
 Программное обеспечение
Программное обеспечениеПохожие презентации:









")
Cals-технологии в САПР
1. САПР ТП
1.2.
3.
4.
Cals-технологии в САПР
ЕИП
Системный подход к проектированию ТП
Типовая последовательность проектирования ТП
2.
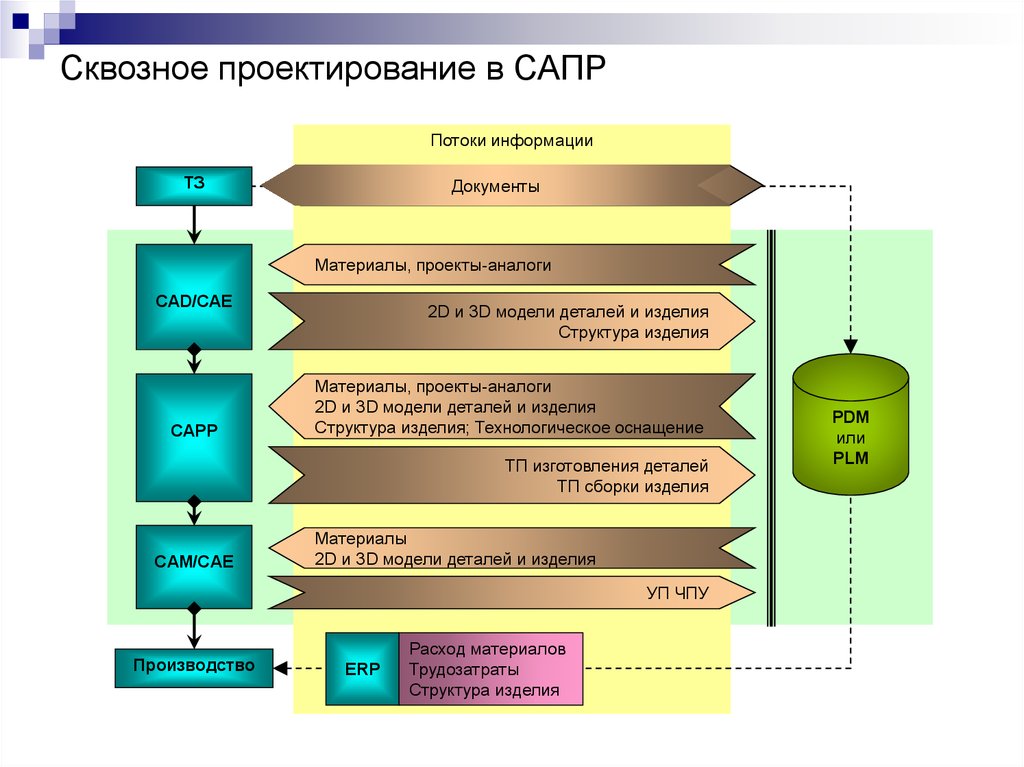
Сквозное проектирование в САПРПотоки информации
ТЗ
Документы
Документы
Материалы, проекты-аналоги
CAD/CAE
CAPP
2D и 3D модели деталей и изделия
Структура изделия
Материалы, проекты-аналоги
2D и 3D модели деталей и изделия
Структура изделия; Технологическое оснащение
ТП изготовления деталей
ТП сборки изделия
CAM/CAE
Материалы
2D и 3D модели деталей и изделия
УП ЧПУ
Производство
ERP
Расход материалов
Трудозатраты
Структура изделия
PDM
или
PLM
3.
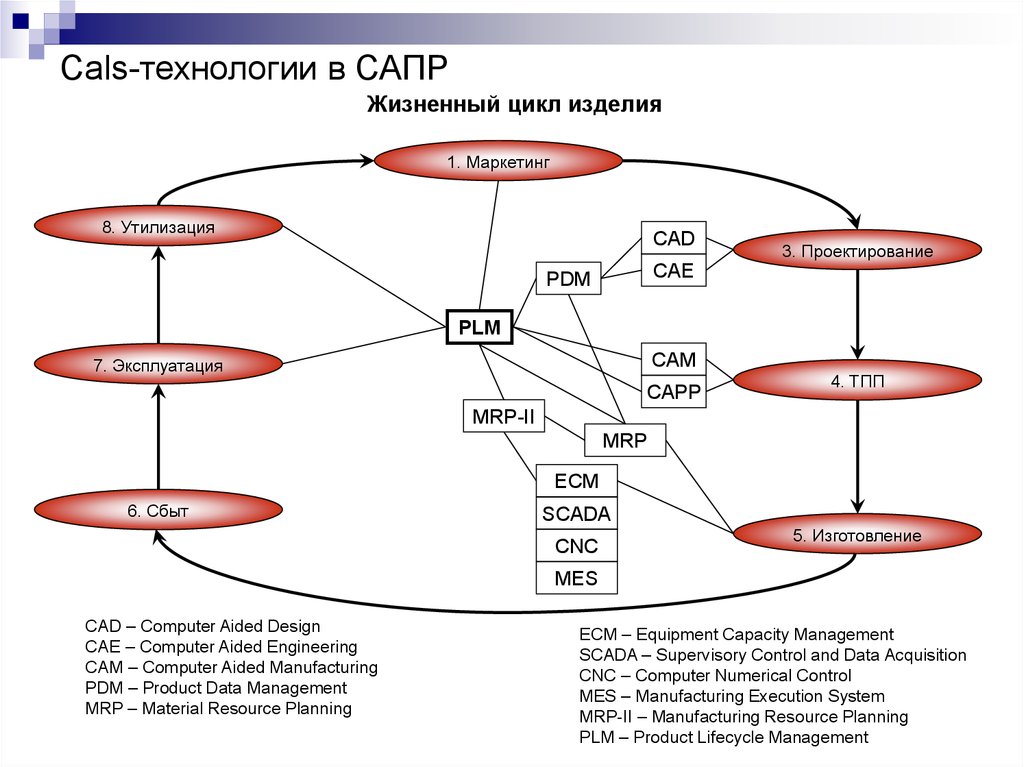
Cals-технологии в САПРЖизненный цикл изделия
1. Маркетинг
8. Утилизация
CAD
3. Проектирование
CAE
PDM
PLM
CAM
7. Эксплуатация
CAPP
4. ТПП
MRP-II
MRP
ECM
6. Сбыт
SCADA
CNC
5. Изготовление
MES
CAD – Computer Aided Design
CAE – Computer Aided Engineering
CAM – Computer Aided Manufacturing
PDM – Product Data Management
MRP – Material Resource Planning
ECM – Equipment Capacity Management
SCADA – Supervisory Control and Data Acquisition
CNC – Computer Numerical Control
MES – Manufacturing Execution System
MRP-II – Manufacturing Resource Planning
PLM – Product Lifecycle Management
4.
Cals-технологии в САПРCALS - Continuous Acquisition and Life cycle Support
1985 г, министерство обороны США
Цели использования CALS-технологий:
сокращение затрат (10-30%) и трудоемкости (40-60%) процессов технической подготовки и
освоения производства новых изделий;
сокращение сроков вывода (25-75%) на рынок новых конкурентоспособных изделий;
сокращение брака (20-70%) и затрат, связанных с внесением изменений в конструкцию;
увеличение объемов продаж изделий, снабженных электронной технической документацией (в
частности, эксплуатационной), составленной в соответствии с требованиями международных
стандартов;
сокращение затрат на эксплуатацию (<30%), обслуживание и ремонт изделий ("затрат на
владение").
Основные принципы при реализации целей:
•информационная поддержка всех этапов ЖЦИ;
•единство преставления и интерпретации данных в процессах информационного обмена между
АС и их подсистемами;
•доступность информации для всех участников ЖЦИ в любое время и в любом месте;
•унификация и стандартизация средств взаимодействия АС и их подсистем;
•Поддержка процедур совещенного (параллельного) проектирования систем.
5.
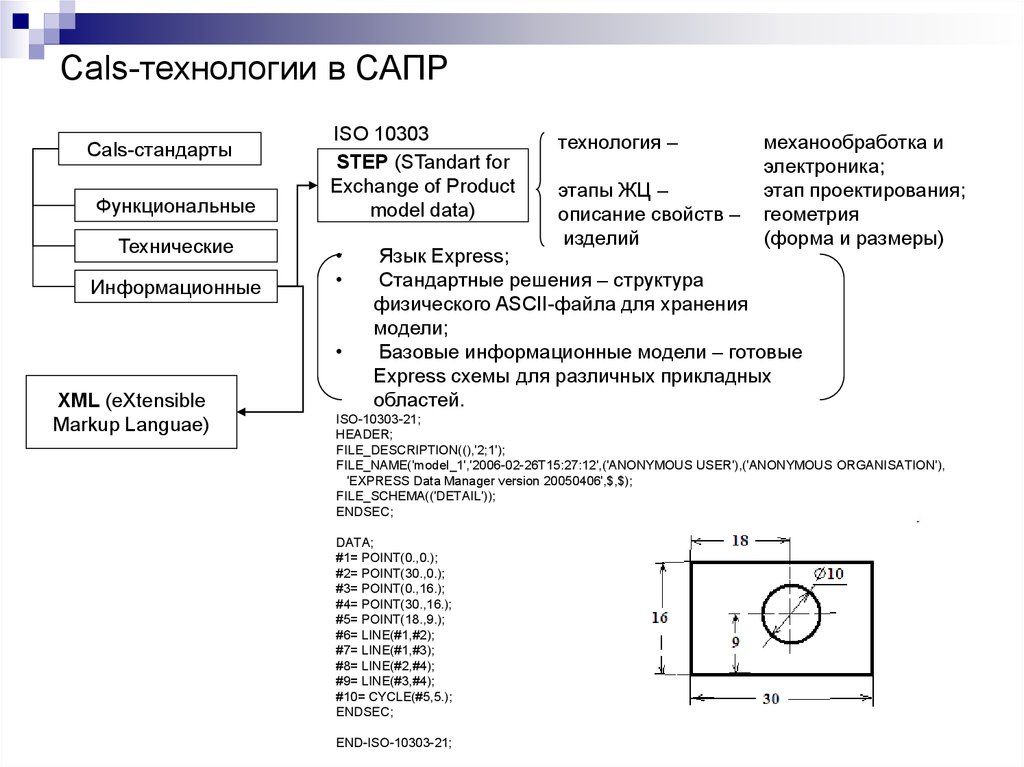
Cals-технологии в САПРCals-стандарты
Функциональные
Технические
Информационные
ISO 10303
STEP (STandart for
Exchange of Product
model data)
XML (eXtensible
Markup Languae)
технология –
этапы ЖЦ –
описание свойств –
изделий
механообработка и
электроника;
этап проектирования;
геометрия
(форма и размеры)
Язык Express;
Стандартные решения – структура
физического ASCII-файла для хранения
модели;
Базовые информационные модели – готовые
Express схемы для различных прикладных
областей.
ISO-10303-21;
HEADER;
FILE_DESCRIPTION((),'2;1');
FILE_NAME('model_1','2006-02-26T15:27:12',('ANONYMOUS USER'),('ANONYMOUS ORGANISATION'),
'EXPRESS Data Manager version 20050406',$,$);
FILE_SCHEMA(('DETAIL'));
ENDSEC;
DATA;
#1= POINT(0.,0.);
#2= POINT(30.,0.);
#3= POINT(0.,16.);
#4= POINT(30.,16.);
#5= POINT(18.,9.);
#6= LINE(#1,#2);
#7= LINE(#1,#3);
#8= LINE(#2,#4);
#9= LINE(#3,#4);
#10= CYCLE(#5,5.);
ENDSEC;
END-ISO-10303-21;
6.
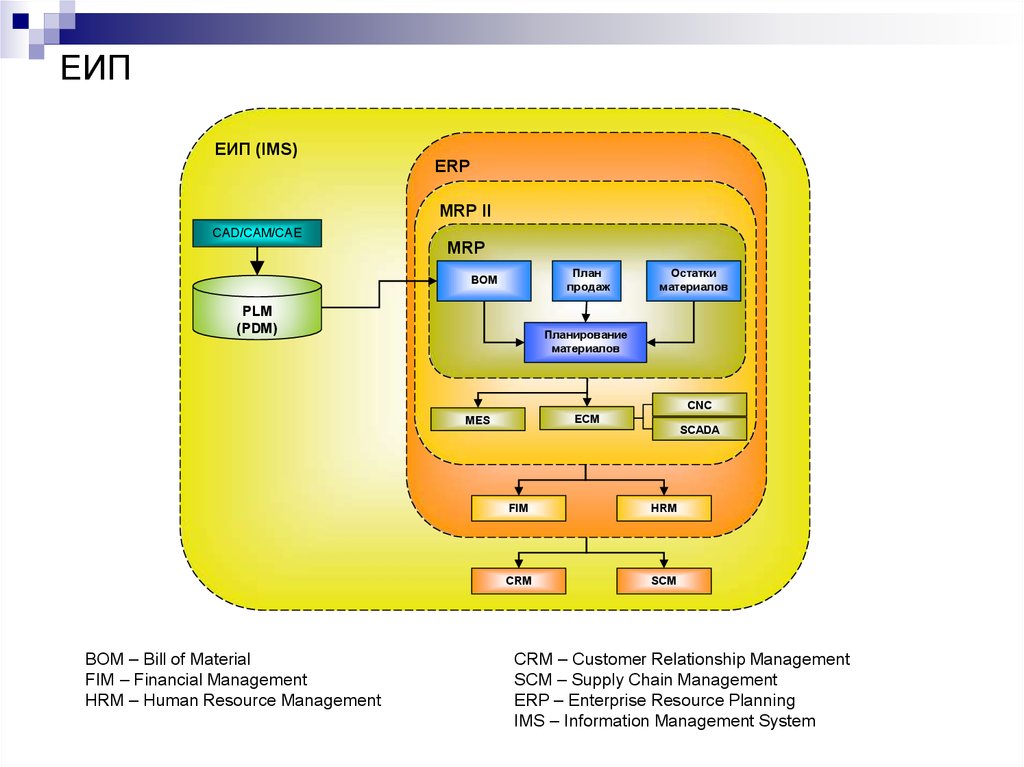
ЕИПЕИП (IMS)
ERP
MRP II
CAD/CAM/CAE
MRP
План
продаж
BOM
PLM
(PDM)
Остатки
материалов
Планирование
материалов
CNC
ECM
MES
BOM – Bill of Material
FIM – Financial Management
HRM – Human Resource Management
SCADA
FIM
HRM
CRM
SCM
CRM – Customer Relationship Management
SCM – Supply Chain Management
ERP – Enterprise Resource Planning
IMS – Information Management System
7.
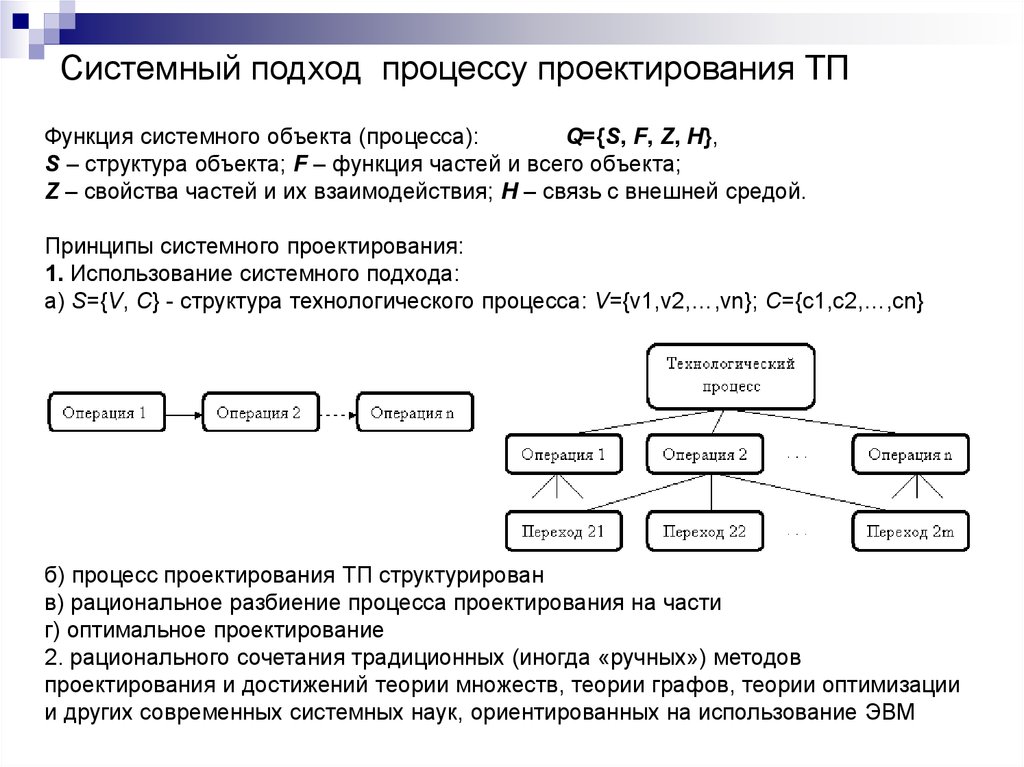
Системный подход процессу проектирования ТПФункция системного объекта (процесса):
Q={S, F, Z, H},
S – структура объекта; F – функция частей и всего объекта;
Z – свойства частей и их взаимодействия; H – связь с внешней средой.
Принципы системного проектирования:
1. Использование системного подхода:
а) S={V, C} - структура технологического процесса: V={v1,v2,…,vn}; C={c1,c2,…,cn}
б) процесс проектирования ТП структурирован
в) рациональное разбиение процесса проектирования на части
г) оптимальное проектирование
2. рационального сочетания традиционных (иногда «ручных») методов
проектирования и достижений теории множеств, теории графов, теории оптимизации
и других современных системных наук, ориентированных на использование ЭВМ
8.
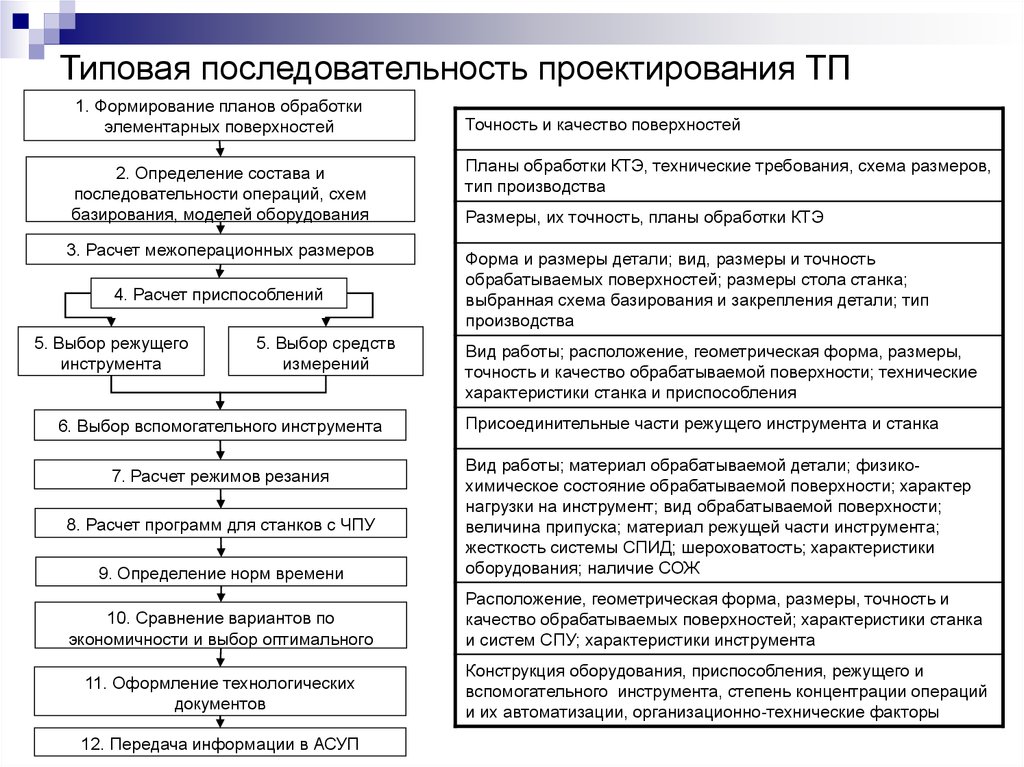
Типовая последовательность проектирования ТП1. Формирование планов обработки
элементарных поверхностей
2. Определение состава и
последовательности операций, схем
базирования, моделей оборудования
3. Расчет межоперационных размеров
4. Расчет приспособлений
5. Выбор режущего
инструмента
5. Выбор средств
измерений
6. Выбор вспомогательного инструмента
7. Расчет режимов резания
8. Расчет программ для станков с ЧПУ
9. Определение норм времени
Точность и качество поверхностей
Планы обработки КТЭ, технические требования, схема размеров,
тип производства
Размеры, их точность, планы обработки КТЭ
Форма и размеры детали; вид, размеры и точность
обрабатываемых поверхностей; размеры стола станка;
выбранная схема базирования и закрепления детали; тип
производства
Вид работы; расположение, геометрическая форма, размеры,
точность и качество обрабатываемой поверхности; технические
характеристики станка и приспособления
Присоединительные части режущего инструмента и станка
Вид работы; материал обрабатываемой детали; физикохимическое состояние обрабатываемой поверхности; характер
нагрузки на инструмент; вид обрабатываемой поверхности;
величина припуска; материал режущей части инструмента;
жесткость системы СПИД; шероховатость; характеристики
оборудования; наличие СОЖ
10. Сравнение вариантов по
экономичности и выбор оптимального
Расположение, геометрическая форма, размеры, точность и
качество обрабатываемых поверхностей; характеристики станка
и систем СПУ; характеристики инструмента
11. Оформление технологических
документов
Конструкция оборудования, приспособления, режущего и
вспомогательного инструмента, степень концентрации операций
и их автоматизации, организационно-технические факторы
12. Передача информации в АСУП