







 Промышленность
ПромышленностьПохожие презентации:










Технология изготовления породоразрушающих инструментов. Эксплуатация горных инструментов. Тема 8
1. Технология изготовления породоразрушающих инструментов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАННАО «Казахский национальный исследовательский технический университет
имени К.И. Сатпаева»
Институт промышленной инженерии им. А. Буркитбаева
Кафедра «Стандартизация, сертификация и технология машиностроения»
Специальность 6М071200 – «Машиностроение»
Форма
обучения
Всего
Курс
Семестр
Лекций
Практические
занятия
Рубежный
контроль
СРМП
СРМ
Трудоемкость
Экзамен
Дневная
2 кредита
1
2
30 часов
15 часов
2
45 часов
45 часов
135 часов
2 семестр
В.В. Поветкин
д.т.н., профессор
2.
ТЕМА 8 – ЭКСПЛУАТАЦИЯ ГОРНЫХ ИНСТРУМЕНТОВ.-
Стойкость и расход резцов выемочных машин;
-
Стойкость и расход буровых резцов;
-
Методика производственных испытаний горных инструментов;
-
Восстановление и заточка твердосплавных инструментов;
-
Технологические методы повышения надежности горных инструментов;
-
Расчет экономической эффективности от создания и внедрения новых
типов горных инструментов;
-
Направления совершенствования горных инструментов.
3.
8.1. Стойкость и расход резцов выемочных машин.На стойкость резцов выемочных машин влияют следующие факторы:
прочностные и абразивные свойства пласта, геометрия инструмента,
износостойкость армирующего материала, длина шути резания и параметры
режима резания.
Уравнение для определения стойкости комбайновых и струговых резцов.
Максимальный износ по высоте для резцов комбайнов:
где Uо — износ по высоте за период приработки, мм; ρ — показатель абразивности
угольного пласта, мг/км; Кмат — относительная износостойкость, показывающая, во
сколько раз интенсивность изнашивания материала iмат ниже интенсивности
изнашивания эталона из стали марки 45, численно равной показателю абразивности
угольного пласта ρ; LТР max — путь трения (км), соответствующий допустимой для
данного типа инструмента площадке затупления S3max (см2); Y0 — сила подачи на
остром резце, Н; С1, С2, С3 — постоянные коэффициенты; Rсж - временное
сопротивление угля одноосному сжатию, МПа.
4.
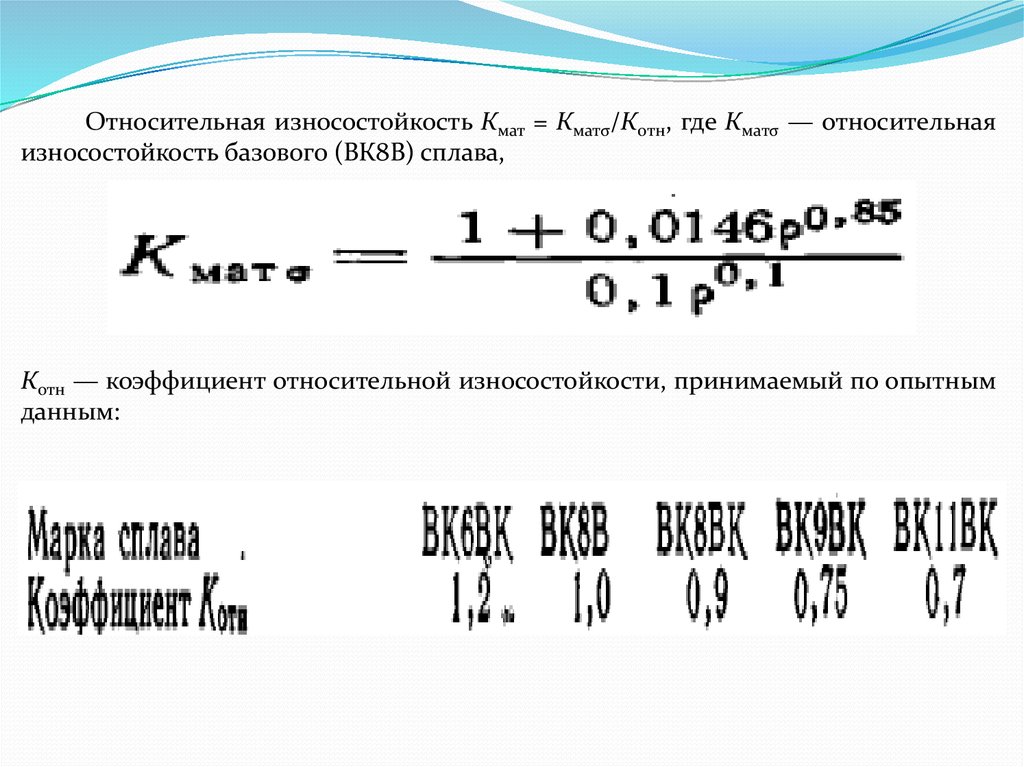
Относительная износостойкость Кмат = Кматσ/Котн, где Кматσ — относительнаяизносостойкость базового (ВК8В) сплава,
Котн — коэффициент относительной износостойкости, принимаемый по опытным
данным:
5.
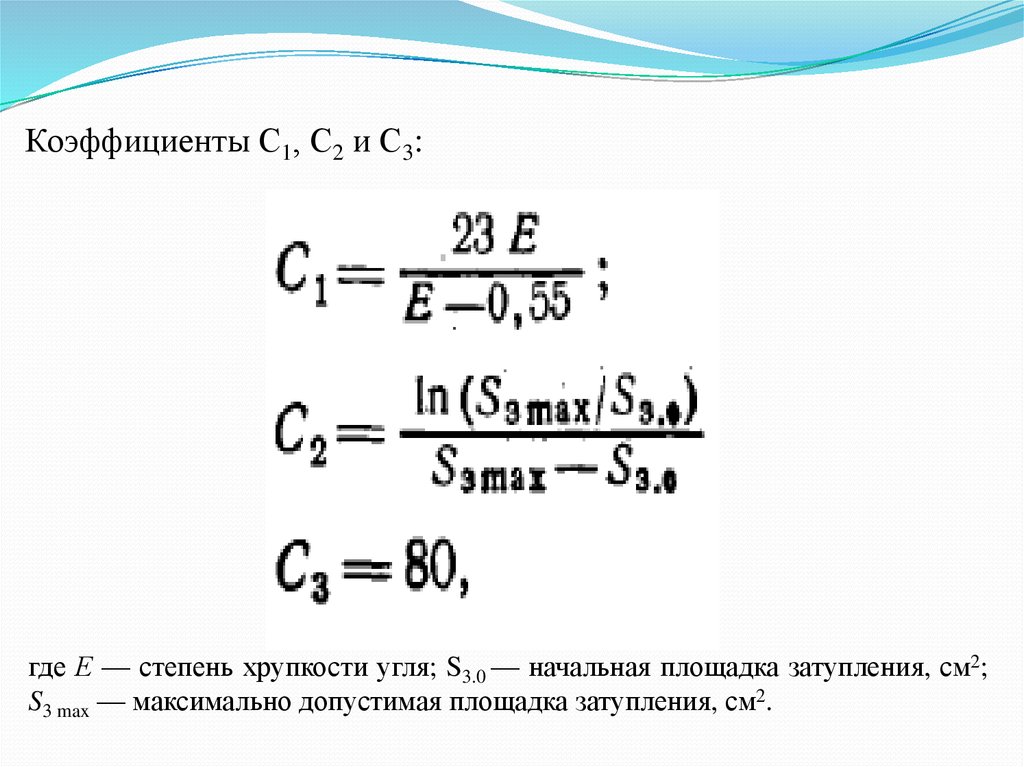
Коэффициенты С1, С2 и С3:где Е — степень хрупкости угля; S3.0 — начальная площадка затупления, см2;
S3 max — максимально допустимая площадка затупления, см2.
6.
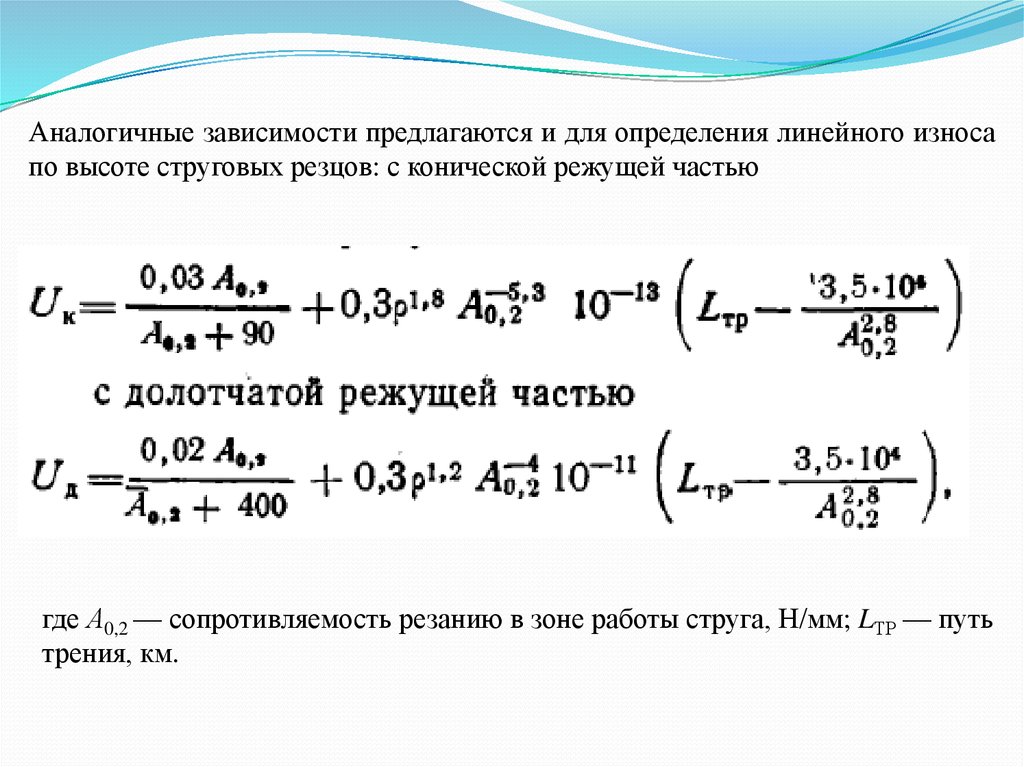
Аналогичные зависимости предлагаются и для определения линейного износапо высоте струговых резцов: с конической режущей частью
где А0,2 — сопротивляемость резанию в зоне работы струга, Н/мм; LTР — путь
трения, км.
7.
В табл. 8.1 приведены нормы удельного расхода резцов ЗР4-80 и РКС-1 дляочистных комбайнов по отрасли.
8.
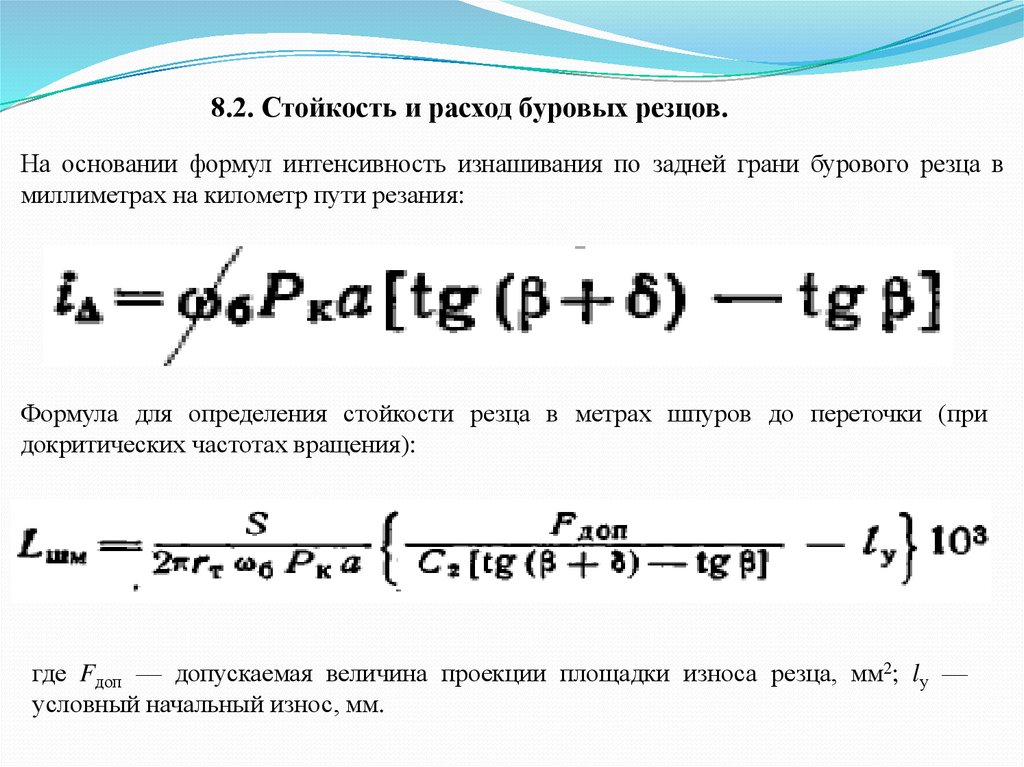
8.2. Стойкость и расход буровых резцов.На основании формул интенсивность изнашивания по задней грани бурового резца в
миллиметрах на километр пути резания:
Формула для определения стойкости резца в метрах шпуров до переточки (при
докритических частотах вращения):
где Fдоп — допускаемая величина проекции площадки износа резца, мм2; lу —
условный начальный износ, мм.
9.
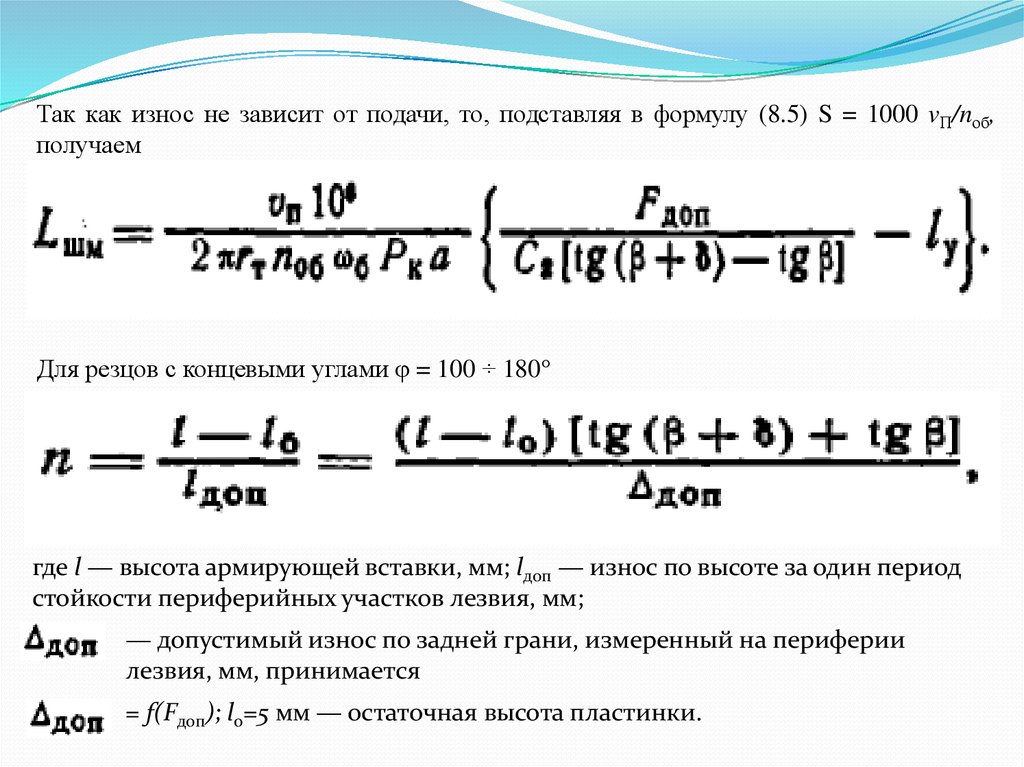
Так как износ не зависит от подачи, то, подставляя в формулу (8.5) S = 1000 vП/noб,получаем
Для резцов с концевыми углами φ = 100 ÷ 180°
где l — высота армирующей вставки, мм; lдоп — износ по высоте за один период
стойкости периферийных участков лезвия, мм;
— допустимый износ по задней грани, измеренный на периферии
лезвия, мм, принимается
= f(Fдоп); lо=5 мм — остаточная высота пластинки.
10.
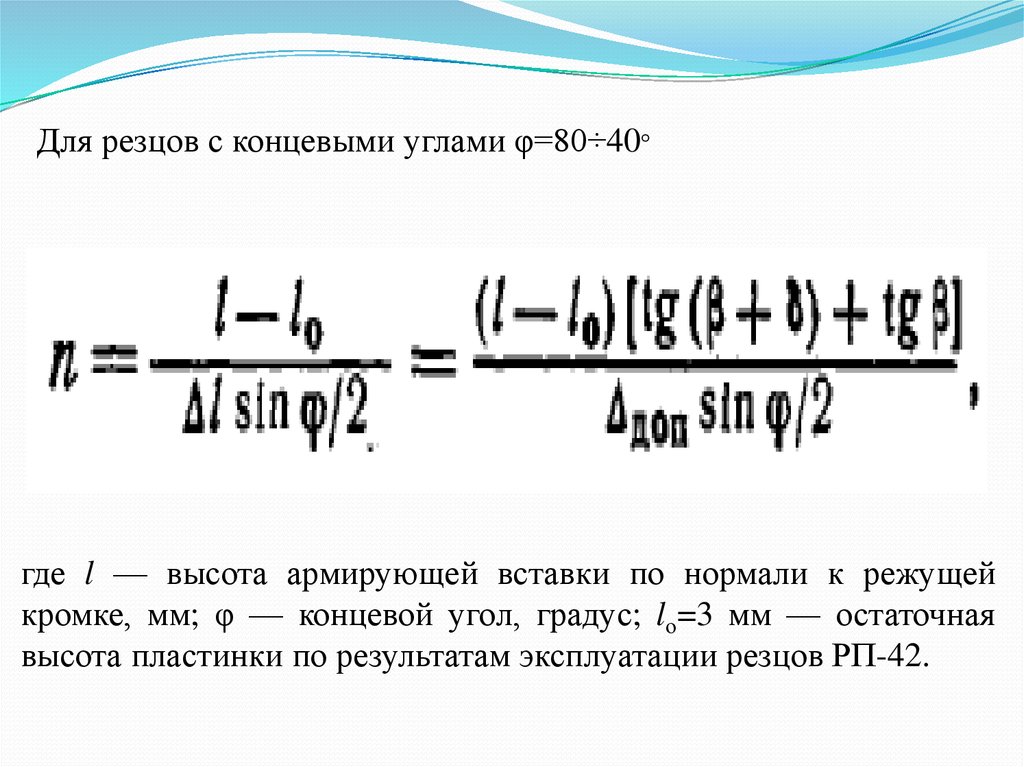
Для резцов с концевыми углами φ=80÷40°где l — высота армирующей вставки по нормали к режущей
кромке, мм; φ — концевой угол, градус; lо=3 мм — остаточная
высота пластинки по результатам эксплуатации резцов РП-42.
11.
8.3. Методика производственных испытаний горных инструментов.Необходимость проведения предварительных и приемочных испытаний опытных
партий инструмента регламентируется нормативными документами, в частности, РД
12.14.104—86 Порядок организации и проведения работ по разработке и постановке па
производство продукции угольного машиностроения. Рабочая программа и методика
испытаний разрабатываются, как правило, на основании типовой программы и
методики головным разработчиком.
Оценку эксплуатационных качеств инструментов проводят по основным
показателям: производительности машины; удельному расходу инструментов (общему,
приведенному) и по видам отказов (износу, поломкам и выпадению твердосплавной
армировки, поломкам державок и потерям резцов); наработке на резец; удельному весу
(%) резцов, пригодных для повторного использования (для выемочных комбайнов);
удельному расходу твердого сплава; динамической загруженности (для выемочных
комбайнов); энергоемкости выемки (проходки); сортности добываемого угля и
пылеобразованию; интенсивности изнашивания или удельному износу (только при
испытаниях инструментов с новыми марками твердых сплавов); экономической
эффективности промышленного применения.
12.
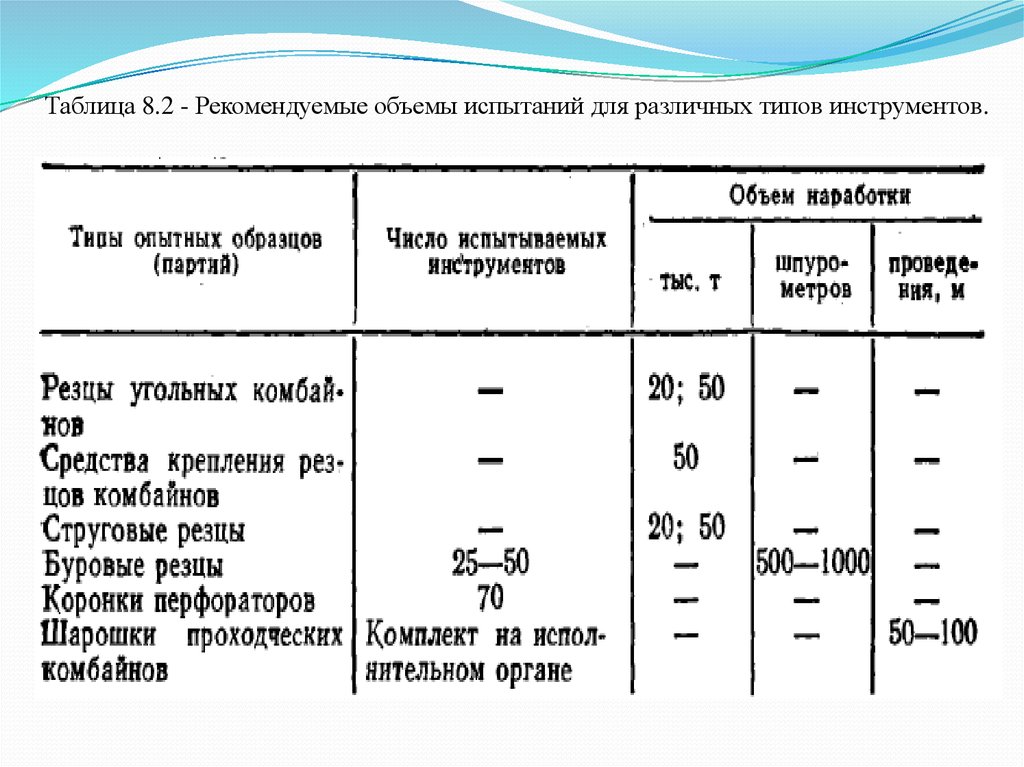
Таблица 8.2 - Рекомендуемые объемы испытаний для различных типов инструментов.13.
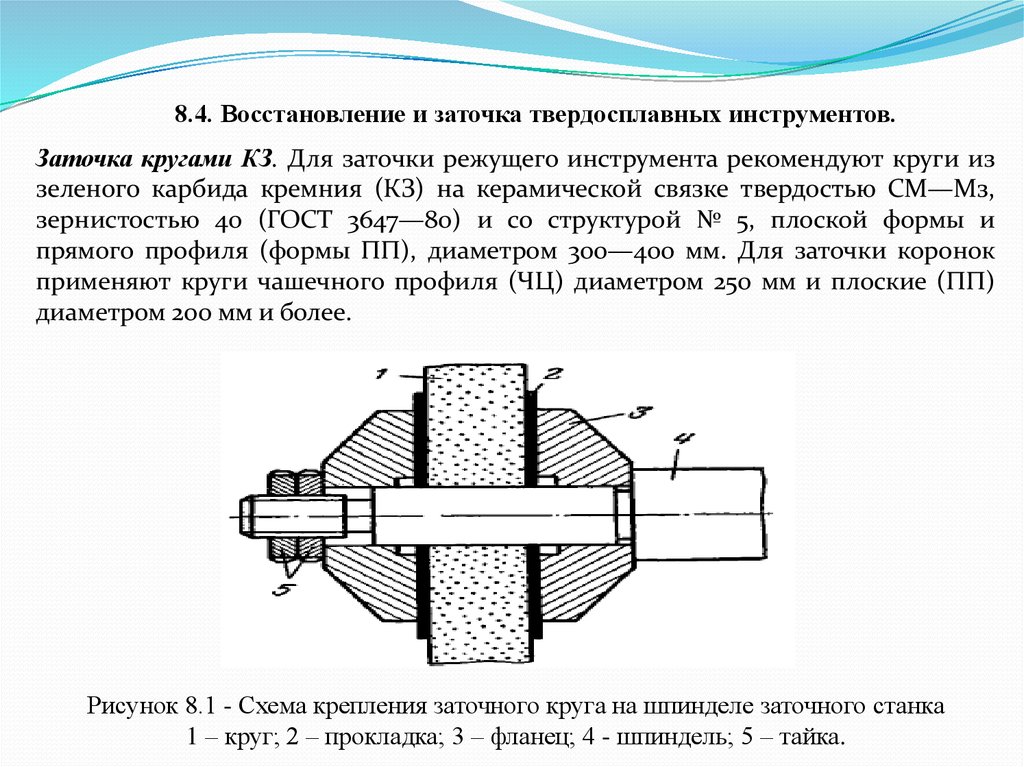
8.4. Восстановление и заточка твердосплавных инструментов.Заточка кругами КЗ. Для заточки режущего инструмента рекомендуют круги из
зеленого карбида кремния (КЗ) на керамической связке твердостью СМ—Мз,
зернистостью 40 (ГОСТ 3647—80) и со структурой № 5, плоской формы и
прямого профиля (формы ПП), диаметром 300—400 мм. Для заточки коронок
применяют круги чашечного профиля (ЧЦ) диаметром 250 мм и плоские (ПП)
диаметром 200 мм и более.
Рисунок 8.1 - Схема крепления заточного круга на шпинделе заточного станка
1 – круг; 2 – прокладка; 3 – фланец; 4 - шпиндель; 5 – тайка.
14.
Электроалмазная заточка. Принцип электроалмазнойзаточки заключается: обрабатываемый материал
подвергается одновременно электрохимическому и
механическому воздействиям. Инструмент затачивается
находящимся
под
электрическим
напряжением
алмазным кругом в среде электролита. При этом
происходят анодное окисление металла затачиваемого
инструмента и удаление оксидной пленки алмазным
кругом.
15.
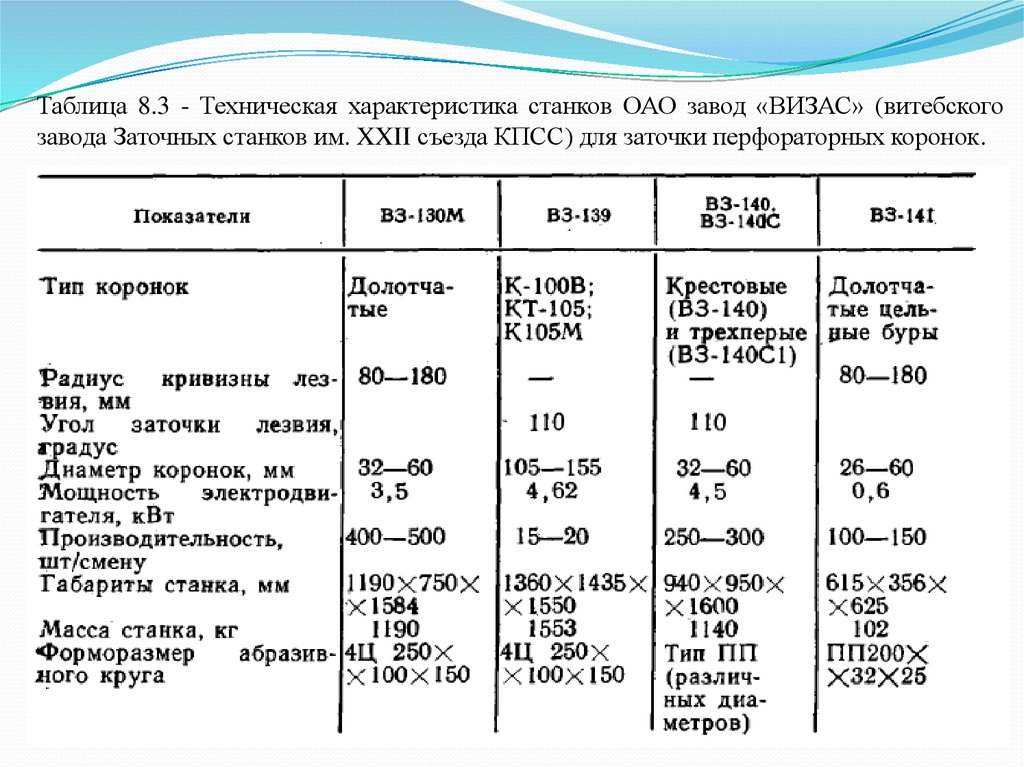
Таблица 8.3 - Техническая характеристика станков ОАО завод «ВИЗАС» (витебскогозавода Заточных станков им. XXII съезда КПСС) для заточки перфораторных коронок.
16.
8.5. Технологические методы повышения надежности горных инструментовВиброобъемная обработка включает зачистку и упрочнение. В качестве рабочей
среды для зачистки используют отходы абразивных кругов и фарфорового
производства, а также специальные материалы. Упрочняют инструмент и сплав в среде
твердосплавных шариков диаметром 8—10 мм. Обработке подвергают как твердый
сплав перед пайкой, так и готовый инструмент. Время обработки 1—2 ч.
Рисунок 8.2 – Схема вибрационной установки:
1 – рабочая камера; 2 – шланг подачи раствора; 3 – насос; 4 – бак – отстойник; 5 – труба
для слива; 6 – спиральная пружина; 7 – вал с несбалансированными грузами; 8 – груз;
9 – основание; 10 – ленточная пружина.
17.
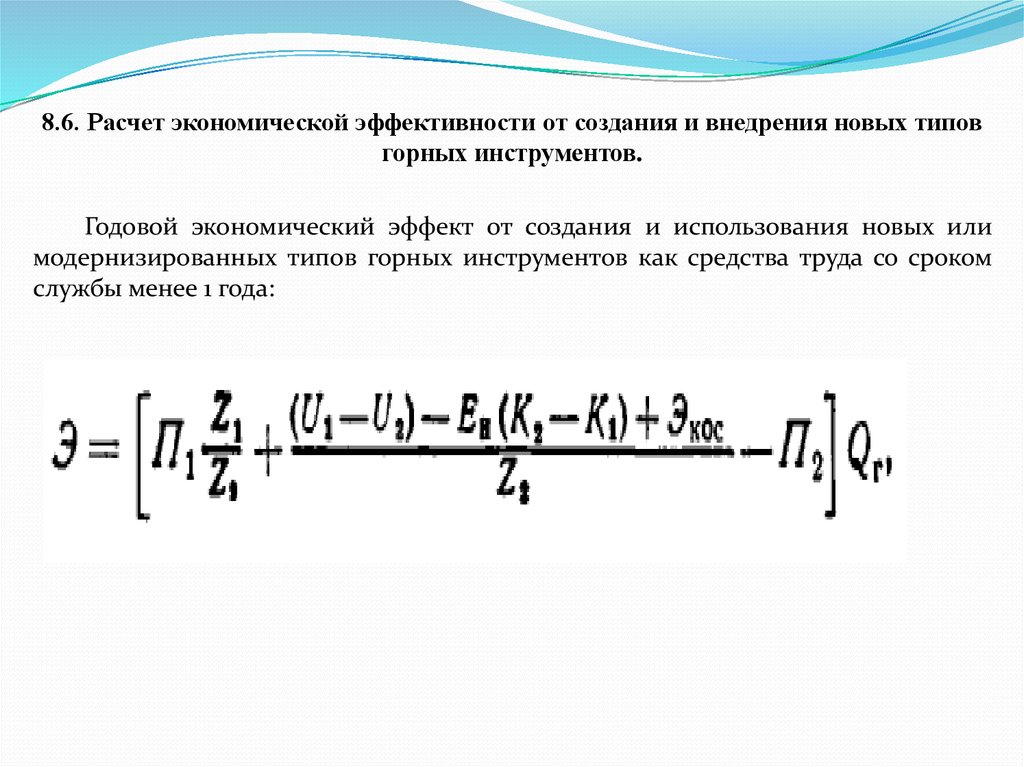
8.6. Расчет экономической эффективности от создания и внедрения новых типовгорных инструментов.
Годовой экономический эффект от создания и использования новых или
модернизированных типов горных инструментов как средства труда со сроком
службы менее 1 года:
18.
где П1 и П2 — приведенные затраты единицы соответственно базового инового типа инструмента, руб.; Z1 и Z2 —удельные расходы соответственно
базового и нового типа инструмента в расчете на единицу разрушенной
горной породы, (шт/т, шт/м3) для резцов очистных и проходческих машин или
пробуренного шпура, скважины (шт/м) для бурового инструмента: U1 и U2 —
эксплуатационные затраты на единицу разрушенной горной породы
(пробуренного шпура) при использовании базового и нового типа
инструментов, руб/ед; K1 и К2 — сопутствующие капитальные вложения
потребителя при использовании им базового и нового типов инструмента в
расчете на единицу продукции, производимой с применением нового типа
инструмента, руб/ед.; Экос — дополнительный экономический эффект на
единицу произведенной работы при использовании нового типа инструмента
(руб/ед.), обусловленный повышением теоретической и технической
производительности горной машины, улучшением сортности угля,
снижением пылеобразования; Qr — годовой объем производства нового типа
инструмента в расчетном году, шт.; ЕИ = 0,15-нормативный коэффициент
эффективности.
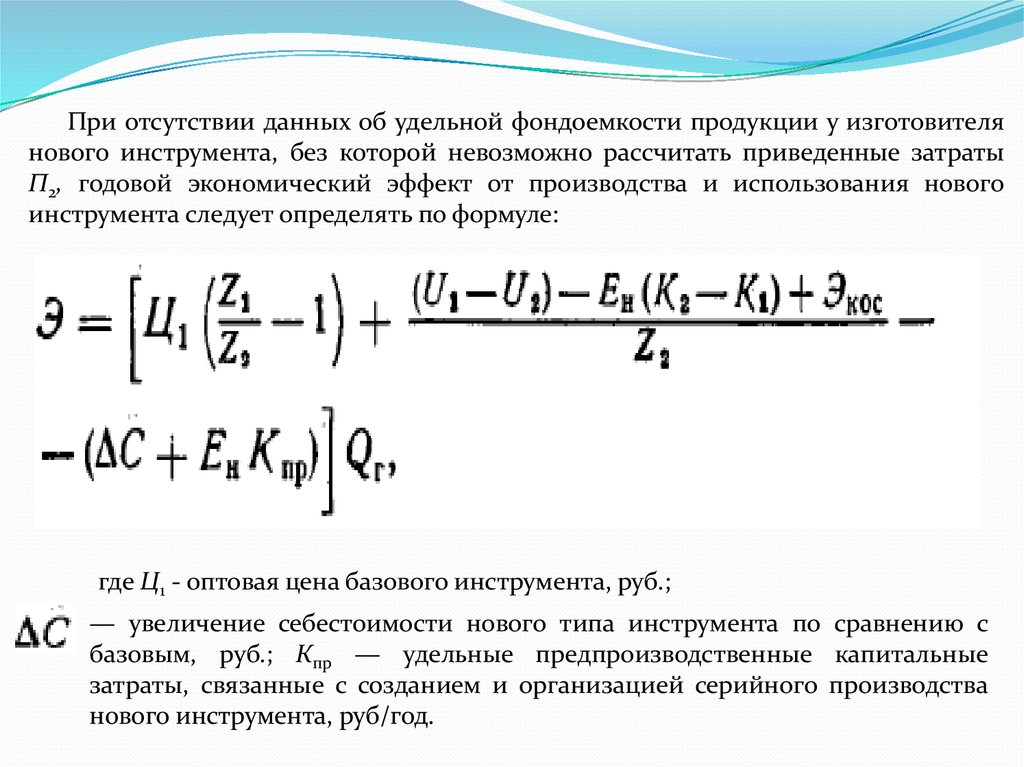
19.
При отсутствии данных об удельной фондоемкости продукции у изготовителянового инструмента, без которой невозможно рассчитать приведенные затраты
П2, годовой экономический эффект от производства и использования нового
инструмента следует определять по формуле:
где Ц1 - оптовая цена базового инструмента, руб.;
— увеличение себестоимости нового типа инструмента по сравнению с
базовым, руб.; Кпр — удельные предпроизводственные капитальные
затраты, связанные с созданием и организацией серийного производства
нового инструмента, руб/год.
20.
8.7. Направления совершенствования горных инструментов.Работа по совершенствованию и повышению эффективности горных
инструментов проводится в следующих направлениях: создания и применения
более износостойких и прочных инструментальных материалов, в первую
очередь, армирующих твердых сплавов; применения безвольфрамовых сплавов
для армирования резцов по мягким углям и горным породам; создания и
применения экономичных режущих инструментов, армированных алмазнотвердосплавными композициями для резания крепких и весьма крепких пород;
ускорения технического прогресса в области создания нового и
совершенствования существующего инструмента (разработать и внедрить САПР
при проектировании и ускоренные методы испытаний на прочность и
износостойкость); упрощения порядка ввода в серийное производство созданных
новых образцов; совершенствования технологии изготовления и восстановления
инструментов путем применения различных методов упрочнения режущей части
(виброобъемная обработка, напыление и т. п.), ужесточения методов контроля
качества изготовления армирующих изделий из твердых сплавов, а также самих
инструментов; совершенствования техники эксплуатации инструмента и
инструментального хозяйства, установления научно обоснованных норм расхода
инструментов на горных предприятиях; совершенствования существующих и
изыскания новых высокоэффективных способов механического разрушения
горных пород.