

















 Военное дело
Военное делоПохожие презентации:
")


")


")

")

Последовательность выполнения демонтажных работ при ремонте машин. Организация и оборудование рабочих мест. (Тема 4.2)
1.
2.
Занятие №2:Последовательность выполнения демонтажных работ
при ремонте машин. Организация и оборудование
рабочих мест.
3.
Учебные цели:1.
2.
3.
Ознакомить обучаемых с последовательностью выполнения демонтажных
работ при ремонте машин.
Ознакомить обучаемых с приспособлениями для выемки агрегатов из
корпуса машины, организацией и оборудованием рабочих мест.
Изучить общие правила разборки машин и агрегатов, обеспечивающие
сохранность узлов, деталей и нормалей.
4.
Учебные вопросы:1.
2.
3.
Последовательность выполнения демонтажных работ при ремонте
машин.
Приспособления для выемки агрегатов из корпуса машины. Организация и
оборудование рабочих мест.
Общие правила разборки машин и агрегатов, обеспечивающие
сохранность узлов, деталей и нормалей.
5.
Первый учебный вопрос:Последовательность выполнения демонтажных
работ при ремонте машин.
6.
Разборка объектаРазборка объекта является ответственным этапом технологического
процесса. Организация и качество разборки объекта оказывает существенное
влияние на продолжительность и трудоемкость ремонта.
Объект подвергается частичной разборке с целью замены или ремонта
неисправных сборочных единиц. Последовательность разборки объекта
зависит от того, какие сборочные единицы требуют замены или ремонта.
На разборку объекта разрабатывается пооперационная карта. В ней
указывается последовательность разборки, применяемый инструмент и
приспособления, технические условия, количество одновременно работающих
ремонтников и нормы времени на каждую операцию.
Технологическая
карта
должна
предусматривать
возможность
одновременной (параллельной) работы возможно большего числа
ремонтников.
7.
8.
Основные операции при разборке объекта могут выполняться в следующейпоследовательности:
- разъединяются гусеницы;
- сливается остаток топлива и масла;
- сливается охлаждающая жидкость (антифриз);
- снимаются аккумуляторные батареи;
- снимается крыша моторно-трансмиссионного отделения;
- объект устанавливается на подставки;
- убираются гусеницы;
- демонтируется ходовая часть;
- демонтируются бортовые коробки передач;
- демонтируется двигатель.
9.
В разборке объекта участвуют специалисты по ремонту вооружения,инфракрасной техники, электроспецоборудования, стабилизатора, системы
управления огнем, комплекса управляемого вооружения и оптики, которые при
необходимости демонтируют:
- приборы прицеливания и наблюдения;
- инфракрасную технику;
- навигационную аппаратуру;
- противооткатные устройства;
- блоки механизма (автомата) заряжания;
- блоки стабилизатора, системы управления огнем и комплекса управляемого
вооружения;
- блоки электроспецоборудования.
10.
Во всех случаях объем разборки объекта должен быть минимальным,обеспечивающим поиск и устранение отказов и повреждений.
Демонтаж сборочных единиц и деталей (их разборка) производится в
последовательности и с соблюдением требований, указанных в Руководстве по
войсковому ремонту объекта.
Неразъемные соединения, а также соединения, имеющие неподвижные
посадки, без надобности не разбираются.
После дефектации сборочных единиц и деталей в объектовых условиях
демонтажу подлежат:
- сборочные единицы и детали, которые признаны неисправными и ремонт
которых невозможен на собранном объекте или подлежащие проверке
технического состояния в разобранном виде согласно указаниям Руководства
по войсковому ремонту объекта;
- сборочные единицы и детали, состояние которых невозможно определить
на собранном объекте или согласно Руководству по войсковому ремонту
объекта целесообразно определять после демонтажа с объекта;
- сборочные единицы и детали, подлежащие доработке в соответствии с
бюллетенями.
Снятые с объекта сборочные единицы, требующие текущего ремонта,
направляются на соответствующие участки и посты для их дефектации и
последующего ремонта.
11.
Второй учебный вопрос:Приспособления для выемки агрегатов из корпуса
машины. Организация и оборудование рабочих мест.
12.
Технологическая оснастка – совокупность приспособлений дляустановки и закрепления заготовок, деталей и инструментов, выполнения
разборочных и сборочных операций, а также для транспортировки
заготовок, деталей или изделий.
В процессе разборки следует обязательно использовать стенды,
съемники, приспособления и инструменты, которые позволяют
центрировать снимаемые детали и равномерно распределять усилия по их
периметру. Отсутствие необходимого оборудования и приспособлений или
неправильное их использование приводят к повреждениям деталей в
процессе разборки машин и их составных частей.
Стенды используют в зависимости от конструктивных
особенностей агрегатов, их размеров, массы и способа организации
производства. По назначению стенды делят на универсальные и
специализированные. В небольших мастерских общего назначения, как
правило, используют универсальные стенды.
13.
Для разборки прессовых соединений в небольших мастерских общегоназначения широко используют универсальные или специальные съемники. При
выпресовке подшипников, сальников, втулок используют оправки и выколотки с
мягкими наконечниками.
14.
При разборке резьбовых соединений применяют механизированный электро-,пневмо- и гидравлический инструменты. При его использовании значительно
повышается производительность разборочных работ, поскольку более половины
всех соединений составляют резьбовые.
При разборке используют также ручной инструмент – гаечные ключи
различных конструкций.
15.
Подъемно-транспортные работы составляют важную часть выполнения какотдельного технологического процесса, так и производственного процесса в целом.
К подъемному оборудованию относятся ручные и электрические тали,
гидравлические и электромеханические домкраты.
Для подъема и транспортирования деталей и агрегатов массой более 20 кг
применяют подъемно-транспортные средства и надежные захватные приспособления. К
подъемно-транспортному оборудованию относятся кран-балки, мостовые краны,
манипуляторы и др.
16.
Рабочее место – это часть производственной площади, закреплённой заданным рабочим (бригадой), со всем необходимым оборудованием,
инструментом, материалами и принадлежностями, которые рабочие применяют
для выполнения производственных задач. При организации рабочих мест
учитываются следующие требования:
1. На посты рабочих мест должны поступать тщательно вымытые детали;
2. Рабочее место должно предусматривать максимальную экономию движений
рабочего;
3. Рабочее место должно быть оснащено механизацией и хорошим
освещением, необходимой документацией и спец. тарой;
4. Принадлежности и инструменты должны находиться на расстоянии
вытянутой руки, причём располагаться они должны так, чтоб брать их в
строгой последовательности;
5. Режущий инструмент должен находиться на деревянной подставке, чтоб
уберечь его от затупления;
6. Чертежи должны находиться на видном месте;
7. Рабочий должен пользоваться только тем инструментом, который требуется
по принадлежности, предохранять инструмент от повреждений и грязи;
8. По окончании рабочего времени, рабочий обязан привести в порядок
рабочие место.
17.
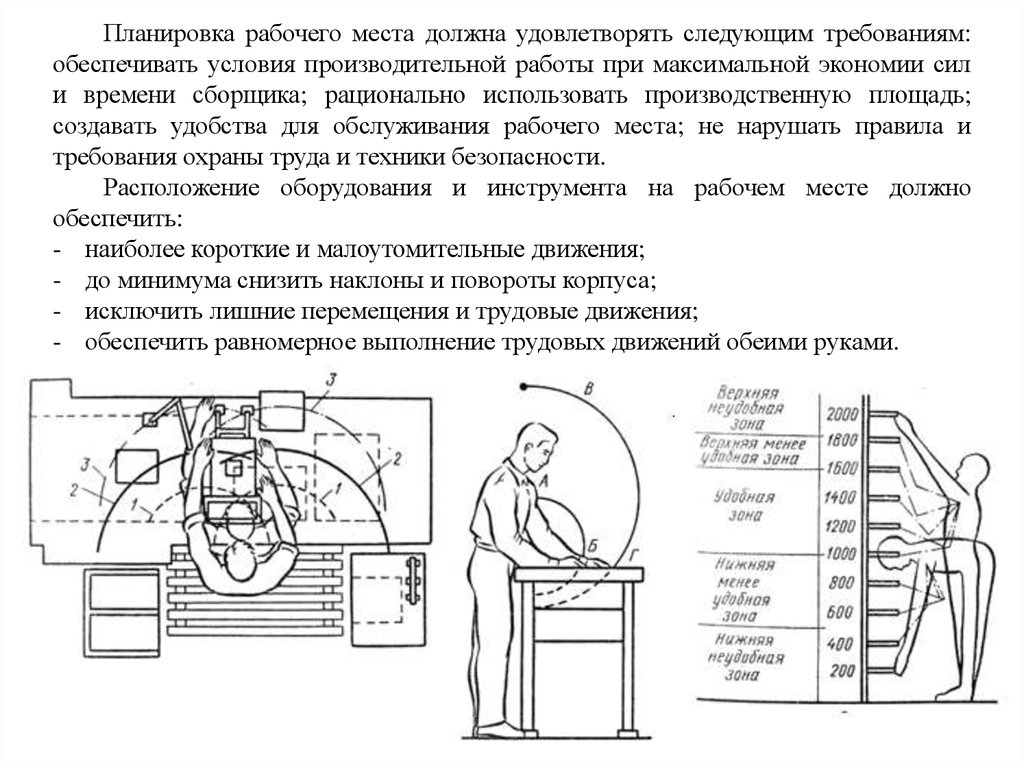
Планировка рабочего места должна удовлетворять следующим требованиям:обеспечивать условия производительной работы при максимальной экономии сил
и времени сборщика; рационально использовать производственную площадь;
создавать удобства для обслуживания рабочего места; не нарушать правила и
требования охраны труда и техники безопасности.
Расположение оборудования и инструмента на рабочем месте должно
обеспечить:
- наиболее короткие и малоутомительные движения;
- до минимума снизить наклоны и повороты корпуса;
- исключить лишние перемещения и трудовые движения;
- обеспечить равномерное выполнение трудовых движений обеими руками.
18.
Для создания таких условий необходимо, чтобы верстак или стол,приспособления, инструменты, стеллажи, а также детали и сборочные единицы,
поступающие на сборку, и техническая документация были размещены на
рабочем месте следующим образом:
- все предметы, которые рабочий берет только правой или только левой рукой,
кладут соответственно справа или слева от него;
- ближе должны лежать предметы, которые требуются чаще, все, чем пользуются
реже, располагают дальше;
- не допускают скученности предметов оснащения, стесняющей действия
рабочего, и разбросанности, вызывающей излишние движения;
- каждый предмет должен иметь свое постоянное место, что делает движения
рабочего наиболее экономичными.
19.
Третий учебный вопрос:Общие правила разборки машин и агрегатов,
обеспечивающие сохранность узлов, деталей и
нормалей.
20.
Общие правила разборки.- Демонтаж с объекта сборочных единиц и деталей производится с целью
устранения их неисправности, если устранить неисправность без
демонтажа невозможно.
- Разборка сборочных единиц и деталей с объектов производится в объеме,
необходимом для выявления и устранения отказов и повреждений.
- Сборочные единицы и детали после снятия с объекта должны быть
промыты, протерты насухо, после чего должно быть проверено их
техническое состояние и принято решение об их дальнейшем
использовании.
- Снятые годные крепежные детали временно устанавливаются на свои
места, а там, где они мешают дальнейшему монтажу, их следует собирать и
складывать в ящик для нормалей. Болты и гайки, у которых сорвано более
двух ниток резьбы или смяты грани, заменяются новыми.
- Не подлежат повторной установке все шплинты, шплинтовочная
проволока, стопорные шайбы и уплотнительные прокладки.
- Снятые при демонтаже и разобранные сборочные единицы, а также концы
отсоединенных трубопроводов должны быть временно закрыты ветошью,
пробками, а при их отсутствии - полиэтиленовой пленкой, обвязанной
шпагатом или шплинтовочной проволокой.
21.
ПРОДОЛЖЕНИЕ:- Для предупреждения неправильной сборки на сопрягаемых деталях
агрегатов и узлов рекомендуется наносить метки краской или керном,
неглубокие риски с той целью, чтобы при последующей сборке установить
детали так, как они сопрягались до разборки.
- В нормально работающих механизмах, имеющих регулируемые соединения,
следует запомнить параметры, характеризующие взаимное расположение
деталей (толщину и количество прокладок, регулируемые зазоры, а также
положение шкал, антенн и др.), чтобы при последующей сборке обеспечить
регулировку механизмов. В случае одновременного ремонта нескольких
одинаковых механизмов на их корпусах наносятся цифровые клейма.
- Шпонки, втулки, валики и другие детали, имеющие неподвижную посадку,
следует отделять только в том случае, если это необходимо для отделения
других деталей и сборок или для ремонта.
Перед сборкой поверхности деталей необходимо обезжирить протереть
чистой ветошью, смоченной уайт-спиритом, вытереть насухо и смазать,
руководствуясь указаниями Руководства по войсковому ремонту объекта.
22.
Перед установкой сборочной единицы в объект следует проверить:- наличие и количество заправляемой смазки;
- наличие и правильность шплинтовки и стопорения гаек и болтов;
- отсутствие на корпусе трещин, сколов, вмятин, короблений;
- пригодность по техническим параметрам агрегата к эксплуатации, а
также готовность к монтажу.
Устанавливаемые в объект сборочные единицы и детали не должны
иметь следов коррозии. Все забоины и заусенцы на посадочных
поверхностях и кромках должны быть перед установкой зачищены.
Болты, гайки, штуцера и другие детали с резьбовыми соединениями,
кроме оговоренных в технических требованиях на монтаж, должны быть
затянуты равномерно и до упора.
Резиновые шайбы – амортизаторы подлежат осмотру и замене по
необходимости.
Все уплотнительные прокладки, соединительные шланги трубопроводов
систем смазки и питания кроме случаев, оговоренных в технических
требованиях на монтаж, необходимо ставить на герметик, а при отсутствии
его на краску (густотертый железный сурик или густотертые цинковые
белила). При установке шлангов допускается краску наносить только на
патрубки и соединительные трубки. Наносить краску на шланги
запрещается.
23.
Вновь устанавливаемые трубопроводы должны быть продуты сжатымвоздухом.
Шланговые соединения плотно затягиваются стяжными хомутами.
Болты хомутов располагаются с учетом удобства монтажа и демонтажа
хомута. На шланги диаметром более 25 мм, а также в местах, оговоренных
особо, необходимо устанавливать по два хомута с каждой стороны. В
остальных случаях устанавливается по одному хомуту. Внутренний стяжной
хомут следует устанавливать непосредственно возле развальцованной части
трубки (патрубка), а внешний так, чтобы конец шланга выступал за стяжной
хомут не менее 3 мм.
Не рекомендуется разукомплектовывать сборочные единицы и детали,
снимаемые для обеспечения доступа к отказавшей (неисправной) сборочной
единице.
При снятии и разборке особо ответственных узлов, а также при снятии
деталей, нарушающих балансировку и центровку, на сопряженных деталях
ставятся метки и сборка производится по меткам.
На объект должны устанавливаться сборочные единицы и детали со
сроком хранения, предусмотренным техническими требованиями.
24.
Болты и гайки необходимо стопорить с соблюдением следующих требований:- при стопорении разводным шплинтом последний должен плотно входить в
отверстие болта. Допускается выступание шплинта из прорези гайки не более
0,3 диаметра шплинта;
- при стопорении стопорной (отгибной) шайбой отогнутые выступы шайбы
должны плотно прилегать к граням гайки (болта) и не иметь трещин в местах
изгиба. Повторное отгибание шайбы не допускается;
- при стопорении проволокой натяжение ее при скручивании должно создавать
в шплинтуемых болтах (гайках) вращающий момент, действующий в
направлении ввертывания болта. Проволока должна быть мягкой и
обеспечивать после скрутки концов натяжение всех ветвей. Скрученные концы
должны быть обрезаны на расстоянии 5…7 мм от начала скрутки;
- при стопорении пружинными шайбами допускается устанавливать не более
одной пружинной шайбы.
При монтаже допускается:
- подгибка труб до сопряжения соединяемых элементов в свободном,
незакрепленном состоянии; при этом должны быть обеспечены овальность
труб в местах изгибов не более 20 процентов наружного диаметра и расстояние
от места подгибки трубы до места пайки – не менее двух диаметров трубы;
- местная подгибка тяг в случае заедания их при перемещении или касании
друг друга, корпуса объекта или соседних узлов;
- подгибка и правка скоб, планок и других деталей из листового металла.
25.
При проведении работ по разборке объекта могут появиться проблемы сдемонтажом резьбовых соединений, и особенно тех резьбовых соединений,
которые длительное время подвергались агрессивному воздействию
окружающей среды.
При откручивании гаек со шпилек необходимо предварительно очищать
выступающую над гайкой резьбовую часть шпильки с помощью
металлической щетки с тем, чтобы удалить грязь и возможную ржавчину. Этим
вы исключите прогон гайки по загрязненной резьбе. Перед откручиванием
гайки нужно обработать очищенный участок резьбы растворителем ржавчины.
В случае откручивания болтов из приварных гаек кузова желательно и эти
резьбовые соединения обработать растворителем ржавчины с внутренней
стороны кузова. Головки подобных болтов, а также сами приварные гайки
довольно часто отрываются.
Резьбовые винты с головками под обыкновенную либо крестовидную
отвертку тоже могут сложно откручиваться. Крестовидные отвертки часто
выскакивают из шлица, при этом повреждая его. Чтобы исключить подобные
явления, можно воспользоваться отвертками под обычный либо крестовидный
шлиц со сквозным, проходным через ручку отвертки, металлическим
стержнем, установив в шлиц головки винта и постучав молотком по
выступающему над ручкой отвертки ее металлическому стержню. В
большинстве случаев подобный метод помогает ослабить резьбовое
соединение, и винты легко откручиваются.
26.
Иногда из-за малой длины рукоятки ключа возникают трудности приотворачивании болтов. В данном применяется следующее решение подобных
затруднительных ситуаций: вставьте ключ в головку болта и наденьте на его
рукоятку удлинитель, например какой-нибудь подходящий торцовый ключ.
Осложнения также могут возникать при откручивании гаек и болтов с
закругленными гранями вследствие использования гаечных ключей
несоответствующего размера. Такие гайки и болты можно попробовать
отвернуть с помощью трубного (газового) ключа.
27.
В зависимости от имеющегося пространства подобные свернутые гайки можноразрубать зубилом либо распиливать ножовкой, пуская полотно вдоль резьбы. В этой
связи можно использовать, если позволяет пространство, специальное
гайкораскалывающее приспособление (гайкораскалыватель).
28.
Иногда случается, что у болта обрывается головка. Для извлечения оставшейсярезьбовой части болта из резьбового отверстия нужно просверлить отверстие по
центру остатка болта, в которое закручивается специальный винт-извлекатель с
левой резьбой. В процессе затяжки такого винта его резьба начинает врезаться в
тело обломка болта и увлекает его за собой, выкручивая из резьбового отверстия.
Другая возможность извлечения обломка болта — сверление отверстия диаметром,
близким к диаметру резьбового отверстия, в котором остался оборванный фрагмент
болта, и последующее закручивание резьбонарезного метчика в рассверленное тело
обломка.
29.
Задание на самостоятельную подготовкуЛитература:
1. Ремонт бронетанковой техники; учебник / И.Ю.Лепешинский, Омск:
изд-во ОмГТУ, 2011, стр. 148-170.