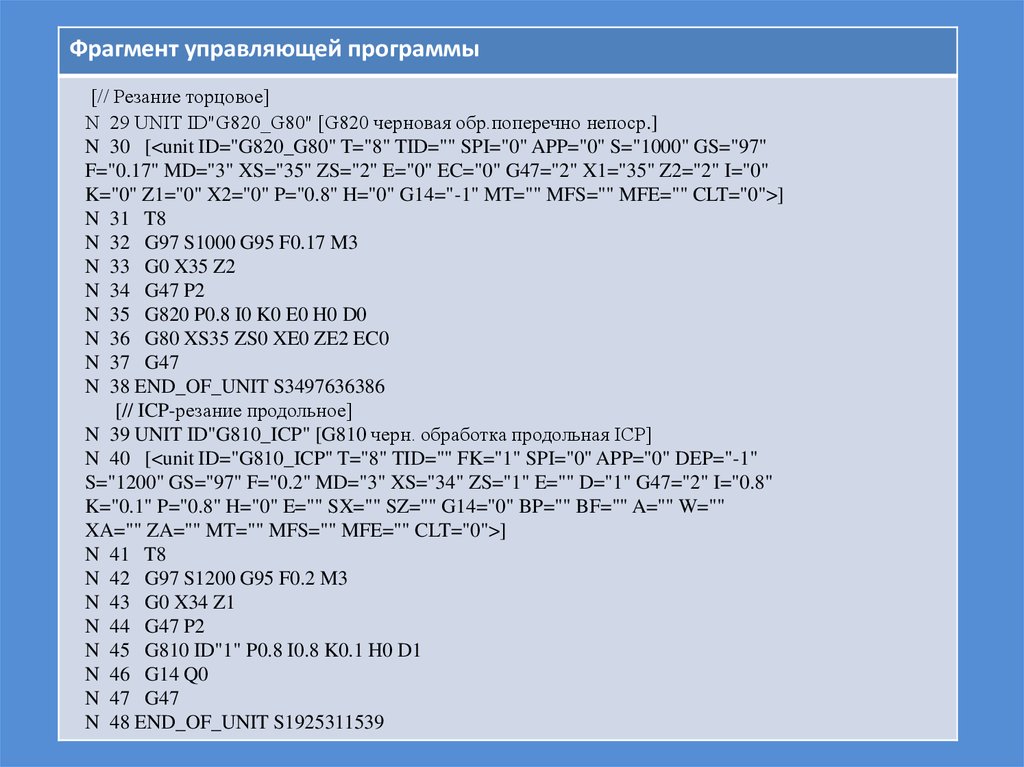
Фрагмент управляющей программы[// Резание торцовое]
N 29 UNIT ID"G820_G80" [G820 черновая обр.поперечно непоср.]
N 30 [<unit ID="G820_G80" T="8" TID="" SPI="0" APP="0" S="1000" GS="97"
F="0.17" MD="3" XS="35" ZS="2" E="0" EC="0" G47="2" X1="35" Z2="2" I="0"
K="0" Z1="0" X2="0" P="0.8" H="0" G14="-1" MT="" MFS="" MFE="" CLT="0">]
N 31 T8
N 32 G97 S1000 G95 F0.17 M3
N 33 G0 X35 Z2
N 34 G47 P2
N 35 G820 P0.8 I0 K0 E0 H0 D0
N 36 G80 XS35 ZS0 XE0 ZE2 EC0
N 37 G47
N 38 END_OF_UNIT S3497636386
[// ICP-резание продольное]
N 39 UNIT ID"G810_ICP" [G810 черн. обработка продольная ICP]
N 40 [<unit ID="G810_ICP" T="8" TID="" FK="1" SPI="0" APP="0" DEP="-1"
S="1200" GS="97" F="0.2" MD="3" XS="34" ZS="1" E="" D="1" G47="2" I="0.8"
K="0.1" P="0.8" H="0" E="" SX="" SZ="" G14="0" BP="" BF="" A="" W=""
XA="" ZA="" MT="" MFS="" MFE="" CLT="0">]
N 41 T8
N 42 G97 S1200 G95 F0.2 M3
N 43 G0 X34 Z1
N 44 G47 P2
N 45 G810 ID"1" P0.8 I0.8 K0.1 H0 D1
N 46 G14 Q0
N 47 G47
N 48 END_OF_UNIT S1925311539