












 Физика
Физика Промышленность
ПромышленностьПохожие презентации:

")

")






Ультразвук в науке и технике. УЗ сварка. УЗ очистка. Применение акустических волн для увеличения нефтедобычи
1. Лекция 1. УЗ Сварка 2. УЗ Очистка 3. Применение акустических волн для увеличения нефтедобычи
Ультразвук в науке и техникеЛекция
1. УЗ Сварка
2. УЗ Очистка
3. Применение акустических волн для увеличения
нефтедобычи
профессор Коробов А.И., ст. науч. сотр. Одина Н.И.,
науч. сотр. Ширгина Н.В.
Московский государственный университет имени М.В. Ломоносова,
физический факультет, кафедра акустики
2016 г.
2. Ультразвуковая сварка
– способ соединения различных материалов в твердом состоянии спомощью УЗ
2
3. Параметры УЗ сварки металлов
.N – сила, нормальная к поверхности соприкосновения
f - частота колебаний от 10 до 100 кГц
ξ - амплитуда колебаний
Txsinωt - переменная сила со стороны сонотрода ω=2πf
Нормальные σz и тангенциальные τх напряжения
3
4. Параметры УЗ сварки металлов
Tx=µNµ - коэффициент трения
N=S σs
σs - предел текучести
S- площадь отпечатка наконечника
Чтобы обеспечить однородное напряженное состояние в зоне сварки, необходимо
выполнение условия a≥3δ, где a – радиус наконечника, δ – толщина детали
4
5. Процессы при УЗ сварке
Tx> µNв области сварки имеют место процессы, связанные с сухим трением скольжения:
происходит схватывание соприкасающихся вершин естественных
микронеровностей соединяемых поверхностей и затем типичное для сухого
трения разрушение вблизи узла схватывания.
Tx≤ µN
Вершины соприкасающихся микронеровностей деформируются в отсутствии
скольжения, и процессы, характерные для сухого трения скольжения, не имеют
места. Под действием напряжений σz и τx происходит лишь пластическое
растекание вершин контактирующих микронеровностей, сближение соединяемых
поверхностей и затем диффузионное «сращивание» зерен металла обеих деталей.
5
6. Типы акустических волн, применяемых для УЗ сварки
- Продольные- Изгибные
- Крутильные
В состав колебательной системы входят резонансный
магнитострикционный (или пьезоэлектрический)
преобразователь и УЗ концентратор со сварочным
наконечником. Длина опоры в сварочных установках с
изгибными и крутильными колебаниями выбирается
близкой к нечетному числу λ/4 , где λ – длина волны
выбранной моды изгибных (крутильных) колебаний в
материале опоры.
6
7. Примеры
Мощность УЗ сваркиМощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда колебаний наконечника, t - время сварки
Примеры
Алюминиевый проводник диаметром 25 мкм с пленкой алюминия толщиной 1 мкм,
нанесенной на кремниевую подложку: N=0,3-0,4 Н, ξ=2-5 мкм, f = 60 кГц, t=0,1-0,2 c,
затрачиваемая электрическая мощность W=20-50 Вт.
Сварка медной фольги толщиной 0,2 мм в режиме f=20 кГц, N=900 Н, ξ=7 мкм
осуществляется за время 0,3-0,5 с при затрачиваемой мощности W=1,2 кВт
Медные листы толщиной 1 мм соединяются при N=4400 Н, ξ=13-15 мкм, f=20 кГц за
время 1,2-1,3 с при W=4 кВт
7
8. Примеры
Мощность УЗ сваркиМощность: W= Тх ξ’cos φ
Энергия: E=Wt
N - сила, ξ - амплитуда колебаний наконечника, t - время сварки
Примеры
Алюминиевый проводник диаметром 25 мкм с пленкой алюминия толщиной 1 мкм,
нанесенной на кремниевую подложку: N=0,3-0,4 Н, ξ=2-5 мкм, f = 60 кГц, t=0,1-0,2 c,
затрачиваемая электрическая мощность W=20-50 Вт.
Сварка медной фольги толщиной 0,2 мм в режиме f=20 кГц, N=900 Н, ξ=7 мкм
осуществляется за время 0,3-0,5 с при затрачиваемой мощности W=1,2 кВт
Медные листы толщиной 1 мм соединяются при N=4400 Н, ξ=13-15 мкм, f=20 кГц за
время 1,2-1,3 с при W=4 кВт
8
9.
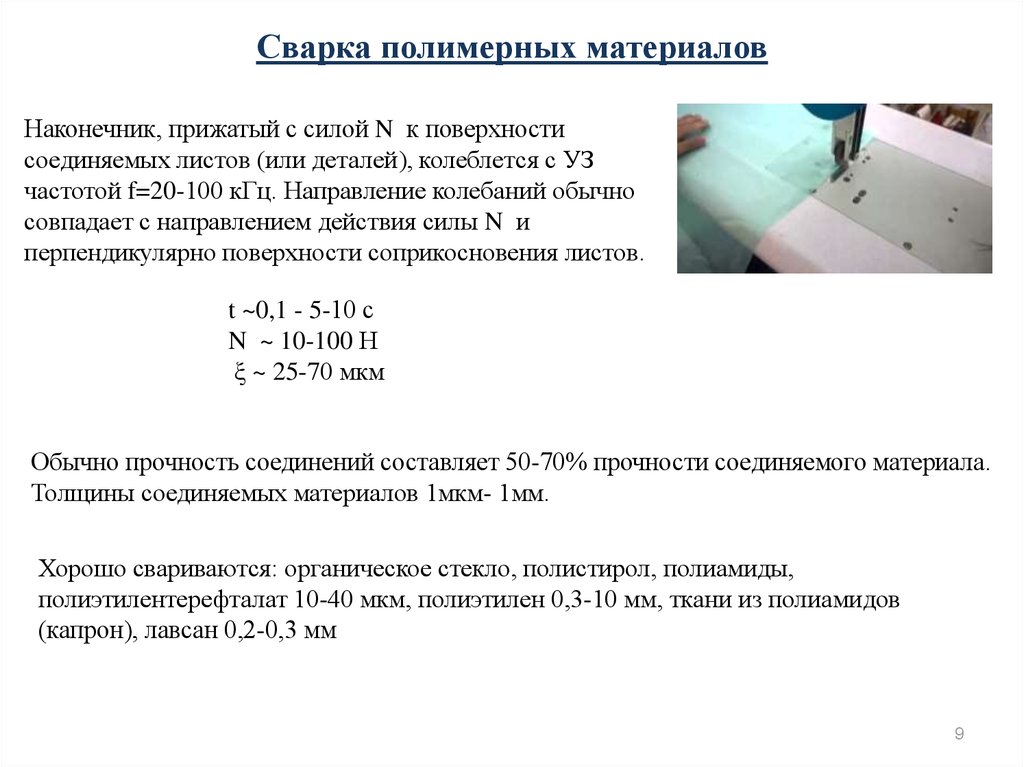
Сварка полимерных материаловНаконечник, прижатый с силой N к поверхности
соединяемых листов (или деталей), колеблется с УЗ
частотой f=20-100 кГц. Направление колебаний обычно
совпадает с направлением действия силы N и
перпендикулярно поверхности соприкосновения листов.
t ~0,1 - 5-10 с
N ~ 10-100 Н
ξ ~ 25-70 мкм
Обычно прочность соединений составляет 50-70% прочности соединяемого материала.
Толщины соединяемых материалов 1мкм- 1мм.
Хорошо свариваются: органическое стекло, полистирол, полиамиды,
полиэтилентерефталат 10-40 мкм, полиэтилен 0,3-10 мм, ткани из полиамидов
(капрон), лавсан 0,2-0,3 мм
9
10.
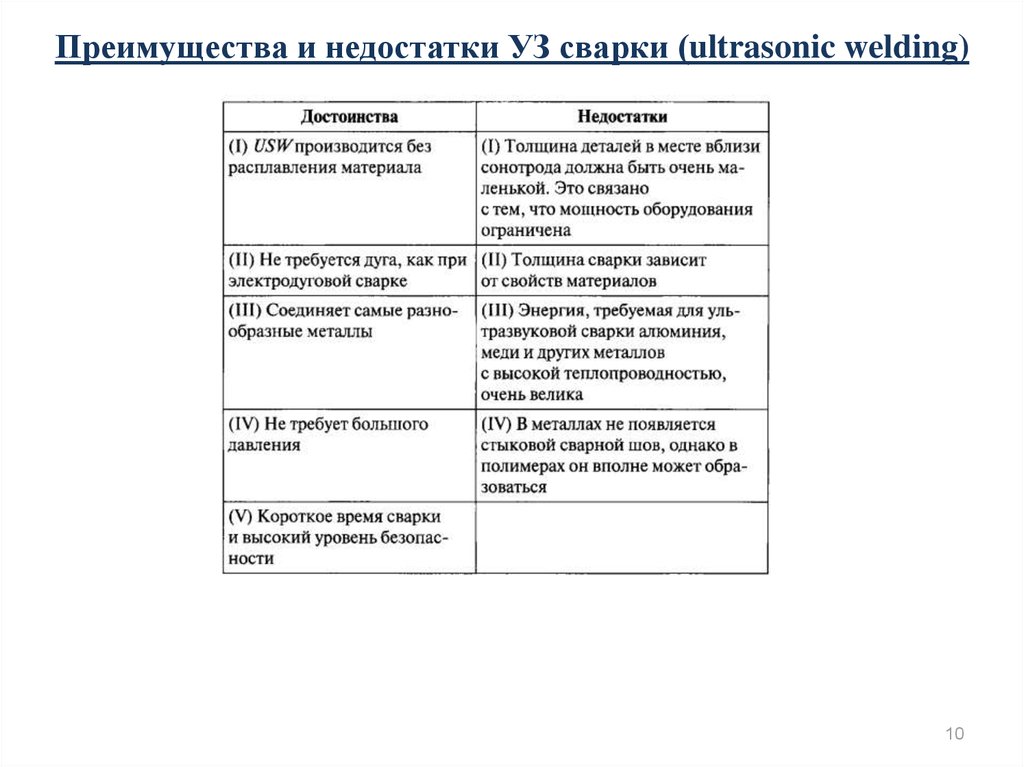
Преимущества и недостатки УЗ сварки (ultrasonic welding)10
11. Ультразвуковая очистка
- способ очистки поверхности твердых тел, при котором в моющий растворвводятся УЗ колебания
11
12. Механизм УЗ очистки
.Явления, обусловливающие
процесс очистки:
- Кавитация
- акустические течения
На краях пленки загрязнения пульсирующие
пузырьки, совершая интенсивные колебания,
преодолевают силы сцепления пленки с
поверхностью, проникают под пленку и
отслаивают ее. Захлопывающиеся кавитационные
пузырьки создают микроударное воздействие на
поверхность
- давление звукового излучения
- звукокапиллярный эффект.
Способствуют проникновению моющего
раствора в микропоры
12
13.
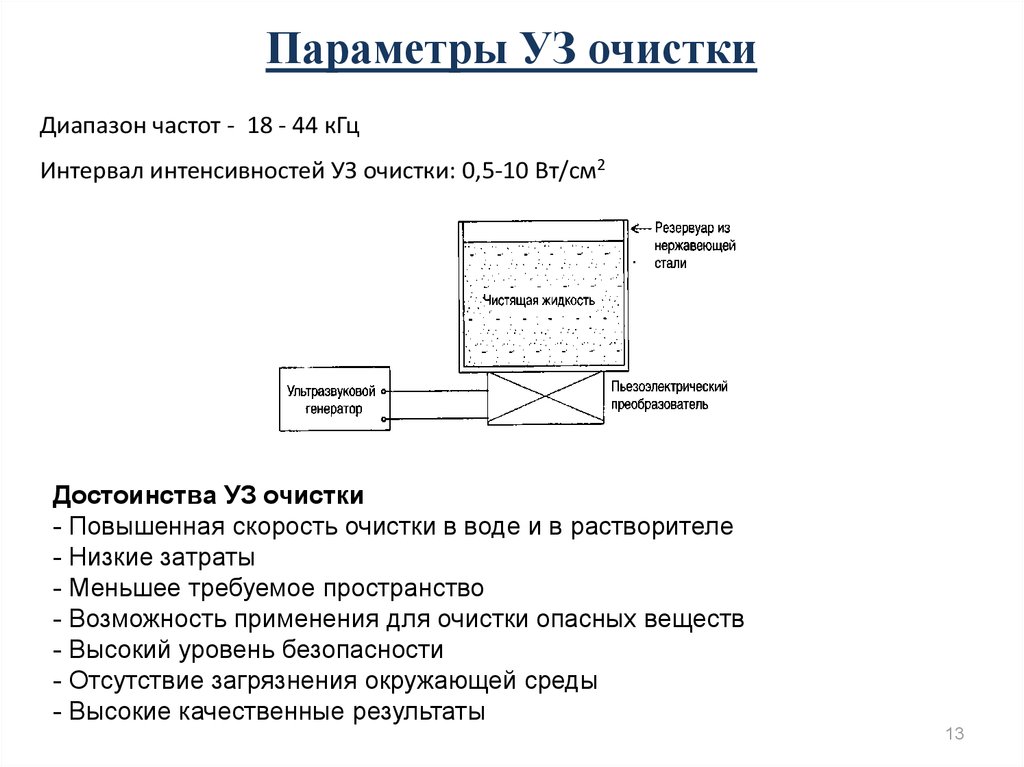
Параметры УЗ очисткиДиапазон частот - 18 - 44 кГц
Интервал интенсивностей УЗ очистки: 0,5-10 Вт/см2
Достоинства УЗ очистки
- Повышенная скорость очистки в воде и в растворителе
- Низкие затраты
- Меньшее требуемое пространство
- Возможность применения для очистки опасных веществ
- Высокий уровень безопасности
- Отсутствие загрязнения окружающей среды
- Высокие качественные результаты
13
14. Применение акустических волн для повышения нефтедобычи
Вибрационные и акустические методы могут быть предназначены для решенияследующих задач:
- повышение продуктивности эксплуатационных и нагнетательных скважин, в
которых применение традиционных методов оказалось технически невозможным
и малоэффективным
- увеличение нефтегазоотдачи из обводненных малопродуктивных пластов
14
15. Эффективность применения упругих колебаний для нефтедобычи
- вытеснение нефти водой в полеколебаний. Пульсации скорости и
давления с масштабом порядка радиуса
пор могут вызвать односторонне
направленные течения, со скоростями,
значительно превышающими скорости
фильтрации
- под действием упругих колебаний
интенсивностью от 8 до 100 кВт/м2 и
частотой от 20 Гц до 4,5 МГц показали, что
сдвиговая вязкость после воздействия
снижается на 20-30%,
15
16. Литература по теме
1.2.
3.
Ультразвук. Маленькая энциклопедия под ред. Голяминой И.П. М.:
Советская энциклопедия, 1979. — 400 с., илл.
Балдев Радж, В.Раджендран, П.Паланичами. Мир физики и техники.
Применения ультразвука. М.: Техносфера, 2006. - 579 с.
Кузнецов О.Л., Симкин Э.М., Чилингар Дж. Физические основы
вибрационного и акустического воздействий на нефтегазовые пласты.
М.: Мир, 2001. - 260 с.
16