






")

")







")


")
")
")

")







")

")







")

")

")
")
")
")
")

")
")
")


")
")
")
")


















")
")
")

")
")
")









")
")
")

")

")
")




")
")
")
")
")
")








 Право
ПравоПохожие презентации:







 марки ЭО")


Создание конструкторской документации в соответствии с нормоконтролем
1.
УЦ МАЭБСоздание конструкторской
документации в соответствии с
нормоконтролем
2. Стандартизация в проектировании электронных средств
Стандартизация – процесс установления и примененияправил с целью упорядочения деятельности в данной
области на пользу и при участии всех сторон.
Объектами стандартизации являются:
конкретная продукция,
методы ее производства и контроля;
термины, определения, а также различные нормы и правила,
многократно применяемые в науке, технике, промышленности,
сельском хозяйстве, строительстве и других сферах народного
хозяйства.
Результатом стандартизации является стандарт
СТАНДАРТ – нормативно-технический документ, устанавливающий
комплекс норм, правил, требований к объекту стандартизации на
основе достижений науки и техники и практического опыта
3. Цель и задачи стандартизации
Цель стандартизации - повышение качествапродукции.
Задачи, стоящие перед стандартизацией:
1. Повышение эффективности стандартов для
улучшения качества сырья, полуфабрикатов,
продукции.
2. Планирование технического прогресса.
3. Превращение стандартов в средство внедрения
новой техники
4. Создание межотраслевых систем стандартов,
обеспечивающих оптимальные условия работы.
3
4. Формы стандартизации
Комплексная стандартизация - разработка единой системыстандартов на продукцию, полуфабрикаты, сырьё и всё то, что
связано с продукцией (например: коробки, ящики, контейнеры,
платформы, грузовики и пр.)
Опережающая стандартизация. В стандартах указываются
требования к качеству изделия не только на один срок, но и на
несколько (минимум на два).
Межотраслевая стандартизация. Межотраслевые стандарты
(ЕСКД, ЕСТД, ЕСТПП)
Составной частью работ по стандартизации является
нормализация.
Основой нормализации (ГОСТ 8032) является ряд чисел,
подчиняющихся определенным закономерностям – пять рядов
построенных по геометрической прогрессии.
5. Уровни стандартов
Исходя из иерархического построения сообщности людей(государство, регион и др.) существует и иерархическое
соподчинение стандартов, которые разбиты на следующие
уровни:
1. Международный стандарт (ISO, МЭК и др.).
2. Региональный стандарт (например, стандарты стран
Общего рынка, ГОСТ).
3. Двухсторонний стандарт (распространяется только на
две стороны - страны).
4. Национальный стандарт (действует только в рамках
одной страны, например ГОСТ Р).
5. Отраслевой стандарт (ОСТ).
6. Стандарт предприятия (СТП).
В России есть особый вид стандарта между 5 и 6-м уровнями
- это республиканский стандарт.
5
6. Системы стандартов
В настоящее время в России созданы следующие системы стандартов:1. Система государственной стандартизации и нормативно-технических
документов.
2. Единая система конструкторской документации (ЕСКД).
3. Единая система технологической документации (ЕСТД).
4. Единая система программной документации (ЕСПД).
5. Система показателей качества продукции.
6. Унифицированные системы документации (УДК).
7. Система информационно-библиографической документации.
8. Государственная система единства измерений (ГСИ).
9. Единая система защиты от коррозии и старения материалов (ЕСЗКС).
10. Стандарты на товары, поставляемые на экспорт.
11. Микрофильмирование.
12. Система стандартов безопасности труда (ССБТ).
13. Единая система технологической подготовки производства (ЕСТПП).
14. Разработка и постановка продукции на производство.
15. Управление техпроцессами и др.
6
7. Обозначение государственных стандартов
Стандарты, входящие в каждый из межотраслевых комплексов,определяются по ежегодно публикуемым перечням.
Пример системы построения обозначений государственных стандартов
Для каждого стандарта устанавливается срок действия
(5 лет, 10 лет или без ограничения).
При внесении в стандарт принципиально новых положений
его заменяют, при этом на титульном листе под новым обозначением
стандарта указывают: «Взамен ГОСТ...» или «Взамен ГОСТ...
в части разделов...».
8. Государственная система стандартизации (ГСС)
ГСС содержит:ГОСТ Р 1.0 —92... 1.10 —95,
определяет категории стандартов,
объекты стандартизации,
стадии разработки,
порядок внедрения,
основные положения о контроле за внедрением и
соблюдением стандартов, порядке их оформления,
изложения и просмотра.
ГСС (ГОСТ Р 1.0 — 92) наряду с Государственными
стандартами (ГОСТ) допускает наличие отраслевых
стандартов (ОСТ) и стандартов предприятий (СТП).
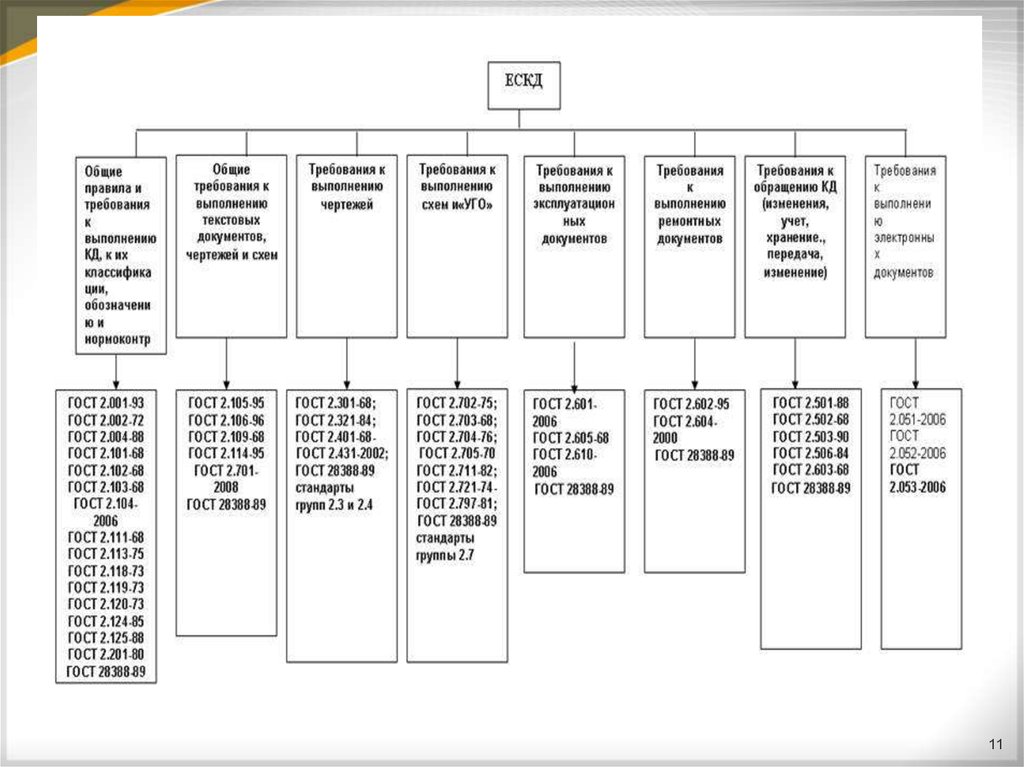
9. Основные положения ЕСКД
ЕСКД - комплекс государственных стандартов, устанавливающих порядок разработки, оформления и обращенияКД.
Стандарты ЕСКД обеспечивают нормативноинформационную поддержку всех стадий и этапов ЖЦИ.
В настоящее время ЕСКД состоит из более 170
межгосударственных стандартов, распространяющихся на КД
изделий гражданского и военного назначения, основного и
вспомогательного производства, на изделия, выпускаемые
всеми странами-членами СНГ.
9
10.
Стандарты ЕСКД устанавливают общие требования квыполнению проектной и рабочей конструкторской
документации (КД): (спецификаций, чертежей; электронных
моделей и структур, схем, технических условий, различных
ведомостей и других документов), разработке
технологической документации и средств технологического
оснащения, эксплуатационных и ремонтных документов,
требования к утилизации, учету, хранению, передаче и
изменению КД
Стандарты ЕСКД распространяются на все виды КД и
документацию по хранению, внесению изменений в КД,
нормативно-техническую документацию, а также на научнотехническую и учебную литературу, в которой они могут быть
применены.
10
11.
1112. Виды изделий ГОСТ 2.101-68 (СТ СЭВ 364-76)
Изделие - любой предмет или набор предметов производства, подлежащихизготовлению на предприятии.
изделия основного производства – это изделия, предназначенные для поставки
(иначе говоря, для реализации)
изделия вспомогательного производства - изделия, предназначенные только
для собственных нужд предприятия-изготовителя.
Виды изделий:
деталь - изделие, изготовленное из однородного по наименованию и
марке материала без применения сборочных операций;
сборочная единица - изделие, составные части которого подлежат
соединению между собой на предприятии-изготовителе сборочными
операциями;
комплекс - два и более изделий (состоящих, в свою очередь, из двух и
более частей), не соединенных на предприятии-изготовителе сборочными
операциями, но предназначенных для выполнения взаимосвязанных
эксплуатационных функций;
комплект - два и более изделий, не соединенных на предприятииизготовителе сборочными операциями и представляющих набор изделий,
имеющих общее эксплуатационное назначение вспомогательного
характера.
12
13.
За основные конструкторские документы принимают:чертеж детали, содержащий изображение детали и другие данные,
необходимые для ее изготовления и контроля;
спецификация - документ, определяющий состав сборочной
единицы,комплекса или комплекта.
• сборочный чертеж (СБ), содержащий изображение сборочной единицы и другие
данные, необходимые для ее сборки и контроля;
Все конструкторские документы, кроме основных, имеют
установленный шифр, например:
сборочный чертеж – СБ,
габаритный чертеж – ГЧ,
технические условия – ТУ и т. п.
13
14. Комплектность КД.
ГОСТ 2.102-2013 (взамен ГОСТ 2.102-68) - устанавливает виды икомплектность КД на изделия всех отраслей промышленности.
Вид документа
Содержание документа
Чертеж детали
Изображение детали и данные для ее
изготовления и контроля
Сборочный чертёж
Изображение изделия и другие данные для его
сборки и контроля
СБ
Чертеж общего вида
Представление о конструкции изделия,
взаимодействии его составных частей и принцип
работы
ВО
Теоретический
чертеж
Геометрическая форма изделия и координаты
расположения его составных частей
ТЧ
Габаритный чертеж
Контурное (упрощенное) изображение изделия с
габаритными, присоединительными и
установочными размерами
ГЧ
Монтажный чертеж
Контурное (упрощенное) изображение изделия, а
также данные для его монтажа
МЧ
Контурное (упрощенное) изображение изделия, а
также данные для его электрического монтажа
МЭ
Электромонтажный
чертеж
Шифр
14
15.
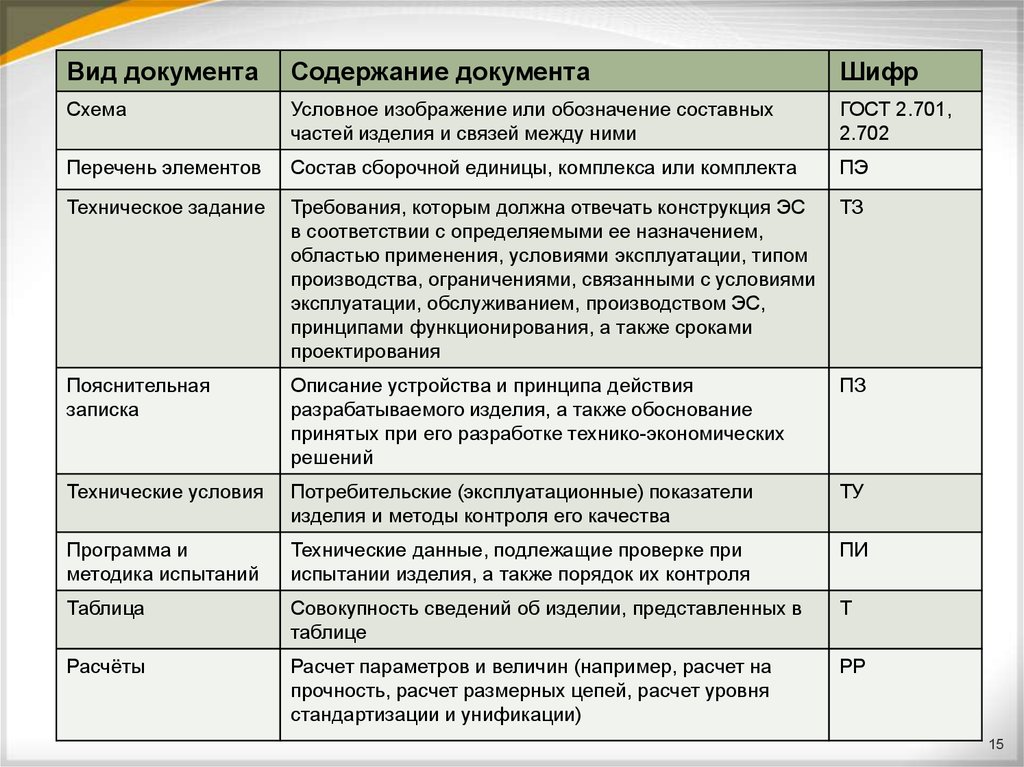
Вид документаСодержание документа
Шифр
Схема
Условное изображение или обозначение составных
частей изделия и связей между ними
ГОСТ 2.701,
2.702
Перечень элементов
Состав сборочной единицы, комплекса или комплекта
ПЭ
Техническое задание
Требования, которым должна отвечать конструкция ЭС
в соответствии с определяемыми ее назначением,
областью применения, условиями эксплуатации, типом
производства, ограничениями, связанными с условиями
эксплуатации, обслуживанием, производством ЭС,
принципами функционирования, а также сроками
проектирования
ТЗ
Пояснительная
записка
Описание устройства и принципа действия
разрабатываемого изделия, а также обоснование
принятых при его разработке технико-экономических
решений
ПЗ
Технические условия
Потребительские (эксплуатационные) показатели
изделия и методы контроля его качества
ТУ
Программа и
методика испытаний
Технические данные, подлежащие проверке при
испытании изделия, а также порядок их контроля
ПИ
Таблица
Совокупность сведений об изделии, представленных в
таблице
Т
Расчёты
Расчет параметров и величин (например, расчет на
прочность, расчет размерных цепей, расчет уровня
стандартизации и унификации)
РР
15
16. Классификация КД в зависимости от способа их выполнения и характера использовани
Наименованиедокумента
Определение
Оригиналы
Документы, выполненные на любом материале и предназначенные для
изготовления по ним подлинников
Подлинники
Документы, оформленные подлинными установленными подписями и
выполненные на любом материале, позволяющем многократное воспроизведение с них копий. Допускается в качестве подлинников использовать оригиналы, фотокопии или экземпляры образцов,
издаваемых типографским способом, оформленных заверительными
подписями
Дубликаты
Копии подлинников, обеспечивающие идентичность воспроизведения
подлинника, выполненные на любом материале, позволяющем снимать с
них копии
Копии
Документы, выполненные способом, обеспечивающим их идентичность с
подлинником (дубликатом), и предназначенные для непосредственного
использования при разработке в производстве, эксплуатации и ремонте
изделий
16
17.
Техническим документам в зависимости от стадииразработки присваивается литера.
При выполнении технического проекта – литера Т.
При разработке рабочей документации:
- опытной партии – литера О;
- установочной серии – литера А;
- установившегося производства – литера Б.
Учебным чертежам может условно присваиваться литера У.
17
18. Классификатор единой системы конструкторской документации
Классификатор единой системы конструкторской документациипредставляет собой систематизированный свод наименований
классификационных характеристик изделий (деталей, сборочных единиц,
комплектов, комплексов) основного и вспомогательного производства всех
отраслей промышленности согласно ГОСТ 2.101–68, на которые
разрабатывается конструкторская документация, а также общетехнических
документов (норм, правил, требований, методов и т.п.) на изделия.
Классификатор ЕСКД состоит из следующих документов:
1. Введение.
2. Классы классификатора ЕСКД (49 классов).
3. Алфавитно-предметный указатель классов деталей (классы 71 – 76).
4. Термины, принятые в классах деталей (классы 71 – 76).
5. Иллюстрированный определитель деталей (классы 71 – 76).
Всего в классификаторе 100 классов. Все виды изделий размещены в 49
классах, остальные классы зарезервированы для размещения новых
видов изделий в установленном порядке.
Классификационная характеристика является основной частью
обозначения изделия и его конструкторского документа, устанавливаемая
ГОСТ 2.201–80.
19. Полное обозначение основного конструкторского документа
Полное обозначение основного конструкторского документасостоит из кода организации-разработчика (четыре знака), кода
классификационной характеристики (шесть знаков) и кода
порядкового регистрационного номера (три знака) и шифра
документа, т.е. ХХХХ.ХХХХХХ.ХХХ.ХХХ
20. Структура кода классификационной характеристики
Код организации разработчика назначается по кодификаторуэтой организации или присваивается централизованно.
Код классификационной характеристики изделия
назначается по классификатору ЕСКД и представляет собой
шестизначное число, последовательно обозначающее класс,
подкласс, группу, подгруппу и вид изделия.
21. Структура кода классификационной характеристики
Каждый класс делится на 10 подклассов (от 0 до 9), каждыйподкласс - на 10 групп (от 0 до 9), каждая группа - на 10 видов (от 0
до 9). Для классификации изделий использованы группировки с 1
до 9.
Для классификации изделий в классах использованы следующие
признаки:
функциональный - основная эксплуатационная функция,
выполняемая изделием;
конструктивный - конструктивные особенности изделия;
принципа действия (физический, физико-химический процесс, на
основе которого действует изделие);
метрический - величины и степени точности таких параметров
изделия, как основные размеры, мощность, напряжение, сила тока,
частота и пр.;
геометрической формы изделия;
наименование изделия.
22. ЧЕРТЕЖИ ДЕТАЛЕЙ
В соответствии с ГОСТ 2.101-68, деталью называют изделие,сделанное из однородного по наименованию и марке материала
(с покрытием или не имеющего покрытия) без применения
сборочных операций.
Чертеж детали — основной конструкторский документ,
использующийся на всех этапах технологического процесса
изготовления детали и контроля ее качества. Обычно рабочие
чертежи разрабатывают на все детали, входящие в состав изделия.
Основные требования к чертежам деталей (ГОСТ 2.109-73).
В соответствии с ним, рабочий чертеж детали должен содержать:
необходимое количество изображений, дающих полное представление о
форме детали;
размеры с предельными отклонениями, указанные согласно ГОСТ 2.3072011 и ГОСТ 2.318-81;
указание допусков формы и расположения поверхностей по ГОСТ 2.3082011;
обозначения шероховатости поверхностей согласно ГОСТ 2.309-73
с
указанием значения параметра шероховатости по ГОСТ 2789-73;
23. ЧЕРТЕЖИ ДЕТАЛЕЙ (продолжение)
указания о технологических требованиях (покрытии, термообработкетвердости материала и др.) по ГОСТ 2.310-68;
технические требования, указываемые в правой части листа над
основной надписью;
основную надпись по ГОСТ 2.104-2006, в которой наименование
детали записывается в именительном падеже единственного числа
согласно принятой терминологии, например: «Плата», «Крышка»,
«Кожух».
Если наименование детали состоит из нескольких слов, то на
первом месте пишут существительное, а затем относящееся к нему
слово, например: «Панель лицевая».
В основной надписи приводят обозначение материала детали, его
марку и номер стандарта на материал, например: Сталь 35 ГОСТ
1050-88. Если в условное обозначение материала по стандарту
входит его сокращенное наименование (Ст, СЧ, Бр, ГФ и т. п.), то
полное наименование не записывают, например, СФ-2-35-1,5 ГОСТ
10316-78.
24. ЧЕРТЕЖИ ПЕЧАТНЫХ ПЛАТ
При конструировании ЭС значительное место в общем объеме рабочихчертежей деталей занимают чертежи печатных плат, правила
выполнения которых при бумажном и электронном способах
представления документации устанавливает ГОСТ 2.417-91.
Чертежи печатных плат всех видов конструкций должны иметь название
«Плата печатная», а чертеж гибкого печатного кабеля должен
называться «Кабель печатный гибкий».
Следует заметить, что одной из наиболее распространенных
ошибок при оформлении чертежей является смешивание понятий
«печатная плата» и «функциональный узел на печатном монтаже»,
поэтому иногда в наименовании чертежей встречаются, например,
такие словосочетания: «Усилитель низкой частоты. Печатная
плата» или «Печатная плата усилителя». Это ошибка.
Печатная плата является обычной деталью и не может выполнять
функции усилителя. Электронный модуль усилителя образуется только
после установки на плату ЭРИ и других компонентов, т. е. после
выполнения сборочных операций.
25.
Деталь - Плата Печатная26. ЧЕРТЕЖИ ПЕЧАТНЫХ ПЛАТ (продолжение)
Размеры на чертеже должны указываться одним из пятиспособов:
–
согласно требованиям ГОСТ 2.307-2011;
–
путем нанесения координатной сетки в прямоугольной
системе координат;
–
путем нанесения координатной сетки в полярной системе
координат;
–
комбинированным способом при помощи размерных и
выносных линий по ГОСТ 2.307-2011 и координатной сетки;
–
в виде таблицы с координатами элементов проводящего
рисунка (проводников, контактных площадок и т. п.).
При нанесении размеров с помощью координатной сетки ее
линии должны нумероваться. Шаг нумерации определяется с
учетом насыщенности, масштаба изображения и численно может
быть выражен в миллиметрах или в количестве линий сетки.
27. ЧЕРТЕЖИ ПЕЧАТНЫХ ПЛАТ (продолжение)
Координатную сетку в зависимости от способа выполнениядокументации следует наносить по одному из вариантов:
–
на все поле чертежа;
–
на часть поверхности печатной платы;
–
рисками по периметру контура печатной платы или на некотором
расстоянии от него.
Шаг координатной сетки устанавливается по ГОСТ Р 51040-97.
За начало отсчета в прямоугольной системе координат для печатных
плат прямоугольной формы следует принимать:
–
центр крайнего левого или правого нижнего отверстия;
–
левый или правый нижний угол печатной платы;
–
левую или правую нижнюю точку, образованную линиями
построения.
Для плат круглой формы за начало отсчета в прямоугольной
системе координат допускается принимать центр печатной платы
или точку, образованную линиями пересечения двух касательных
к окружности.
28. ЧЕРТЕЖИ ПЕЧАТНЫХ ПЛАТ (продолжение)
Если размеры и конфигурация проводящего рисунка оговорены втехнических требованиях чертежа, то элементы проводящего
рисунка допускается изображать условно.
Для нанесения размеров, обозначений шероховатости
поверхности и т.п. допускается приводить на чертеже
дополнительный вид, на котором рисунок печатной платы
следует изображать частично или не изображать вовсе. При этом
над таким видом должна размещаться поясняющая надпись,
например: «Печатные проводники не показаны».
Отверстия с близкими диаметрами изображают окружностью
одного диаметра с обязательным указанием условного знака в
соответствии с ГОСТ 2.307-2011.
Параметры отверстия — диаметр, условный знак, диаметр
контактной площадки, наличие металлизации и число таких
отверстий необходимо объединять в таблицу.
29. СБОРОЧНЫЕ ЧЕРТЕЖИ
Сборочный чертеж предназначен для обеспечения сборки иконтроля сборочной единицы.
Число сборочных чертежей должно быть оптимальным для
рациональной организации производства изделий.
Основные правила к выполнению сборочных чертежей
устанавливает ГОСТ 2.109-73, согласно которому сборочный
чертеж должен содержать:
изображение сборочной единицы, отражающее взаимное расположение и
связи ее составных частей для обеспечения сборки и контроля;
размеры, предельные отклонения и другие параметры и требования,
которые необходимо выполнить или проконтролировать по данному
чертежу;
указания о характере и методах осуществления сопряжения, если точность
сопряжения обеспечивается не заданными значениями допусков
размеров, а подбором, подгонкой и т. п.;
указания о выполнении неразъемных соединений (сварных, клеевых,
паяных и др.);
номера позиций составных частей;
габаритные, установочные, присоединительные и другие размеры с
нанесением координат расположения, размеров с предельными
отклонениями элементов, служащих для соединения с сопрягаемыми
изделиями и других необходимых параметров.
30. СБОРОЧНЫЕ ЧЕРТЕЖИ (продолжение)
Сборочные чертежи выполняют, как правило, супрощениями в соответствии с требованиями стандартов
ЕСКД.
Все составные части сборочной единицы на сборочных
чертежах нумеруют в соответствии с номерами позиций,
указанными в спецификации на эту сборочную единицу,
причем позиционные номера наносят на полки линийвыносок, проводимых от изображений составных частей.
Основную надпись оформляют по ГОСТ 2.104-2006.
Под наименованием изделия записывают «Сборочный
чертеж», а к обозначению изделия добавляют шифр СБ.
Например, наименование чертежа «Усилитель. Сборочный
чертеж», а его обозначение ХХХХ.ХХХХХХ.ХХХ. СБ.
31. СПЕЦИФИКАЦИЯ
В составе сборочного чертежа обязательно присутствуетспецификация, содержащая перечень всех составных частей,
входящих в данное изделие, а также конструкторские документы,
относящиеся к нему и его составным частям.
Форму и порядок заполнения спецификации устанавливает
ГОСТ 2.106-96
В общем случае, спецификация состоит из разделов, расположенных в
следующей последовательности:
документация (основной комплект КД на специфицируемое изделие);
комплексы;
сборочные единицы;
детали;
стандартные изделия (примененные в соответствии с требованиями
различных стандартов);
прочие изделия (примененные по техническим условиям);
материалы (все материалы, входящие в изделие, например: лакоткань,
нитки, провода);
комплекты (сменных и запасных частей, инструмента, упаковки и пр.).
Наличие того или иного раздела определяется составом изделия, для
которого разрабатывается спецификация.
32. Фрагмент формы спецификации
ПозицияЗона
формат
Обозначение
Наименование
Кол
Примечание
33. Схемная документация
Схема— графическая конструкторская документация,
на которой в виде условных изображений или
обозначений показаны составные части изделия и связи
между ними.
По
виду элементов, входящих в состав изделия, связей
между ними и назначения схемы подразделяют на виды
(табл. 1.3) и типы (табл. 1.4).
33
34. Виды схем
В зависимости от вида элементов, входящих в составизделия, и связей между ними ГОСТ 2.701-2008 разделяет
схемы на десять видов с буквенным обозначением:
электрические (Э),
гидравлические (Г),
пневматические (П),
газовые (X),
кинематические (К),
вакуумные (В),
оптические (JI),
энергетические (Р),
деления (Е)
комбинированные (С).
34
35. Типы схем
По основному назначению ГОСТ 2.701-2008устанавливает восемь типов схем, обозначаемых цифрами:
структурные (1),
функциональные (2),
принципиальные (3),
соединений (монтажные) (4),
подключения (5),
общие (6),
расположения (7)
объединенные (0).
35
36. Примеры буквенно-цифрового кода схем
ЭЗ - схема электрическая принципиальнаяГ4 - схема гидравлическая соединений
E1 - схема деления структурная
СЗ - схема электрогидравлическая принципиальная
Э0 - схема электрическая соединений и подключения
Г0 - схема гидравлическая структурная, принципиальная и
соединений
Э1 – схема электрическая структурная
Э2 - схема электрическая функциональная
Масштабы при вычерчивании схем не соблюдаются.
Элементы, из которых состоит изделие, на схемах отображаются в
виде условных графических обозначений в соответствии со
стандартами ЕСКД.
36
37. Составляющие части схем
элементсхемы — составная часть схемы, которая не
может быть разделена на части, имеющие
самостоятельное значение (микросхема, резистор,
трансформатор и др.);
устройство — совокупность элементов,
представляющая единую конструкцию (блок, модуль). В
ряде случаев устройство может не иметь определенного
функционального назначения;
функциональная группа — совокупность элементов,
выполняющих определенную функцию и не
объединенных в единую конструкцию;
37
38. Составляющие части схем (продолжение)
функциональнаячасть — элемент, устройство или
функциональная группа, имеющие строго определенное
функциональное назначение;
функциональная цепь — линия, канал на схеме,
указывающие на наличие связи между
функциональными частями изделия;
линия взаимосвязи — отрезок линии на схеме,
указывающий на наличие связи между
функциональными частями изделия;
линия электрической связи — линия на схеме,
указывающая путь прохождения тока, сигнала и др.
38
39. Виды схем
Структурные схемы (Э1), определяющие основнойсостав ЭА и ее функциональные части, их назначение и
взаимосвязи.
Функциональные схемы (Э2), поясняющие процессы,
происходящие в отдельных функциональных частях и
узлах ЭА. Они являются основой для разработки
принципиальных схем и применяются при наладке, ремонте
и эксплуатации ЭА;
Принципиальные схемы (ЭЗ), определяющие полный
состав элементов и связей между ними и дающие полное
представление о принципе работы отдельных узлов и
устройств ЭА. Эти схемы являются основой для
разработки полного комплекта конструкторской
документации на ЭА;
39
40. Виды схем (продолжение)
Виды схемсхемы
(продолжение)
соединений (Э4), показывающие соединения
составных частей ЭА и определяющие провода, жгуты,
кабели и другие соединительные изделия, а также места
их присоединения и ввода. Их используют как при выпуске КД на ЭА, так и при ее ремонте и эксплуатации;
схемы
подключений (Э5), показывающие внешние
подключения ЭА. Эти схемы используют при монтаже ЭА
на месте эксплуатации и при ее ремонте;
общие
схемы (Э6), определяющие составные части ЭА
и соединения их между собой на месте эксплуатации;
схемы
расположения (Э7), устанавливающие взаимное
расположение отдельных устройств ЭА, а также
соединяющих их жгутов, кабелей и т. д.
40
41. Пример оформления структурной схемы
4142. Пример оформления функциональной схемы
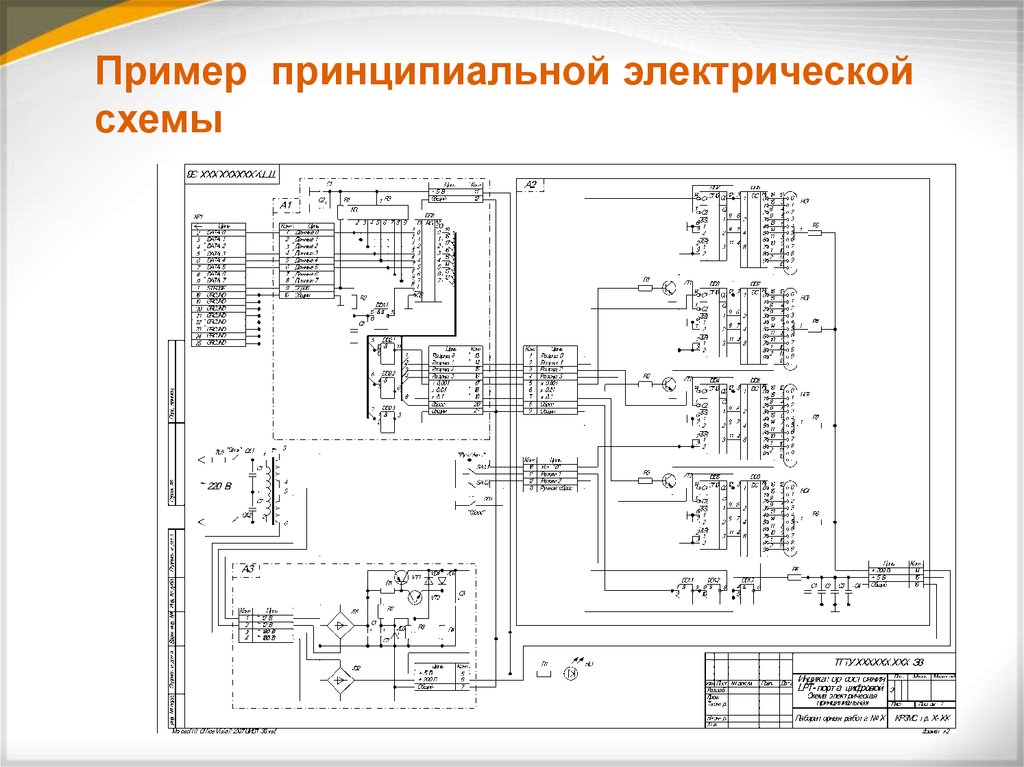
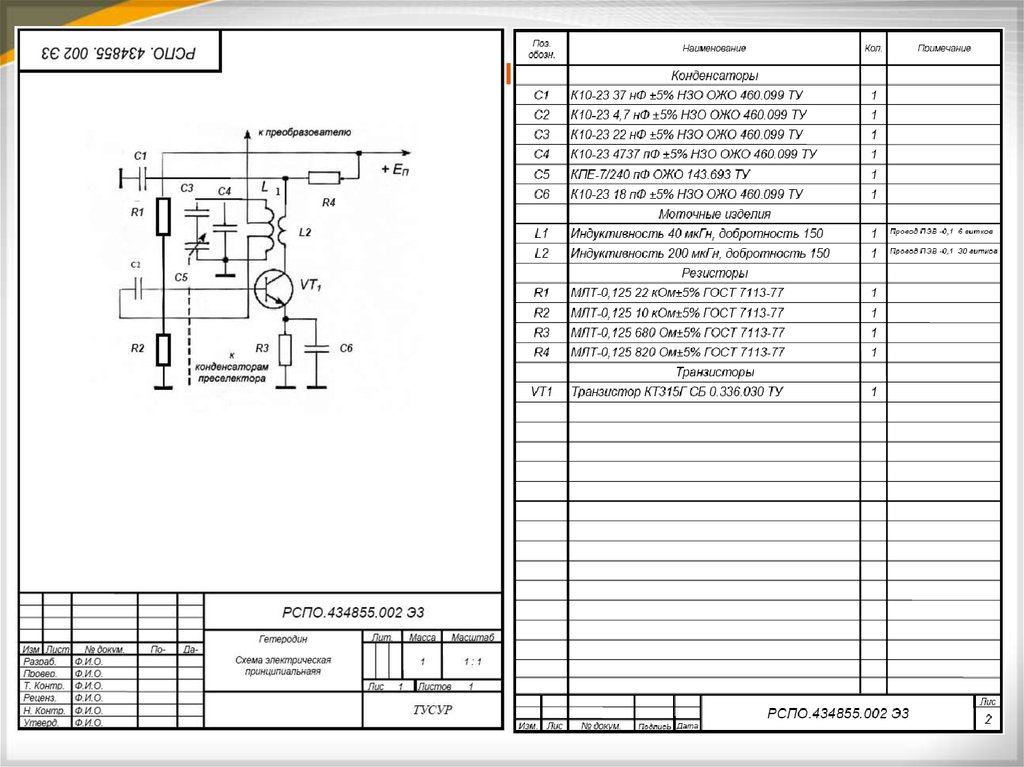
4243.
Пример принципиальной электрическойсхемы
44. Нормоконтроль ФГУП Крыловский государственный научный центр
ГОСТ 2.201-80 ЕСКД-Обозначение изделий иконструкторских документов
ГОСТ 2.102-68 ЕСКД-Виды и комплектность конструкторских
документов
ГОСТ 2.104-2006 ЕСКД-Основные надписи
Классификатор ЕСКД
РД5.30.045-85.Применение классификационных группировок
классификатора ЕСКД. Методические указания
СТП ИМЯН.014-2002 Правила подписания конструкторских
документов
ОКП 005-93 Общероссийский классификатор продукции
СТП ИМЯН.082-2001
44
45.
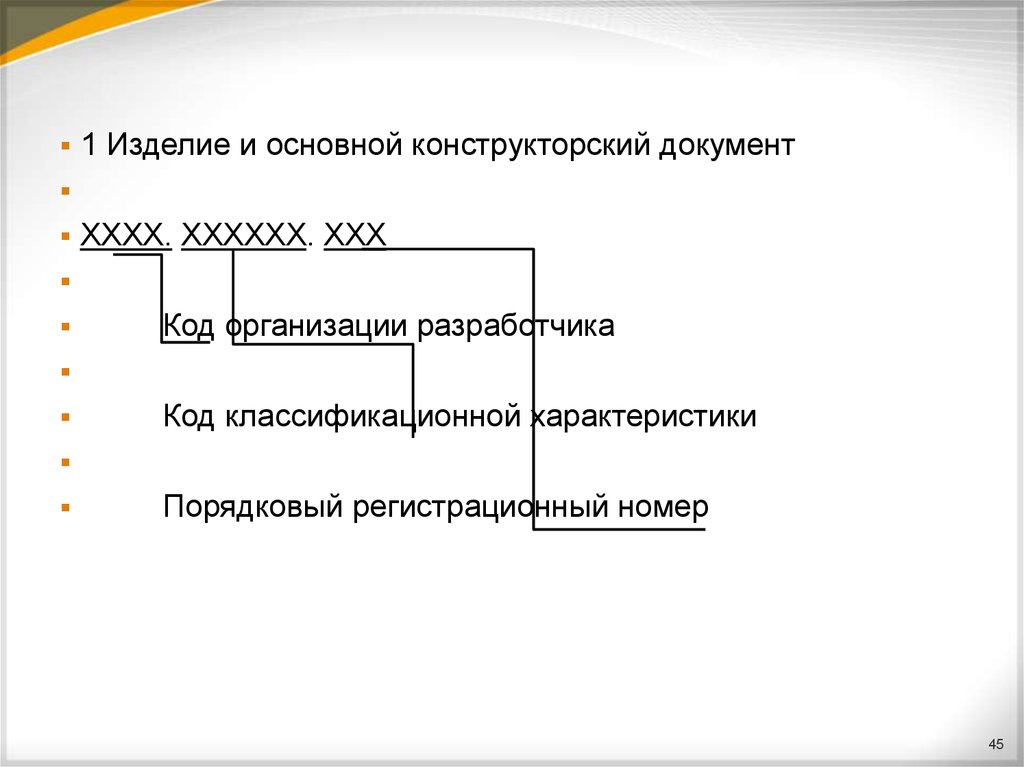
1 Изделие и основной конструкторский документХХХХ. ХХХХХХ. ХХХ
Код организации разработчика
Код классификационной характеристики
Порядковый регистрационный номер
45
46.
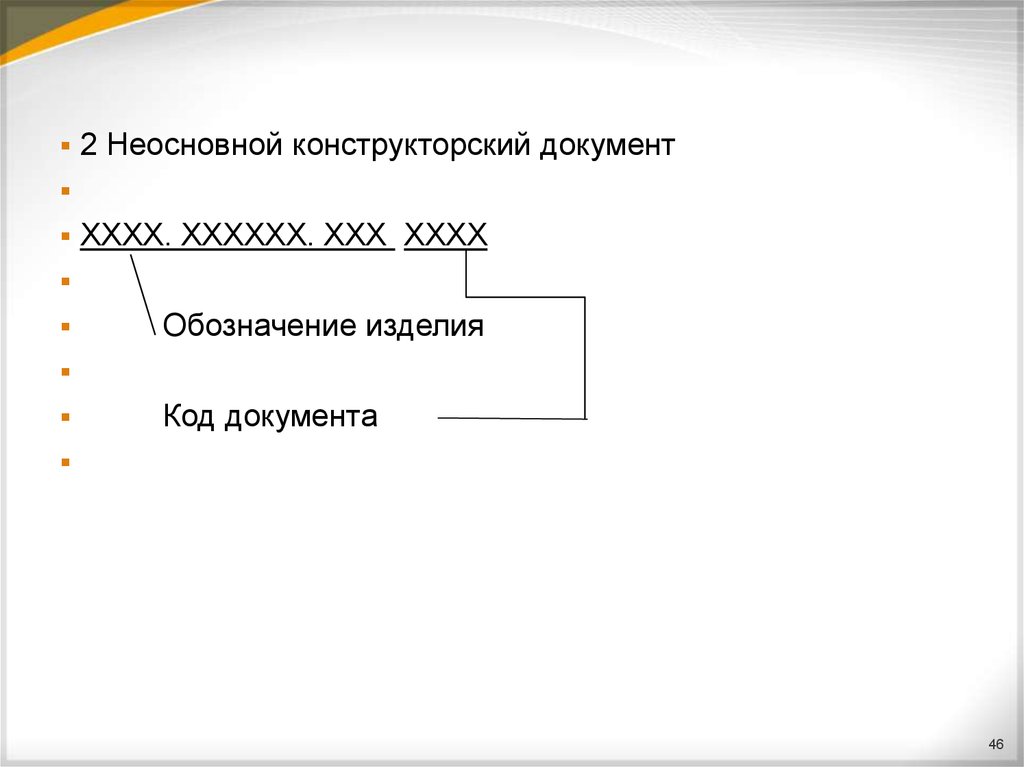
2 Неосновной конструкторский документХХХХ. ХХХХХХ. ХХХ ХХХХ
Обозначение изделия
Код документа
46
47.
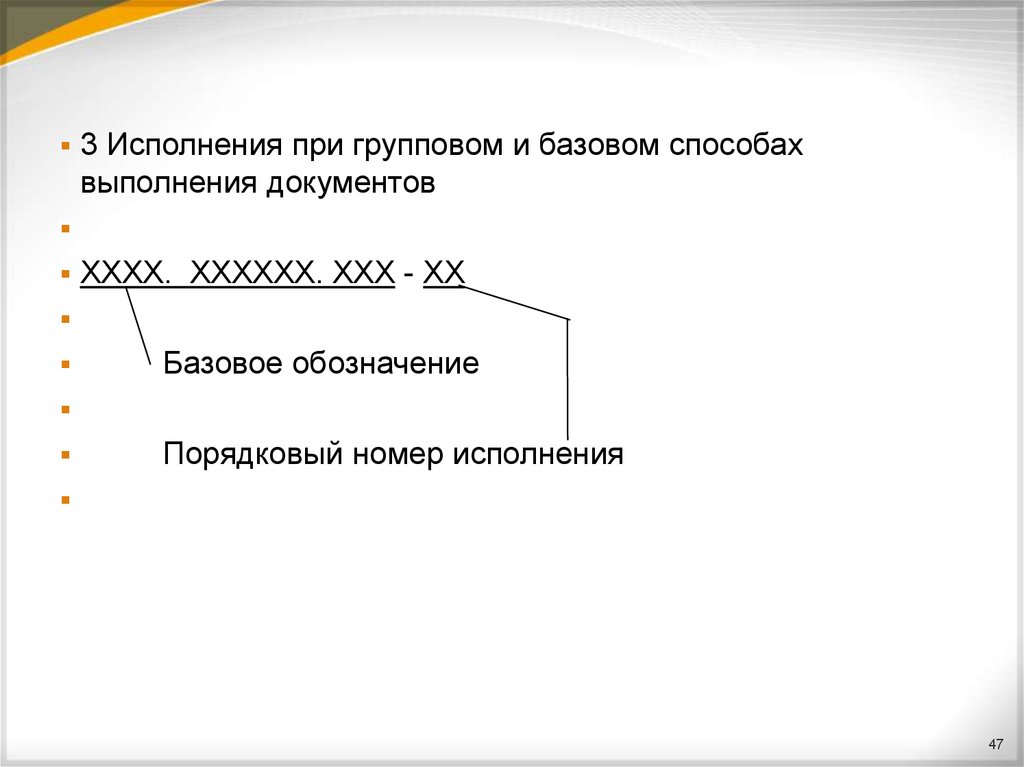
3 Исполнения при групповом и базовом способахвыполнения документов
ХХХХ. ХХХХХХ. ХХХ - ХХ
Базовое обозначение
Порядковый номер исполнения
47
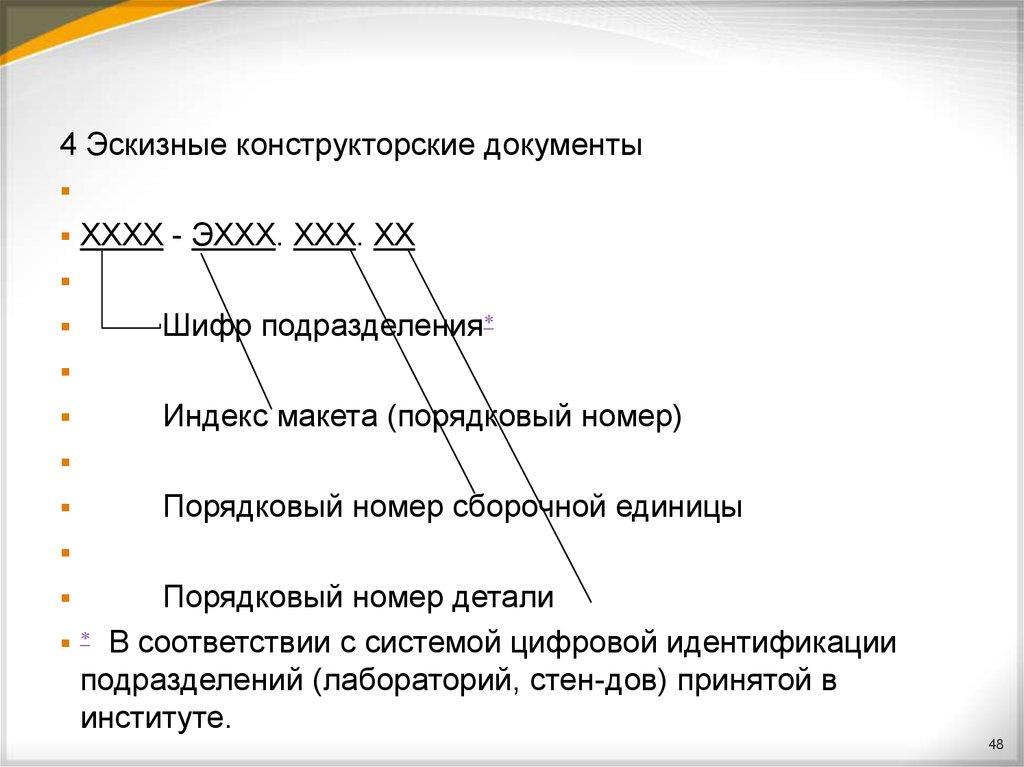
48.
4 Эскизные конструкторские документыХХХХ - ЭХХХ. ХХХ. ХХ
Шифр подразделения
Индекс макета (порядковый номер)
Порядковый номер сборочной единицы
Порядковый номер детали
В соответствии с системой цифровой идентификации
подразделений (лабораторий, стен-дов) принятой в
институте.
48
49.
5 Код организации – разработчикаВ обозначении следует применять присвоенные ФГУП
“Крыловский государственный научный центр” коды:
ИМЯН, ИБНШ
- для открытых документов;
ДЯНИ
- для документов с грифом.
49
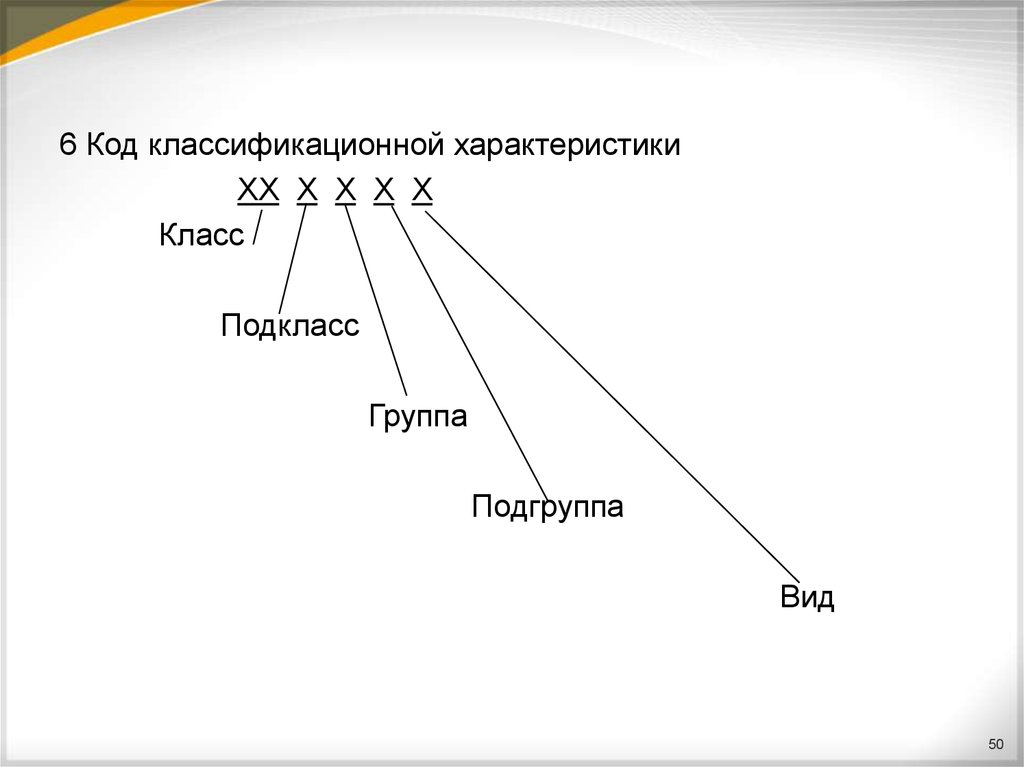
50.
6 Код классификационной характеристикиХХ Х Х Х Х
Класс
Подкласс
Группа
Подгруппа
Вид
50
51.
При определении класса следует учитывать, чтоподклассы “0” (документы: нормы, правила, требования,
методы, общетехнические, проектные, эксплуатационные,
ремонтные и т.п.) в “Сетку классов” не включены и могут
быть
идентифицированы
на
следующем
этапе
формирования кода классификационной характеристики по
соответствующей
книге
установленного
класса
Классификатора ЕСКД.
51
52.
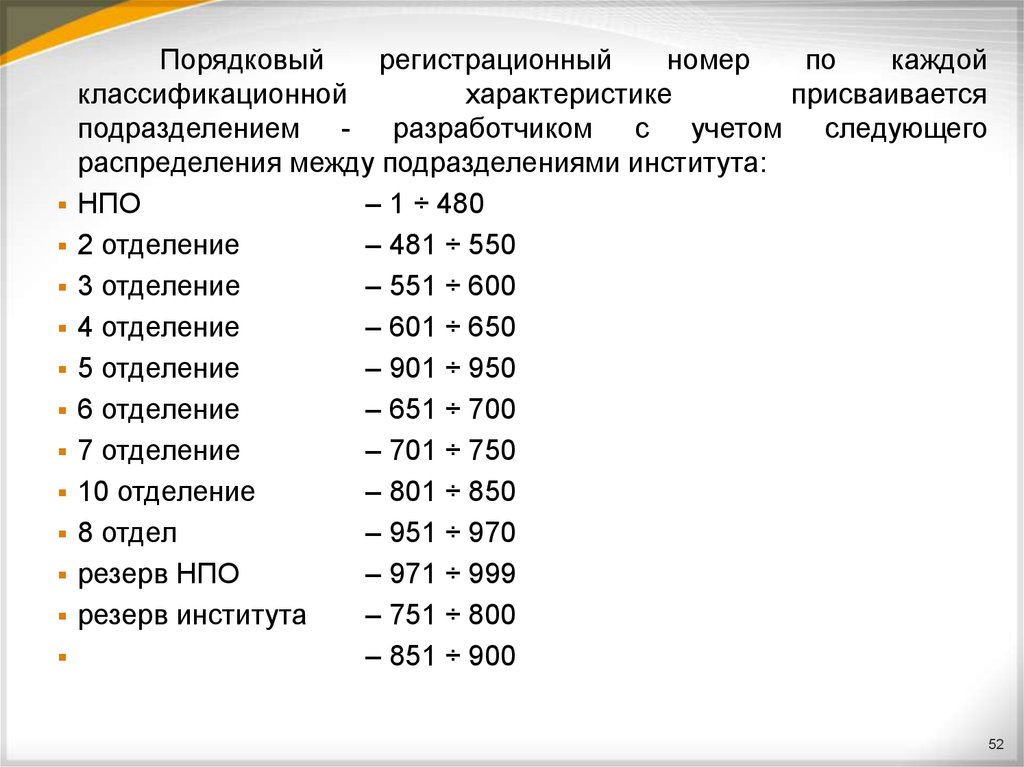
Порядковыйрегистрационный
номер
по
каждой
классификационной
характеристике
присваивается
подразделением - разработчиком с учетом следующего
распределения между подразделениями института:
НПО
– 1 ÷ 480
2 отделение
– 481 ÷ 550
3 отделение
– 551 ÷ 600
4 отделение
– 601 ÷ 650
5 отделение
– 901 ÷ 950
6 отделение
– 651 ÷ 700
7 отделение
– 701 ÷ 750
10 отделение
– 801 ÷ 850
8 отдел
– 951 ÷ 970
резерв НПО
– 971 ÷ 999
резерв института
– 751 ÷ 800
– 851 ÷ 900
52
53.
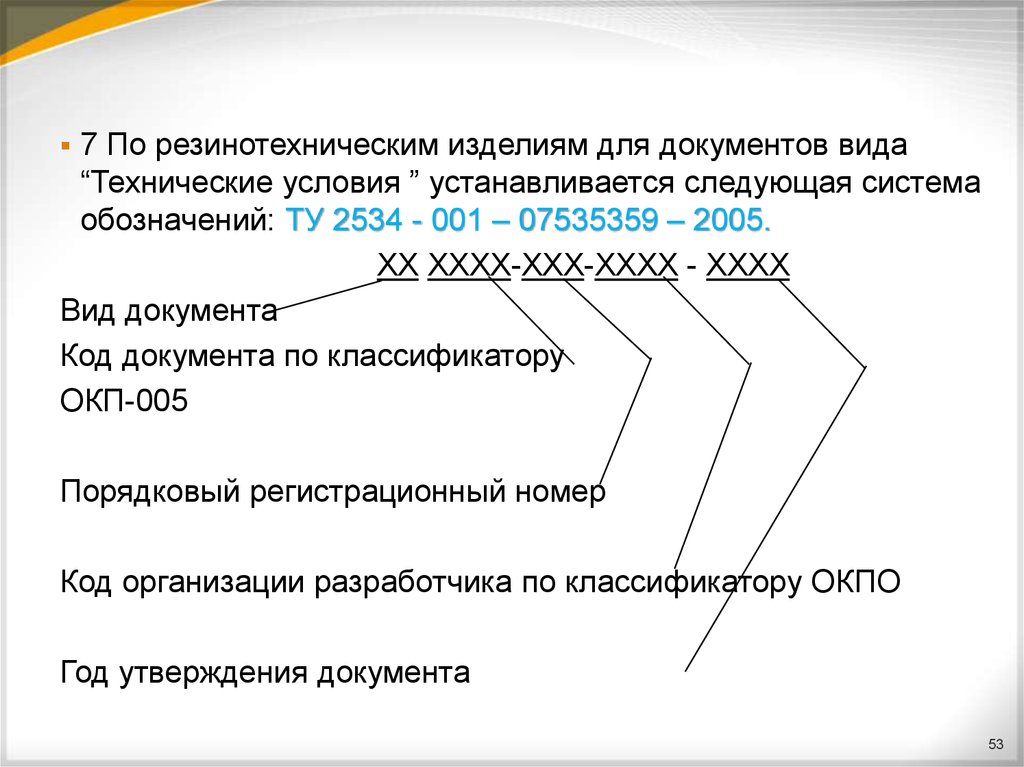
7 По резинотехническим изделиям для документов вида“Технические условия ” устанавливается следующая система
обозначений: ТУ 2534 - 001 – 07535359 – 2005.
ХХ ХХХХ-ХХХ-ХХХХ - ХХХХ
Вид документа
Код документа по классификатору
ОКП-005
Порядковый регистрационный номер
Код организации разработчика по классификатору ОКПО
Год утверждения документа
53
54.
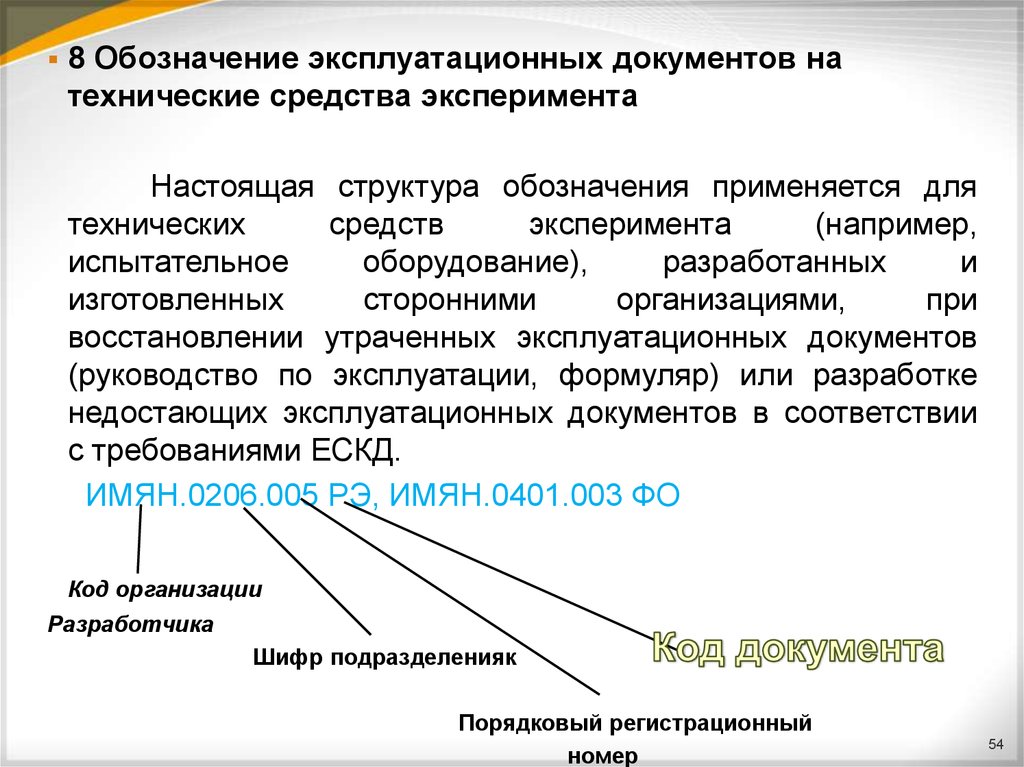
8 Обозначение эксплуатационных документов натехнические средства эксперимента
Настоящая структура обозначения применяется для
технических
средств
эксперимента
(например,
испытательное
оборудование),
разработанных
и
изготовленных
сторонними
организациями,
при
восстановлении утраченных эксплуатационных документов
(руководство по эксплуатации, формуляр) или разработке
недостающих эксплуатационных документов в соответствии
с требованиями ЕСКД.
ИМЯН.0206.005 РЭ, ИМЯН.0401.003 ФО
Код организации
Разработчика
Шифр подразделенияк
Порядковый регистрационный
номер
54
55.
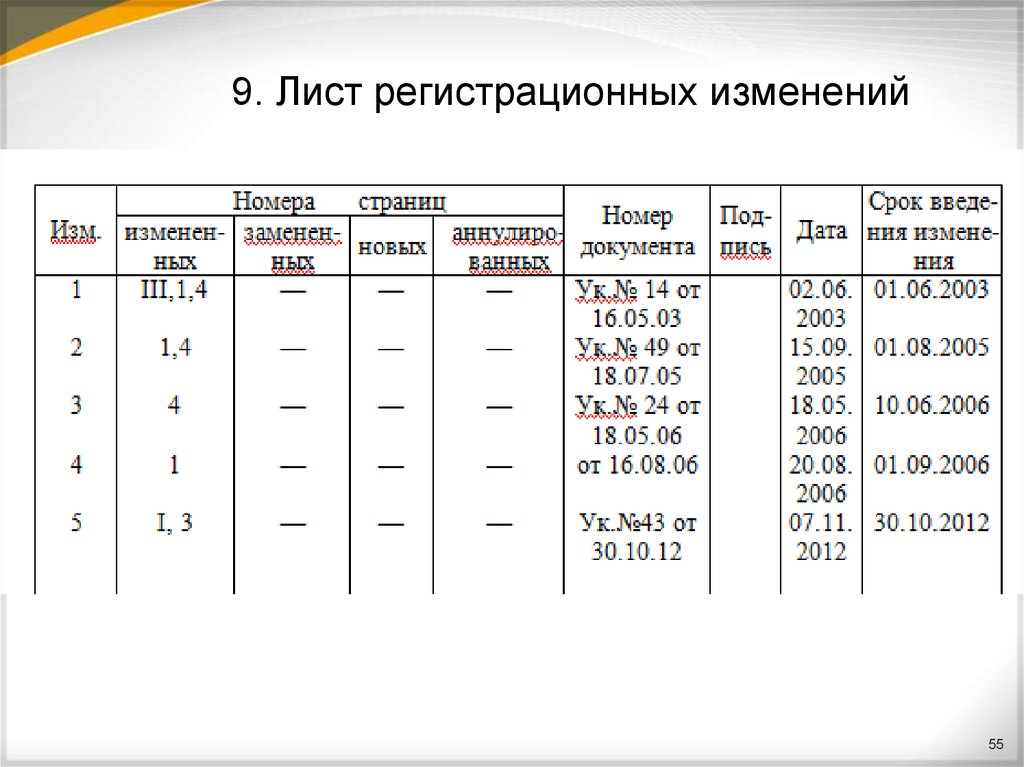
9. Лист регистрационных изменений55
56.
Форма для документа,поступающего на
нормоконтроль
56
57.
Перечень замечанийнормоконтролера
57
58. Лист регистрации замечаний
5859.
Пример принципиальной электрическойсхемы
60. СХЕМА ЭЛЕКТРИЧЕСКАЯ СТРУКТУРНАЯ
Структурные схемы определяют основные функциональные частиизделия, а также их назначение и взаимосвязи и дают общее
представление об устройстве.
Разработка структурных схем обычно производится на начальных стадиях
проектирования изделия.
Схемы электрические структурные выполняют согласно правилам,
изложенным в ГОСТ 2.702-2011.
На структурной схеме изображают все основные функциональные
части изделия, в том числе элементы, устройства, функциональные
группы и основные взаимосвязи между ними.
Функциональные части на схеме изображают в виде
прямоугольника или условного графического обозначения (УГО).
Схема должна давать наглядное представление о
последовательности взаимодействия функциональных частей в
изделии.
На линиях взаимосвязей рекомендуется стрелками обозначать
направление хода процессов, протекающих в ЭС.
На схеме необходимо указывать наименования каждой
функциональной части изделия, обозначенной прямоугольником.
61. СХЕМА ЭЛЕКТРИЧЕСКАЯ СТРУКТУРНАЯ (продолжение)
На схеме допускается указывать тип элемента или устройства и(или) обозначение документа, на основании которого этот элемент
(устройство) применен.
При изображении функциональных частей в виде прямоугольников
наименования, типы и обозначения рекомендуется записывать
внутри прямоугольников.
При значительном числе функциональных частей допускается
вместо наименований, типов и обозначений проставлять
порядковые номера справа от изображения или над ним, сверху
вниз в направлении слева направо. В данном случае
наименования, типы и обозначения указывают в таблице,
размещаемой на поле схемы
Допускается размещать на схеме поясняющие надписи, диаграммы
или таблицы, определяющие последовательность процессов во
времени, а также указывать параметры в характерных точках,
например: величины токов, напряжений, формы и величины
импульсов, математические зависимости и т. п.
62. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ
Функциональные схемы поясняют процессы, происходящие вотдельных функциональных частях или устройстве в целом.
Функциональные схемы используют для разработки
принципиальных схем и применяют при наладке, ремонте и
эксплуатации изделия.
Согласно ГОСТ 2.702-2011 схемы электрические функциональные
выполняют согласно следующим правилам.
На функциональной схеме приводят функциональные части
изделия (элементы, устройства и функциональные группы),
участвующие в процессе, иллюстрируемом схемой, с указанием
связей между этими частями.
Функциональные части и связи между ними изображают в виде
УГО, установленных в стандартах ЕСКД, причем отдельные
функциональные части допускается изображать в виде
прямоугольников.
Графическое построение схемы должно наглядно давать
представление о последовательности процессов, иллюстрируемых
схемой.
63. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
Все элементы и устройства изображают на схемах совмещеннымили разнесенным способом.
Совмещенный способ предусматривает составные части
элементов или устройств изображать на схеме в непосредственной
близости друг к другу.
Разнесенный способ предполагает составные части элементов и
устройств или отдельные элементы устройств изображать на схеме
в разных мёстах таким образом, чтобы отдельные цепи изделия
были изображены наиболее наглядно.
При выполнении схем рекомендуется пользоваться строчным
способом, при котором УГО элементов или их составных частей,
входящих в одну цепь, изображают последовательно друг за другом
по прямой, а отдельные цепи — рядом, с образованием
параллельных (горизонтальных или вертикальных) строк,
нумеруемых арабскими цифрами, как показано на рис. 1.2.1.
64. Рис. 1.2.1. Фрагмент схемы, выполненный строчным способом
65. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
При использовании разнесенного способа изображенияэлементов или устройств допускается на свободном поле схемы
помещать УГО элементов или устройств, выполненные
совмещенным способом. Элементы или устройства, частично
используемые в изделии, изображают полностью с указанием
использованных и неиспользованных частей (например, все
выводы микросхемы), причем выводы неиспользованных частей
изображают короче, чем выводы использованных (см рис. 1.2.2).
66. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
Схемы выполняют в многолинейном изображении (при которомкаждую цепь изображают отдельной линией, а элементы,
содержащиеся в этих цепях, — отдельными УГО) или
однолинейном изображении (при котором цепи, выполняющие
идентичные функции, изображают одной линией, а одинаковые
элементы этих цепей - одним УГО), как показано на рис. 1.2.3 а, б
При изображении на одной схеме различных функциональных
цепей допускается различать их толщиной линии, однако на
одной схеме рекомендуется применять не более трех размеров
линий по толщине
Условные графические обозначения выполняют линиями той же
толщины, что и линии связи (в пределах от 0,2 до 1 мм),
рекомендуется толщина от 0,3 до 0,5 мм.
Условные графические обозначения выполняют линиями той же
толщины, что и линии связи (в пределах от 0,2 до 1 мм),
рекомендуется толщина от 0,3 до 0,5 мм.
67. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
Для упрощения построения схемы допускается несколькоэлектрически несвязанных линий связи сливать в линию групповой
связи, но при подходе к контактам (элементам) каждую линию
связи изображают отдельной линией. При слиянии линий связи
каждую линию помечают в месте слияния, а иногда и на обоих
концах условными обозначениями (цифрами, буквами или
сочетанием букв и цифр) или обозначениями, принятыми для
электрических цепей. Обозначения линий проставляют в
соответствии с ГОСТ 2.721-74. Линии электрической связи,
сливаемые в линию групповой связи, как правило, не должны
разветвляться, т. е. всякий условный номер должен встречаться на
линии групповой связи два раза. При необходимости разветвлений
их количество указывают после порядкового номера линии через
дробную черту
68. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
На функциональной схеме должны быть указаны:для каждой функциональной группы - ее обозначение согласно
принципиальной схеме и (или) ее наименование, а если
функциональная группа изображена в виде УГО, то ее
наименование не указывают; для каждого устройства,
изображенного прямоугольником - позиционное обозначение
согласно принципиальной схеме, его наименование и тип и (или)
обозначение документа, на основании которого это устройство
применено;
для каждого устройства, изображенного в виде УГО - его
позиционное обозначение согласно принципиальной схеме, тип и
(или) обозначение документа;
для каждого элемента - его позиционное обозначение в
соответствии с принципиальной схемой и (или) его тип.
Обозначение документа, на основании которого применено
устройство, и тип элемента допускается не указывать, а
наименования, типы и обозначения рекомендуется вписыват
69. СХЕМА ЭЛЕКТРИЧЕСКАЯ ФУНКЦИОНАЛЬНАЯ (продолжение)
На функциональной схеме рекомендуется указывать техническиехарактеристики функциональных частей рядом с графическими
обозначениями или на свободном поле схемы.
На схеме допускается размещать поясняющие надписи, диаграммы
или таблицы, определяющие последовательность процессов во
времени, а также указывать параметры в характерных точках, в
частности, величины токов, напряжений, формы и величины
импульсов, математические зависимости и т. д.
70. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ
Принципиальные схемы определяют полный состав элементов исвязей между ними и дают детальное представление о принципах
работы отдельных функциональных частей и устройств изделия.
Принципиальные схемы используют для разработки других видов
КД, а также при наладке, ремонте и изучении принципа работы
устройства.
В соответствии с ГОСТ 2.702-2011 схемы электрические
принципиальные выполняют согласно ряду правил, наиболее
важные из которых приведены ниже.
На принципиальной схеме изображают все элементы или
устройства, необходимые для реализации в ЭС заданных
электрических процессов, все электрические связи между ними, а
также электрические элементы (разъемы, зажимы, колодки и т. п.),
которыми заканчиваются входные и выходные цепи.
Схемы выполняют для устройств, находящихся в отключенном
положении, но иногда в технически обоснованных случаях
допускается отдельные элементы схемы показывать в выбранном
рабочем положении с указанием на поле схемы режима, для
которого изображены эти элементы.
71. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ (продолжение)
Элементы и устройства, условные графические обозначениякоторых установлены в стандартах ЕСКД, изображают на схеме в
виде этих УГО.
Элементы или устройства, частично используемые в изделии,
допускается изображать на схеме неполностью, отображая
только используемые части
Каждому элементу (или устройству с самостоятельной
принципиальной схемой и рассматриваемому как элемент),
входящему в изделие и изображенному на схеме, должно
присваиваться позиционное обозначение в соответствии с ГОСТ
2.721-74, а устройствам, не имеющим самостоятельных
принципиальных схем, и функциональным группам
рекомендуется присваивать обозначения в соответствии с ГОСТ
2.710-81.
Позиционные обозначения элементам присваивают в пределах
изделия.
72. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ (продолжение)
Порядковые номера элементам присваивают, начиная с единицы,в пределах группы элементов, которым на схеме присвоено
одинаковое буквенное позиционное обозначение, например: VD1,
VD2, VD3 и т. д., LI, L2, L3, и т. д.
Порядковые номера присваиваются в соотвестствии с
последовательностью расположения элементов или устройств на
схеме сверху вниз в направлении слева направо. Допускается
изменять последовательность присвоения порядковых номеров в
зависимости от размещения элементов в ЭС, направления
прохождения сигналов или функциональной последовательности
процесса.
Позиционные обозначения размещают на схеме рядом с УГО
элементов и (или) устройств с правой стороны или над ними.
На схеме ЭС, в состав которого входят устройства без
самостоятельных принципиальных схем, допускается
позиционные обозначения элементам присваивать в пределах
каждого устройства. Если в состав ЭС входит несколько
одинаковых устройств, то позиционные обозначения элементам
следует присваивать в пределах этих устройств.
73. СХЕМА ЭЛЕКТРИЧЕСКАЯ ПРИНЦИПИАЛЬНАЯ (продолжение)
Обозначение функциональной группы, присвоенное всоответствии с ГОСТ 2.710-81, указывают около изображения
функциональной группы (сверху или справа).
При изображении на схеме элемента или устройства
разнесенным способом позиционное обозначение элемента или
устройства указывают рядом с каждой составной частью.
Если поле схемы разбито на зоны или схема выполнена
строчным способом, то справа от позиционного обозначения или
под позиционным обозначением каждой составной части
элемента (устройства) допускается указывать в скобках
обозначения зон или номера строк, в которых изображены все
остальные составные части этого элемента (устройства).
На принципиальной схеме должны быть однозначно определены
все элементы и устройства, входящие в состав ЭС и показанные
на схеме.
74. Другие типы электрических схем
Кроме рассмотренных структурных, функциональных ипринципиальных схем, при проектировании ЭС иногда возникает
необходимость в разработке других типов электрических схем:
соединений (Э4), показывающих соединения составных частей ЭС и
определяющих провода, жгуты, кабели и другие соединительные изделия,
а также места их присоединения и ввода. Схемы соединений используют
как при разработке другой КД на изделие, так и при изготовлении, ремонте
и эксплуатации ЭС;
подключений (Э5), показывающих внешние подключения ЭС. Эти схемы
применяют при установке ЭС на месте эксплуатации и при ее ремонте;
общих (Э6), определяющих составные части ЭС и их соединения между
собой на месте эксплуатации;
расположений (Э7), устанавливающих взаимное расположение отдельных
устройств ЭС, а также соединяющих их жгутов, кабелей и т. д.;
объединенных (ЭО), состоящих из схем двух или нескольких типов,
выполненных на одном конструкторском документе.
Схемы выполняются согласно ГОСТ 2.701-2008 без соблюдения
масштаба на форматах, установленных ГОСТ 2.301-68, с
использованием условных графических обозначений,
установленных в стандартах ЕСКД, а также прямоугольников и
упрощенных внешних очертаний.
75. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ
Элементы, входящие в изделие и показанные на схеме,должны иметь обозначения (буквенные, цифровые или
буквенно-цифровые) в соответствии со стандартами на
правила выполнения конкретных видов схем и включаться в
перечень элементов, размещенный на первом листе схемы
или выполненный в виде самостоятельного документа.
Для электронной КД перечень оформляют только отдельным
документом.
Если перечень элементов выполняют на первом листе
схемы, то его располагают над основной надписью, причем
расстояние между перечнем элементов и основной надписью
должно быть не менее 12 мм.
76. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ (продолжение)
Перечень элементов в виде самостоятельного документаоформляют на формате А4 с основной надписью по ГОСТ 2.1042006 (формы 2 и 2а).
В этом случае код перечня элементов должен состоять из
литеры «П» и кода схемы, для которой предназначен перечень,
например, для электрической принципиальной схемы код перечня
элементов — ПЭЗ. При этом в основной надписи указывают
наименование изделия, а также наименование документа
«Перечень элементов».
Поз.
Обоз
нач.
Наименование
с
о
Рис. 1. Форма перечня
элементов
Кол
Примечание
77. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ (продолжение)
ГОСТ 2.701-2008 устанавливает ряд правил по составлениюперечня элементов.
Занесение элементов в перечень производится группами по
алфавитному порядку буквенных позиционных обозначений.
Внутри каждой группы с одинаковыми буквенными позиционными
обозначениями, элементы размещают по возрастанию порядковых
номеров. При использовании на схеме цифровых обозначений в
перечень их заносят в порядке возрастания.
Допускается оставлять несколько пустых строк между отдельными
группами элементов, а в случае большого числа элементов внутри
групп и между элементами для упрощения внесения изменений.
При использовании однотипных элементов с одинаковыми
параметрами, имеющих на схеме последовательные порядковые
номера, допускается заносить их в перечень в одну строку, т. е. в
графу «Поз. обозначение» записывают только позиционные
обозначения с наименьшим и наибольшим порядковыми номерами,
например: VT3, VT4, DD8 ... DDI2, а в графу «Кол.» — общее число
таких элементов.
78. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ (продолжение)
При занесении в перечень элементов с одинаковыминаименованием и буквенным позиционным обозначением, но
отличающихся техническими характеристиками и другими
данными, допускается в графе «Наименование» записывать общее
наименование этих элементов, а в общем наименовании —
наименование, тип и обозначение документа, на основании
которого эти элементы применены.
В случае присвоения позиционных обозначений элементам в
пределах групп устройств или при вхождении в изделие
одинаковых функциональных групп элементы, относящиеся к
устройствам (функциональным группам), заносят в перечень
отдельно.
Занесение элементов, входящих в каждое устройство или
функциональную группу, начинают с подчеркнутой записи
наименования устройства (функциональной группы) в графе
«Наименование», причем ниже наименования устройства
(функциональной группы) оставляют одну пустую строку, а выше —
не менее одной строки.
79. ПЕРЕЧЕНЬ ЭЛЕМЕНТОВ (продолжение)
Если в составе изделия имеются элементы, не являющиесясамостоятельными конструкциями, то при внесении их в перечень
графу «Наименование» не заполняют, а в графу «Примечание»
записывают поясняющую надпись или ссылку на нее на поле
схемы.
При внесении в перечень на отечественную элементную
базу указывают технические условия или государственные
стандарты (например, стабилитрон 2С156А СМ3.362.805ТУ),
а на импортную — название производителя, например,
микросхема ADM213EARS Analog Devices и т. п.
80. Единая система допусков и посадок ГОСТ 25346 – 89
ЕСПД в нашей стране была принята и вступила в силу1 января 1977 года.
Единая система допусков и посадок – основным ее
предназначением является выбор минимально необходимых,
но вполне достаточных для создания типовых соединений
деталей различных машин и механизмов значений допусков
и посадок.
Измерительные
средства
и
режущий
инструмент
стандартизируется на основе наиболее оптимальной градации
допусков
и
посадок,
благодаря
чему
обеспечивается
взаимозаменяемость различных деталей, а также существенно
повышается их качество.
Система допусков и посадок, принятая в нашей стране и
используемая в настоящее время - разработана с учетом
положений и рекомендаций ISO (Международной организации по
стандартизации).
80
81. Основные понятия о взаимозаменяемости
Взаимозаменяемостьявляется
одним
из
основных принципов, которые применяются в
процессе
разработки,
конструирования
и
изготовления всех деталей машин и механизмов.
Под ней подразумевается такое свойство
изделий,
которое
позволяет
безо
всякой
дополнительной обработки или подгонки заменять
одни из них на другие таким образом, чтобы
сборочная
единица
сохраняла
свою
работоспособность полном соответствии с теми
техническими
условиями,
которые
заданы
изначально.
82. Система допусков и посадок Термины и определения
Размер – числовое значение линейной величины ввыбранных единицах измерения.
°С.
Действительный
размер – размер элемента,
установленный измерением с допускаемой
погрешностью.
Предельные размеры – два предельно допустимых
размера элемента, между которыми должен находиться
(или которым может быть равен) действительный
размер.
Наибольший предельный размер – наибольший
допустимый размер элемента.
Наименьший предельный размер – наименьший
допустимый размер элемента.
82
83.
Номинальный размер – размер, относительно которогоопределяются отклонения.
Отклонение – арифметическая разность между размером и
соответствующим номинальным размером.
Действительное отклонение – арифметическая разность
между действительным и соответствующим номинальным
размерами.
Предельное отклонение – арифметическая разность между
предельным и соответствующим номинальным размерами.
Различают верхнее и нижнее предельные отклонения.
Нулевая линия – линия, соответствующая номинальному
размеру, от которой откладываются отклонения размеров при
графическом изображении полей допусков и посадок.
Верхнее отклонение ES, es – арифметическая разность между
наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei – арифметическая разность между
наименьшим предельным и соответствующим номинальным размерами.
84.
8485.
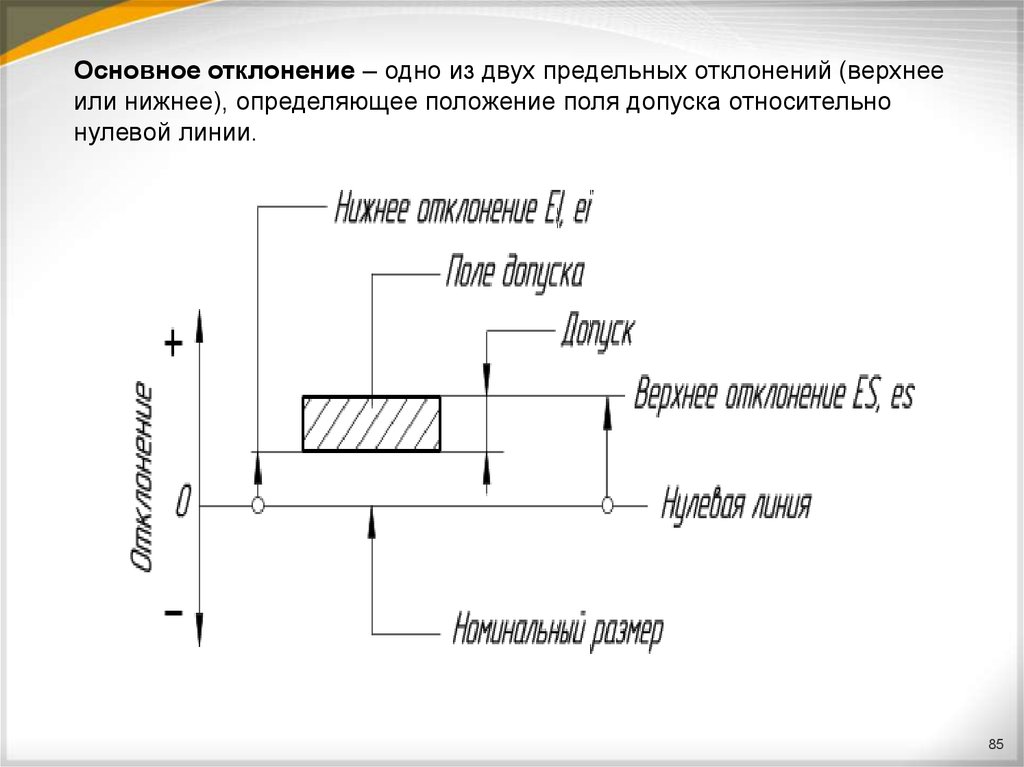
Основное отклонение – одно из двух предельных отклонений (верхнееили нижнее), определяющее положение поля допуска относительно
нулевой линии.
85
86.
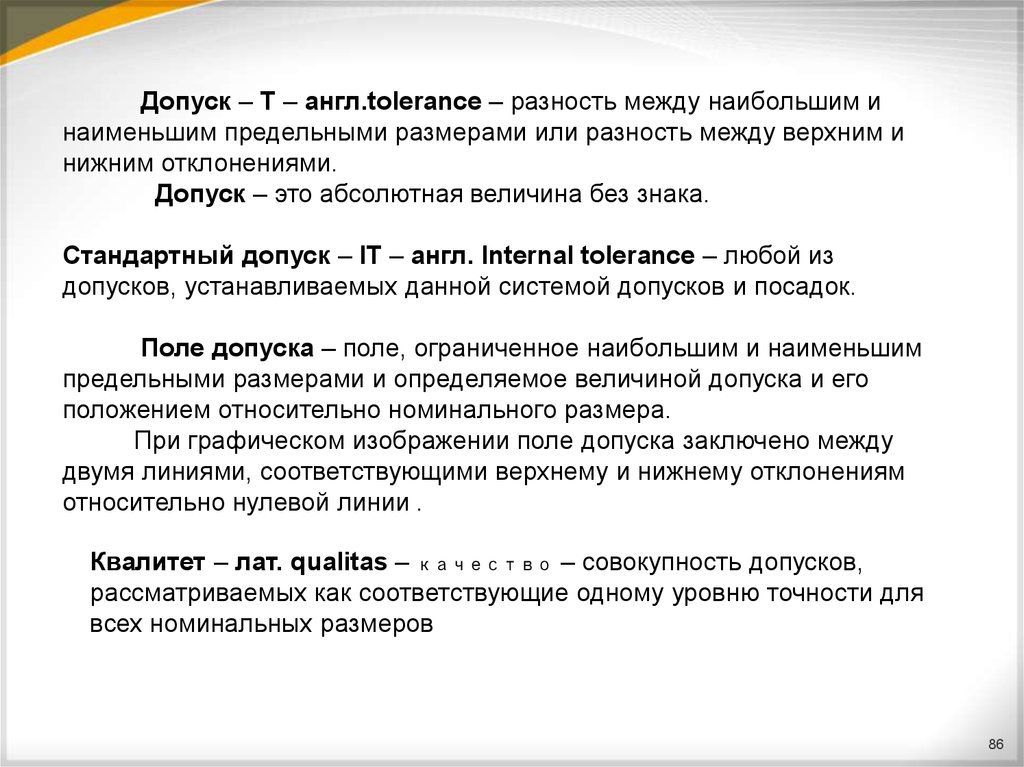
Допуск – Т – англ.tolerance – разность между наибольшим инаименьшим предельными размерами или разность между верхним и
нижним отклонениями.
Допуск – это абсолютная величина без знака.
Стандартный допуск – IT – англ. Internal tolerance – любой из
допусков, устанавливаемых данной системой допусков и посадок.
Поле допуска – поле, ограниченное наибольшим и наименьшим
предельными размерами и определяемое величиной допуска и его
положением относительно номинального размера.
При графическом изображении поле допуска заключено между
двумя линиями, соответствующими верхнему и нижнему отклонениям
относительно нулевой линии .
Квалитет – лат. qualitas – качество – совокупность допусков,
рассматриваемых как соответствующие одному уровню точности для
всех номинальных размеров
86
87.
Вал – термин, условно применяемый для обозначений наружныхэлементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения
внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого
равно нулю.
Посадка – характер соединения двух деталей, определяемый
разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий
для отверстия и вала, составляющих соединение.
Допуск посадки –
составляющих соединение.
сумма
допусков
отверстия
и
вала,
87
88.
Зазор – разность междуразмерами отверстия и вала
до сборки, если размер
отверстия больше размера
вала.
Натяг – разность между
размерами вала и отверстия
до сборки, если размер вала
больше размера отверстия.
88
89.
Посадка с зазором – посадка, при которой всегда образуетсязазор в соединении, т.е. наименьший предельный размер
отверстия больше наибольшего предельного размера вала или
равен ему. При графическом изображении поле допуска
отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется
натяг в соединении, т.е. наибольший предельный размер
отверстия меньше наименьшего предельного размера вала или
равен ему. При графическом изображении поле допуска
отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно
получение как зазора, так и натяга в соединении, в зависимости
от действительных размеров отверстия и вала. При графическом
изображении поля допусков отверстия и вала перекрываются
полностью или частично.
89
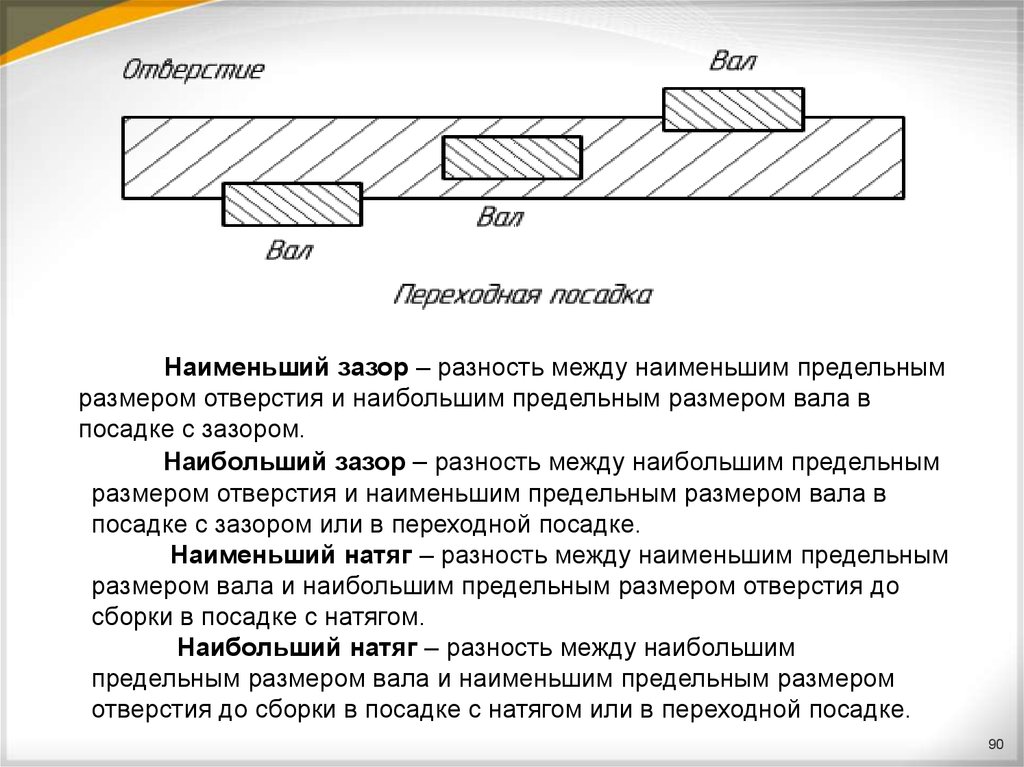
90.
Наименьший зазор – разность между наименьшим предельнымразмером отверстия и наибольшим предельным размером вала в
посадке с зазором.
Наибольший зазор – разность между наибольшим предельным
размером отверстия и наименьшим предельным размером вала в
посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным
размером вала и наибольшим предельным размером отверстия до
сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим
предельным размером вала и наименьшим предельным размером
отверстия до сборки в посадке с натягом или в переходной посадке.
90
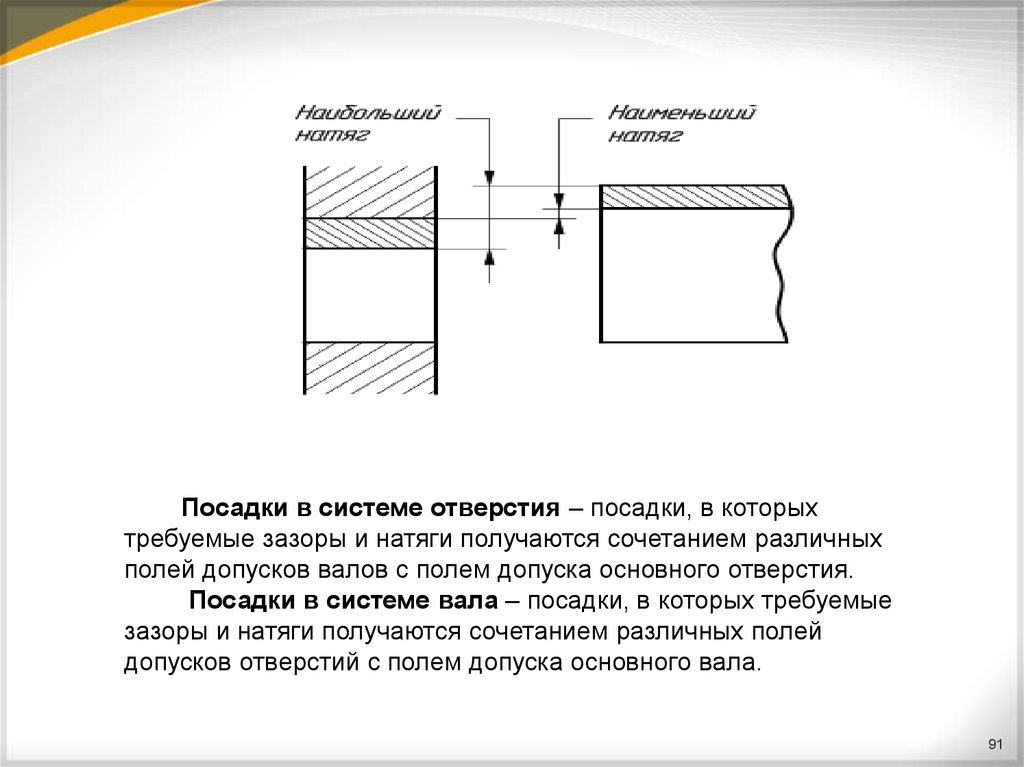
91.
Посадки в системе отверстия – посадки, в которыхтребуемые зазоры и натяги получаются сочетанием различных
полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала – посадки, в которых требуемые
зазоры и натяги получаются сочетанием различных полей
допусков отверстий с полем допуска основного вала.
91
92. Таблица квалитетов
Квалитеты составляют основу действующей на сегодняшний деньсистемы допусков и посадок.
Квалитет представляет собой некую совокупность допусков,
которые применительно ко всем номинальным размерам
соответствуют одной и той же степени точности.
ГОСТ 25346-89 устанавливает 20 квалитетов (01, 0, 1, 2, ... 18).
Квалитеты от 01 до 5 предназначены преимущественно для калибров.
Допуски и предельные отклонения, установленные в стандарте,
относятся к размерам деталей при температуре +20oC.
С возрастанием номера квалитета допуск увеличивается, т. е.
точность убывает. Квалитеты от 01 до 5 предназначены
преимущественно для калибров.
Для посадок предусмотрены квалитеты с 5-го по 12-й.
92
93. Обозначение допусков и посадок
КвалитетыДопуски по квалитетам обозначают сочетанием прописных
букв IT с порядковым номером квалитета:
•IT01 – квалитет 01
•IT7 – седьмой квалитет
•IT14 – четырнадцатый квалитет
Основные отклонения
Основные отклонения обозначают буквами латинского
алфавита:
•A...ZС – прописными для отверстий
•a...zс – строчными для валов
93
94. Схема расположения и обозначения основных отклонений
9495. Шероховатость поверхности
Шероховатость поверхности - это совокупность неровностейповерхности с относительно малыми шагами, выделанная с помощью
базовой длины.
ГОСТ 2789-73 полностью соответствует международной
рекомендации по стандартизации ИСО Р 468.
Он устанавливает перечень параметров и типов направлениий
неровностей, которые должны применяться при установлении
требований и контроле шероховатостей поверхности, числовые
значения параметров и общие указания.
95
96.
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА ПОВЕРХНОСТИ И ОБЕСПЕЧИВАЮЩИЕИХ ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
В табл. 1. 4 введены следующие обозначения:
tp - относительная опорная длина профиля;
Rmax - наибольшая высота неровностей в пределах базовой длины;
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей по десяти точкам измерения;
Sm, S - средний шаг неровностей и средний шаг по вершинам.
ГОСТ 2789-73 устанавливает 14 классов шероховатости. Класс
большего номера соответствует меньшей шероховатости.
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА
Износоустойчивость при всех видах
трения
Виброустойчивость
Контактная жесткость
Прочность соединения
Усталостная прочность
Герметичность соединения
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
Ra
(Rz),
tp,
направление
неровностей
То же и дополнительно Sm, S
Ra (Rz), tp
Ra (Rz), tp
Rmax,
Sm,
S,
направление
неровностей
Ra (Rz), Rmax, tp
96
97.
9798.
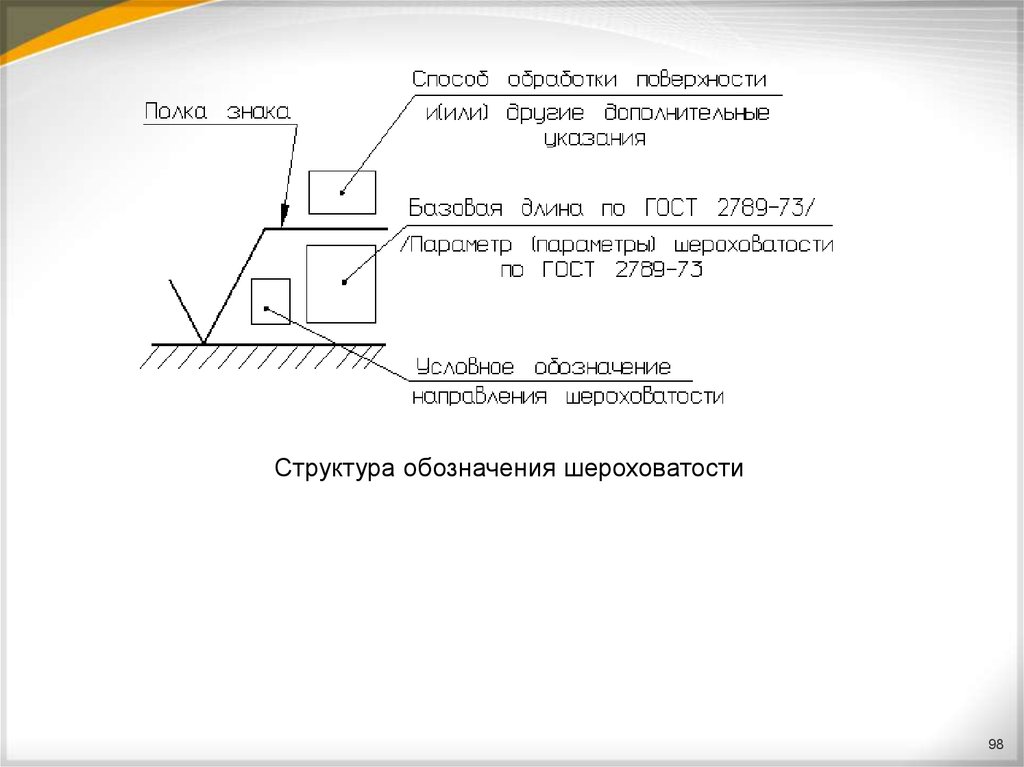
Структура обозначения шероховатости98
99.
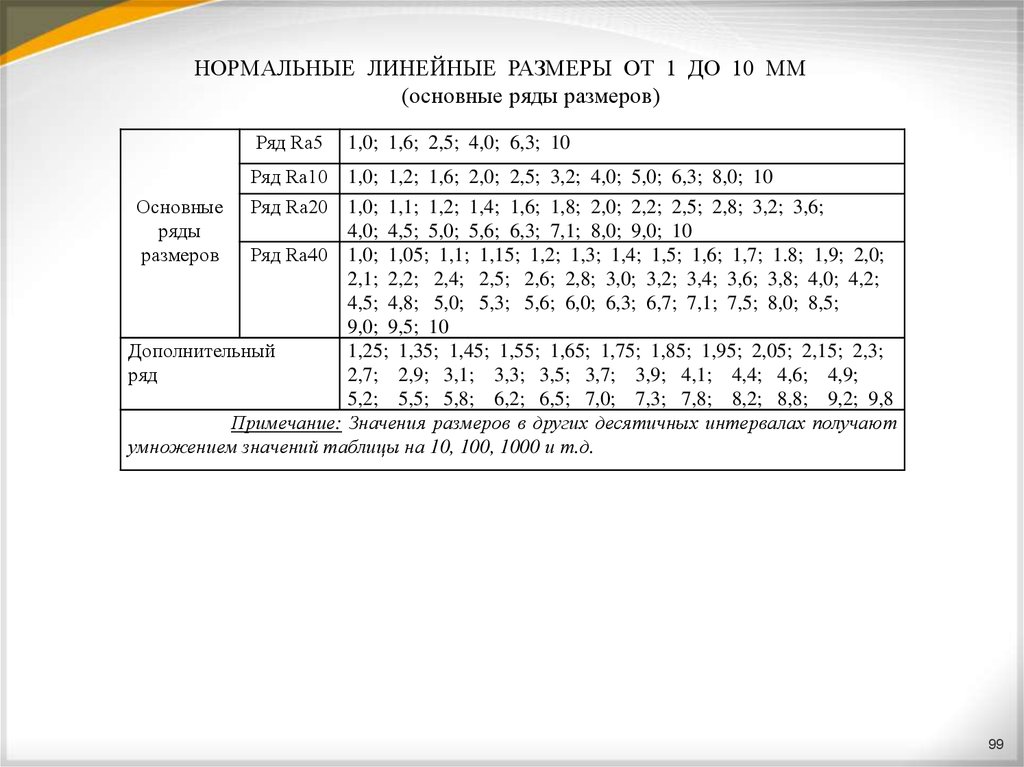
НОРМАЛЬНЫЕ ЛИНЕЙНЫЕ РАЗМЕРЫ ОТ 1 ДО 10 ММ(основные ряды размеров)
Ряд Ra5
1,0; 1,6; 2,5; 4,0; 6,3; 10
Ряд Ra10 1,0; 1,2; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,3; 8,0; 10
Основные
ряды
размеров
Ряд Ra20 1,0; 1,1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,2; 3,6;
4,0; 4,5; 5,0; 5,6; 6,3; 7,1; 8,0; 9,0; 10
Ряд Ra40 1,0; 1,05; 1,1; 1,15; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1.8; 1,9; 2,0;
2,1; 2,2; 2,4; 2,5; 2,6; 2,8; 3,0; 3,2; 3,4; 3,6; 3,8; 4,0; 4,2;
4,5; 4,8; 5,0; 5,3; 5,6; 6,0; 6,3; 6,7; 7,1; 7,5; 8,0; 8,5;
9,0; 9,5; 10
Дополнительный
1,25; 1,35; 1,45; 1,55; 1,65; 1,75; 1,85; 1,95; 2,05; 2,15; 2,3;
ряд
2,7; 2,9; 3,1; 3,3; 3,5; 3,7; 3,9; 4,1; 4,4; 4,6; 4,9;
5,2; 5,5; 5,8; 6,2; 6,5; 7,0; 7,3; 7,8; 8,2; 8,8; 9,2; 9,8
Примечание: Значения размеров в других десятичных интервалах получают
умножением значений таблицы на 10, 100, 1000 и т.д.
99
100. Единая система конструкторской документации ЭЛЕКТРОННЫЕ ДОКУМЕНТЫ
ГОСТ 2.051-2013 ЕСКД. Электронные документы.Общие положения
Настоящий стандарт устанавливает общие требования к
выполнению электронных конструкторских документов изделий
всех отраслей промышленности.
Межгосударственный стандарт ГОСТ 2.051-2013 введен в
действие в качестве национального стандарта Российской
Федерации с 1 июня 2014 г.
ВЗАМЕН ГОСТ 2.051-2006
100
101.
В настоящем стандарте использованы нормативные ссылкина следующие межгосударственные стандарты:
ГОСТ 2.001-2013 Единая система конструкторской документации.
Общие положения
ГОСТ 2.004-88 Единая система конструкторской документации. Общие
требования к выполнению конструкторских и технологических
документов на печатающих и графических устройствах вывода ЭВМ
ГОСТ 2.102-2013 Единая система конструкторской документации. Виды
и комплектность конструкторских документов
ГОСТ 2.104-2006 Единая система конструкторской документации.
Основные надписи
ГОСТ 2.105-95 Единая система конструкторской документации. Общие
требования к текстовым документам
ГОСТ 2.301-68 Единая система конструкторской документации. Форматы
ГОСТ 2.501-2013 Единая система конструкторской документации.
Правила учета и хранения
ГОСТ 2.511-2011 Единая система конструкторской документации.
Правила передачи электронных конструкторских документов. Общие
положения
101
102.
ГОСТ 2.601-2013 Единая система конструкторской документации.Эксплуатационные документы
ГОСТ 2.602-2013 Единая система конструкторской документации.
Ремонтные документы
ГОСТ 2.610-2006 Единая система конструкторской документации.
Правила выполнения эксплуатационных документов
ГОСТ 2.701-2008 Единая система конструкторской документации. Схемы.
Виды и типы. Общие требования к выполнению
ГОСТ 34.310-95/ГОСТ Р 34.10-2001 Информационная технология.
Криптографическая защита информации. Процедуры выработки и
проверки электронной цифровой подписи на базе асимметричного
криптографического алгоритма
102
103. Термины и определения
автоматизированная система: Система, состоящая из персонала икомплекса средств автоматизации его деятельности, реализующая
информационную технологию выполнения установленных функций
аутентичный документ: Документ, одинаковый с исходным по
содержанию, и отличный от исходного по формату и/или кодам
данных.
Аутентичные документы могут быть выполнены на одинаковых
или различных видах носителя данных.
версия (документа): Электронный конструкторский документ,
соответствующий определенной стадии разработки документа
визуализация: Отображение информации в пригодной и понятной для
восприятия человеком форме.
Визуализация выполняется соответствующими программными
и/или техническими средствами.
103
104.
интерактивный электронный документ: Документ, информациясодержательной части которого доступна в диалоговом режиме.
информационная единица: Файл или набор взаимосвязанных
файлов, рассматриваемый как единое целое.
статус версии (документа): Признак, присваиваемый документу
(версии документа) в автоматизированной системе управления
документами, и определяющий готовность документа (версии
документа) и/или возможность дальнейшего использования документа
по назначению.
целостность (документа): Свойство документа, определяющее, что
ни в его содержательную, ни в реквизитную части не вносилось
никаких изменений.
электронный носитель: Материальный носитель, используемый для
записи, хранения и воспроизведения информации, обрабатываемой с
помощью средств вычислительной техники.
104
105.
В настоящем стандарте приняты следующие сокращения:АС - автоматизированная система;
ДЭ - электронный конструкторский документ (документы);
ИЕ - информационная единица;
ИЭД - интерактивный электронный документ;
КД - конструкторский документ (документы, документация):
СЧ - составная часть;
УЛ - информационно-удостоверяющий лист;
ЭВМ - электронно-вычислительная машина:
ЭП - электронная подпись.
105
106. Основные положения
• ДЭ выполняют на стадии разработки изделия и применяютна всех последующих стадиях жизненного цикла изделия. ДЭ
получают с помощью программно-технических средств в
результате автоматизированного проектирования
(разработки) или преобразования документов, выполненных
в бумажной форме, в электронную форму.
• ДЭ состоит из двух частей: содержательной и реквизитной.
• Содержательная часть состоит из одной или нескольких
ИЕ (файлов), содержащих необходимую информацию об
изделии. Содержательная часть может состоять раздельно
или в любом сочетании из текстовой, графической,
мультимедийной информации.
106
107. Основные положения (продолжение)
Реквизитная часть состоит из структурированного(сгруппированного) по назначению набора реквизитов и их
значений. Номенклатура реквизитов ДЭ - по ГОСТ 2.104.
В реквизитную часть ДЭ допускается вводить дополнительные
реквизиты с учетом особенностей применения и обращения ДЭ.
Номенклатуру дополнительных реквизитов, правила
выполнения и отображения их в визуально воспринимаемом виде
устанавливает организация - разработчик ДЭ.
Для документов на изделия, разрабатываемые по заказу Министерства
обороны, номенклатура дополнительных реквизитов должна быть согласована с
заказчиком (представительством заказчика).
107
108. Основные положения (продолжение)
Все реквизиты ДЭ, значением которых является подпись,выполняют в виде ЭП по ГОСТ 34.310. Визуальное
представление реквизитов, значением которых является ЭП,
для различных видов конструкторских документов
устанавливает разработчик
На территории Российской Федерации действует
ГОСТ Р 34.10-2012 "Информационная технология.
Криптографическая защита информации. Процессы формирования
и проверки электронной цифровой подписи".
Для документации на изделия, разрабатываемые по заказу Министерства
обороны, номенклатура, визуальное представление и размещение
реквизитов ДЭ, значением которых является ЭП, должны быть
согласованы с заказчиком (представительством заказчика).
108
109. Основные положения (продолжение)
ДЭ подразделяют на простые, составные и агрегированныев зависимости от состава и способа организации
содержательной части:
- в простом ДЭ содержательная часть реализована в виде
одной ИЕ (файла);
- в составном ДЭ содержательная часть реализована в виде
нескольких ИЕ (файлов), связанных друг с другом ссылками;
- в агрегированном ДЭ содержательная часть реализована в
виде нескольких ИЕ (файлов), логически связанных друг с
другом*.
109
110. Примеры организации данных в электронных конструкторских документах
110111. Основные положения (продолжение)
Электронные КД могут выполняться в виде ИЭД. Данные ИЭДпредоставляют конечному пользователю через комплекс программных
средств, обеспечивающих визуальное представление содержащейся в КД
информации и диалоговое взаимодействие с пользователем.
ДЭ может иметь сложную структуру, совмещенные реквизитные части и
общие описания составляющих компонентов. При многократном
использовании компонентов допускается применение ссылок*.
При передаче простого ДЭ все ссылки должны быть заменены на
соответствующее им содержание. При передаче составного и
агрегированного документов (если его формат требует наличия ссылок)
допускается оставлять ссылки при условии, что целостность таких ДЭ
обеспечивают программно-технические средства*.
В реквизитной части ДЭ должен быть указан код документа в зависимости
от характера использования в соответствии с ГОСТ 2.104.
111
112. Основные положения (продолжение)
Подлинники, дубликаты и копии ДЭ имеют одинаковую силу с бумажнымидокументами аналогичных наименований и характера использования. В
дубликатах и копиях должны быть сохранены обязательные реквизиты,
содержащиеся в подлиннике ДЭ.
Аутентичные ДЭ, полученные путем преобразования их форматов,
подписанные в установленном порядке ЭП, имеют то же наименование
документа, что и ДЭ, из которого они получены. В соответствии с ГОСТ
2.104 аутентичному ДЭ присваивают дополнительный признак, который
записывают в реквизитной части документа.
Ответственность за взаимное соответствие исходного и аутентичного
ДЭ и дальнейшее поддержание соответствия в ходе жизненного цикла обоих
документов возлагается на разработчика или подразделение, изготовившее
аутентичный документ*.
При обращении ДЭ должна быть обеспечена возможность проверки ЭП
всеми организациями - участниками обращения документа. Подлинность и
целостность ДЭ подтверждают соответствующими программнотехническими средствами, обеспечивающими проверку ЭП*.
112
113. Основные положения (продолжение)
ЭП используют последовательно или параллельно.Порядок использования ЭП и применяемые программно-технические
средства в пределах отдельной организации устанавливает разработчик
документации в зависимости от наличия конкретного информационного,
программного и организационного обеспечения.
Порядок управления данными ЭП устанавливает разработчик
документации. При обращении ДЭ в корпоративных АС правила
управления данными ЭП (например, обмен ключами ЭП) устанавливают
организации-участники.
Допускается заменять применение ЭП выпуском УЛ - сопроводительного
бумажного документа согласно ГОСТ 2.001 с собственноручными
подписями в нем. Допускается при необходимости добавлять графы и
изменять их размеры и расположение, что должно быть установлено в
стандарте организации.
Внесение изменений в содержательную часть ДЭ или в реквизиты,
непосредственно содержащие значения свойства изделия, должно
приводить к созданию новой версии этого ДЭ с сохранением его
обозначения и наименования и установлением соответствующего статуса.
Номер новой версии ДЭ указывают в его реквизитной части*.
113
114.
Под системой управления документами подразумевается система, обеспечивающая выполнение функций управления конструкторскими документами[1] и МЭК 82045
Версии электронного документа отличаются друг от друга
содержательной и/или реквизитной частью при неизменном
обозначении документа.
В бумажном КД все изменения, как правило, относятся к одному
исходному документу, который также включает в себя все его
предыдущие изменения. В такой системе управления документами
порядковый номер изменения (графа 14 основной надписи по ГОСТ
2.104) следует рассматривать как номер версии.
В автоматизированной системе управления документами в
выпущенную версию ДЭ изменения не вносят.
При необходимости изменения содержательной и/или реквизитной
части ДЭ выпускается его новая версия, которая заменяет
изменяемую.
Номер версии указывают в реквизитной части. Все соисполнители
должны быть проинформированы о выпуске новой версии ДЭ.
Под системой управления документами подразумевается система,
обеспечивающая выполнение функций управления конструкторскими
документами согласно ИСО 11442 и МЭК 82045
114
115.
Результатом визуализации ДЭ на графическом устройстве выводаЭВМ является изображение (на экране дисплея), результатом
визуализации ДЭ на печатающем устройстве вывода ЭВМ бумажная копия электронного документа по ГОСТ 2.501.
Наименование вида документа в процессе обращения для
бумажной копии ДЭ устанавливают стандартом организации.
Результат визуализации электронного документа должен быть
оформлен согласно требованиям стандартов ЕСКД.
Конкретные требования к оформлению ДЭ определяются видом
КД и могут быть дополнены в соответствии с правилами системы
документооборота (управления документами), принятыми на
предприятии (в организации) и регламентированными стандартом
организации.
115
116. Электронная подпись
ЭП - неотъемлемая часть реквизитной части ДЭ,предназначенная для удостоверения и
подтверждения его подлинности и целостности.
При использовании документа за пределами корпоративной
информационной системы (системы документооборота
организации) следует использовать квалифицированную ЭП.
В документообороте внутри организации допускается
применять простую или неквалифицированную ЭП
116
117.
Простой ДЭ - служить документ, где содержательная часть реализованав виде одного файла, включающего в себя все необходимые данные:
файла текстового процессора, файла электронной таблицы, обменного
файла по ИСО 10303-21 и т.п.
Составной ДЭ имеет общую реквизитную часть, содержащую реквизиты
документа в целом, и содержательную часть, связанную ссылками с
содержательными частями других (ссылочных) СЧ. Каждая ссылочная СЧ
может, при необходимости, иметь собственную реквизитную часть.
составной ДЭ - служить документ, реализованный в виде файла
текстового процессора, содержащего текст, и иллюстраций, физически
хранимых в отдельных файлах. Визуальное представление и/или
бумажная копия документа при этом формируется используемым
программным средством.
Агрегированный ДЭ имеет общую реквизитную часть, содержащую
реквизиты документа в целом, и общую содержательную часть.
Каждая составная часть ДЭ включает в себя содержательную часть и
(необязательно) собственную реквизитную часть. Доступ к СЧ
агрегированного ДЭ при визуализации документа осуществляется по ссылкам.
агрегированный ДЭ- является электронное техническое руководство,
представляющее совокупность файлов (модулей данных согласно ГОСТ
2.601) с гипертекстовой разметкой по ИСО 8679.
117
118. ИЭД - интерактивный электронный документ
Примером ИЭД может служить интерактивныйэксплуатационный документ по ГОСТ 2.610.
118
119. Правила выполнения информационно-удостоверяющего листа
Правила выполнения информационноудостоверяющего листаУЛ используют для сопровождения выпуска одного документа, нескольких
документов или основного комплекта документов при условии, что в
комплект входят все документы в форме ДЭ.
Если УЛ выпускают на один ДЭ, то ему присваивают обозначение ДЭ на
это изделие с добавлением кода УЛ (например, АБВГ.ХХХХХХ.ХХХЭСБУЛ).
Если УЛ выпускают на комплект документов, записанных в
спецификацию, ведомость технического предложения или ведомость
технического (эскизного) проекта, то ему присваивают обозначение
спецификации или соответствующей ведомости с добавлением через
дефис кода УЛ (например, АБВГ.ХХХХХХ.ХХХ-УЛ; АБВГ.ХХХХХХ.ХХХТПУЛ).
В УЛ указывают обозначения ДЭ, которые он удостоверяет, фамилии и
подлинные подписи лиц, разработавших, проверивших, согласовавших и
утвердивших соответствующий ДЭ. Подписи лица, разработавшего ДЭ и
УЛ, и нормоконтролера являются обязательными
УЛ рекомендуется выполнять на листах формата А4, А5 по ГОСТ 2.301.
Общие требования к выполнению - по ГОСТ 2.004.
119
120. Форма информационно-удостоверяющего листа
120121.
В графах УЛ указывают:- в графе 1 - порядковый номер ДЭ при оформлении нескольких ДЭ
одновременно. При оформлении УЛ на один ДЭ графу не
заполняют;
- в графе 2 - обозначение ДЭ, который оформляют данным УЛ;
- в графе 3 - наименование изделия и наименование документа,
если этому документу присвоен код по ГОСТ 2.102, ГОСТ 2.601,
ГОСТ 2.602, ГОСТ 2.701. Для изделий народно-хозяйственного
назначения допускается не указывать наименование документа,
если его код определен указанными стандартами;
- в графе 4 - версия ДЭ;
- в графе 5 - номер последнего изменения в ДЭ:
- в графе 6 - алгоритм расчета контрольной суммы.
Примечание - Конкретный алгоритм расчета контрольной суммы при
хранении документов внутри организации устанавливает организация,
разработавшая документ. При передаче документа(тов) алгоритм расчета
согласовывается с принимающей стороной;
- в графе 7 - значение контрольной суммы (некоторое значение,
рассчитанное из последовательности данных путем применения
определенного алгоритма);
121
122.
-в графе 8 - примечание. Рекомендуется записыватьдополнительные данные о документе (например, наименование
файла документа)
- графы 9, 10 - резерв. Использование граф определяет
организация, выпускающая УЛ.
В резервных графах рекомендуется помещать
идентификационные данные носителя (при наличии) - например,
уникальный заводской номер компакт-диска и т.д.
При необходимости ввода дополнительных граф их
включают после резервных граф (до графы 11);
- в графе 11 - характер работы, выполняемой лицом,
подписавшим документ, в соответствии с ГОСТ 2.104. Свободную
строку заполняют по усмотрению разработчика, например:
"Начальник отдела", "Начальник лаборатории", "Рассчитал".
- в графе 12 - фамилии лиц, подписавших документ;
- в графе 13 - подписи лиц, фамилии которых указаны в графе
10.
Подписи лиц, разработавших данный документ и
ответственных за нормоконтроль, являются обязательными.
122
123.
Все необходимые согласующие подписи ставятся в графах11-14. В случае недостаточности количества строк допускается
использовать для размещения согласующих подписей свободное
поле для подшивки УЛ или увеличивать количество строк блока
граф 11-14:
- в графе 14 - дату подписания ДЭ лицами, фамилии которых
указаны в графе 10;
- в графе 15 - обозначение УЛ;
- в графе 16 - порядковый номер листа с УЛ;
- графа 17 - общее количество листов с УЛ (указывают только на
первом листе). При оформлении одного ДЭ или нескольких ДЭ на
одном листе графы 16 и 17 не заполняют.
УЛ учитывают и хранят по правилам, установленным в
организации.
123
124.
124125. Единая система технологической документации
ГОСТ 3.1001-2011 ЕСТД. Общие положенияВЗАМЕН ГОСТ 3.1001-81
Единая система технологической документации комплекс межгосударственных стандартов и рекомендаций,
устанавливающих взаимосвязанные правила и положения по
порядку разработки, комплектации, оформления и
обращения технологической документации, применяемой
при изготовлении, контроле, приемке и ремонте
(модернизации) изделий (включая сбор и сдачу
технологических отходов).
125
126. Назначение комплекса стандартов ЕСТД:
установление единых унифицированных машинноориентированных форм документов, обеспечивающихсовместимость информации, независимо от применяемых
методов проектирования документов;
создание единой информационной базы технологических
документов (далее - документов) для решения инженернотехнических, планово-экономических и организационных
задач*;
установление единых требований и правил по оформлению
документов на единичные, типовые и групповые
технологические процессы (операции) в зависимости от
степени детализации описания технологических процессов;
126
127. Назначение комплекса стандартов ЕСТД: (продолжение)
обеспечение оптимальных условий при передачетехнологической документации на другое предприятие
(другие предприятия) с минимальным переоформлением;
создание предпосылок по снижению трудоемкости
инженерно-технических работ, выполняемых в сфере
технологической подготовки производства и в управлении
производством;
обеспечение взаимосвязи с системами общетехнических и
организационно-методических стандартов.
Технологические документы могут быть выполнены в
бумажной форме и (или) в форме электронного документа
127
128. Термины и определения (ГОСТ 3.1001-2011 ЕСТД)
технологический документ (документ): Графический илитекстовый документ, который отдельно или в совокупности с
другими документами определяет технологический процесс
или операцию изготовления изделия
графический документ: Документ, содержащий в основном
графическое изображение изделия и (или) его составных
частей, взаимное расположение и функционирование этих
частей, их внутренние и внешние связи.
текстовый документ: Документ, содержащий в основном
сплошной текст или текст, разбитый на графы.
128
129. Термины и определения (продолжение)
технологический документ в бумажной форме (бумажныйдокумент): Документ, выполненный на бумажном или
аналогичном по назначению носителе (кальке,
микрофильмах, микрофишах и т.п.).
электронный технологический документ: Документ,
выполненный как структурированный набор данных,
создаваемых программно-техническим средством и
имеющий содержательную и реквизитную части, в том числе
установленные подписи.
оформление технологического документа (оформление
документа): Комплекс процедур, необходимых для
подготовки и утверждения технологического документа в
соответствии с порядком, установленным на предприятии.
129
130. Обозначение стандартов ЕСТД
130131. Обозначение стандартов ЕСТД (продолжение)
Обозначение стандартов ЕСТД - по правилам, установленным в ГОСТ 1.0.Обозначение стандарта состоит из:
- индекса "ГОСТ" (категории нормативного документа);
- цифры 3, присвоенной классу стандартов на ЕСТД;
- цифры 1 (после точки), обозначающей подкласс (для изделий
машиностроения и приборостроения);
- цифры, обозначающей номер группы стандартов в соответствии с 5.2;
- двухзначного числа, определяющего порядковый номер стандарта в
данной группе;
- двух последних чисел (после тире), указывающих год регистрации
стандарта.
131
132. СТАДИИ РАЗРАБОТКИ И ВИДЫ ДОКУМЕНТОВ ГОСТ3.1102-81
Стадия разработкитехнологической
документации
Содержание работы
Предварительный
проект
Разработка технологической документации, предназначенной для
изготовления и испытания макета изделия и (или) его составных
частей с присвоением литеры «П», на основании конструкторской
документации, выполненной на стадиях «Эскизный проект» и
«Технический проект»
Разработка документации:
Разработка технологической документации, предназначенной для
изготовления и испытания опытного образца (опытной партии), без
присвоения литеры, на основании конструкторской документации,
не имеющей литеры.
Корректировка и разработка технологической документации по
результатам изготовления и предварительных испытаний опытного
образца (опытной партии) с присвоением литеры «О» на
основании конструкторской документации, имеющей литеру «О».
Корректировка и разработка технологической документации по
результатам изготовления и приемочных испытаний опытного
образца (опытной партии) и по результатам корректировки
конструкторской документации с присвоением технологической
документации литеры «O1» на основании конструкторской
документации, имеющей литеру «O1».
Корректировка и разработка технологической документации по
результатам повторного изготовления и приемочных испытаний
опытного образца (опытной партии) и по результатам корректировки
а) опытного образца
(опытной партии)
132
133. СТАДИИ РАЗРАБОТКИ И ВИДЫ ДОКУМЕНТОВ ГОСТ3.1102-81 (продолжение)
Номер группыб) серийного
(массового)
производства
Наименование группы
Разработка технологической документации,
предназначенной для изготовления и испытания
изделий серийного (массового) производства, с
присвоением литеры «А» («Б»), на основании
конструкторской документации, имеющей литеру «А»
или «Б»
На стадии разработки конструкторской документации
«Техническое предложение» технологическая документация
не разрабатывается.
133
134. СТАДИИ РАЗРАБОТКИ И ВИДЫ ДОКУМЕНТОВ ГОСТ3.1102-81 (продолжение)
Директивной технологической документации, предназначеннойтолько для решения необходимых инженерно-технических,
планово-экономических и организационных задач, при постановке
изделия на производство присваивают литеру «Д» на основании
конструкторской документации, имеющей литеру «А» или «Б».
Технологической документации, предназначенной для
разового изготовления одного или нескольких изделий
(составных частей изделий) в единичном производстве,
присваивают литеру «И» на основании конструкторской
документации, имеющей литеру «И».
Литерность полного комплекта технологической документации
определяется низшей из литер, указанных в документах,
входящих в комплект.
134
135. Состав и классификация стандартов ЕСТД
Номер группыНаименование группы
0
Общие положения
1
Общие требования к документам
2
Классификация и обозначение технологических документов
3
Общие требования к документам на машинных носителях
4
Основное производство. Формы технологических
документов и правила их оформления на
специализированные процессы по методам изготовления
или ремонта изделий
5
Основное производство. Формы технологических
документов и правила их оформления на испытания и
контроль
6
Вспомогательное производство. Формы технологических
документов и правила их оформления
7
Правила заполнения технологических документов
8
Прочие
9
Информационная база
135
136. ВИДЫ ДОКУМЕНТОВ ГОСТ3.1102-81
В зависимости от назначения технологические документыподразделяют на основные и вспомогательные
Основные документы:
- содержащие сводную информацию, необходимую для
решения одной или комплекса инженерно-технических,
планово-экономических и организационных задач;
- полностью и однозначно определяющие технологический
процесс (операцию) изготовления или ремонта изделия
(составных частей изделия).
вспомогательные документы,
- применяемые при разработке, внедрении и
функционировании технологических процессов и операций,
например карту заказа на проектирование технологической
оснастки, акт внедрения технологического процесса и др.
136
137. ВИДЫ ДОКУМЕНТОВ ГОСТ3.1102-81
Основные технологические документы подразделяют надокументы общего и специального назначения.
К документам общего назначения относят технологические
документы, (операции), независимо от применяемых
технологических методов изготовления или ремонта изделий
(составных частей изделий), например карту эскизов,
технологическую инструкцию.
К документам специального назначения относят документы,
применяемые при описании технологических процессов и операций
в зависимости от типа и вида производства и применяемых
технологических методов изготовления или ремонта изделий
(составных частей изделий), например маршрутную карту, карту
технологического процесса, карту типового (группового)
технологического процесса, ведомость изделий (деталей,
сборочных единиц) к типовому (групповому) технологическому
процессу (операции), операционную карту и др.
137
138. Виды основных технологических документов
Вид документаУсловное
обозначение
документа
Назначение документа
ДОКУМЕНТЫ ОБЩЕГО НАЗНАЧЕНИЯ
Титульный лист
Карта эскизов
ТЛ
КЭ
Документ предназначен для оформления:
- комплекта(ов) технологической
документации на изготовление или ремонт
изделия;
- комплекта(ов) технологических документов
на технологические процессы изготовления
или ремонта изделия (составных частей
изделия);
- отдельных видов технологических
документов.
Является первым листом комплекта(ов)
технологических документов.
Графический документ, содержащий эскизы,
схемы и таблицы и предназначенный для
пояснения выполнения технологического
процесса, операции или перехода
изготовления или ремонта изделия
(составных частей изделия), включая
138
139. Виды основных технологических документов (продолжение)
Вид документаТехнологическая
инструкция
Условное
обозначение
документа
ТИ
Назначение документа
Документ предназначен для описания
технологических процессов, методов и
приемов, повторяющихся при изготовлении
или ремонте изделий (составных частей
изделий), правил эксплуатации средств
технологического оснащения. Применяется в
целях сокращения объема разрабатываемой
технологической документации.
ДОКУМЕНТЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
Маршрутная карта
МК
Документ предназначен для маршрутного
или маршрутно-операционного описания
технологического процесса или указания
полного состава технологических операций
при операционном описании изготовления
или ремонта изделия (составных частей
изделия), включая контроль и перемещения
по всем операциям различных
технологических методов в технологической
последовательности с указанием данных об
139
140. Виды основных технологических документов (продолжение)
Вид документаУсловное
обозначение
документа
Назначение документа
Примечания:
1. МАРШРУТНАЯ КАРТА является обязательным документом.
2. Допускается МК разрабатывать на отдельные виды работ.
3. Допускается МК применять совместно с соответствующей картой технологической
информации, взамен карты технологического процесса, с операционным описанием в
МК всех операций и полным указанием необходимых технологических режимов в
графе «Наименование и содержание операции».
4. Допускается взамен МК использовать соответствующую карту технологического
процесса.
Карта
технологического
процесса
КТП
Документ предназначен для операционного
описания технологического процесса
изготовления или ремонта изделия (составных
частей изделия) в технологической
последовательности по всем операциям
одного вида формообразования, обработки,
сборки или ремонта, с указанием переходов,
технологических режимов и данных о
средствах технологического оснащения,
140
материальных и трудовых затратах.
141. Виды основных технологических документов (продолжение)
Вид документаОперационная
карта
Условное
обозначение
Назначение документа
документа
Документ предназначен для описания
ОК
технологической операции с указанием
последовательного выполнения переходов,
данных о средствах технологического оснащения,
режимах и трудовых затратах. Применяется при
разработке единичных технологических
процессов.
Карта типовой
(групповой)
операции
КТО
Документ предназначен для описания типовой
(групповой) технологической операции с
указанием последовательности выполнения
переходов и общих данных о средствах
технологического оснащения и режимах.
Применяется совместно с ВТО.
Карта
технологической
информации
КТИ
Документ предназначен для указания
дополнительной информации, необходимой при
выполнении отдельных операций
(технологических процессов).
Допускается применять при разработке типовых
(групповых) технологических процессов (ТТП,
141
142. Виды основных технологических документов (продолжение)
Вид документаКомплектовочная
карта
Техниконормировочная
карта
Ведомость
технологических
маршрутов
Условное
Назначение документа
обозначение
документа
Документ предназначен для указания данных о
КК
деталях, сборочных единицах и материалах,
входящих в комплект собираемого изделия, и
применяется при разработке технологических
процессов сборки.
Допускается применять КК для указания данных
о вспомогательных материалах в других
технологических процессах
ТНК
ВТМ
Документ предназначен для разработки
расчетных данных к технологической операции
по нормам времени (выработки), описания
выполняемых приемов и применяется при
решении задач нормирования трудозатрат.
Документ предназначен для указания
технологического маршрута изготовления или
ремонта изделия (составных частей изделия) по
подразделениям предприятия и применяется
для решения технологических и
142
производственных задач.
143. Виды основных технологических документов (продолжение)
Вид документаУсловное
обозначение
документа
Назначение документа
Ведомость
оснастки
ВО
Документ предназначен для указания применяемой
технологической оснастки при выполнении
технологического процесса изготовления или ремонта
изделия (составных частей изделия).
Ведомость
оборудования
ВОБ
Документ предназначен для указания применяемого
оборудования, необходимого для изготовления или
ремонта изделия (составных частей изделия).
Ведомость
материалов
ВМ
Документ предназначен для указания данных о
подетальных нормах расхода материалов, о заготовках,
технологическом маршруте прохождения
изготавливаемого или ремонтируемого изделия
(составных частей изделия). Применяется для решения
задач по нормированию материалов.
Технологическая
ведомость
ТВ
Документ предназначен для комплексного указания
технологической и организационной информации,
используемой перед разработкой комплекта
(комплектов) документов на технологические процессы
(операции), и применяется на одном из первых этапов
технологической подготовки производства (ТПП).
143
144. Виды основных технологических документов (продолжение)
Вид документаВедомость
специфицированных
норм расхода
материалов
Условное
обозначение
документа
ВСН
Назначение документа
Документ предназначен для указания данных о нормах
расхода материалов для изготовления или ремонта
изделия и применяется для решения задач по
нормированию расхода материалов на изделие.
Ведомость удельных
норм расхода
материалов
ВУН
Документ предназначен для указания данных об удельных
нормах расхода материалов, используемых при
выполнении технологических процессов и операций
изготовления или ремонта изделия (составных частей
изделия), и применяется для решения задач по
нормированию расхода материалов.
Ведомость
применяемости
ВП
Документ предназначен для указания применяемости
полного состава деталей, сборочных единиц, средств
технологического оснащения и др. Применяется для
решения задач ТПП.
Ведомость сборки
изделия
ВСИ
Документ предназначен для указания состава деталей и
сборочных единиц, необходимых для сборки изделия в
порядке ступени входимости, их применяемости и
количественного состава.
144
145. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82
Маршрутная карта (МК) является составной и неотъемлемойчастью комплекта технологических документов,
разрабатываемых на технологические процессы
изготовления или ремонта изделий и их составных частей.
Формы МК, установленные настоящим стандартом, являются
унифицированными и их следует применять независимо от типа
и характера производства и степени детализации описания
технологических процессов.
Выбор и установление области применения соответствующих
форм МК зависят от разрабатываемых видов технологических
процессов, специализированных по применяемым методам
изготовления и ремонта изделий и их составных частей,
назначения формы в составе комплекта документов и
применяемых методов проектирования документов.
145
146. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82 (продолжение
При маршрутном и маршрутно-операционномописании технологического процесса МК является
одним из основных документов, на котором описывается
весь процесс в технологической последовательности
выполнения операций.
При операционном описании технологического
процесса МК выполняет роль сводного документа, в
котором указывается адресная информация (номер цеха,
участка, рабочего места, операции), наименование
операции, перечень документов, применяемых при
выполнении операции, технологическое оборудование и
трудозатраты.
Оформление основных надписей в формах - по ГОСТ 3.110382
146
147. Единая система технологической документации НОРМОКОНТРОЛЬ ГОСТ 3.1116-79
Настоящий стандарт устанавливает содержание и порядокпроведения нормоконтроля технологической документации
по соблюдению в ней норм и требований, установленных
стандартами и другими нормативно-техническими
документами (НТД).
Нормоконтролю подлежит технологическая документация на
изделия основного и вспомогательного производства на всех
стадиях разработки, предусмотренных ГОСТ 3.1102-81.
Технологическая документация без подписи лица, ответственного
за нормоконтроль, приему в отдел (бюро) технической
документации или заменяющее его подразделение, размножению и
использованию для подготовки производства не подлежит.
147
148. Единая система технологической документации НОРМОКОНТРОЛЬ ГОСТ 3.1116-79
Основная цель нормоконтроля технологической документации повышение уровня типизации технологических процессов, унификации технологических документов оборудования и оснастки, сокращение сроков подготовки производства, снижение себестоимостии улучшение качества выпускаемой продукции.
Основные задачи проведения нормоконтроля: соблюдение в
разрабатываемых документах норм и требований, установленных в
стандартах и других НТД;
правильность оформления документов в соответствии с требованиями действующих систем стандартов;
достижение в разрабатываемых технологических процессах высокого уровня типизации на основе широкого использования ранее
разработанных и освоенных в производстве типовых и групповых
технологических (операций);
рациональное использование установленных ограничительных
номенклатур оборудования, оснастки, материалов, профилей и
размеров проката.
148
149. Порядок проведения нормоконтроля
Нормоконтроль является завершающим этапомразработки технологической документации. В
соответствии с этим передачу подлинников документов
отделу (бюро) технической документации или заменяющему
его подразделению рекомендуется поручать лицу,
ответственному за нормоконтроль
Технологическую документацию следует предъявлять на
нормоконтроль при наличии всех подписей лиц,
ответственных за содержание и выпуск документов, в
соответствии с порядком, установленном организацией или
на предприятии, кроме утверждающей подписи руководителя
организации или предприятия и представителя заказчика (в
случае согласования с заказчиком).
149
150. Порядок проведения нормоконтроля
Нормоконтролер визирует технологическую документацию наполе для подшивки до ее утверждения и согласования с
представителем заказчика и подписывает в установленном
месте после утверждения руководителем организации или
предприятия перед согласованием с представителем
заказчика.
Документы следует предъявлять на нормоконтроль
комплектно в соответствии с маршрутной картой или
ведомостью технологических документов. В случае
разработки технологического процесса без маршрутной
карты и ведомости технологических документов комплект
документов следует предъявлять в соответствии с картой
технологического процесса или картой типового
технологического процесса.
150