





















 Промышленность
ПромышленностьПохожие презентации:










Технология сборки и сварки труб и секций трубопроводов
1. Технология сборки и сварки труб и секций трубопроводов
2. ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромокГазопламенный резак
Воздушноплазменная резка
3. ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Резка труб и обработка кромокФрезерный станок
4. ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Очистка поверхности свариваемыхкромок
5. ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сваркуНаружный центратор
6. ПОДГОТОВКА ТРУБ ПОД СВАРКУ
Сборка стыков под сваркуВнутренний
центратор
7. Газовая сварка трубопроводов
1. Сварка труб диаметромдо 159 мм
Трубы диаметром 14-48 мм с
толщиной стенки до 3 мм
сваривают левым способом.
Трубы диаметром 57-159 мм
с толщиной стенки более 3
мм сваривают правым
способом. Сварочная
ванночка должна
располагаться ниже верхней
точки трубы.
8. Газовая сварка трубопроводов
2. Сварка трубдиаметром до 300 мм
При сварке поворотного
стыка труб диаметром
200 – 300 мм для
уменьшения внутренних
напряжений швы
накладывают
отдельными участками в
указанном порядке.
9. Газовая сварка трубопроводов
3. Сварка труб двумясварщиками
Сварку труб диаметром
500-600 мм могут вести
одновременно два
сварщика. Сначала
сваривают верхнюю часть
трубы на участках 1 и 2, а
затем трубу
поворачивают и также
одновременно
заваривают участки 3 и 4.
10. Газовая сварка
4. Сварка без поворота трубыНеповоротные стыки труб диаметром
до 100 мм заваривают в следующем
порядке: вначале выполняется шов на
нижней половине трубы, а затем – на
верхней при обратном направлении.
Начало и конец шва верхней половины
трубы должен перекрывать шов нижней
половины, для того, чтобы валик шва
получился равнопрочным по всей
окружности стыка. Трубы большего
диаметра варят в указанном порядке.
11. Газовая сварка трубопроводов
5. Сварка труб втруднодоступных местах
В труднодоступных местах,
где нет возможности
приблизить горелку к
сварочному шву, выполняют
сварку с козырьком. Для
этого в трубе вырезают
козырек, сваривают
труднодоступные места с
внутренней стороны трубы,
прикладывают козырек на
место и заваривают
остальные швы.
12. Ручная электродуговая сварка
1. Сварка поворотных стыковПервый слой высотой 3 – 4 мм сваривают
электродами диаметром 2 – 4 мм. Второй
слой наплавляется электродами большего
диаметра и при повышенном токе. Первые
два слоя можно выполнить одним из трех
способов:
13. Ручная электродуговая сварка
I - ый способСтык делят на четыре участка. Вначале
сваривают участки 1 – 2, после чего трубу
поворачивают на 180° и заваривают участки
3 и 4. Затем трубу поворачивают еще на 90°
и сваривают участки 5 и 6, затем
поворачивают трубу на 180° и сваривают
участки 7 и 8.
14. I - ый способ
15. Ручная электродуговая сварка
II - ой способСтык делят на четыре участка. Вначале
сваривают участки 1 и 2, затем
поворачивают трубу на 90° и сваривают
участки 3 и 4. После сварки первого слоя
трубу поворачивают на 90° и сваривают
участки 5 и 6, затем поворачивают трубу
на 90° и сваривают участки 7 и 8.
16. II - ой способ
17. Ручная электродуговая сварка
III - ий способСтык делят на несколько участков (при
сварке труб диаметром более 500 мм).
Сварку ведут обратноступенчатым
способом отдельными участками. Длина
каждого участка шва (1 — 8) составляет 150
— 300 мм и зависит от диаметра трубы.
18. III - ий способ
19. Ручная электродуговая сварка
2. Сварка неповоротных стыковНеповоротные стыки труб при толщине стенок до
12 мм свариваются в три слоя. Высота каждого
слоя не должна превышать 4 мм, а ширина валика
должна быть равной двум-трем диаметрам
электрода.
Стыки труб диаметром более 300 мм свариваются
обратноступенчатым способом. Длина каждого
участка должна быть 150 — 300 мм, швы
накладывают в указанном порядке.
20. Сварка неповоротных стыков
21. 3. Сварка горизонтальных стыков
22.
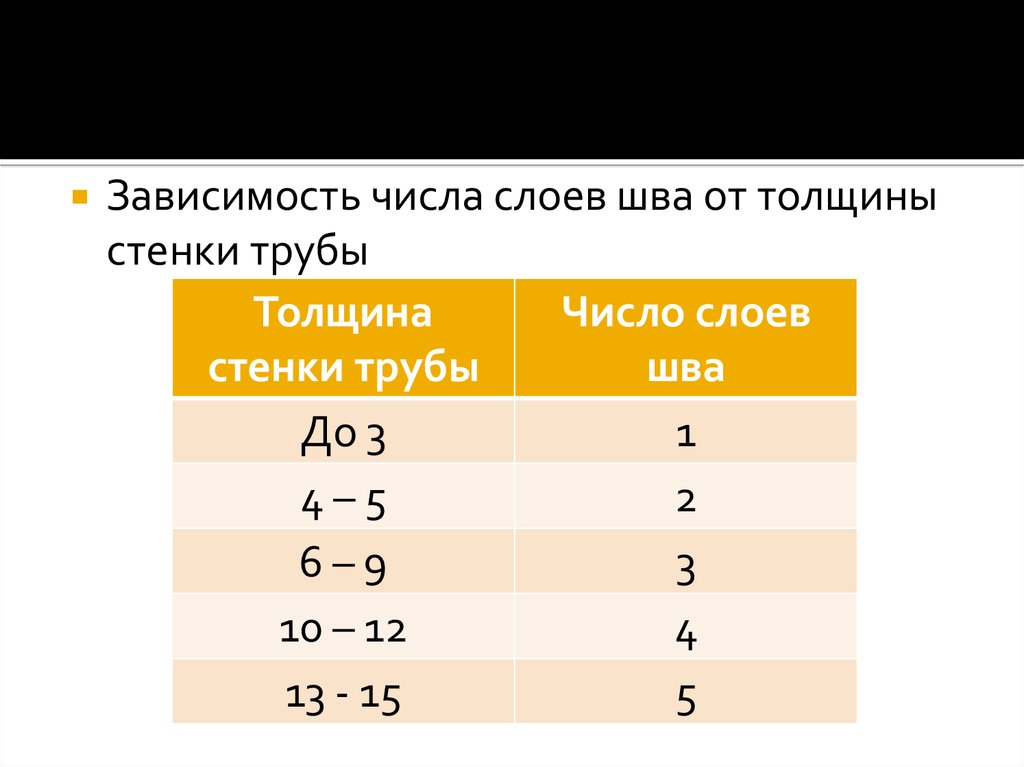
Зависимость числа слоев шва от толщиныстенки трубы
Толщина
Число слоев
стенки трубы
шва
До 3
1
4–5
2
6–9
3
10 – 12
4
13 - 15
5
23. Контрольные вопросы
1. Какие основные виды сварки применяют притрубопроводных работах?
2. В чем заключается подготовка труб под сварку?
3. В чем заключаются особенности центровки стыков
труб?
4. Как выполняют газовую сварку трубных конструкций?
5. Как выполняют дуговую сварку трубных конструкций?
6. В чем преимущества автоматической сварки перед
ручной?