






 Промышленность
ПромышленностьПохожие презентации:









")
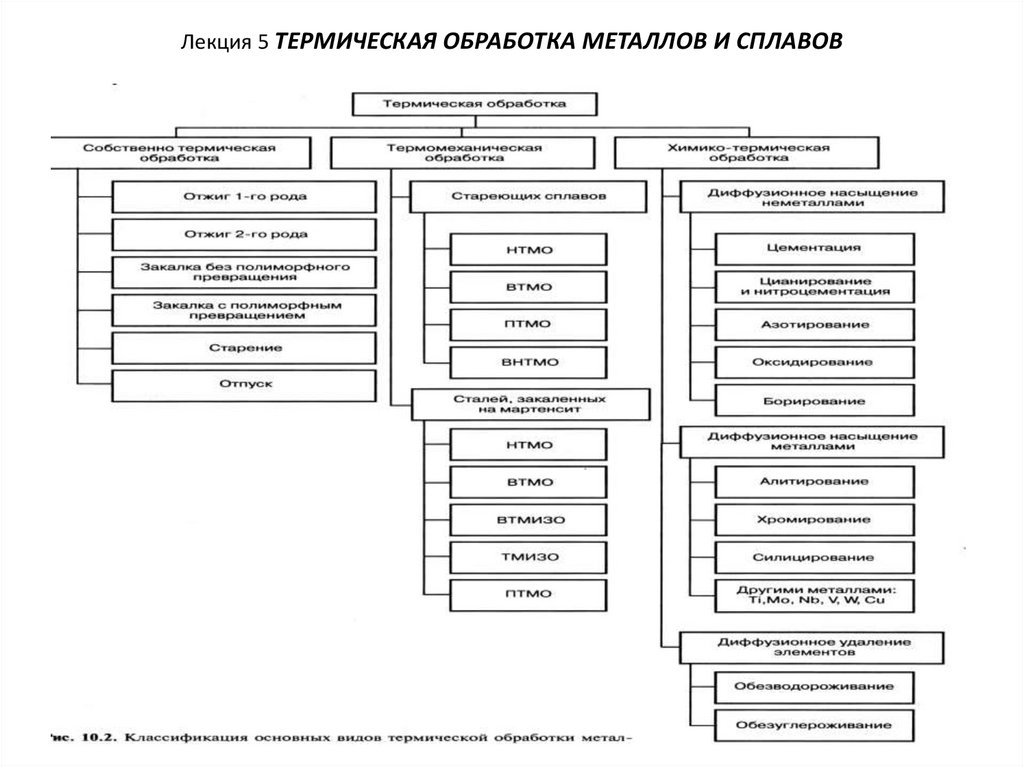
Термическая обработка металлов и сплавов
1.
Лекция 5 ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ И СПЛАВОВ2.
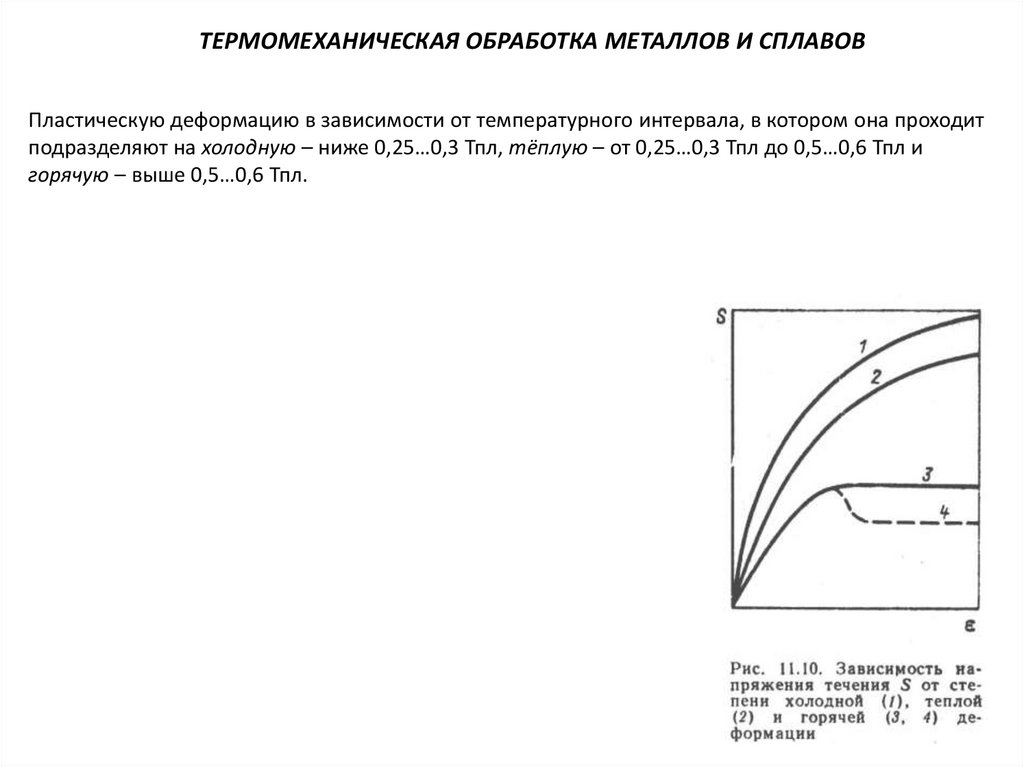
ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ И СПЛАВОВПластическую деформацию в зависимости от температурного интервала, в котором она проходит
подразделяют на холодную – ниже 0,25…0,3 Тпл, тёплую – от 0,25…0,3 Тпл до 0,5…0,6 Тпл и
горячую – выше 0,5…0,6 Тпл.
3.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА (ХТО) ЖЕЛЕЗОУГЛЕРОДИСТЫХСПЛАВОВ
ХТО – сочетание теплового и химического воздействия на материал с целью
изменения состава, структуры и свойств поверхностных слоёв изделий путём
диффузионного насыщения их металлами и неметаллами из внешней активной
среды
Влияние времени насыщения (а), температуры (б) и концентрации диффундирующего элемента (в) на
толщину диффузионного слоя
4.
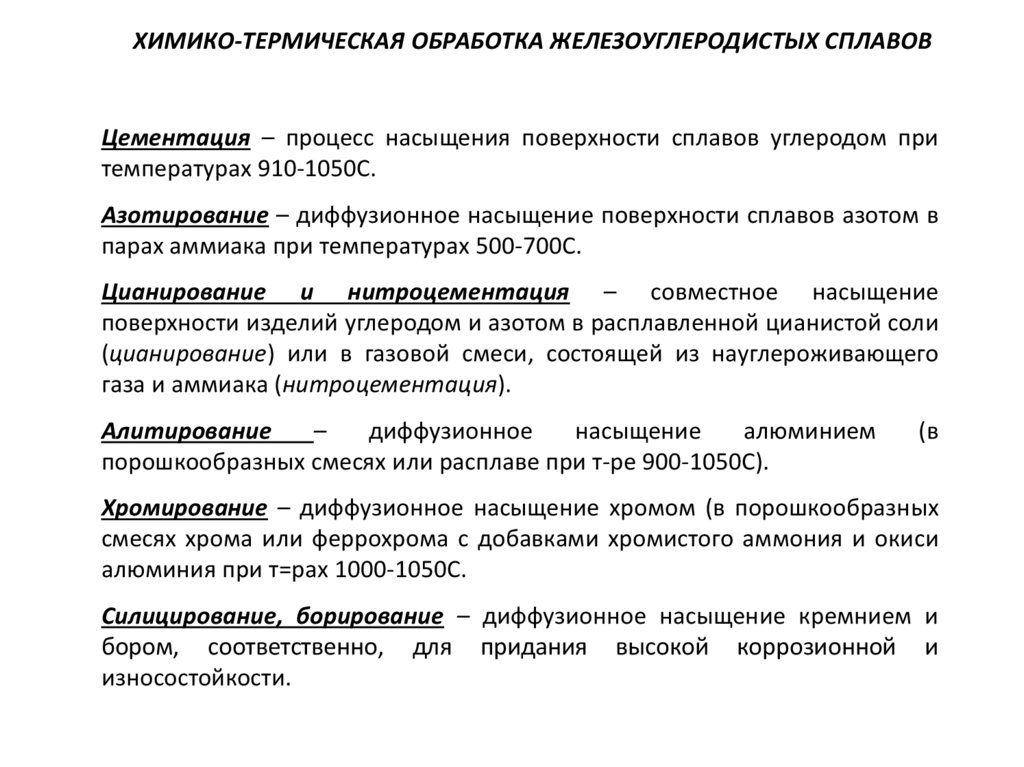
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВЦементация – процесс насыщения поверхности сплавов углеродом при
температурах 910-1050С.
Азотирование – диффузионное насыщение поверхности сплавов азотом в
парах аммиака при температурах 500-700С.
Цианирование и нитроцементация – совместное насыщение
поверхности изделий углеродом и азотом в расплавленной цианистой соли
(цианирование) или в газовой смеси, состоящей из науглероживающего
газа и аммиака (нитроцементация).
Алитирование
–
диффузионное
насыщение
алюминием
порошкообразных смесях или расплаве при т-ре 900-1050С).
(в
Хромирование – диффузионное насыщение хромом (в порошкообразных
смесях хрома или феррохрома с добавками хромистого аммония и окиси
алюминия при т=рах 1000-1050С.
Силицирование, борирование – диффузионное насыщение кремнием и
бором, соответственно, для придания высокой коррозионной и
износостойкости.
5.
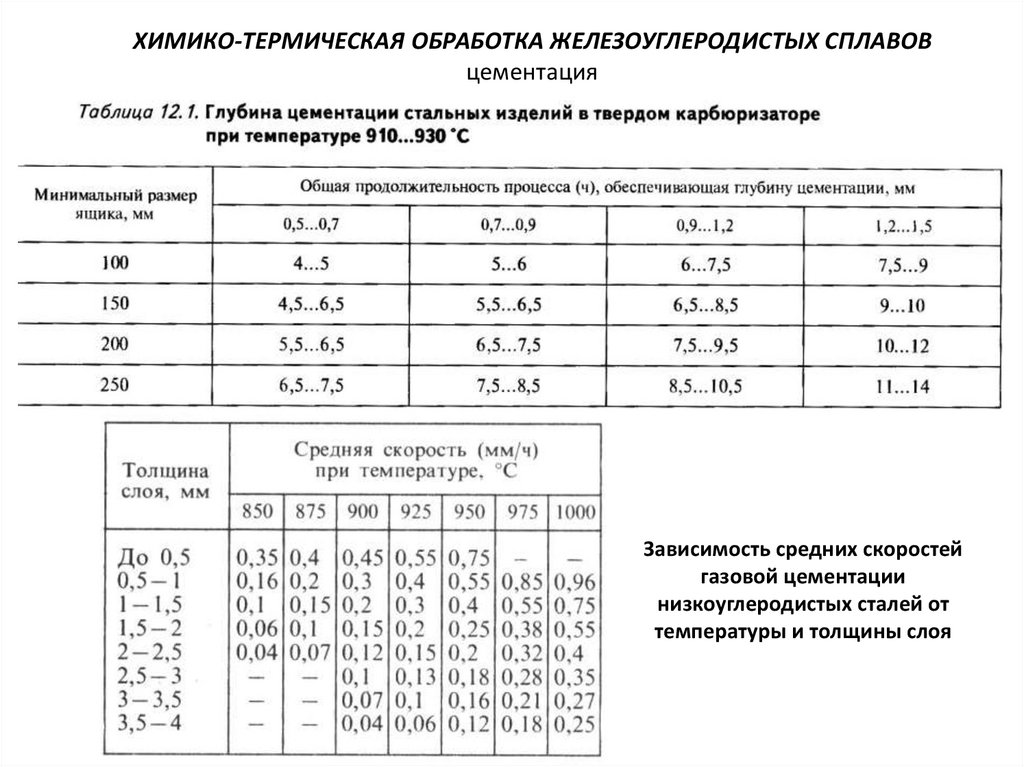
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВцементация
Зависимость средних скоростей
газовой цементации
низкоуглеродистых сталей от
температуры и толщины слоя
6.
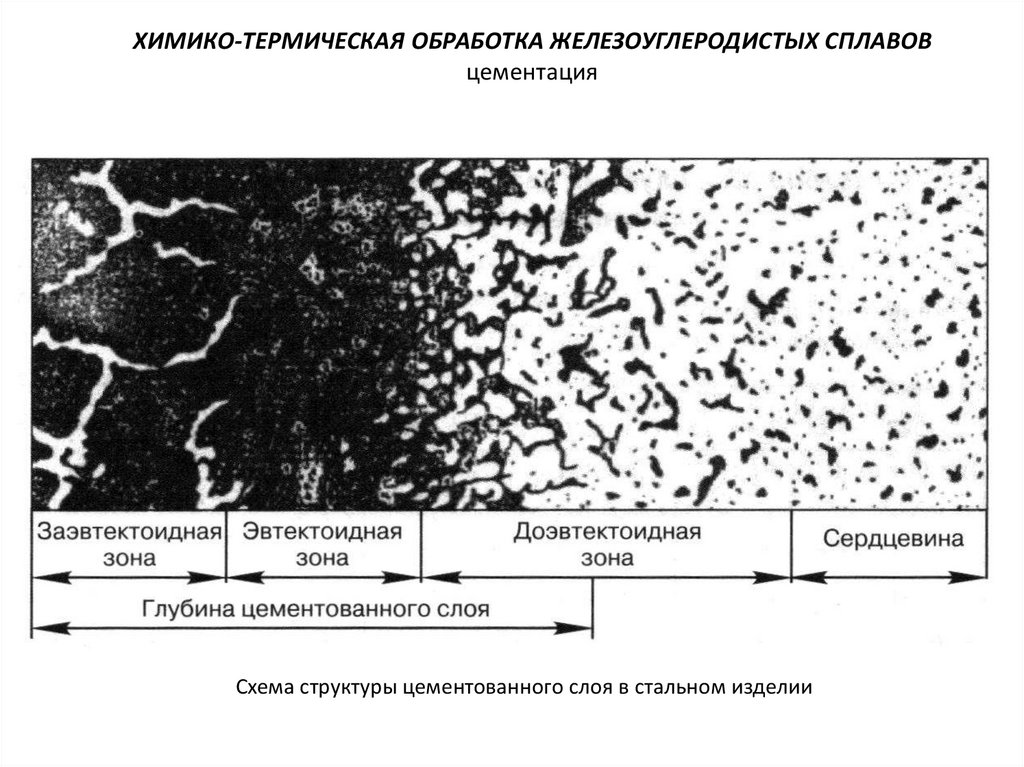
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВцементация
Схема структуры цементованного слоя в стальном изделии
7.
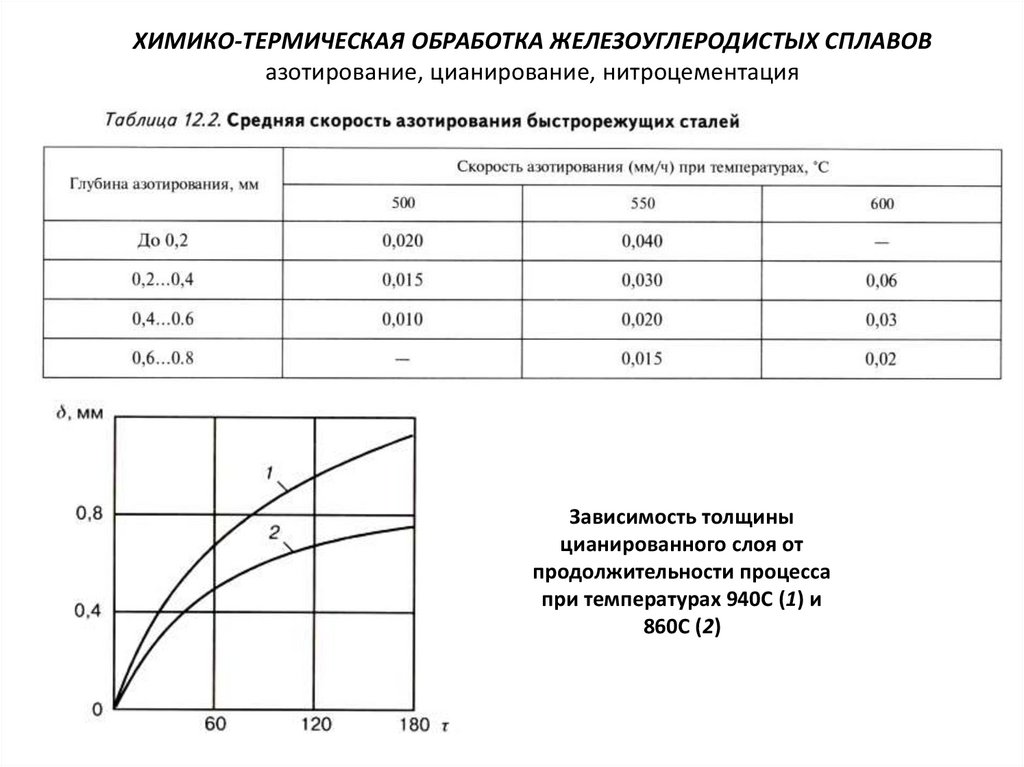
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВазотирование, цианирование, нитроцементация
Зависимость толщины
цианированного слоя от
продолжительности процесса
при температурах 940С (1) и
860С (2)
8.
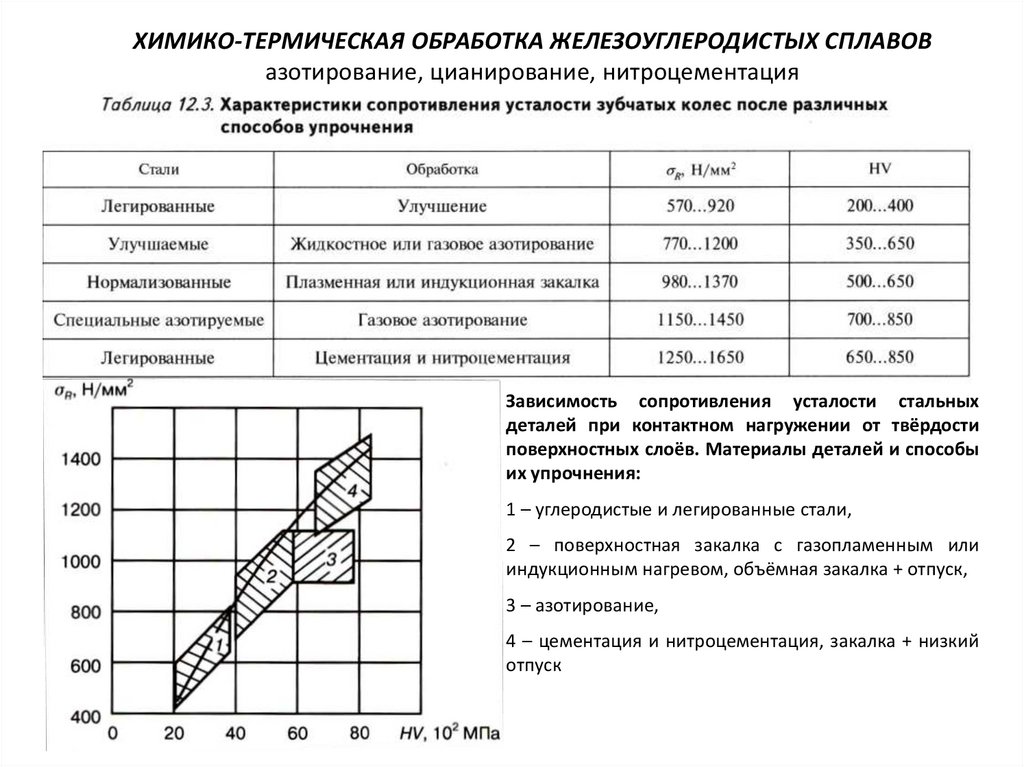
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВазотирование, цианирование, нитроцементация
Зависимость сопротивления усталости стальных
деталей при контактном нагружении от твёрдости
поверхностных слоёв. Материалы деталей и способы
их упрочнения:
1 – углеродистые и легированные стали,
2 – поверхностная закалка с газопламенным или
индукционным нагревом, объёмная закалка + отпуск,
3 – азотирование,
4 – цементация и нитроцементация, закалка + низкий
отпуск
9.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВдиффузионное насыщение металлами и неметаллами
10.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ11.
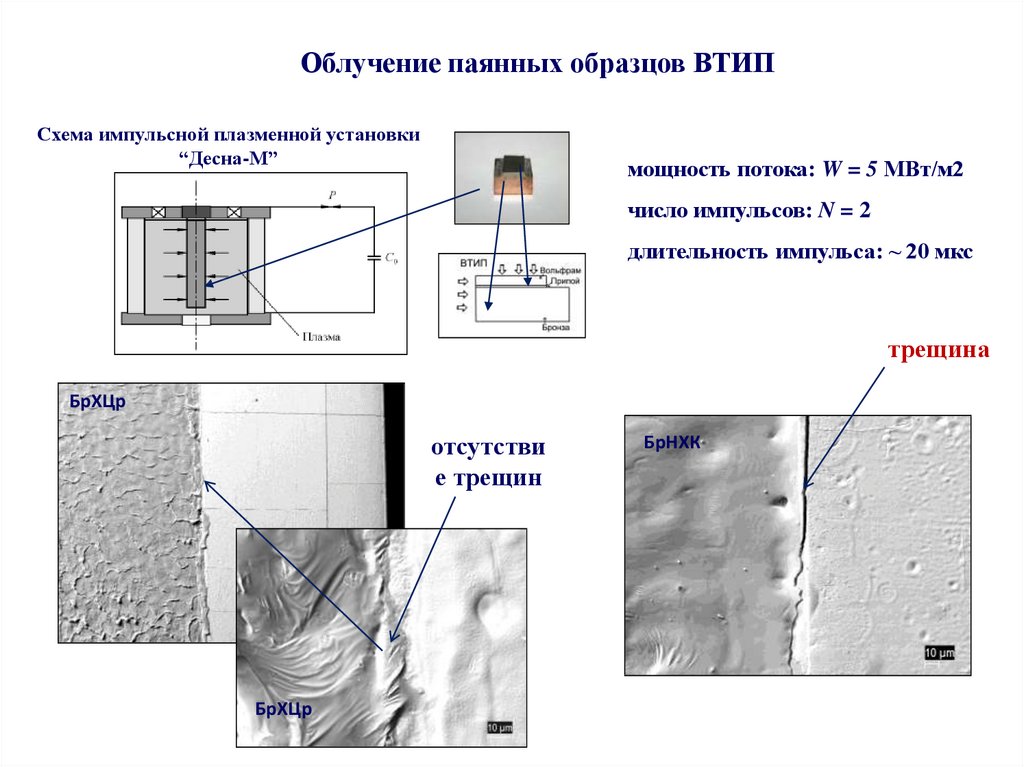
Облучение паянных образцов ВТИПСхема импульсной плазменной установки
“Десна-М”
мощность потока: W = 5 МВт/м2
число импульсов: N = 2
длительность импульса: ~ 20 мкс
трещина
БрХЦр
отсутстви
е трещин
БрХЦр
БрНХК
12.
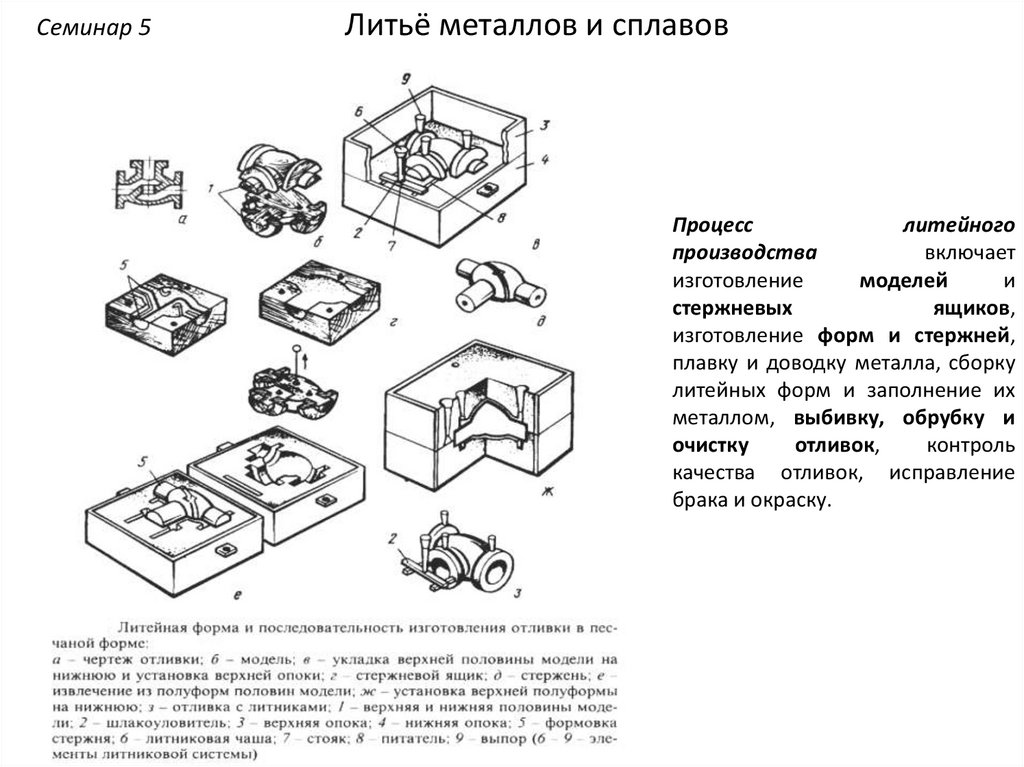
Семинар 5Литьё металлов и сплавов
Процесс
литейного
производства
включает
изготовление
моделей
и
стержневых
ящиков,
изготовление форм и стержней,
плавку и доводку металла, сборку
литейных форм и заполнение их
металлом, выбивку, обрубку и
очистку
отливок,
контроль
качества отливок, исправление
брака и окраску.
13.
Литьё металлов и сплавовВсе способы получения литых заготовок можно разделить на три группы: 1.
Изготовление отливок в разовых формах, выдерживающих однократное заполнение
металлом: литье в сухие и сырые песчаные формы; литье в оболочковые (корковые)
формы; литье по выплавляемым моделям (точное литье); литье по газифицируемым
(выжигаемым) моделям; литье по растворяемым моделям и др. 2. Изготовление отливок в
многократных (постоянных) формах, выдерживающих многократное заполнение
металлом: литье центробежным способом; литье в кокиль (металлическую форму); литье
под давлением; литье выжиманием; литье намораживанием; непрерывное литье, жидкая
штамповка и др. 3. Изготовление отливок в комбинированных и полупостоянных формах,
изготовляемых из металла со сменными песчаными стержнями или из огнеупорных
материалов: литье в облицованный кокиль; литье в кокиль со сменным стержнем;
центробежное литье в футерованную изложницу или со стержневой вставкой; литье в
формы из огнеупорных материалов (шамотные, керамические, асбестно-цементные,
графитовые).
Формовочные смеси для обычной ручной и машинной формовки состоят из
песка (основа смеси), связующих (глина, вода), противопригарных добавок (молотый
каменный уголь, пылевидный кварц, маршаллит, мазут), добавок, повышающих
податливость и газопроницаемость смеси (древесные опилки, лигносульфонит), которые
при соприкосновении с жидким металлом выгорают, образуя в смеси поры.
Стержневые смеси состоят в основном из песка и связующих веществ
(высыхающих – льняное масло, поливиниловый спирт, лигносульфонит; склеивающих –
сульфатный щёлок, декстрин, лигносульфонит; затвердевающих – торфяной и древесный
пек, канифоль).
14.
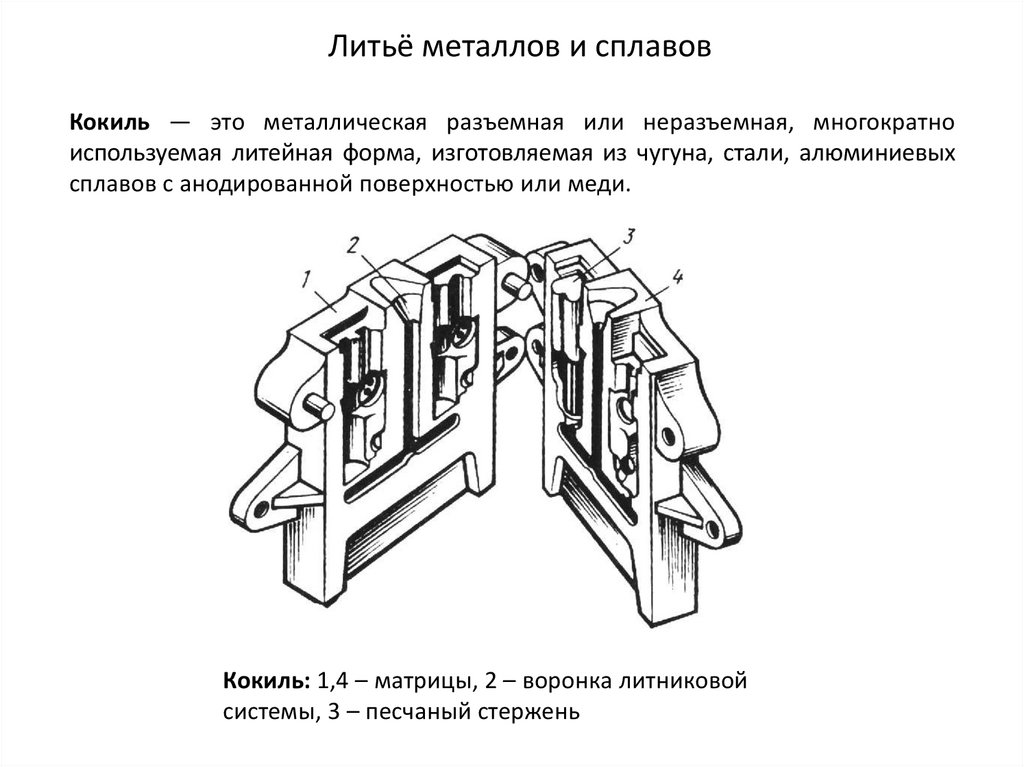
Литьё металлов и сплавовКокиль — это металлическая разъемная или неразъемная, многократно
используемая литейная форма, изготовляемая из чугуна, стали, алюминиевых
сплавов с анодированной поверхностью или меди.
Кокиль: 1,4 – матрицы, 2 – воронка литниковой
системы, 3 – песчаный стержень
15.
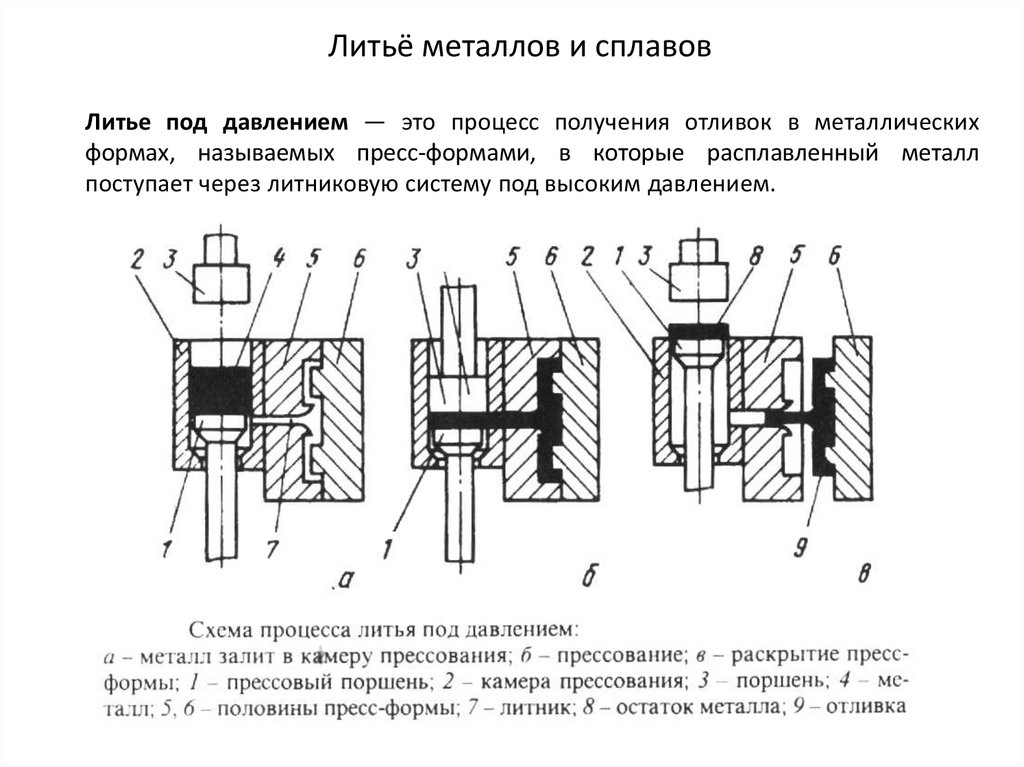
Литьё металлов и сплавовЛитье под давлением — это процесс получения отливок в металлических
формах, называемых пресс-формами, в которые расплавленный металл
поступает через литниковую систему под высоким давлением.
16.
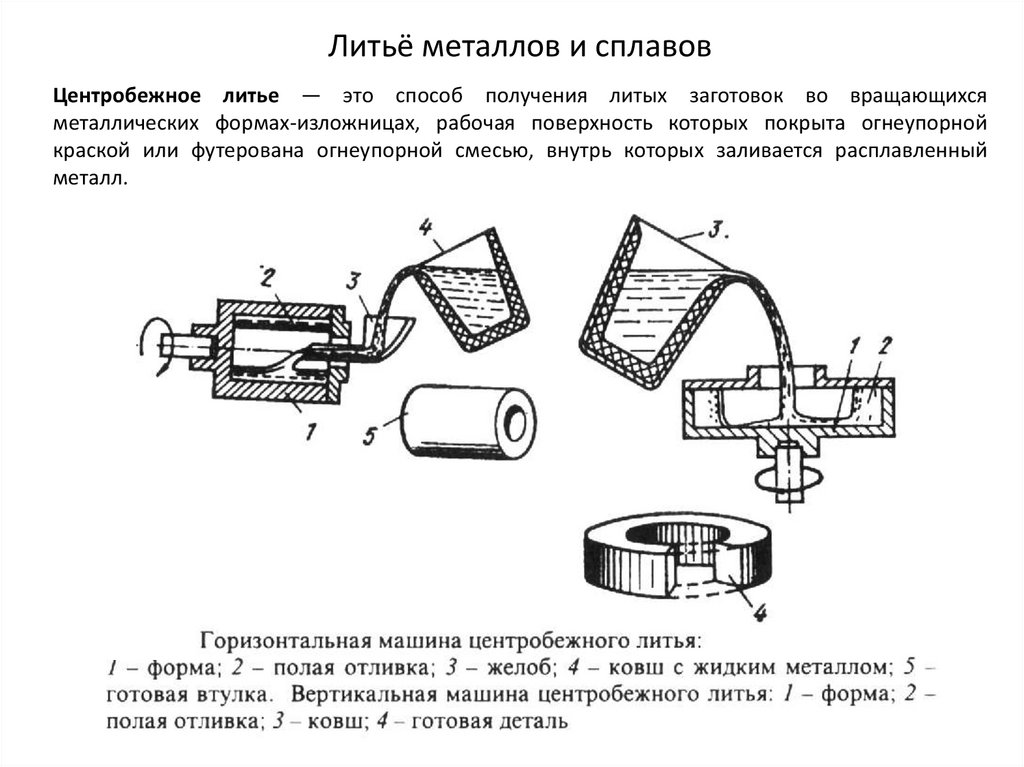
Литьё металлов и сплавовЦентробежное литье — это способ получения литых заготовок во вращающихся
металлических формах-изложницах, рабочая поверхность которых покрыта огнеупорной
краской или футерована огнеупорной смесью, внутрь которых заливается расплавленный
металл.
17.
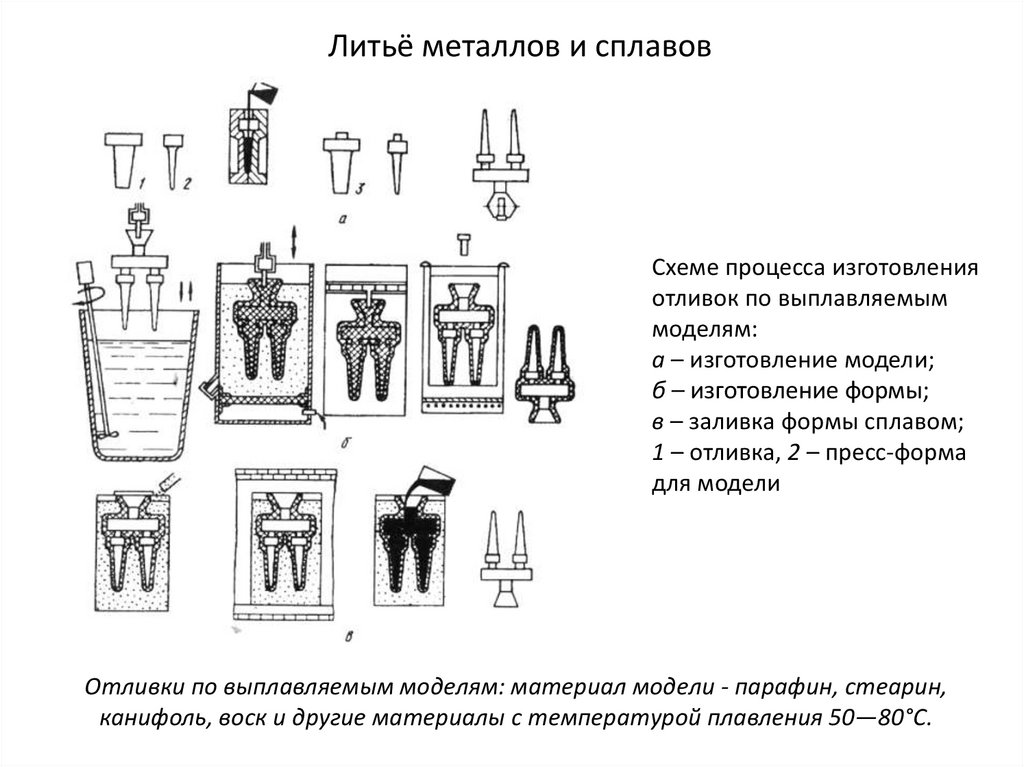
Литьё металлов и сплавовСхеме процесса изготовления
отливок по выплавляемым
моделям:
а – изготовление модели;
б – изготовление формы;
в – заливка формы сплавом;
1 – отливка, 2 – пресс-форма
для модели
Отливки по выплавляемым моделям: материал модели - парафин, стеарин,
канифоль, воск и другие материалы с температурой плавления 50—80°С.
18.
Обработка металлов давлениемОсновные процессы:
прокатка, волочение, прессование, ковка, объемная и листовая штамповка
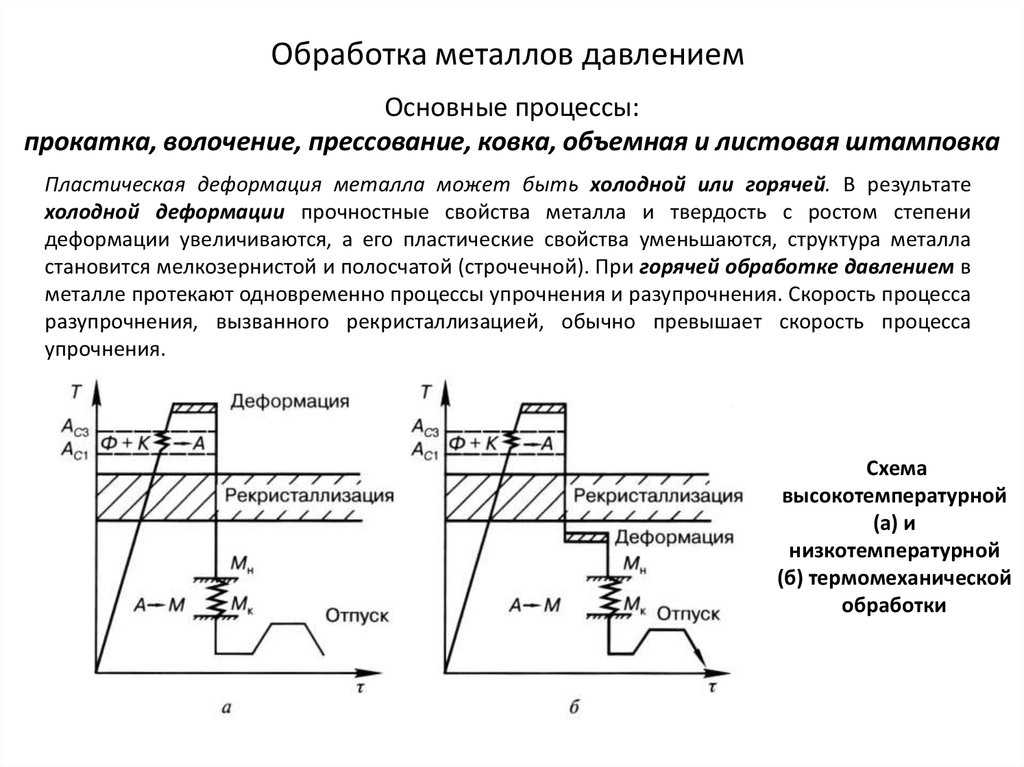
Пластическая деформация металла может быть холодной или горячей. В результате
холодной деформации прочностные свойства металла и твердость с ростом степени
деформации увеличиваются, а его пластические свойства уменьшаются, структура металла
становится мелкозернистой и полосчатой (строчечной). При горячей обработке давлением в
металле протекают одновременно процессы упрочнения и разупрочнения. Скорость процесса
разупрочнения, вызванного рекристаллизацией, обычно превышает скорость процесса
упрочнения.
Схема
высокотемпературной
(а) и
низкотемпературной
(б) термомеханической
обработки
19.
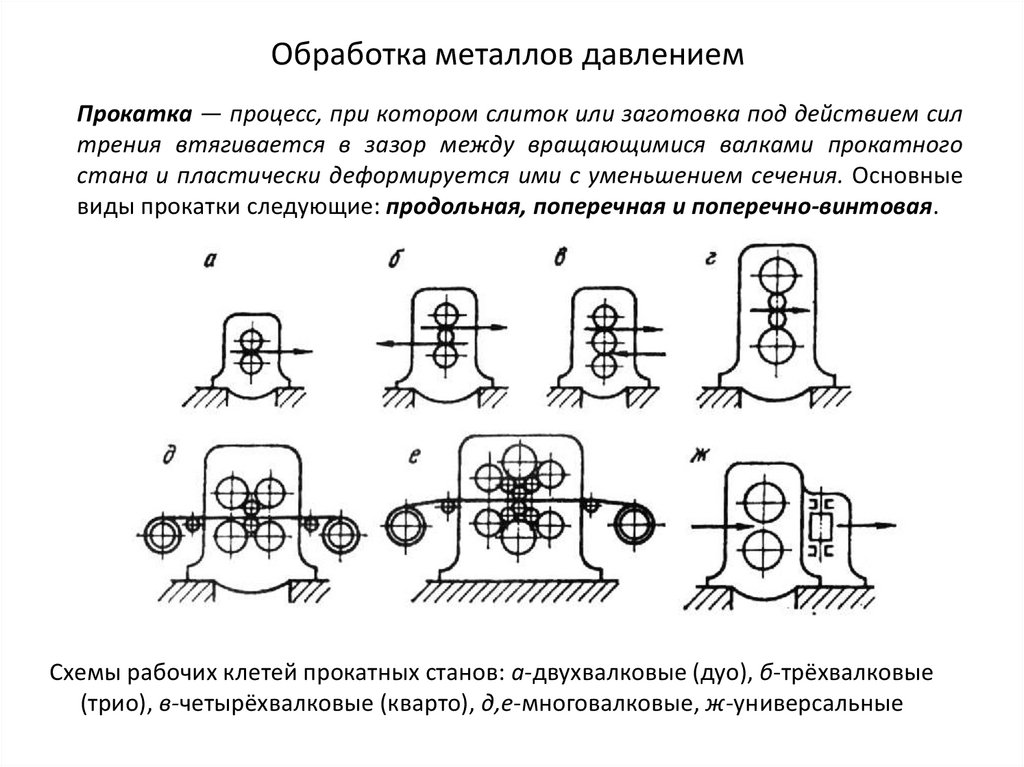
Обработка металлов давлениемПрокатка — процесс, при котором слиток или заготовка под действием сил
трения втягивается в зазор между вращающимися валками прокатного
стана и пластически деформируется ими с уменьшением сечения. Основные
виды прокатки следующие: продольная, поперечная и поперечно-винтовая.
Схемы рабочих клетей прокатных станов: а-двухвалковые (дуо), б-трёхвалковые
(трио), в-четырёхвалковые (кварто), д,е-многовалковые, ж-универсальные
20.
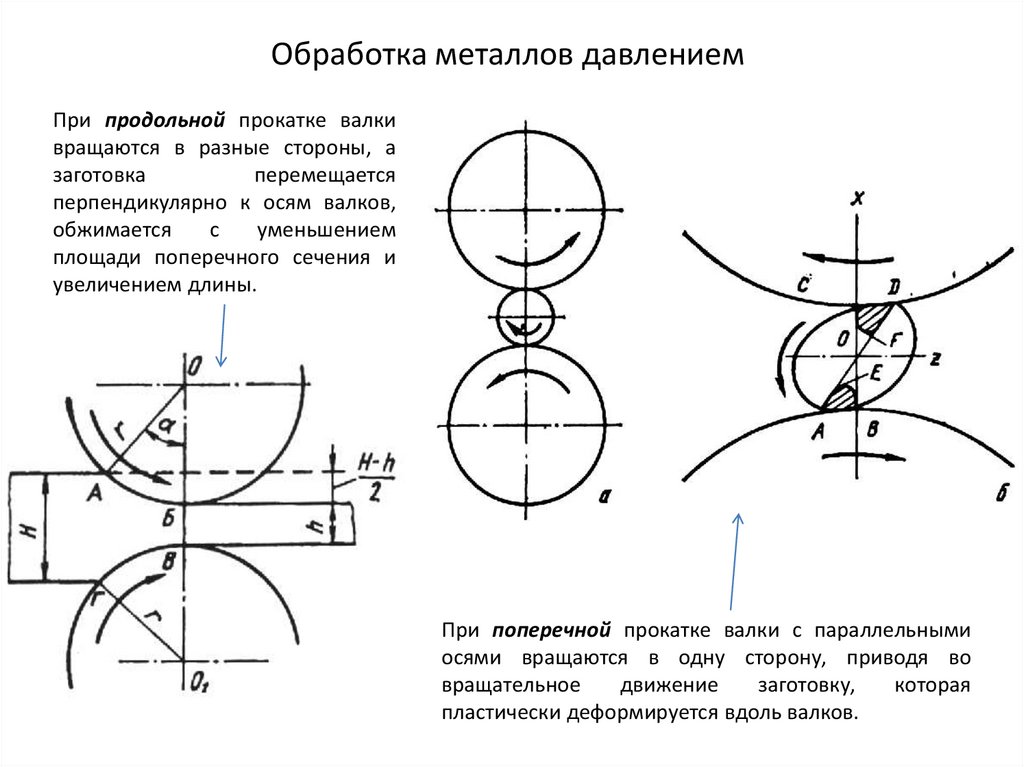
Обработка металлов давлениемПри продольной прокатке валки
вращаются в разные стороны, а
заготовка
перемещается
перпендикулярно к осям валков,
обжимается
с
уменьшением
площади поперечного сечения и
увеличением длины.
При поперечной прокатке валки с параллельными
осями вращаются в одну сторону, приводя во
вращательное
движение
заготовку,
которая
пластически деформируется вдоль валков.
21.
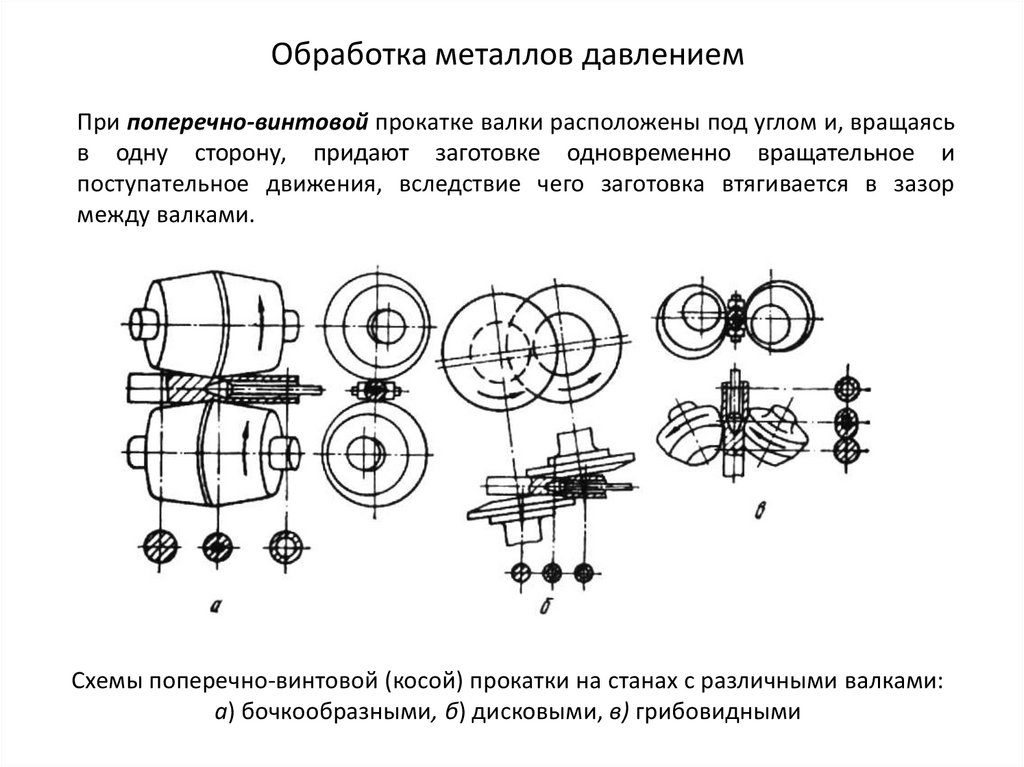
Обработка металлов давлениемПри поперечно-винтовой прокатке валки расположены под углом и, вращаясь
в одну сторону, придают заготовке одновременно вращательное и
поступательное движения, вследствие чего заготовка втягивается в зазор
между валками.
Схемы поперечно-винтовой (косой) прокатки на станах с различными валками:
а) бочкообразными, б) дисковыми, в) грибовидными
22.
Обработка металлов давлениемВолочение — процесс протягивания заготовки через постепенно сужающееся
отверстие в инструменте, называемом в о л о к о й. При этом поперечное сечение
заготовки уменьшается, а ее длина увеличивается. Волочение выполняют в
холодном состоянии.
Схема волочения сплошного
профиля
Схема волочения труб: а – на короткой неподвижной
оправке, б – на длинной движущейся оправке, в – на
плавающей оправке, г – без оправки
23.
Обработка металлов давлениемКовкой называют процесс горячей обработки давлением, при котором путем
многократного действия универсального подкладного инструмента или бойков металл
заготовки пластически деформируется, постепенно приобретая заданные форму,
размеры и свойства.
Операции свободной ковки: а – осадка, б- высадка, в – протяжка , г – рубка, д – прошивка,
е – раскатка, ж – гибка, з - кручение , и – кузнечная сварка
24.
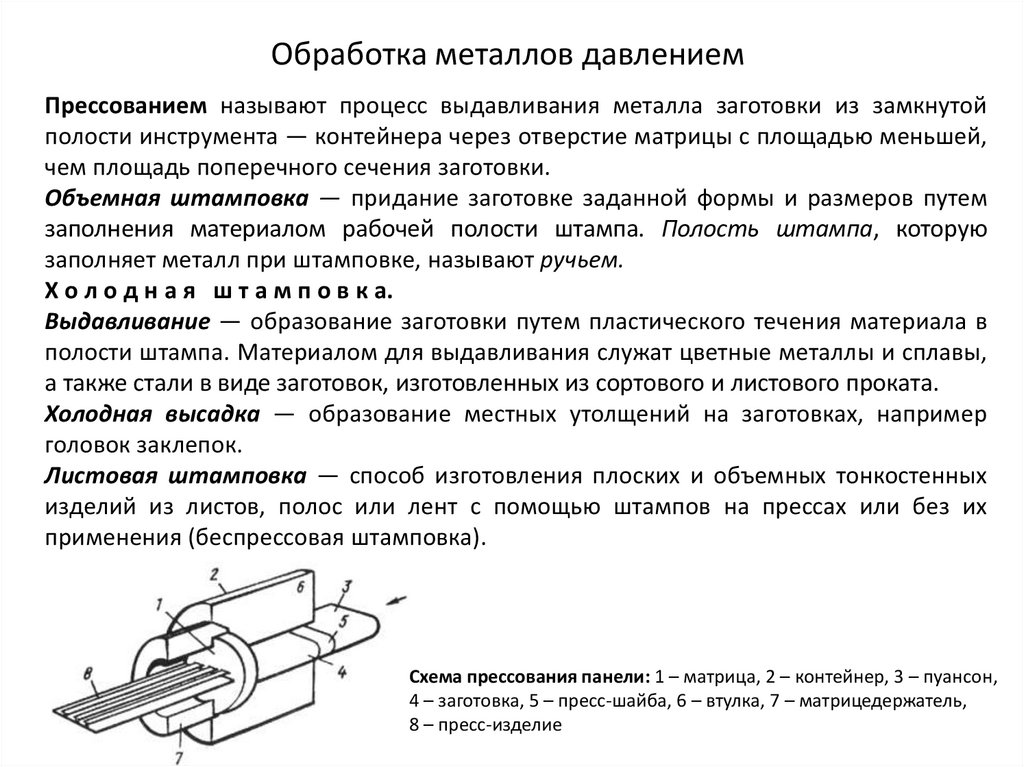
Обработка металлов давлениемПрессованием называют процесс выдавливания металла заготовки из замкнутой
полости инструмента — контейнера через отверстие матрицы с площадью меньшей,
чем площадь поперечного сечения заготовки.
Объемная штамповка — придание заготовке заданной формы и размеров путем
заполнения материалом рабочей полости штампа. Полость штампа, которую
заполняет металл при штамповке, называют ручьем.
Х о л о д н а я ш т а м п о в к а.
Выдавливание — образование заготовки путем пластического течения материала в
полости штампа. Материалом для выдавливания служат цветные металлы и сплавы,
а также стали в виде заготовок, изготовленных из сортового и листового проката.
Холодная высадка — образование местных утолщений на заготовках, например
головок заклепок.
Листовая штамповка — способ изготовления плоских и объемных тонкостенных
изделий из листов, полос или лент с помощью штампов на прессах или без их
применения (беспрессовая штамповка).
Схема прессования панели: 1 – матрица, 2 – контейнер, 3 – пуансон,
4 – заготовка, 5 – пресс-шайба, 6 – втулка, 7 – матрицедержатель,
8 – пресс-изделие
25.
ОСНОВНЫЕ ПОНЯТИЯ ОБ ОБРАБОТКЕ МЕТАЛЛОВ РЕЗАНИЕМОбработка металлов резанием – точение, сверление, фрезерование, строгание,
шлифование - предназначена для придания изделиям необходимой формы, размеров и качества
поверхности. Это достигается в большинстве случаев удалением лишнего металла (припуска) с
заготовок.
При точении заготовка совершает вращательное движение (движение резания), а
режущий инструмент (резец) поступательное вдоль оси заготовки (движение подачи).
При сверлении
в большинстве случаев режущему инструменту (сверлу) сообщаются
одновременно два движения: вращательное (движение резания) и прямолинейное
поступательное (движение подачи); при этом заготовка остается неподвижной в процессе
резания.
При фрезеровании режущий инструмент (фреза) получает вращательное движение
(движение резания), а заготовка — поступательное перпендикулярно оси вращения инструмента
(движение подачи).
При шлифовании режущий инструмент (шлифовальный круг) получает вращательное
движение (движение резания), а заготовка —круговую и прямолинейную подачи (при
шлифовании цилиндрических поверхностей) и прямолинейную подачу(при шлифовании
плоскостей).
При строгании на поперечно-строгальных станках прямолинейное возвратнопоступательное движение (движение резания) сообщается резцу, а движение подачи —
заготовке. При работе на продольно-строгальных станках движение резания сообщается
обрабатываемой детали, а движение подачи — резцу.