



 Промышленность
ПромышленностьПохожие презентации:






")


")
Методика определения основных параметров режима контактной сварки. (Лекция 13)
1. КУРС ЛЕКЦИЙ-ПРЕЗЕНТАЦИЙ по дисциплине «ТЕХНОЛОГИЯ и ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ» лекция №13
ПРЕПОДАВАТЕЛЬ:к.т.н., доцент кафедры «ОиТСП»
БЕНДИК Татьяна Ивановна
1
2. СОДЕРЖАНИЕ ЛЕКЦИИ №13
2СОДЕРЖАНИЕ ЛЕКЦИИ №13
Тема 13. Методика определения
основных параметров режима контактной
сварки.
Особенности нагрева при контактной
сварке.
Методика расчета основных параметров
режима точечной, шовной и рельефной
сварки с использованием ЭВМ.
3.
Особенности нагрева при контактной сварке.Общая характеристика нагрева при контактной сварке выражается приведенной
нами ранее формулой теплового баланса:
Qээ = Q1 + Q2 + Q3 + Q4 ,
где Qээ – полное количество теплоты, затрачиваемое на образование сварной точки;
Q1 – полезная теплота, расходуемая на нагрев металла сварной точки Qпол; Q2 –
теплота, передаваемая теплопроводностью в окружающий зону соединения металл;
Q3 – потеря теплоты в электроды; Q4 – потери теплоты лучеиспусканием с
поверхности нагретых деталей и электродов.
В определенных пределах Qпол не зависит от τсв и представляет собой теплоту,
расходуемую на расплавление металла сварной точки. Остальные составляющие
теплового баланса относят к потерям теплоты Qпот. Таким образом,
Qээ = Qпол + Qпот.
Среднее количество теплоты, выделяемой в единицу времени при протекании
сварочного тока, равно
qээ = Qээ /τсв.
3
4.
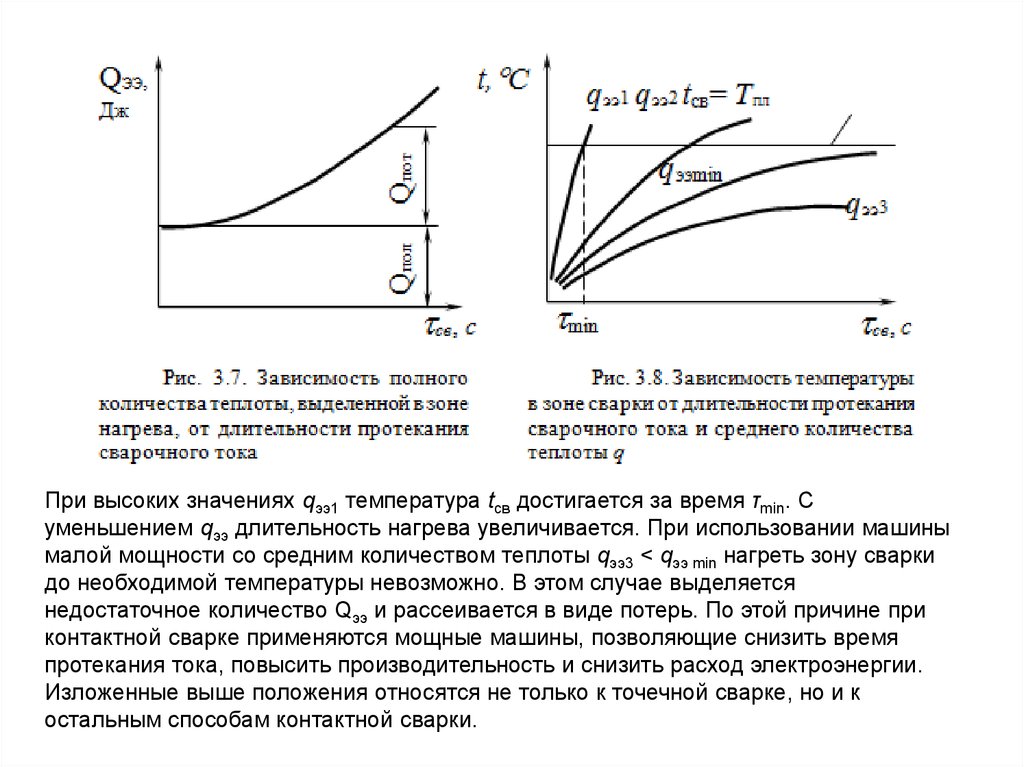
При высоких значениях qээ1 температура tсв достигается за время τmin. Суменьшением qээ длительность нагрева увеличивается. При использовании машины
малой мощности со средним количеством теплоты qээ3 < qээ min нагреть зону сварки
до необходимой температуры невозможно. В этом случае выделяется
недостаточное количество Qээ и рассеивается в виде потерь. По этой причине при
контактной сварке применяются мощные машины, позволяющие снизить время
протекания тока, повысить производительность и снизить расход электроэнергии.
Изложенные выше положения относятся не только к точечной сварке, но и к
остальным способам контактной сварки.
5.
Теплота Qээ является основным показателем процесса, ее используют длярасчета величины сварочного тока. Сварочный ток рассчитывают по закону
Джоуля-Ленца:
Qээ
I св
k 2rдк св
где Qээ – количество теплоты; 2rдк – сопротивление двух свариваемых
деталей в момент выключения сварочного тока; k – коэффициент,
учитывающий изменение rээ в процессе протекания сварочного тока;
τсв – время протекания сварочного тока.
Для низкоуглеродистых сталей k = 1, алюминиевых и магниевых
сплавов – 1,15, коррозионно-стойких сталей – 1,2, сплавов титана – 1,4.
6.
Расчетная схемаz
X3
d
r
Tпл
t
2d
d
Tпл
Tпл8
Tпл /4
Tпл /4
X2
dЭ
X2
Tпл /8
X3
0,5Tпл
z
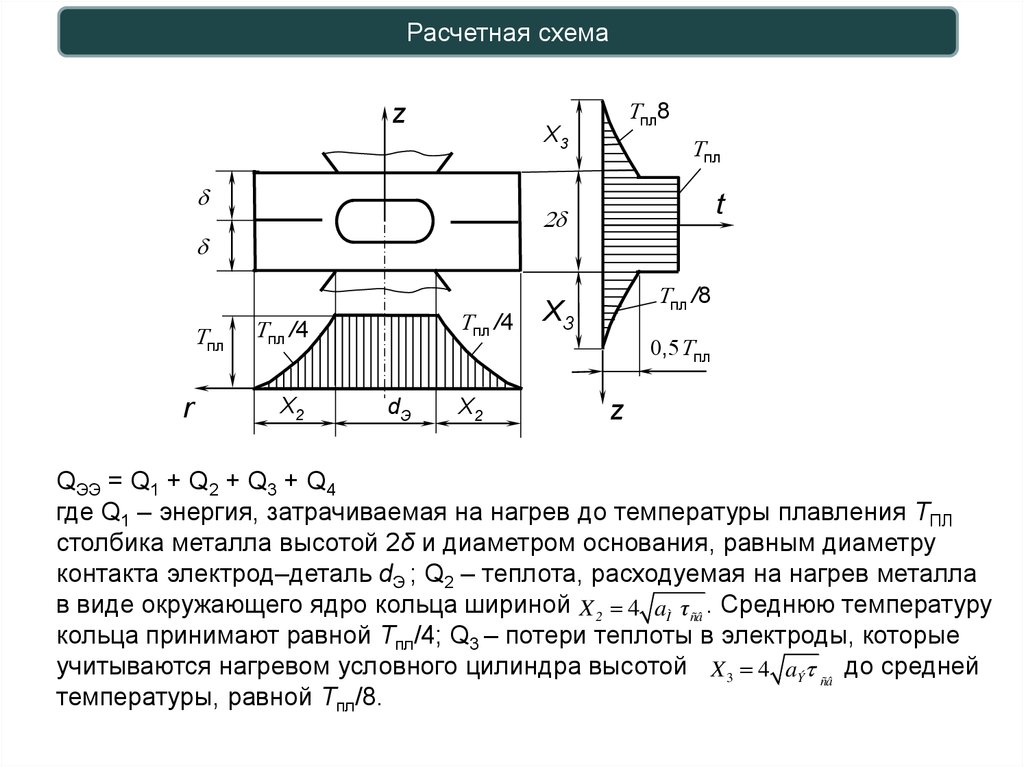
QЭЭ = Q1 + Q2 + Q3 + Q4
где Q1 – энергия, затрачиваемая на нагрев до температуры плавления ТПЛ
столбика металла высотой 2δ и диаметром основания, равным диаметру
контакта электрод–деталь dЭ ; Q2 – теплота, расходуемая на нагрев металла
в виде окружающего ядро кольца шириной X 2 4 aÌ τñâ . Среднюю температуру
кольца принимают равной Тпл/4; Q3 – потери теплоты в электроды, которые
учитываются нагревом условного цилиндра высотой X 3 4 aÝ ñâ до средней
температуры, равной Тпл/8.
7.
Q1 = 2δ см м (πdЭ2/4) Тпл;Q2= 2к1πX2( dэ+X2 ) δ см м(Тпл/4);
Q3=2 к2(πdЭ2/4)Х3 сЭγЭ (Тпл/8),
где к1 – коэффициент, учитывающий, что средняя температура кольца
несколько ниже средней температуры Тпл/4, к1 = 0,8;
к2 – коэффициент, учитывающий форму электрода; при цилиндрическом
электроде к2 = 1, при коническом к2 =1,5, при использовании сферического
электрода к2 = 2;
сЭ и γЭ – теплоемкость и плотность материала электрода;
с М и γМ – теплоемкость и плотность свариваемого металла;
а М, аЭ – коэффициенты температуропроводности свариваемого металла и
материала электродов.
8.
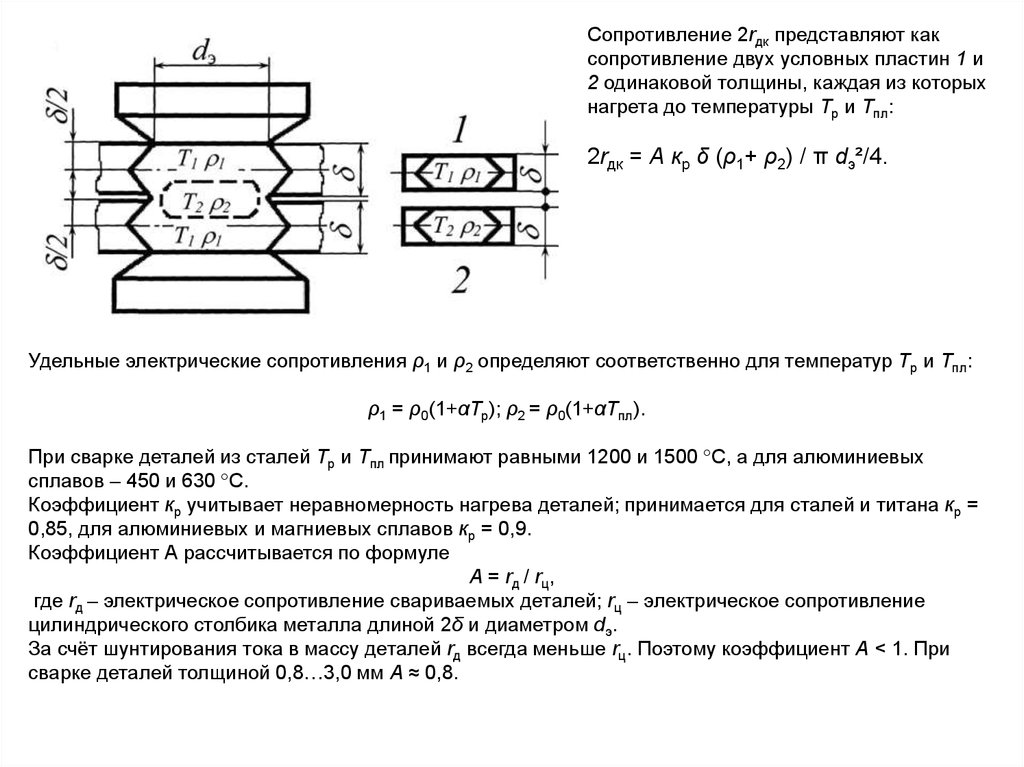
Сопротивление 2rдк представляют каксопротивление двух условных пластин 1 и
2 одинаковой толщины, каждая из которых
нагрета до температуры Тр и Тпл:
2rдк = А кр δ (ρ1+ ρ2) / π dэ²/4.
Удельные электрические сопротивления ρ1 и ρ2 определяют соответственно для температур Тр и Тпл:
ρ1 = ρ0(1+αТр); ρ2 = ρ0(1+αТпл).
При сварке деталей из сталей Тр и Тпл принимают равными 1200 и 1500 С, а для алюминиевых
сплавов – 450 и 630 С.
Коэффициент кр учитывает неравномерность нагрева деталей; принимается для сталей и титана кр =
0,85, для алюминиевых и магниевых сплавов кр = 0,9.
Коэффициент А рассчитывается по формуле
А = rд / rц,
где rд – электрическое сопротивление свариваемых деталей; rц – электрическое сопротивление
цилиндрического столбика металла длиной 2δ и диаметром dэ.
За счёт шунтирования тока в массу деталей rд всегда меньше rц. Поэтому коэффициент А < 1. При
сварке деталей толщиной 0,8…3,0 мм А ≈ 0,8.
9.
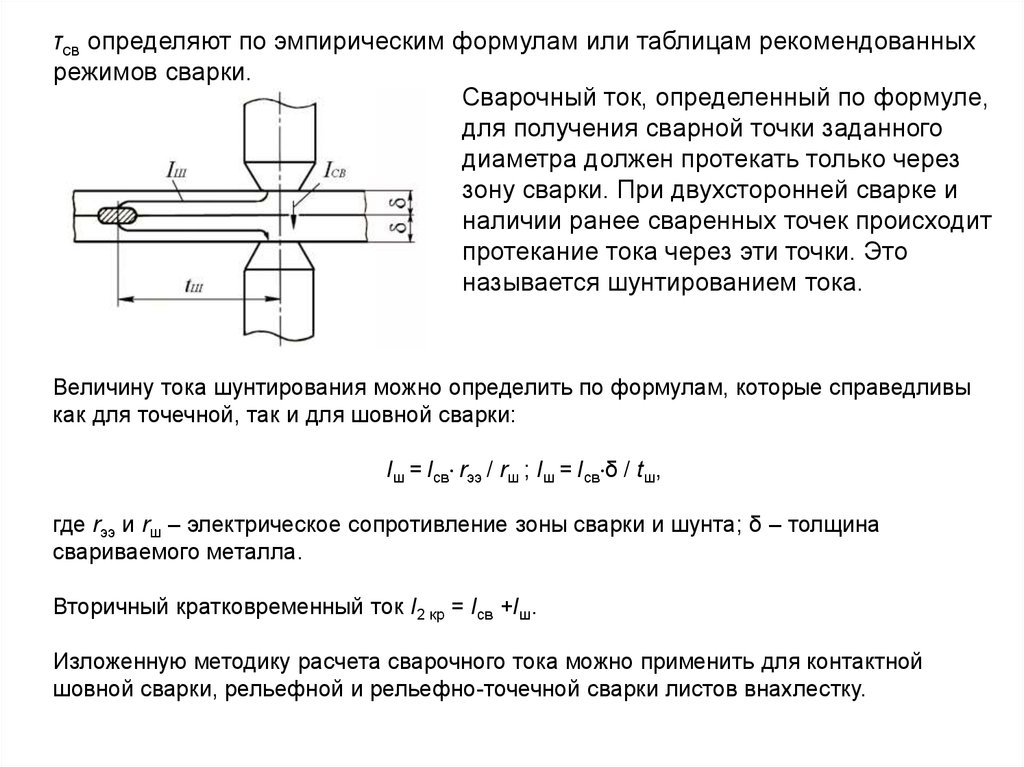
τсв определяют по эмпирическим формулам или таблицам рекомендованныхрежимов сварки.
Сварочный ток, определенный по формуле,
для получения сварной точки заданного
диаметра должен протекать только через
зону сварки. При двухсторонней сварке и
наличии ранее сваренных точек происходит
протекание тока через эти точки. Это
называется шунтированием тока.
Величину тока шунтирования можно определить по формулам, которые справедливы
как для точечной, так и для шовной сварки:
Iш = Icв rээ / rш ; Iш = Icв δ / tш,
где rээ и rш – электрическое сопротивление зоны сварки и шунта; δ – толщина
свариваемого металла.
Вторичный кратковременный ток I2 кр = Icв +Iш.
Изложенную методику расчета сварочного тока можно применить для контактной
шовной сварки, рельефной и рельефно-точечной сварки листов внахлестку.
10.
СПАСИБО ЗА ВНИМАНИЕКАКИЕ БУДУТ ВОПРОСЫ?