


 Промышленность
ПромышленностьПохожие презентации:
")
")

")
")

")

")
")
Технология прессовой сварки дугой управляемой магнитным полем. (Лекция 18)
1. КУРС ЛЕКЦИЙ-ПРЕЗЕНТАЦИЙ по дисциплине «ТЕХНОЛОГИЯ и ОБОРУДОВАНИЕ СВАРКИ ДАВЛЕНИЕМ» лекция №18
ПРЕПОДАВАТЕЛЬ:к.т.н., доцент кафедры «ОиТСП»
БЕНДИК Татьяна Ивановна
1
2. СОДЕРЖАНИЕ ЛЕКЦИИ №18
2СОДЕРЖАНИЕ ЛЕКЦИИ №18
Тема 18. Технология прессовой
сварки дугой, управляемой магнитным
полем.
Особенности процесса сварки.
Область применения и преимущества.
Циклограмма процесса.
Особенности технологии и
оборудования.
3.
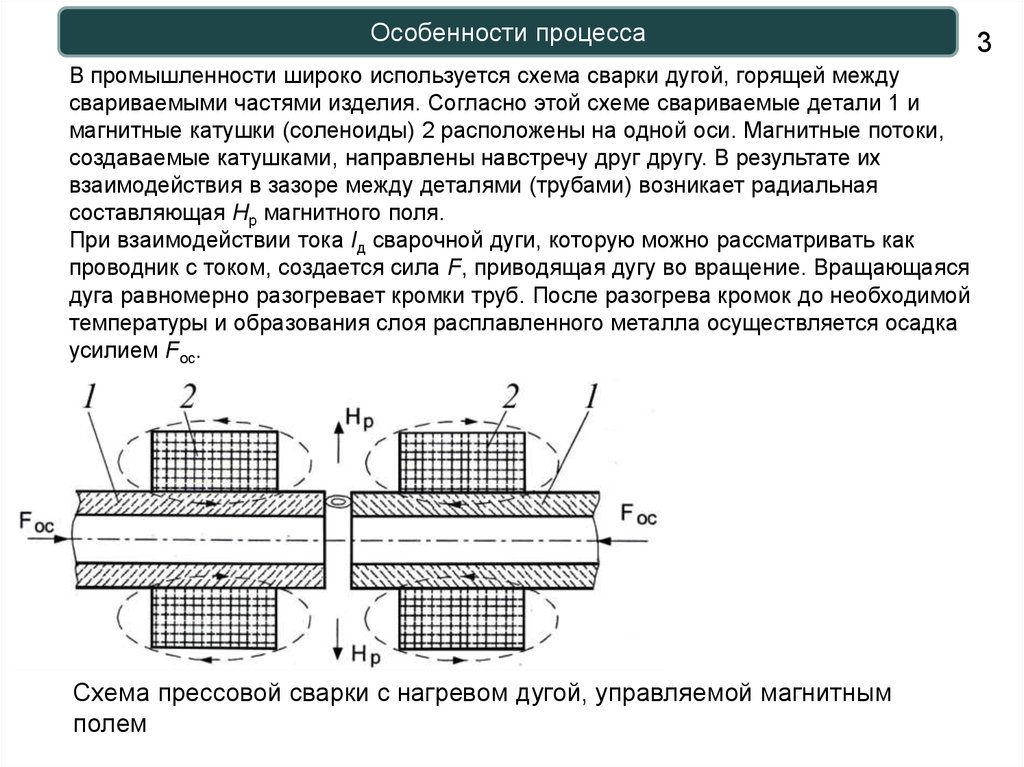
Особенности процессаВ промышленности широко используется схема сварки дугой, горящей между
свариваемыми частями изделия. Согласно этой схеме свариваемые детали 1 и
магнитные катушки (соленоиды) 2 расположены на одной оси. Магнитные потоки,
создаваемые катушками, направлены навстречу друг другу. В результате их
взаимодействия в зазоре между деталями (трубами) возникает радиальная
составляющая Нр магнитного поля.
При взаимодействии тока Iд сварочной дуги, которую можно рассматривать как
проводник с током, создается сила F, приводящая дугу во вращение. Вращающаяся
дуга равномерно разогревает кромки труб. После разогрева кромок до необходимой
температуры и образования слоя расплавленного металла осуществляется осадка
усилием Fос.
Схема прессовой сварки с нагревом дугой, управляемой магнитным
полем
3
4.
Сварное соединение образуется за счет многократного нагрева дугойкромок изделия. В связи с большой скоростью вращения дуги за один ее
оборот оплавляется очень маленький участок изделия. С увеличением
времени сварки размеры оплавленного участка растут и по всему
периметру соединения образуется слой жидкого металла. Остывание
металла зоны соединения происходит одновременно по всему периметру
при действующем усилии осадки.
В процессе нагрева необходимо добиться образования слоя
расплавленного металла такой толщины, чтобы он не
закристаллизовался до момента закрытия стыка, а также не произошло
его чрезмерное окисление. Для получения качественного соединения
необходимо не только равномерное оплавление, но и прогрев кромок
деталей на определенную глубину. Это обеспечивает смятие неровностей
в процессе осадки, вытеснение в грат окисленного жидкого металла и
протекание достаточной пластической деформации.
На качество соединений влияют факторы, такие как подготовка кромок,
зазор между деталями, сила сварочного тока, длительность горения дуги,
момент приложения усилия осадки, усилие осадки, скорость осадки.
5.
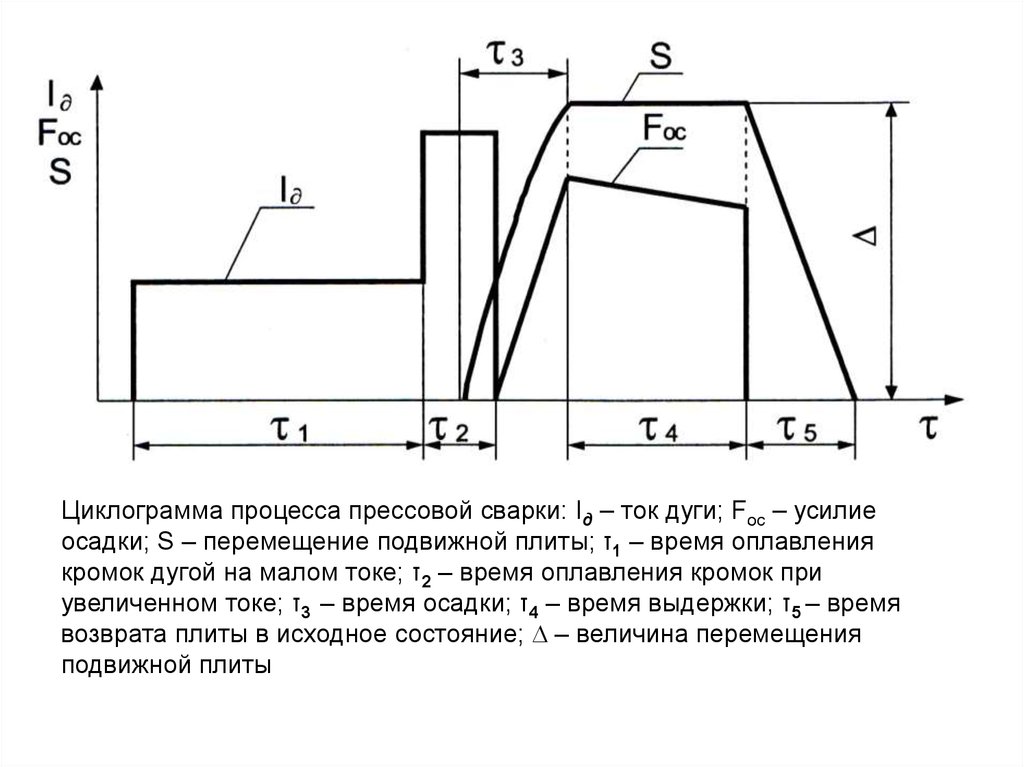
Циклограмма процесса прессовой сварки: Iд – ток дуги; Fос – усилиеосадки; S – перемещение подвижной плиты; τ1 – время оплавления
кромок дугой на малом токе; τ2 – время оплавления кромок при
увеличенном токе; τ3 – время осадки; τ4 – время выдержки; τ5 – время
возврата плиты в исходное состояние; – величина перемещения
подвижной плиты
6.
Устойчивость процесса горения дуги зависит от величины зазора. Свозрастанием тока дуги зазор может быть увеличен. Разница в величине
зазора между двумя диаметрально противоположными точками может быть
не более 1 мм, при его увеличении возможно прекращение горения дуги.
Малая длительность горения дуги применяется при сварке
тонкостенных труб. Для сталей, чувствительных к закалке, длительность
горения дуги увеличивают во избежание получения закалочных структур.
Большое значение для получения качественного соединения имеет момент
начала осадки, когда дуга должна иметь максимальную скорость
устойчивого вращения. Чем больше скорость вращения дуги, тем меньше
времени расплавленный металл соприкасается с окружающей газовой
средой и меньше поглощает кислород и азот.
Импульсное увеличение тока способствует увеличению скорости
перемещения дуги: результаты ускоренной киносъемки показали, что к
концу разгона она вращается со скоростью 15000…35000 об/мин.
При прессовой сварке с нагревом дугой, управляемой магнитным
полем, скорость осадки выше, чем при контактной стыковой. Для
низколегированных и аустенитных сталей она должна составлять 80…100
мм/с; в некоторых случаях она достигает 630 мм/с. Давление осадки при
сварке низкоуглеродистых сталей составляет 70…80 МПа, аустенитных –
200 МПа. При сварке труб с пластинами давление осадки равно
140…150 МПа.
7.
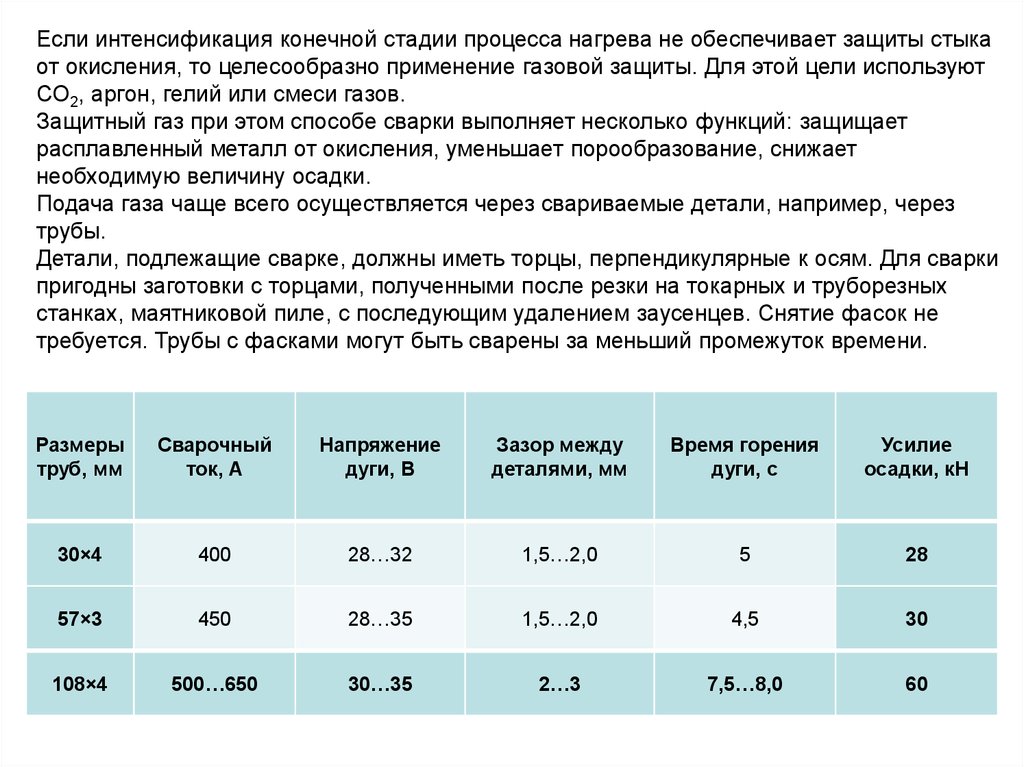
Если интенсификация конечной стадии процесса нагрева не обеспечивает защиты стыкаот окисления, то целесообразно применение газовой защиты. Для этой цели используют
СО2, аргон, гелий или смеси газов.
Защитный газ при этом способе сварки выполняет несколько функций: защищает
расплавленный металл от окисления, уменьшает порообразование, снижает
необходимую величину осадки.
Подача газа чаще всего осуществляется через свариваемые детали, например, через
трубы.
Детали, подлежащие сварке, должны иметь торцы, перпендикулярные к осям. Для сварки
пригодны заготовки с торцами, полученными после резки на токарных и труборезных
станках, маятниковой пиле, с последующим удалением заусенцев. Снятие фасок не
требуется. Трубы с фасками могут быть сварены за меньший промежуток времени.
Размеры
труб, мм
Сварочный
ток, А
Напряжение
дуги, В
Зазор между
деталями, мм
Время горения
дуги, с
Усилие
осадки, кН
30×4
400
28…32
1,5…2,0
5
28
57×3
450
28…35
1,5…2,0
4,5
30
108×4
500…650
30…35
2…3
7,5…8,0
60
8.
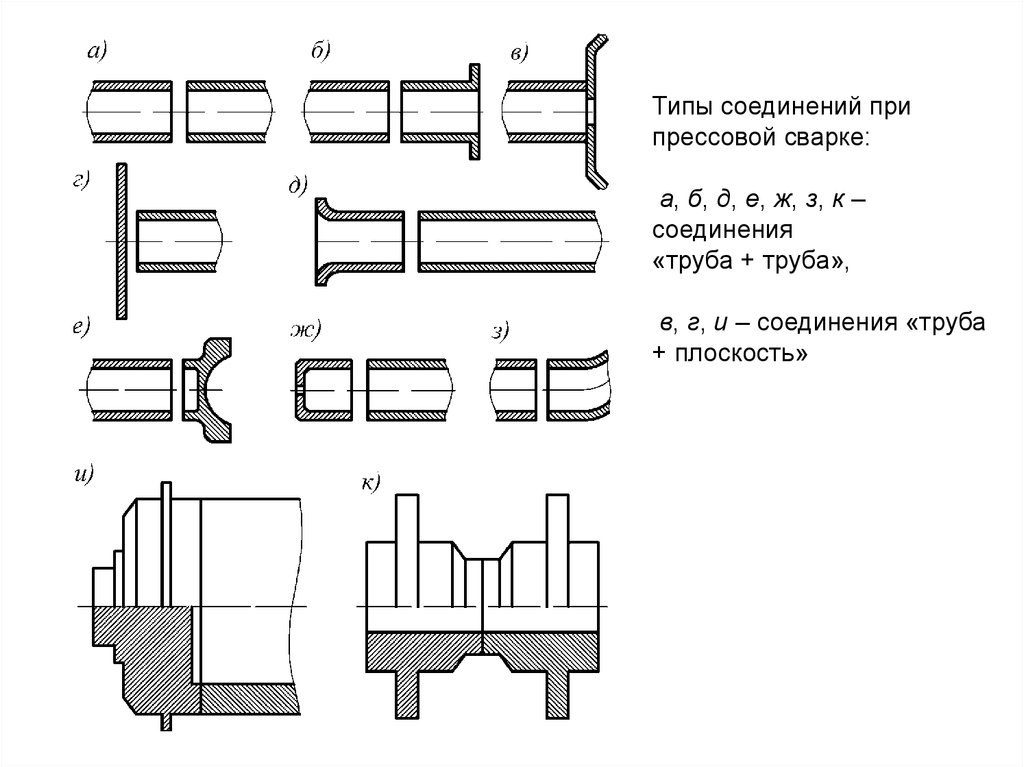
Типы соединений припрессовой сварке:
а, б, д, е, ж, з, к –
соединения
«труба + труба»,
в, г, и – соединения «труба
+ плоскость»
9.
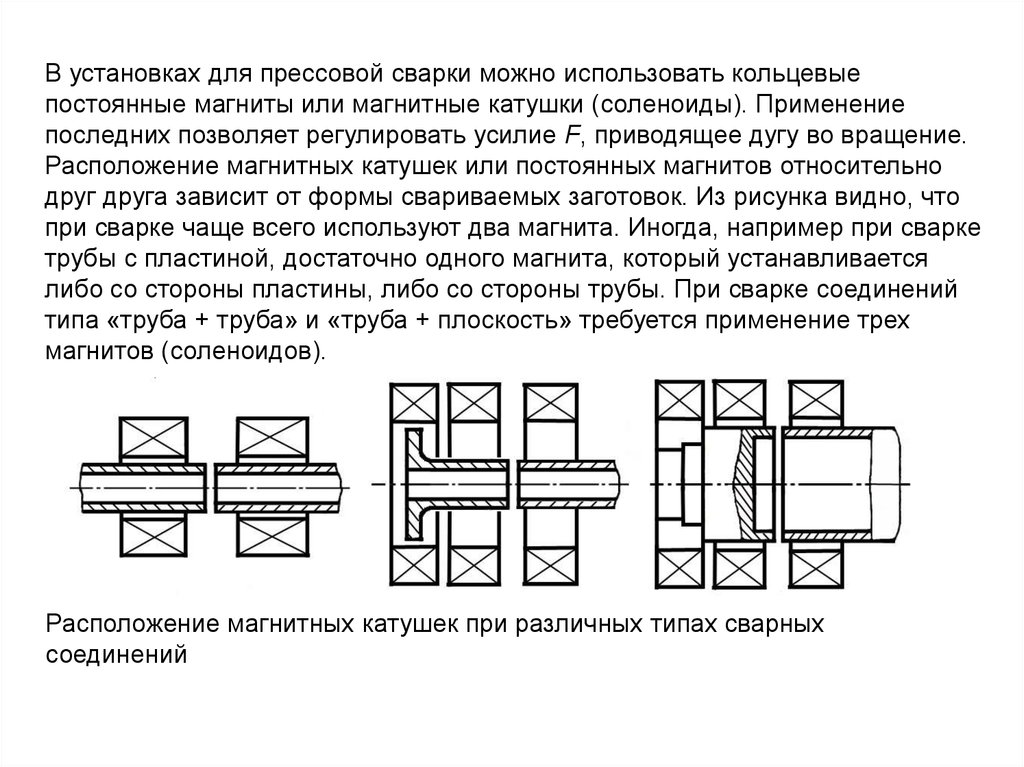
В установках для прессовой сварки можно использовать кольцевыепостоянные магниты или магнитные катушки (соленоиды). Применение
последних позволяет регулировать усилие F, приводящее дугу во вращение.
Расположение магнитных катушек или постоянных магнитов относительно
друг друга зависит от формы свариваемых заготовок. Из рисунка видно, что
при сварке чаще всего используют два магнита. Иногда, например при сварке
трубы с пластиной, достаточно одного магнита, который устанавливается
либо со стороны пластины, либо со стороны трубы. При сварке соединений
типа «труба + труба» и «труба + плоскость» требуется применение трех
магнитов (соленоидов).
Расположение магнитных катушек при различных типах сварных
соединений
10.
Расположение магнитных катушек (магнитов) определяетсяусловиями достижения радиального магнитного поля,
распределенного равномерно по зазору, а также технологическими
соображениями. При чрезмерно большой магнитодвижущей силе
появляется продольная составляющая магнитного поля, влияющая
на вращение дуги. Поэтому магнитодвижущая сила катушки
(магнита) должна быть ограничена.
Важную роль в конструкции любой установки для прессовой сварки
играет устройство поджигания дуги. Она может быть возбуждена с
помощью осциллятора. В этом случае к изоляции машины
предъявляются повышенные требования, а источник питания дуги
должен иметь защиту от пробоя импульсным высоковольтным
сигналом.
Для возбуждения дуги можно использовать также кратковременное
замыкание дугового промежутка. При этом детали перед сваркой
сводятся до соприкосновения на короткий промежуток времени и
разводятся на величину установленного зазора.
11.
Прессовая сварка с нагревом дугой, управляемой магнитным полем,широко применяется для соединения тонкостенных труб небольшого диаметра.
Для сварки толстостенных труб описанный выше процесс в течение длительного
времени казался неприемлемым, поскольку одним из условий равномерного и
стабильного нагрева кромок свариваемых деталей является соизмеримость толщины
стенки трубы и размеров активных пятен столба вращающейся дуги. При сварке
толстостенных труб дуга перемещается по внутренним кромкам торцов, нагревая до
температуры сварки лишь часть свариваемых поверхностей.
В настоящее время разработана технология сварки труб с толщиной стенки до
16 мм. После возбуждения дуги путем создания оптимального распределения
индукции магнитного поля в дуговом зазоре сварочная дуга смещается к наружным
кромкам торцов труб в область максимальных значений магнитной индукции и в
дальнейшем перемещается по наружным кромкам. При этом происходит
относительно равномерное распределение тепловой энергии по кромкам торцов труб
по сравнению с распределением при перемещении дуги по внутренним кромкам.
При управляемом перемещении столба дуги по свариваемым торцам труб с
толщиной стенки 16 мм удается обеспечить требуемую частоту вращения, благодаря
чему расплав в зоне соединения сохраняется в жидком состоянии. Оксиды вместе с
жидким металлом в процессе осадки вытесняются из зоны соединения. При этом
образуются соединения с минимальным внутренним гратом.
Прессовая сварка с нагревом дугой, управляемой магнитным полем, обладает
следующими преимуществами: высокой производительностью, малой удельной
мощностью, небольшим расходом металла на оплавление, незначительной
величиной внутреннего и наружного грата, высоким и стабильным качеством сварных
соединений.
12.
СПАСИБО ЗА ВНИМАНИЕКАКИЕ БУДУТ ВОПРОСЫ?