





















 Промышленность
ПромышленностьПохожие презентации:


")







Автоматизация технологического оборудования
1. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
12.
Любой процесс проходит в рамках производственнойсистемы.
В производственной системе имеют место:
- Основной процесс.
- Вспомогательные процессы.
- Обслуживающие процессы.
Первый этап на пути автоматизации (этап частичной
автоматизации) – это автоматизация основного процесса.
Это достигается автоматизацией основного
технологического оборудования, т.е. создание для
выполнения операционных процессов автоматических или
полуавтоматических рабочих машин.
2
3.
Станки для механической обработки классифицируютсяпо различным принципам :
1. По назначению :
• токарные,
• фрезерные,
• расточные и т.д.
Сейчас происходит интеграция механических
переделов.
Появились многоцелевые станки.
Типичный представитель – обрабатывающие центры.
Обрабатывающие центры, как правило,
предназначены для каких-то основных
технологических переделов (токарные ОЦ,
фрезерные ОЦ), но могут выполнять и другие
работы.
3
4.
Токарный станок с ЧПУ4
5.
Вертикальный обрабатывающий центр5
6.
2. По универсальности :- универсальные станки,
- специализированные станки,
- специальные станки.
Универсальные станки позволяют обрабатывать
широкую номенклатуру деталей.
Но обеспечивают низкую производительность.
Типичны для условий единичного и
мелкосерийного производства..
Специальные станки имеют более прогрессивные
технологические решения, высокую
производительность.
Но очень узкая номенклатура обрабатываемых
деталей.
Типичны для крупносерийного и массового
производства
6
7.
3. По управлению :оборудование с ручным управлением,
автоматизированное оборудование,
автоматическое оборудование.
Если в первом случае на человека ложится
практически весь объем вспомогательных и
обслуживающих операций, то в последнем – за
человеком остается: пуск, контроль и наладочные
работы.
7
8.
По принципу действия системы автоматического
управления делятся на:
Системы разомкнутого управления.
Системы замкнутого управления.
Существует несколько видов управления по
замкнутому контуру:
Стабилизирующее регулирование – поддержание
постоянства какого-либо параметра процесса.
Следящее регулирование – значение
регулируемого параметра изменяется в
зависимости от другого параметра, вводимого
извне или характеризующего протекание
рассматриваемого процесса.
Программное регулирование – значение
регулируемого параметра изменяется во времени в
соответствии с заданной программой.
8
9.
Любая система управлениятехнологическим оборудованием
представляет собой программную
систему.
Т.е. система управления технологическим
оборудованием – система программного
управления (СПУ), в которую вся
необходимая начальная информация
для выполнения операции вносится
заранее с помощью
программоносителя.
9
10. Основные задачи, решаемые СПУ:
Перемещение инструмента по
заданной траектории.
Обеспечение требуемых режимов
перемещения.
Выполнение вспомогательных
функций (включение охлаждения,
уборка стружки и т.д.).
10
11.
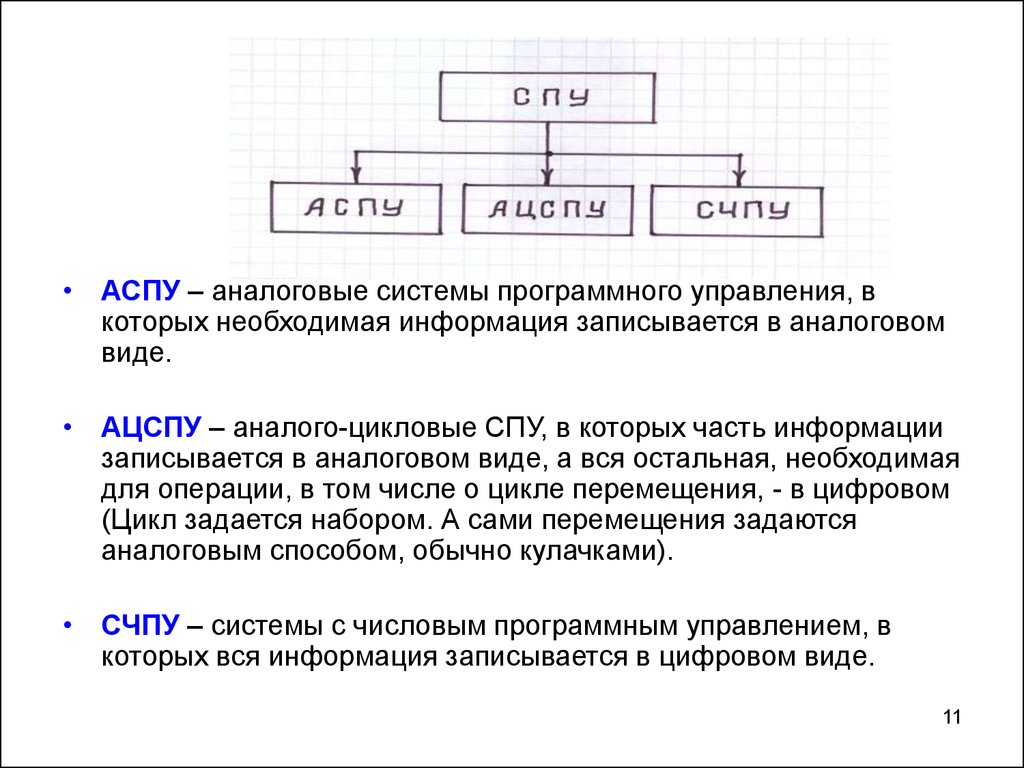
• АСПУ – аналоговые системы программного управления, вкоторых необходимая информация записывается в аналоговом
виде.
• АЦСПУ – аналого-цикловые СПУ, в которых часть информации
записывается в аналоговом виде, а вся остальная, необходимая
для операции, в том числе о цикле перемещения, - в цифровом
(Цикл задается набором. А сами перемещения задаются
аналоговым способом, обычно кулачками).
• СЧПУ – системы с числовым программным управлением, в
которых вся информация записывается в цифровом виде.
11
12. АНАЛОГОВЫЕ СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ
1. Управление с помощью упоров,концевых выключателей и кулачков
Применяется в массовом и крупносерийном
производстве с редкой переналадкой
12
13. 2. Копировальные системы
Звеном, задающим движение инструмента
относительно детали является копир в виде
плоского или объемного шаблона, чертежа
или первой детали.
Копировальные системы частично решают
автоматизацию мелкосерийного
производства. При использовании
копировальных систем переналадка
осуществляется сменой копира.
По принципу действия бывают системы:
1. Без следящей подачи (механические).
2. Со следящей подачей.
13
14. Схема системы без следящей подачи
Здесь: 1 – стол; 2 – копир; 3 – деталь; 4 – инструмент (фреза); 5 –щуп; 6 – копировальная головка; 7 – инструментальная головка;
8 – привод продольной подачи.
14
15. Схема системы со следящей подачей
Здесь: 1 – стол; 2 – копир; 3 – деталь; 4 – фреза; 5 – щуп; 6 –копировальная головка - датчик; 7 – инструментальная головка;
8 – привод продольной или задающей подачи; 9 – усилитель; 10
– привод поперечной или следящей подачи.
15
16.
• Копировальные головки могут бытьэлектрическими, гидравлическими,
пневмогидравлическими, оптическими и т.д.
• Могут быть бесконтактные копировальные
головки, которые имеют следующие
преимущества:
- Возможность непрерывного управления приводом
подач.
- Высокая чувствительность.
- Малые давления на копир (10 … 150 г).
- Отсутствие контактов.
16
17. Точность копирования
Главными факторами, определяющими точностьобработки при копировании на станках со следящими
системами являются:
• Быстродействие следящей системы, которое
определяется временем необходимым для
срабатывания всех элементов. Оно зависит от типа
системы (электрическая, гидравлическая,
электрогидравлическая, …) и структуры (в частности
от обратных связей) следящей системы, а также от
технических характеристик ее элементов (время
срабатывания муфт, реле, золотников и т.д.)
• Чувствительность копировальных головок.
• Установленная подача, так как от нее зависит
величина выбега инструмента за время
срабатывания следящей системы.
17
18.
Кроме этого необходимо учитывать еще следующие факторы:
Точность копира. Погрешности копира передаются
непосредственно на обрабатываемое изделие и составляет
иногда до 30 % суммарной погрешности.
Зазоры и упругие деформации в элементах привода
реверсируемой подачи.
Несоответствие радиуса режущего инструмента радиусу
копировального пальца. Аналогичную погрешность вносит и
биение фрезы (увеличение D).
Упругие деформации деталей и узлов станка, так как
оправки имеют больший вылет, а при копировании без
следящей системы отжим копировального пальца и его
местные деформации и деформации копира.
Характер обрабатываемой кривой.
Наличие резких переходов, большие углы подъема, малые
внутренние радиусы кривизны влияют на точность получения
профиля.
Практически точность копировальных станков общего
назначения +- 0,1 … 0,5 мм, станков повышенной
точности - +- 0,01 … 0,06 мм.
18
19. Чистота обработанных поверхностей
При обработке сложных поверхностей на них образуются
неровности, которые хотя и имеют много общего с
неровностями, возникающими при обработке простых
поверхностей, но отличаются от них по величине и форме.
Неровности на поверхности детали можно отнести к двум
группам:
- Гребешки вдоль строчки (при объемном и контурном
копировании).
- Гребешки между строчками (при объемном копировании).
На чистоту поверхности помимо указанных факторов влияет и
непостоянство результирующей подачи.
Практически на копировальных станках можно получить
чистоту поверхности до 6 … 7 класса шероховатости.
19
20. СИСТЕМЫ ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
2021.
• АСПУ имеют недостатки:- аналоговые СПУ имеют достаточно низкую
точность;
- нельзя делать несколько проходов;
- длительная наладка;
- низкая производительность.
• Наиболее перспективны СЧПУ, т.е. системы, в
которых вся информация записывается в
цифровом виде с использованием стандартных
цифровых кодов.
• Достоинства таких систем:
- Они обеспечивают высокую точность обработки.
- Система более гибкая и универсальная.
- Можно объединять с управляющевычислительными комплексами
21
22.
• Станки с СЧПУ представляют собойпринципиально новое оборудование.
Обычное производство характеризуется
низкими требованиями к технологической
подготовке:
(технолог - 5 % работ)
(рабочий - 95 % работ)
• На производстве со станками с СЧПУ
значительно возрастают требования к
технологической подготовке:
(технолог - 97 – 98 % работ)
(рабочий - 2 – 3 %)
22
23. Технико-экономическая эффективность использования станков с СЧПУ
В области конструирования и эксплуатации.
Возможность усложнения конструкций без
снижения технологичности.
Целесообразность создания монолитных
конструкций взамен расчлененных.
Возможность повышения экономической точности
изделий.
Уменьшение массы изделий за счет повышения
точности и снижения себестоимости механической
обработки сложных поверхностей.
Возможность быстрого изготовления опытных
изделий и внесения необходимых изменений.
23
24.
В области производства.1. Автоматизация опытного, мелкосерийного и
серийного производства.
2. Резкое увеличение производительности за счет:
А) сокращения вспомогательного времени
благодаря укрупнению операций, автоматизации
цикла обработки, исключения пробных проходов и
т.д.
Б) сокращения основного времени благодаря
увеличению режимов обработки, их оптимизации,
увеличению стойкости режущего инструмента.
В) увеличения коэффициента использования
оборудования благодаря увеличению сменности
его работы, снижению простоев, лучшей
организации работ.
24
25.
• 3. Снижение себестоимости благодаря:А) сокращению количества и стоимости оснастки;
Б) увеличению производительности;
В) устранению разметочных, частично контрольных
операций и сокращению маршрута обработки;
Г) отсутствию брака;
Д) экономии инструмента;
Е) снижению доли заработной платы.
• 4. Улучшение организационно-технического
обслуживания за счет:
А) сокращения производственных площадей;
Б) сокращения сроков подготовки и освоения
производства;
В) удобства хранения программ;
Г) жесткого цикла работы оборудования;
Д) возможности управления от единой АСУТП и
АСУП.
25
26.
В области социальной.1. Улучшение культуры производства.
2. Снижение утомляемости.
3. Значительное уменьшение количества
квалифицированных рабочих при общем
увеличении числа ИТР (1 инженер-технолог
на 1 станок, инженер-электрик, инженергидравлик и т.д.)
Раньше = 20 % ИТР + 80 %
рабочих.
Сейчас = 50 % ИТР + 50 %
рабочих.
26
27.
Широкое внедрение СЧПУ не только имеетнепосредственные преимущества, но и
косвенно влияет на повышение общей
эффективности производства.
• Так, например, значительное снижение
стоимости механической обработки сложных
поверхностей позволяет использовать
средства автоматизации массового
производства (например, штампы) в
серийном и мелкосерийном.
• Высокая точность обработки на станках с
ЧПУ сокращает объем доводочных операций,
повышает их эффективность, облегчает и
удешевляет сборочные операции и т.д.
27
28.
• Основным недостатком выпускаемыхсистем ЧПУ является их высокая
стоимость, определяемая в основном
высокой стоимостью электронных
устройств программного управления.
Так, стоимость токарного станка с ЧПУ
на порядок, а станка типа «ОЦ» на два
порядка выше стоимости обычного
токарного станка с ручным
управлением.
28
29.
Отличительными особенностями
технологического оборудования с СЧПУ являются:
- Увеличенное по сравнению с обычными станками
количество управляемых координат. Причем по
каждой координате свой привод подач, контроль
положения по каждой координате осуществляется
отдельными датчиками обратной связи.
- Повышенная жесткость системы С-П-И-Д.
- Использование приводов улучшенного качества и
высокоточных безлюфтовых кинематических передач
(шариковинтовые передачи, гидравлические
направляющие), (Vхх = 10 … 15 м/мин).
- Повышенное число инструментов.
29
30.
Для того, чтобы станки с СЧПУ хорошо
работали необходимо создать систему
технологического оснащения:
- специальные зажимные и базирующие
устройства токарных станков;
- специальные координатные столы с
автоматизированными зажимами для
фрезерных станков;
- спутники для закрепления сложных деталей
в приспособлениях;
- специальная система основного и
вспомогательного инструмента.
30
31.
В настоящее время разработано иэксплуатируется значительное
количество СЧПУ, различающихся
• - принципами действия,
• - конструктивными особенностями,
• - технологическими возможностями и
т.д.
31
32.
По виду расчетной траектории различают системыЧПУ:
- Позиционные,
- Контурные.
• Позиционные СЧПУ обеспечивают только
прямолинейное движение рабочих органов с
контролем выхода их в заданную позицию, но без
задания и контроля функциональной зависимости
одновременно работающих координат станка.
• В контурных СЧПУ рабочие органы станка могут
одновременно перемещаться по нескольким
координатам с соблюдением заданной в программе
пространственно-временной функциональной
зависимости их движения.
32
33.
По наличию главной обратной связи СЧПУ делятна:
• - разомкнутые,
• - замкнутые.
• Разомкнутые СЧПУ могут работать только с
приводами подач, выполненных на силовых шаговых
двигателях или с шагово-гидравлическим
исполнением.
Это объясняется тем, что шаговый двигатель сам
является интегратором пути и элементом памяти
информации, поступающей на входные обмотки.
• Замкнутые СЧПУ могут выполняться :
- с контролем положения (амплитудные, фазовые,
кодово-импульсные) или
- с контролем перемещения (импульсные).
33
34.
По принципу реализации алгоритмауправления СЧПУ могут относиться к:
- классу NC,
- классу CNC.
• К классу NC (numerical control) относятся
СЧПУ, алгоритмы управления в которых
реализуются с помощью аппаратных
схемотехнических решений.
• К классу CNC (computer numerical control) –
системы с программной реализацией
алгоритма управления на встроенном
процессоре или микро-ЭВМ.
34
35.
По способу ввода и хранения информацииNC и CNC имеют два подкласса:
• MNC – системы, оснащенные памятью для
хранения одной или нескольких программ
одновременно;
• DNC – системы, получающие информацию по
каналу связи с универсальной управляющей
ЭВМ.
В классе CNC выделяются системы, у
которых основной режим ввода информации
– набор с панели оператора (системы HNC).
• В настоящее время создаются системы с
речевым вводом программ – VNC.
35