


 Промышленность
ПромышленностьПохожие презентации:










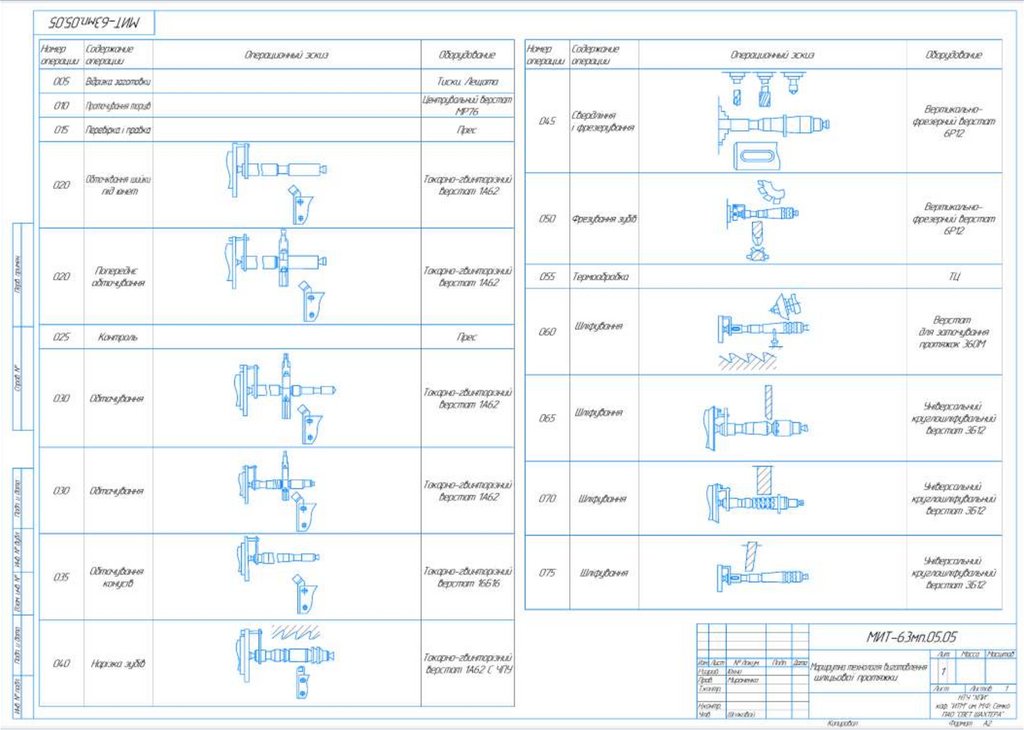
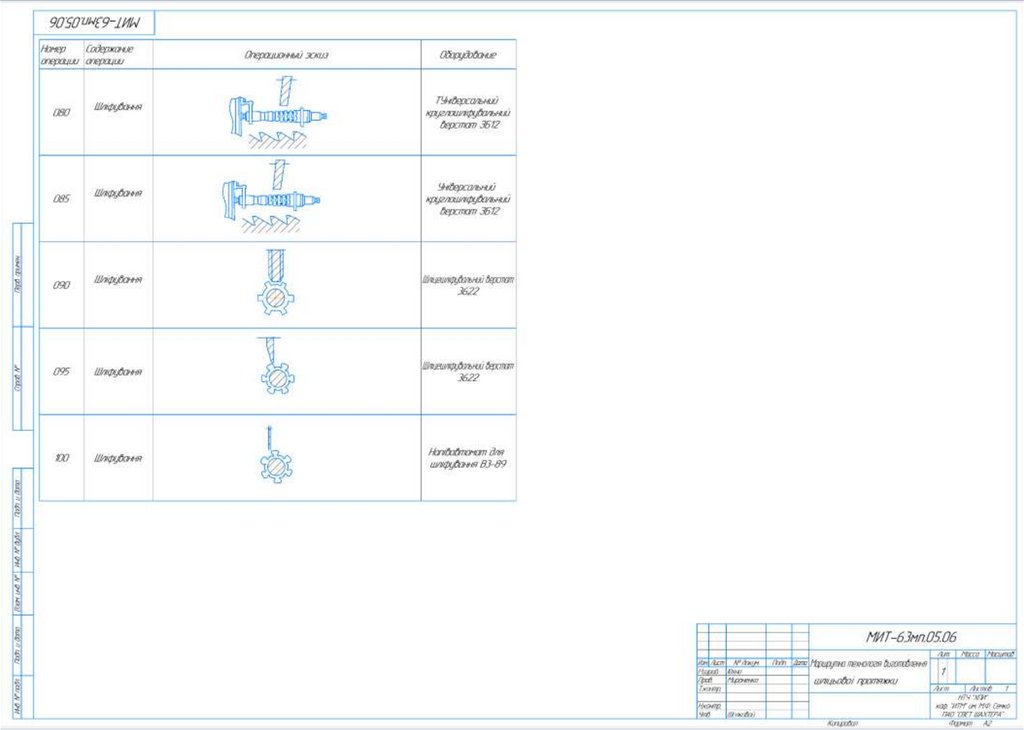
Розробка технологічного процесу виготовлення комплекту протяжок для виробництва шліцьового з'єднання з евольвентним профілем
1.
Национальный технический университет«Харьковский политехнический институт»
кафедра «ИТМ» им. М.Ф. Семко совместно с ПАО «СВЕТ ШАХТЕРА»
«Розробка технологічного процесу виготовлення
комплекту протяжок для виробництва шліцьового
з'єднання з евольвентним профілем в умовах серійного
виробництва.»
выполнил
ст. Юхно В.В.
руководитель доц. Мироненко А.Л.
Специальнось – 131, прикладная механика.
Специализация – 131.02 инструментальное производство
Презентация к докладу на защиту
дипломного проекта специалист.
Харьков - 2018
2.
ЦЕЛЬ РАБОТЫ :Системный подход при создании моделей и конструкторскотехнологической документации протяжек для обработки шлицевых
соединений с эвольвентным профилем боковых поверхностей зубьев.
РЕШАЕМЫЕ ЗАДАЧИ :
• Создание математической модели сплайна на коническом
основании с различными профилями впадин.
• Заменить ряд операций в базовом технологическом процессе
связанных с формообразованием впадин между зубьями.
• Подготовить конструкторскую документацию основных
инструментов и инструментов второго порядка.
3.
4.
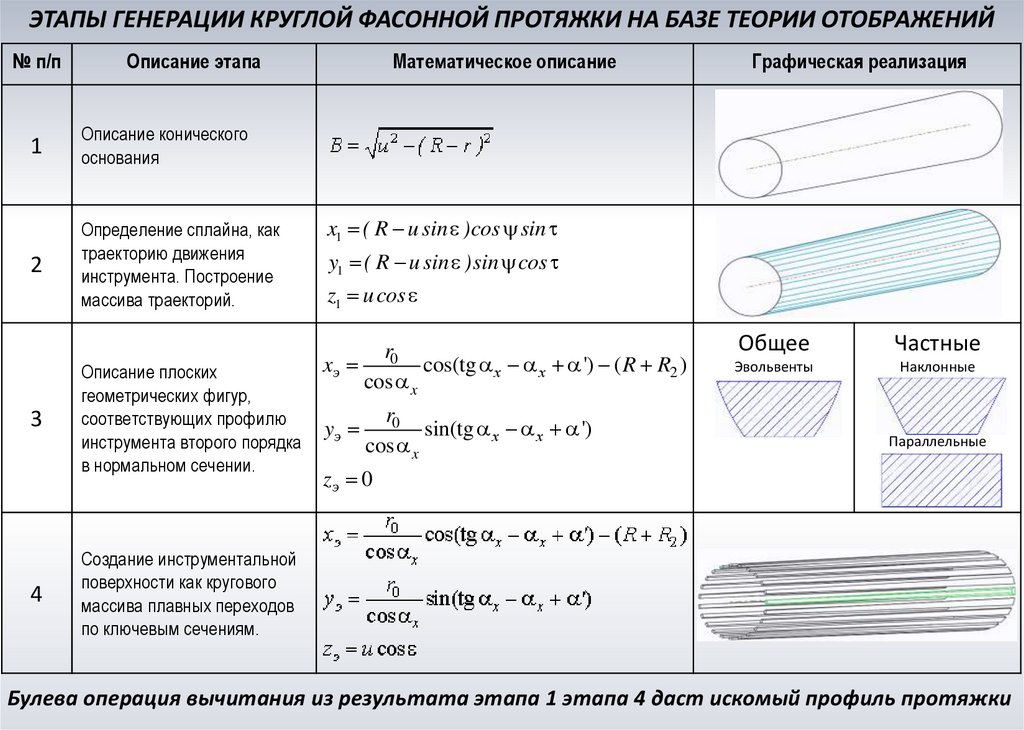
ЭТАПЫ ГЕНЕРАЦИИ КРУГЛОЙ ФАСОННОЙ ПРОТЯЖКИ НА БАЗЕ ТЕОРИИ ОТОБРАЖЕНИЙ№ п/п
Описание этапа
1
Описание конического
основания
2
Определение сплайна, как
траекторию движения
инструмента. Построение
массива траекторий.
3
4
Описание плоских
геометрических фигур,
соответствующих профилю
инструмента второго порядка
в нормальном сечении.
Математическое описание
Графическая реализация
x1 ( R u sin )cos sin
y1 ( R u sin )sin cos
z1 u cos
r
xэ 0 cos(tg x x ') ( R R2 )
cos x
yэ
r0
sin(tg x x ')
cos x
Общее
Частные
Эвольвенты
Наклонные
Параллельные
zэ 0
Создание инструментальной
поверхности как кругового
массива плавных переходов
по ключевым сечениям.
Булева операция вычитания из результата этапа 1 этапа 4 даст искомый профиль протяжки
5.
ИНФОРМАЦИОННАЯ БАЗА РАЗРАБОТКИПАРАМЕТРИЧЕСКАЯ 3D МОДЕЛЬ ПРОТЯЖКИ В СБОРЕ
Масса протяжки - 163,35кг
длина
- 1695мм.
ЗАВОДСКИЕ ОБРАЗЦЫ ПРОТЯЖЕК
АНАЛИЗ ИНТЕРФЕРЕНЦИИ ПОВЕРХНОСТЕЙ
ХВОСТОВИКА И ПРОТЯЖКИ
6.
ИНЖЕНЕРНЫЕ ИССЛЕДОВАНИЯ ПРОТЯЖКИ С ПРИМЕНЕНИЕМ МКЭРасчет напряжений в конструктивных элементах протяжки: в стружечных контейнерах, шейке
хвостовика и резьбовом соединении.
Программное обеспечение для расчета
максимального припуска.
1.
2.
3.
4.
ВЫВОДЫ:
Максимальная удаляемая площадь детали составляет
478.47 мм2 и расположена на участке зубьев 60-61-62.
Максимальное напряжение 1.397*105kPa, деформация
3.472*10-4мм наблюдается на режущей кромке зуба №60,
что приведет к его притуплению.
Опасное напряжение 0.384*105kPa возникает на кромках
перехода от цилиндрического к коническим участкам
хвостовика. Деформация достигает 1.485*10-4мм. На
этих переходах следует выполнить скругление.
На резьбовом участке значения напряжений и
деформации далеки от предельных.
7.
8.
9.
10.
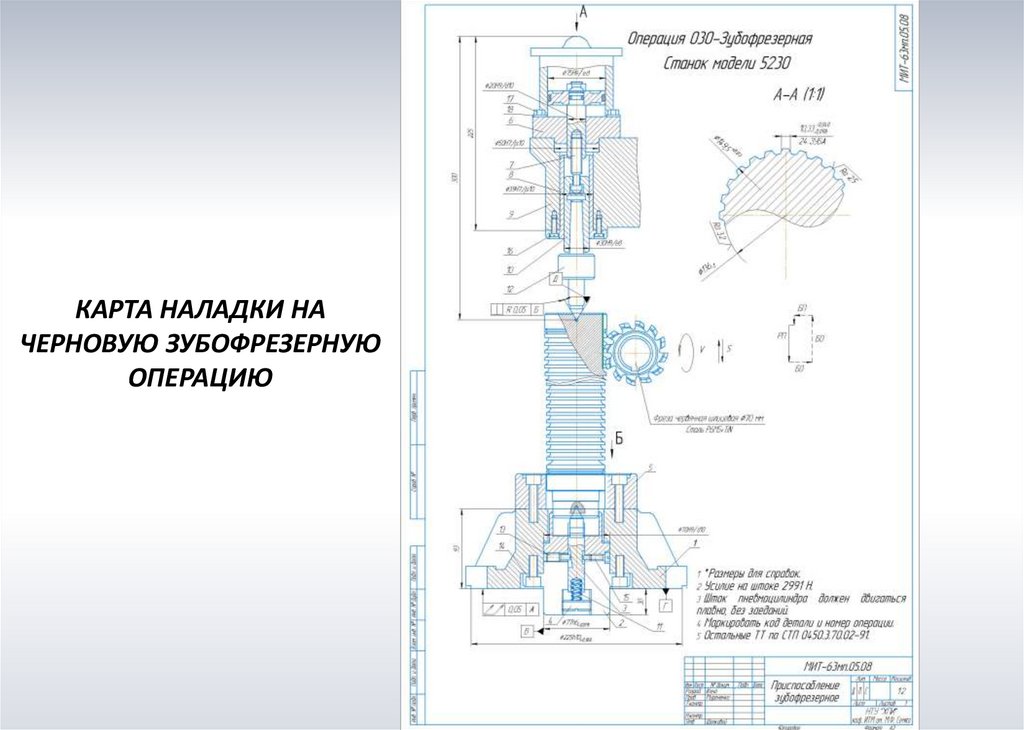
КАРТА НАЛАДКИ НАЧЕРНОВУЮ ЗУБОФРЕЗЕРНУЮ
ОПЕРАЦИЮ
11.
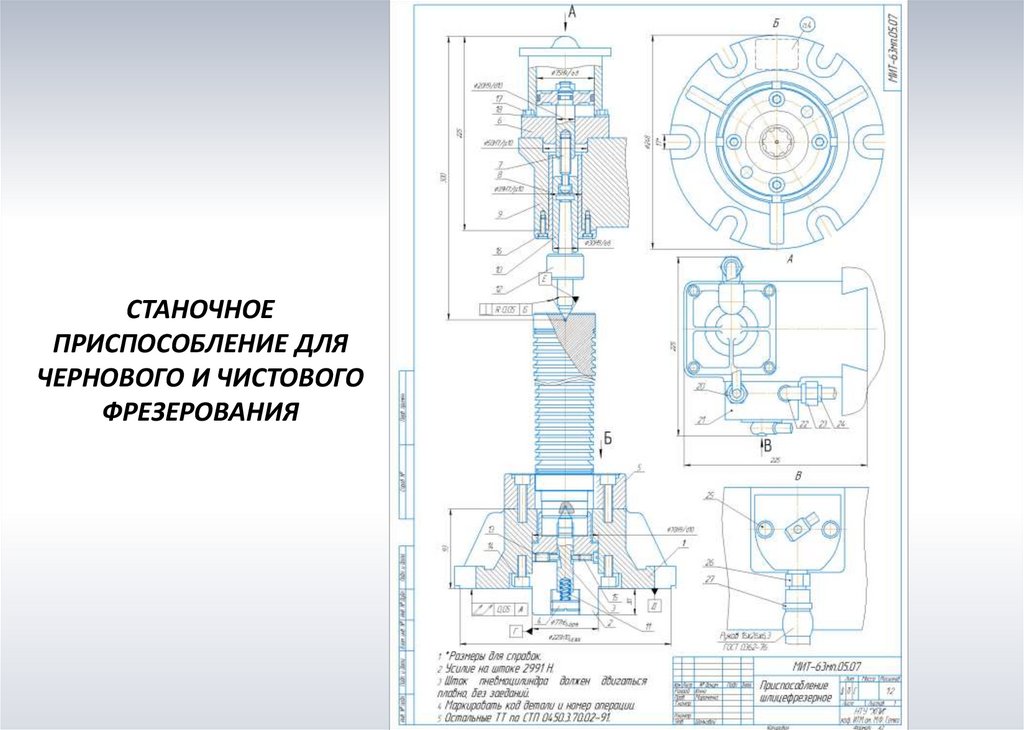
СТАНОЧНОЕПРИСПОСОБЛЕНИЕ ДЛЯ
ЧЕРНОВОГО И ЧИСТОВОГО
ФРЕЗЕРОВАНИЯ
12.
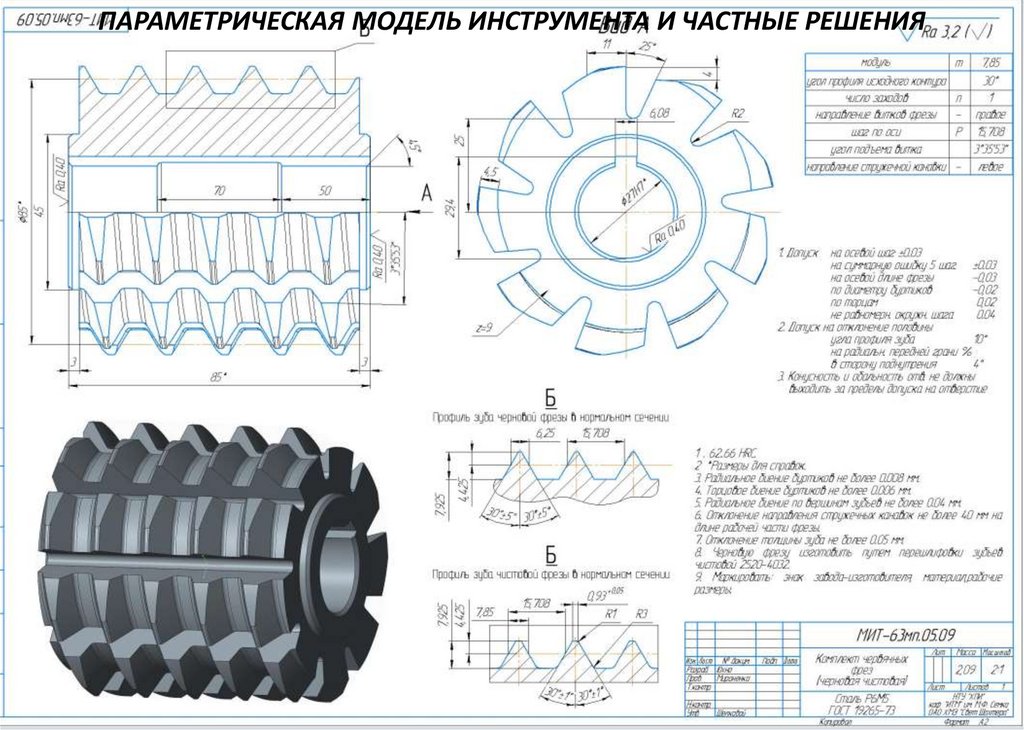
ПАРАМЕТРИЧЕСКАЯ МОДЕЛЬ ИНСТРУМЕНТА И ЧАСТНЫЕ РЕШЕНИЯ13.
14.
15.
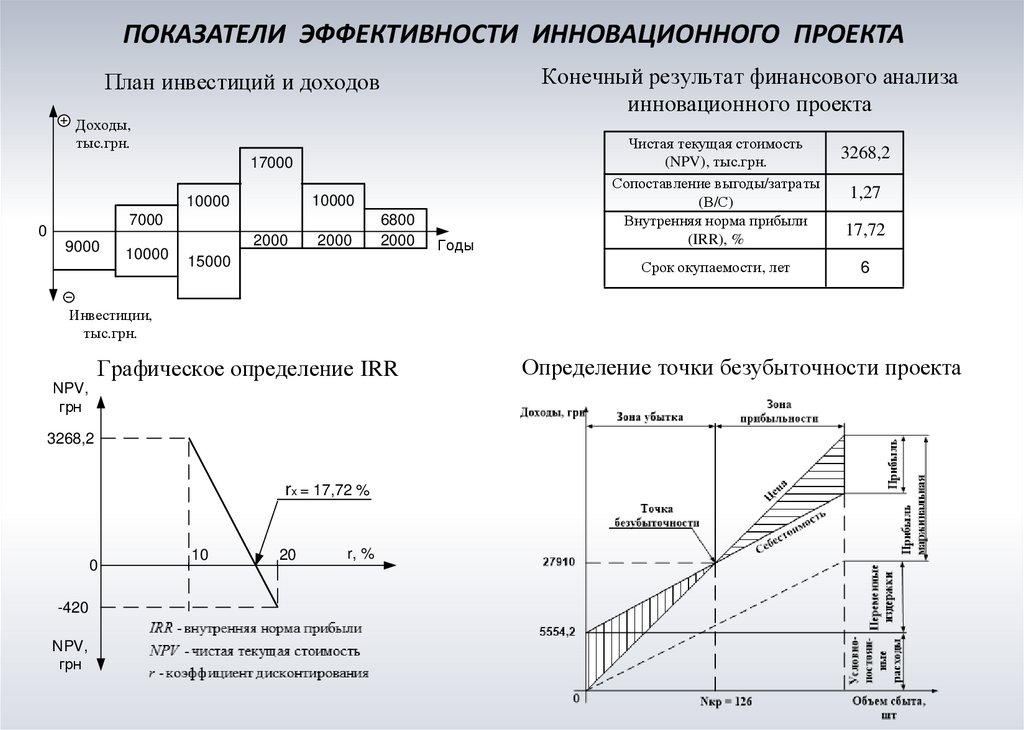
ПОКАЗАТЕЛИ ЭФФЕКТИВНОСТИ ИННОВАЦИОННОГО ПРОЕКТАКонечный результат финансового анализа
инновационного проекта
План инвестиций и доходов
Доходы,
тыс.грн.
17000
10000
10000
7000
0
9000
10000
2000
2000
6800
2000
15000
Годы
Чистая текущая стоимость
(NPV), тыс.грн.
Сопоставление выгоды/затраты
(В/С)
Внутренняя норма прибыли
(IRR), %
Срок окупаемости, лет
3268,2
1,27
17,72
6
Инвестиции,
тыс.грн.
Графическое определение IRR
NPV,
грн
3268,2
rx = 17,72 %
0
-420
NPV,
грн
10
20
r, %
Определение точки безубыточности проекта
16.
ВЫВОДЫ :• На базе математического аппарата созданы параметрические
модели инструментов с гибким изменением формообразующих
параметров.
• Повышен уровень автоматизации при создании документации.
• За счет предлагаемых изменетий предполагается достигнуть
экономический эффект.